Результат интеллектуальной деятельности: РАЕК-ПОРОШОК ДЛЯ ИСПОЛЬЗОВАНИЯ В ПРОЦЕССЕ ПОСЛОЙНОГО ПОЛУЧЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА, А ТАКЖЕ СПОСОБ ПОСЛОЙНОГО ПОЛУЧЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение относится к порошку полиарилэфиркетона (PAEK), который особенно пригоден для использования в процессе быстрого прототипирования, к способу получения такого порошка, а также к способу быстрого прототипирования для получения трехмерного объекта, при котором используется этот порошок.
Способом быстрого прототипирования называют способ, которым возможно быстрое получение образцов деталей, исходя из проектных данных. При этом создаваемую деталь выполняют, как правило, послойно из бесформенного материала или материала нейтральной формы. Для порошкообразного исходного материала такие способы известны, например, под названием трехмерного лазерного спекания, трехмерного лазерного плавления или трехмерной печати. В качестве материалов при этом подходят металлы, керамика и не в последнюю очередь пластмассы. Например, документ US 5730925 описывает способ лазерного спекания, при котором слои порошка наносят на перемещаемую по высоте подложку и избирательно спекают лазером в местах, соответствующих поперечному сечению создаваемого объекта.
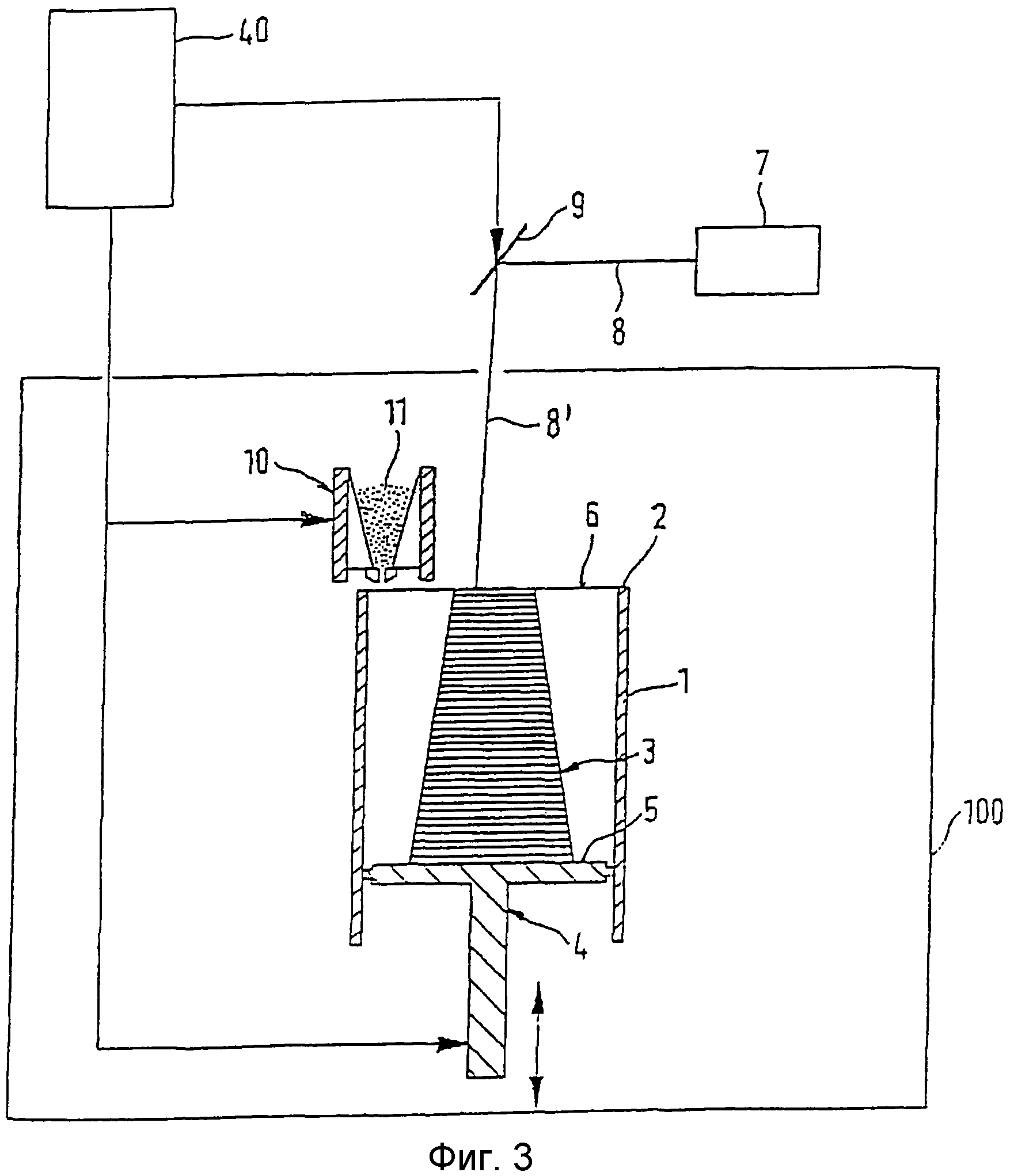
Фиг.3 показывает в качестве примера устройство лазерного спекания, с помощью которого можно осуществить способ послойного получения трехмерного объекта. Как видно из фиг.3, устройство содержит емкость 1. Она открыта сверху, а снизу ограничена подложкой 4 для удержания создаваемого объекта 3. Рабочая плоскость 6 задается верхним краем 2 емкости (соответственно, ее боковыми стенками). Объект находится на верхней стороне подложки 4 и создается из множества идущих параллельно верхней стороне подложки 4 слоев из порошкообразного конструкционного материала, отверждаемого электромагнитным излучением. При этом подложка может перемещаться устройством регулировки высоты в вертикальном направлении, т.е. параллельно боковой стенке емкости 1. Таким образом, можно устанавливать положение подложки 4 относительно рабочей плоскости 6.
Выше емкости 1, соответственно рабочей поверхности 6, предусмотрено устройство 10 для нанесения отверждаемого порошкового материала 11 на поверхность 5 подложки или последнего затвердевшего слоя. Кроме того, выше рабочей плоскости 6 находится устройство облучения в форме лазера 7, который испускает направленный световой луч 8. Этот луч отклоняющим устройством 9, например вращающимся зеркалом, в виде отклоненного луча 8' наводится на рабочую плоскость 6.
При получении трехмерного объекта 3 порошковый материал 11 послойно наносится на подложку 4, соответственно на затвердевший ранее слой, и отверждается лазерным лучом 8' в соответствующем объекту месте каждого слоя порошка. Подложка после каждого избирательного отверждения слоя опускается на толщину порошкового слоя, наносимого следующим.
Исходный порошковый материал выбирается по своим свойствам в зависимости от требующихся свойств создаваемых деталей. Разумеется, большое значение имеют, как правило, высокая насыпная плотность, а также достаточная сыпучесть. Для обеспечения высокой точности деталей и высокого качества поверхности создаваемых объектов необходимы пластмассовые порошки, у которых верхняя граница размеров зерна ниже 150 мкм, и 90% зерен (значение D0,9) имеют размер менее 135 мкм. Далее, для обеспечения стабильного нанесения слоя порошок не должен превышать значение D0,1=32 мкм. Равным образом, для гарантии равномерной и гладкой поверхности порошкового слоя и поверхности детали обязательна сферическая форма зерна частиц порошка. Кроме того, нужно стремиться к низкой шероховатости поверхности частиц, выражаемой через поверхность по БЭТ, так как тем самым повышается плотность порошкового слоя и снижаются процессы синтеза и разложения, которые отрицательно влияют на технологические свойства порошка.
Из пластмассовых порошковых материалов интерес представляют, прежде всего, полиарилэфиркетоны. Это объясняется тем, что детали, полученные из порошков или гранулятов PAEK, отличаются малой горючестью, хорошей биосовместимостью, а также высокой устойчивостью к гидролизу и радиационной стойкостью. В частности, PAEK-порошки отличаются термической стабильностью и при повышенных температурах, а также химической стойкостью в отличие от обычных пластмассовых порошковых материалов. Благодаря этим качествам PAEK-материалы пользуются спросом, прежде всего, в авиации, космонавтике, в автомобильной и электронной промышленности, а также в медицинской промышленности. В частности, под таким полимерным порошком PAEK может иметься в виду порошок из группы полиэфирэфиркетона (PEEK), полиэфиркетонкетона (PEKK), полиэфиркетона (PEK), полиэфирэфиркетонкетона (PEEKK) или полиэфиркетонэфиркетонкетона (PEKEKK).
Таким образом, очевиден высокий потенциал материала PAEK в связи с воспроизводимым процессом быстрого прототипирования, например, с лазерным спеканием. Правда, опыты, проведенные авторами изобретения с PAEK-порошками, какие применяются в обычных способах изготовления деталей, показали, что эти порошки лишь ограниченно пригодны для лазерного спекания, так как не удовлетворяются названные выше требования к свойствам порошка.
В частности, по уже засвеченным зонам видно, что равномерность нанесения слоя оставляет желать лучшего и что неровность нанесенного слоя отрицательно влияет на точность при изготовлении детали. В качестве причины называлась недостаточная сыпучесть, а также слишком низкая насыпная плотность порошка.
Кроме того, было установлено, что плотность слоя порошка в нанесенном слое была низкой. Это рассматривалось как указание на то, что насыпная плотность частиц промышленно выпускаемого порошка была недостаточно высокой. Однако низкая плотность порошкового слоя препятствует созданию деталей с высокой плотностью и прочностью.
Ввиду недостатков получаемых до сих пор PAEK-порошков задачей изобретения является создать PAEK-порошок, который подходит, в частности, для воспроизводимого способа изготовления трехмерных деталей, а также разработать способ получения этих порошков. Улучшенный PAEK-порошок должен быть пригоден для применения, в частности, в процессе лазерного спекания.
Эта задача решена тонкодисперсным порошком полиарилэфиркетона (PAEK) согласно по п.15, 16 или 17 формулы изобретения, способом получения тонкодисперсного порошка полиарилэфиркетона (PAEK) согласно п.1 и способом получения трехмерного объекта согласно п.21 или 22.
Усовершенствования изобретения описаны в зависимых пунктах.
На фигурах показано:
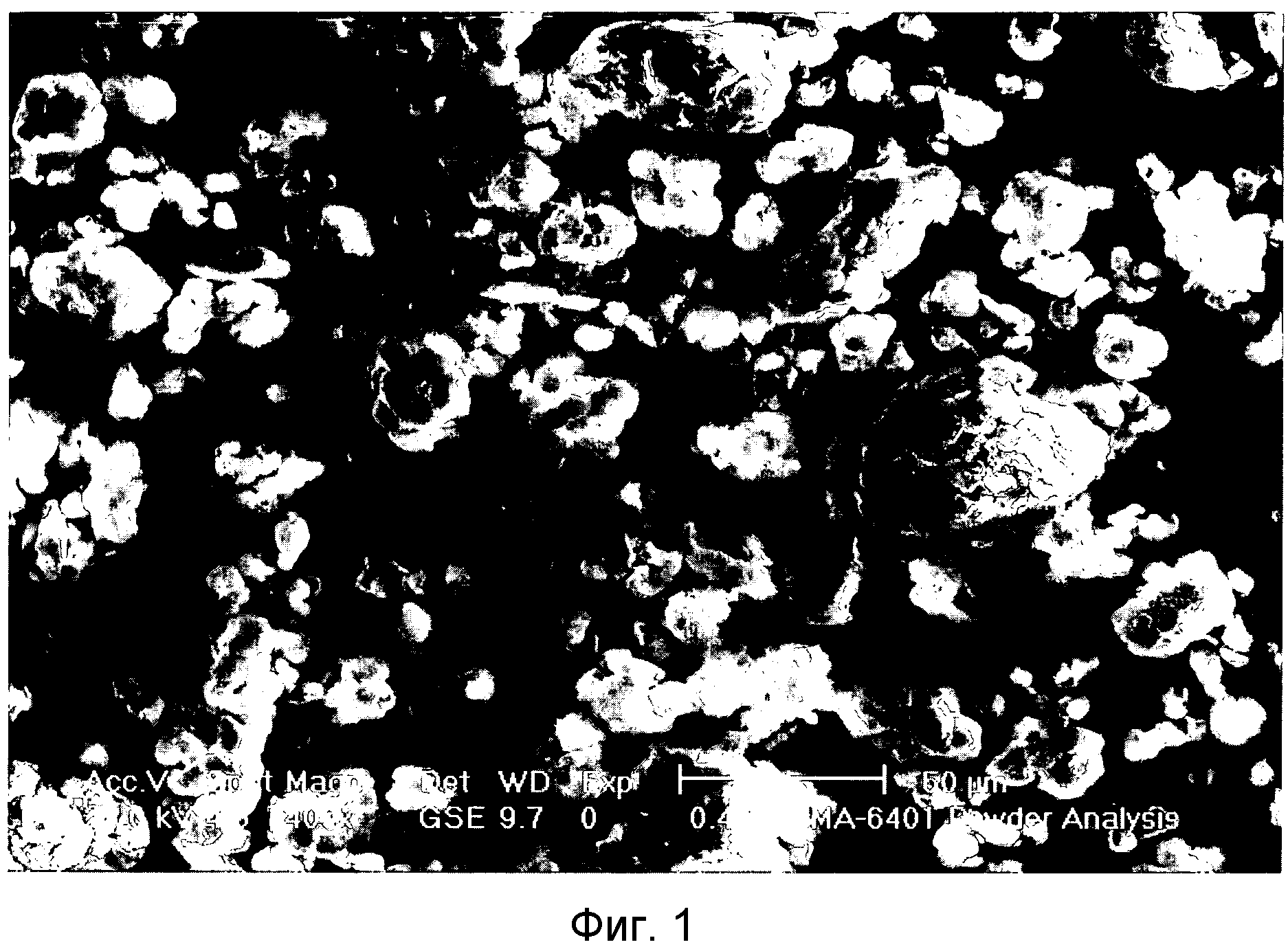
фиг.1 - снимок с растрового электронного микроскопа PEEK-порошка (вязкость расплава 0,15 кН·с/м2, исходный порошок для примера 2) перед обработкой согласно изобретению,
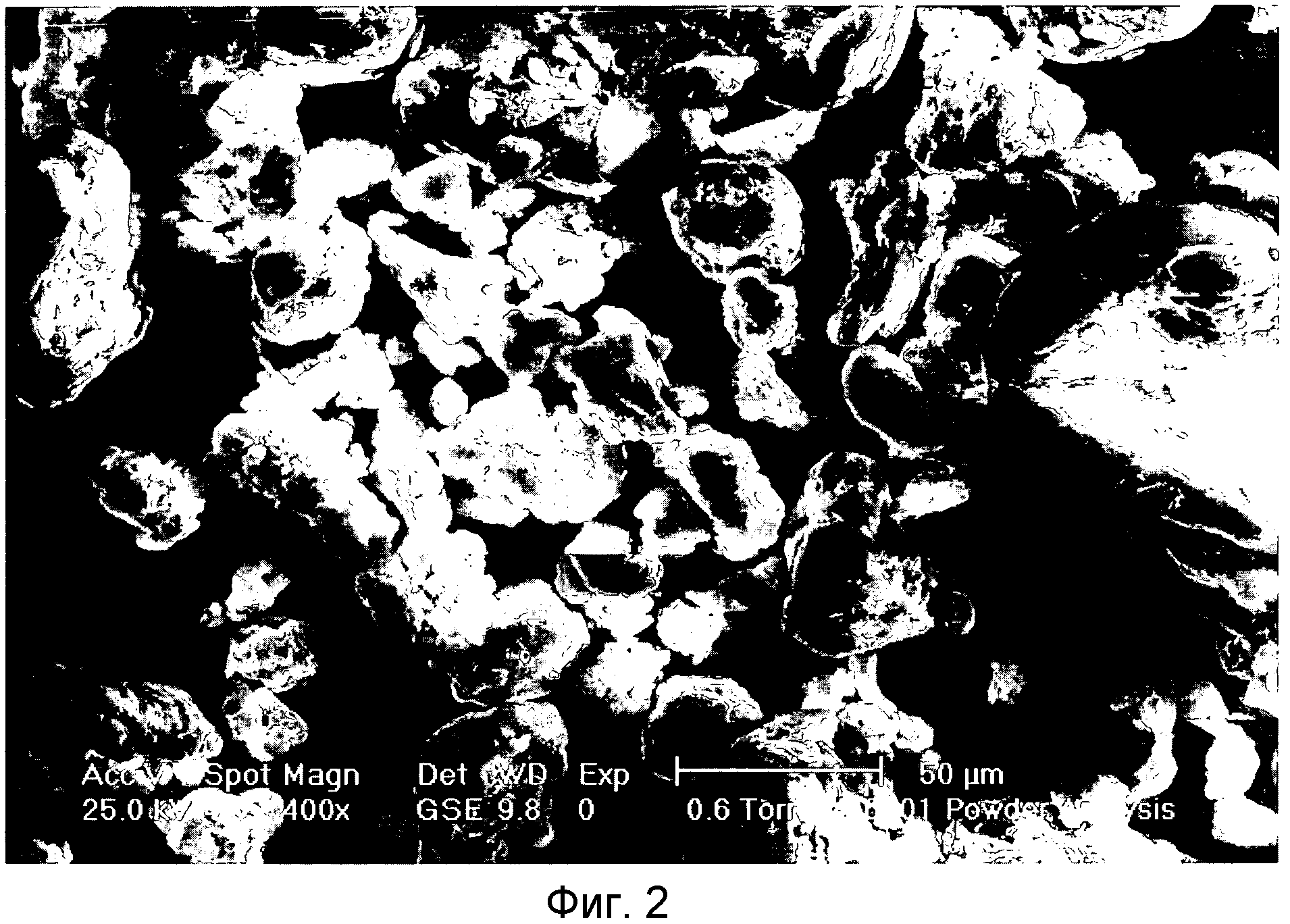
фиг.2 - снимок с растрового электронного микроскопа PEEK-порошка (вязкость расплава 0,15 кН·с/м2, обработан в течение 15 часов при 250°C согласно примеру 2) после обработки согласно изобретению,
фиг.3 - устройство лазерного спекания для послойного изготовления трехмерного объекта, и
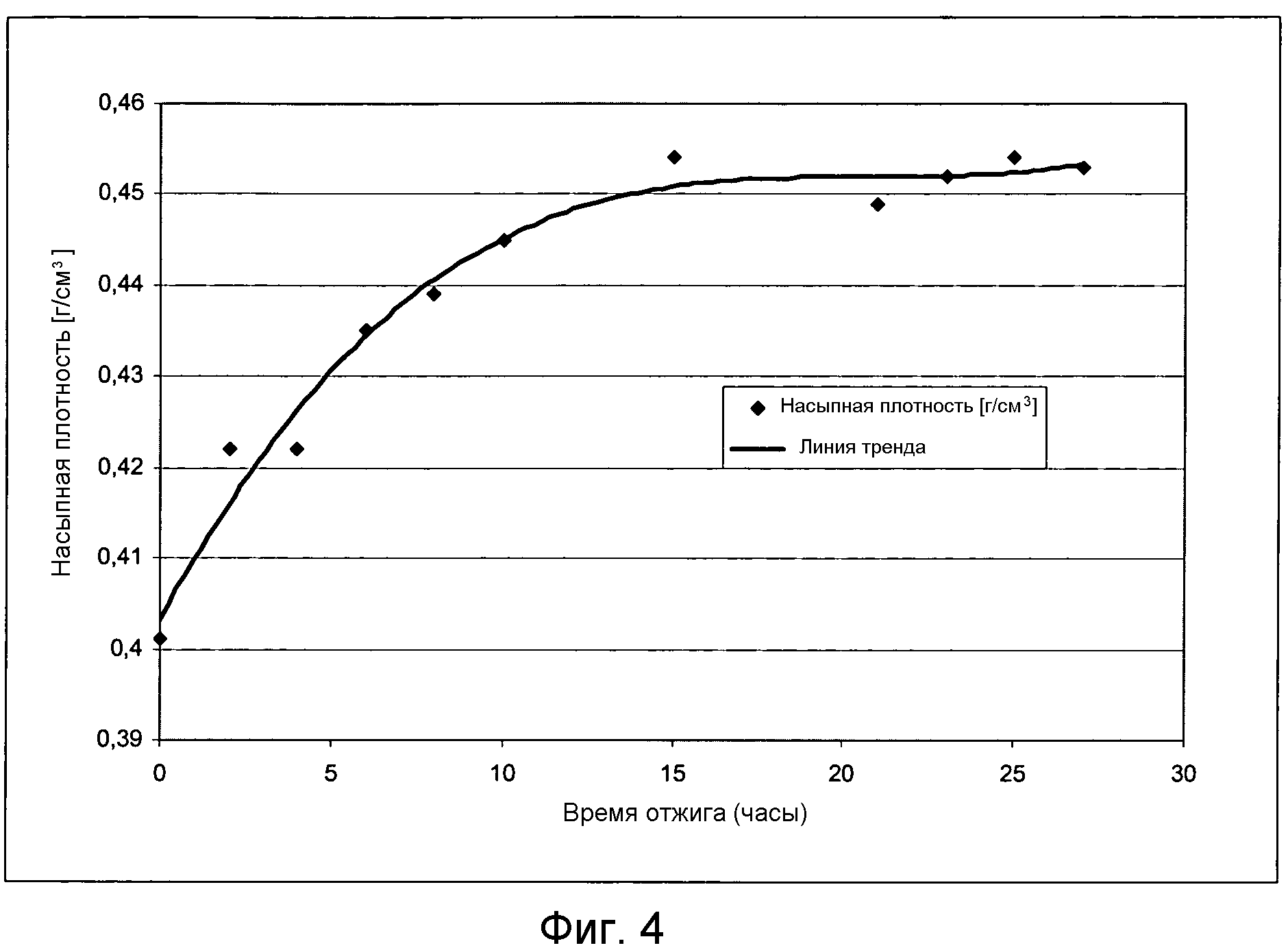
фиг.4 - график, показывающий повышение насыпной плотности в зависимости от времени отжига при постоянной температуре (PEEK-порошок с вязкостью расплава 0,15 кН·с/м2, отожженный при 250°C согласно примеру осуществления 2).
Для того чтобы выпускаемый промышленно PAEK-порошок обработать так, чтобы он подходил, в частности, для процесса быстрого прототипирования, авторами изобретения были проведены всесторонние эксперименты. При этом было обнаружено, что насыпную плотность порошка можно повысить, проводя отжиг порошка перед использованием порошка в качестве конструкционного материала. Удалось также доказать улучшение сыпучести.
Далее, неожиданно было установлено, что в результате термообработки тонкодисперсного порошка происходит также уменьшение удельной поверхности, характеризуемой поверхностью по БЭТ. Низкая поверхность по БЭТ выгодна для быстрого прототипирования, так как благодаря этому снижаются реакционная способность и старение порошка. Как можно видеть из полученных на растровом электронном микроскопе снимков с фиг.1 и 2, имеет место сглаживание поверхности порошка. Достижимые значения поверхности по БЭТ лежат в диапазоне от 1 до 40 м2/г. Могут быть достигнуты значения даже менее 0,1 м2/г.
Тонкодисперсный порошок PAEK, который выпускается в продажу, обычно имеет значение D0,9 ниже 150 мкм. Его получают из пористого крупнодисперсного порошка способом криогенного помола, при котором материал во время размола охлаждают с помощью жидкого азота. Альтернативно этому порошок можно получить способом осаждения из растворителя, распылением из расплава или распылительной сушкой. Примерами выпускаемых промышленно порошков являются, например, порошок PEEK (полиэфирэфиркетон) ряда PF, XF и серии Vicote компании Victrex, Thornton Cleveleys, Lancashire FY5 4QD, Великобритания.
В идеале температуру отжига следует выбирать между температурой стеклования и температурой плавления материала. При этом заметные эффекты получаются уже, когда температура в течение более 30 минут, а еще лучше более 1 часа держится на 20°C выше температуры стеклования. Для PEEK-порошка это значение составляет примерно 170°C. Хотя эти параметры отжига уже достаточны для достижения улучшенной насыпной плотности, результат для некоторых порошковых материалов можно оптимизировать путем просто осуществляемой серии экспериментов. При этом корреляции, на которые следует обращать внимание, описываются далее на примерах экспериментов.
В примерах измерения значений насыпной плотности проводили согласно стандарту DIN 53466. Перед определением насыпной плотности порошки просеивали в просеивающей машине и через контрольный грохот с размером ячеек 212 мкм (порция порошка 250 г, аналитический грохот Retsch AS200 basic), или сответственно, 245 мкм (порция порошка больше 250 г, вибрационная просеивающая машина 12110005 фирмы Siebtechnik), чтобы удалить возможные агломераты порошка, образующиеся из-за отжига. Электростатические заряды порошка, возможно возникающие в результате процесса просеивания, снижали путем 24-часового выдерживания порошка в нормальных климатических условиях.
Температуру плавления и температуру стеклования полимерного порошка определяли методом дифференциальной сканирующей калориметрии (ДСК) согласно DIN 53765 на приборе DSC823 фирмы Mettler-Toledo с азотом в качестве продувочного газа, а также при скорости нагревания 20 К/мин. Оценку энтальпии плавления, температуры плавления и температуры стеклования осуществляли с помощью программного обеспечения STARe, версия 9.01. Интегрирование пиков плавления кривой нагревания дает при этом энтальпию плавления. Степень кристалличности можно рассчитать, исходя из описанной в специальной литературе энтальпии плавления 130 Дж/г для теоретически 100%-но кристаллического полиэфирэфиркетона. Этот метод при оценке кривых ДСК специалисту известен.
Вязкость расплава определяли капиллярным вискозиметром при 400°C и 1000 с-1 согласно методике испытаний TM-VX-12 фирмы Victrex.
Пример 1
По 250 г поставляемого Victrex порошка PEEK с вязкостью расплава 0,15 кН·с/м2 (насыпная плотность = 0,401 г/см3) отжигали в химических стаканах объемом 1000 мл в печи с циркуляцией воздуха (тип Nabertherm N250/A) в течение времени и при температуре, указанных в таблице 1. Время разогрева до температуры отжига составляло один час. После отжига химические стаканы вынимали из печи, охлаждали до комнатной температуры и определяли насыпную плотность. Достигнутое повышение насыпной плотности составляло от 2% до 17%.
|
Пример 2
По 7 кг поставляемого Victrex PEEK-порошка с вязкостью расплава 0,15 кН·с/м2 (насыпная плотность = 0,401 г/см3) отжигали в металлических емкостях в печи с циркуляцией воздуха (тип Nabertherm N250/A) в течение периода времени и при температуре, указанных в таблице 2. Время разогрева до температуры отжига составляло один час. После отжига металлические емкости вынимали из печи и охлаждали до комнатной температуры. Достигнутое повышение насыпной плотности составляло от 5% до 19%.
|
Пример 3
По 250 г поставляемого фирмой Victrex PEEK-порошка с вязкостью расплава 0,45 кН·с/м2 (насыпная плотность = 0,318 г/см3) отжигали в химических стаканах объемом 1000 мл в печи с циркуляцией воздуха (тип Nabertherm N250/A) в течение времени и при температуре, указанных в таблице 3. Время разогрева до температуры отжига составляло один час. После отжига химические стаканы вынимали из печи, охлаждали до комнатной температуры и определяли насыпную плотность. Достигнутое повышение насыпной плотности составляло от 4% до 9%.
|
Пример 4
По 7 кг поставляемого Victrex PEEK-порошка с вязкостью расплава 0,45 кН·с/м2 (насыпная плотность = 0,340 г/см3) отжигали в металлических емкостях в печи с циркуляцией воздуха (тип Nabertherm N250/A) в течение 20 часов при 290°C. Время разогрева до температуры отжига составляло один час. После отжига металлические емкости вынимали из печи и охлаждали до комнатной температуры. Измеренная насыпная плотность составляло 0,395 г/см3. Достигнутое повышение насыпной плотности составляло 16%.
Пример 5
По 7 кг поставляемого Victrex PEEK-порошка с вязкостью расплава 0,09 кН·с/м2 (насыпная плотность=0,42 г/см3) отжигали в металлических емкостях в печи с циркуляцией воздуха (тип Nabertherm N250/A) в течение 15 ч при 250°C. Время разогрева до температуры отжига составляло один час. После отжига металлические емкости вынимали из печи и охлаждали до комнатной температуры. Измеренная насыпная плотность составляло 0,47 г/см3. Достигнутое повышение насыпной плотности равно 12%.
Пример 6
По 250 г поставляемого Victrex PEEK-порошка с вязкостью расплава 0,15 кН·с/м2 (насыпная плотность=0,401 г/см3) отжигали в химических стаканах объемом 1000 мл в печи с циркуляцией воздуха (тип Nabertherm N250/A) в течение периода времени и при температуре, указанных в таблице 4. Время разогрева до температуры отжига составляло один час. После отжига химические стаканы вынимали из печи и охлаждали до комнатной температуры. Затем определяли насыпную плотность и энтальпию плавления. Достигнутое повышение насыпной плотности составляло от 10% до 16%. Достигнутое повышение кристалличности составляло от 13% до 19%.
Пример 6а
По 7 кг поставляемого Victrex PEEK-порошка (насыпная плотность=0,320 г/см3) отжигали в металлических емкостях в печи с циркуляцией воздуха (тип Nabertherm N250/A) в течение 20 часов при 290°C. Время разогрева до температуры отжига составляло один час. После отжига металлические емкости вынимали из печи и охлаждали до комнатной температуры. Измеренная насыпная плотность составила 0,355 г/см3. Достигнутое повышение насыпной плотности составляло 11%.
|
Из вышеприведенных примеров 1-6 вытекает следующее:
При заданной температуре отжига насыпная плотность повышается с повышением длительности обработки до тех пор, пока не будет достигнут почти постоянный уровень (смотри в этой связи таблицу 2 и фиг.4, откуда для температуры отжига 250°C следует, что насыпная плотность в первые 10 часов обработки возрастает на 0,044 г/см3, тогда как в следующие 10 часов обработки не более чем примерно на 0,016 г/см3).
Далее, насыпная плотность повышается тем быстрее, чем выше температура термообработки. Чем более высокая температура выбирается, тем короче период времени до достижения постоянного уровня насыпной плотности (сравни в этой связи ход процесса в таблице 1 для 130°C с ходом в таблице 2 для 250°C). Еще более эффективная обработка возможна также, если выбирается температура более чем на 20°C выше температуры стеклования (около 143°C для PEEK (данные производителя Victrex)), например, примерно на 50°C или примерно на 100°C выше температуры стеклования.
Кроме того, из хода процесса при 130°C в таблице 1 видно, что выбор температуры ниже температуры стеклования приводит к менее эффективному способу. Далее, видно, что даже для этого случая при длительности обработки 2 ч уже налицо изменение насыпной плотности.
Важно выбирать температуру, не слишком близкую к температуре плавления порошка. Иначе может происходить частичное слипание порошка, что приводит к меньшему повышению насыпной плотности, чем при более низкой температуре. Это хорошо видно, например, из таблицы 3, где для температуры отжига 320°C достигаются меньшие значения насыпной плотности, чем при температуре отжига 310°C. Поэтому для надежности следует выбирать температуру отжига на 20°C ниже температуры плавления, определенной методом дифференциальной сканирующей калориметрии (ДСК) согласно DIN 53765, еще лучше на 30°C ниже.
Кроме того, температура и длительность термообработки зависят также от вязкости расплава. Чем выше вязкость расплава, тем выше должна быть температура, чтобы достичь эффективного повышения насыпной плотности. Из фиг.4 в этой связи можно видеть, что для исходного порошка с вязкостью расплава 0,15 кН·с/м2 после 15 часов отжига при температуре обработки 250°C достигается постоянное значение насыпной плотности. Для исходного порошка с вязкостью расплава 0,45 кН·с/м при этих условиях отжига плато еще не достигается. Это явствует из следующего сравнительного примера 4a.
Сравнительный пример 4a
По 7 кг PEEK-порошка, поставляемого компанией Victrex, с вязкостью расплава 0,45 кН·с/м2 (насыпная плотность = 0,340 г/см3) отжигали в металлических емкостях в печи с циркуляцией воздуха (тип Nabertherm N250/A) в течение 15 часов при 250°C. Время разогрева до температуры отжига составляло один час. После отжига металлические емкости вынимали из печи и охлаждали до комнатной температуры. Установленная насыпная плотность составляла 0,379 г/см3. Достигнутое повышение насыпной плотности равно 11%.
Если сравнить этот результат с результатом примера 4, где тот же порошок отжигали 20 часов при 290°C, то видно, что в примере 4a для порошка с вязкостью расплава 0,45 кН·с/м2 плато еще не могло быть достигнуто, так как в условиях примера 4 еще возможно заметное повышение насыпной плотности с 0,379 г/см3 до 0,395 г/см3.
Кроме того, при заданной длительности и температуре термообработки достижимая насыпная плотность для большего количеств порошка может быть несколько ниже. Это следует из сравнения таблиц 1 и 2: тогда как для T=250°C в таблице 1 при количестве порошка 250 г после 15 часов обработки достигалась насыпная плотность 0,47 г/см3, в таблице 2 для количества 7 кг этого же порошка достигается значение всего 0,454 г/см3.
Далее, было установлено, что в результате термообработки происходит повышение степени кристалличности, определяемой по энтальпии плавления методом дифференциальной сканирующей калориметрии (ДСК) или по рентгеновскому рассеянию под большими углами (WAXS). Высокая энтальпия плавления, соответственно степень кристалличности, выгодна, в частности, для лазерного спекания порошка. Дело в том, что при облучении какой-то области лазерным лучом вследствие теплопроводности материала расплавляются также соседние с этой областью частицы порошка. Более высокая энтальпия плавления, соответственно, степень кристалличности, затрудняет в этой связи расплавление соседних частиц порошка. Если таким путем предотвратить процесс спекания вне желаемой области, то улучшится разделение спеченного элемента на детали.
Повышение степени кристалличности можно видеть, например, из таблицы 4.
Хотя, как указывалось выше, для эффективности способа важно выбирать как можно более высокую температуру обработки, с другой стороны, температуру термообработки предпочтительно следует выбирать так, чтобы путем как можно более низкой температуры и как можно меньшей продолжительности термообработки достичь улучшения параметров порошка. Дело в том, что должно предотвращаться термическое и окислительное повреждение порошкового материала при отжиге или оно должно быть максимально снижено. Поэтому, чтобы предотвратить повреждение порошка и все же удержать низкой длительность обработки порошка, чтобы способ был экономически эффективным, может быть выгодным, если термообработка проводится в атмосфере инертного газа (например, азота или аргона) или под вакуумом.
Хотя в вышеприведенных примерах для отжига была использована печь, тепловую энергию можно, естественно, подводить к порошку также и любыми другими способами. Например, порошок можно подвергать воздействию электромагнитного излучения или корпускулярного излучения. В частности, для этого можно использовать ИК-излучение или микроволновое излучение.
Как показывает следующий пример 7, повышения температуры можно достичь также механическим воздействием на порошок. При этом регулирование температуры осуществляется, например, числом оборотов мешалки.
Пример 7
10 кг поставляемого Victrex PEEK-порошка с вязкостью расплава 0,15 кН·с/м2 (насыпная плотность 0,401 г/см3) дополнительно обрабатывали в стандартной мешалке смешением с приложением сдвиговых усилий. При этом число оборотов устанавливается так, чтобы порошок нагрелся до 150°C в пределах 25 мин. Затем число оборотов снижают настолько, чтобы температура оставалась постоянной и равной 150°C в течение следующих 25 мин. Затем порошок путем нового повышения числа оборотов нагревают в течение 20 мин до 170°C. Наконец, число оборотов снижают настолько, чтобы температура в течение следующих 60 мин оставалась постоянной и равной 170°C.
После удаления из мешалки порошок просеивают на просеивающей машине (вибрационная просеивающая машина 12110005 фирмы Siebtechnik) через защитный грохот с размером ячеек 245 мкм, чтобы удалить агломераты порошка, возможно образующиеся при отжиге. Установленная насыпная плотность составляет 0,48 г/см3. Достигнутое повышение насыпной плотности составляет 19,7%.
Механическая обработка может также проводиться дополнительно к другому подводу тепловой энергии к порошку. В этом случае можно достичь особенно значительного повышения насыпной плотности уже при умеренной температуре отжига и длительности обработки.
Выше в качестве исходного материала для обработки тонкодисперсный порошок полиарилэфиркетона (PAEK) указывался в общем. В частности, такой полимерный порошок может представлять собой порошок из группы полиэфирэфиркетона (PEEK), полиэфиркетонкетона (PEKK), полиэфиркетона (PEK), полиэфирэфиркетонкетона (PEEKK) или подиэфиркетонэфиркетонкетона (PEKEKK).
Далее, не требуется, чтобы PAEK-порошок при обработке находился в чистой форме. Напротив, могут добавляться одна или несколько добавок. В качестве добавок пригодны при этом наполнители, такие, например, как волокна (углеродные волокна, стекловолокна, волокна кевлар, углеродные нанотрубки (Carbon Nanotubes) и т.д.), или наполнители с низким аспектным отношением (стеклянные шарики, алюминиевая мука и т.д.), или минеральные наполнители, как, например, диоксид титана, или же вспомогательные средства процесса (например, вспомогательные добавки, улучшающие сыпучесть, например, серии Aerosil (например, Aerosil R974, Aerosil 200)), термостабилизаторы, антиоксиданты, красящие пигменты (сажа, графит и т.д.)). Далее, наполнитель не обязательно должен присутствовать как компонент самого порошка, но может вводиться в PAEK-порошок (например, путем соединения в расплаве).
Получаемый согласно изобретению PAEK-порошок пригоден, в частности, для применения в установке лазерного спекания, какая изображена, например, на фиг.3. Разумеется, применение не ограничивается установкой лазерного спекания. Напротив, можно подводить также энергию в виде другого электромагнитного излучения (включая тепловое излучение). Кроме того, можно также полностью расплавлять порошок при получении трехмерного объекта. Наконец, отверждение порошка можно также вызвать добавлением связующего (трехмерная печать).
В установке лазерного спекания типа P700, модифицированной фирмой EOS для высокотемпературных применений, при температуре в установке 335°C перерабатывали порошок из примера 2 (отожженный при 250°C в течение 15 часов) в процессе лазерного спекания. Удалось получить геометрии образцов с размерами 150×20×4 мм (длина, ширина, высота), которые имели плотность детали 1,316 г/см3 (ISO 1133). Тем самым, при указанной фирмой Victrex плотности 1,30-1,31 г/см3 для изделий из PEEK, полученных литьем под давлением, можно исходить из плотности спеченных лазером деталей 100%.
Необработанный порошок из примера 2 (насыпная плотность = 0,401 г/см3) из-за недостаточной сыпучести и неравномерного нанесения слоя нельзя было переработать в сравнимые детали.
Естественно, предварительная обработка PAEK-порошка перед использованием в качестве конструкционного материала в устройстве для послойного получения трехмерного объекта, например в устройстве лазерного спекания, может предусматриваться также непосредственно в устройстве послойного получения. Для этого нужно только предусмотреть подходящее нагревательное устройство, например, в виде нагревающего змеевика вокруг бункера с порошком.
Способ получения идентифицируемого объема порошка и способ изготовления объекта
Устройство для генеративного создания трехмерного объекта с изолированной областью построения
Раек-порошок, в частности, для использования в процессе послойного получения трехмерного объекта, а также способ его получения
Ручная машина
Избирательное спекание структурно-модифицированных полимеров
Имплантаты для замены "несущей нагрузку" кости, имеющие иерархически организованную архитектуру, полученные посредством превращения растительных структур
Впитывающее изделие с элементом для регулирования потока жидкости
Впитывающее изделие с дистанционирующим полотном в качестве элемента для регулирования потока жидкости
Компонент газовыпускной системы
Устройство для послойного изготовления трехмерного объекта
Способ получения идентифицируемого объема порошка и способ изготовления объекта
Устройство для генеративного создания трехмерного объекта с изолированной областью построения
Раек-порошок, в частности, для использования в процессе послойного получения трехмерного объекта, а также способ его получения
Ручная машина
Избирательное спекание структурно-модифицированных полимеров
Имплантаты для замены "несущей нагрузку" кости, имеющие иерархически организованную архитектуру, полученные посредством превращения растительных структур
Впитывающее изделие с элементом для регулирования потока жидкости
Впитывающее изделие с дистанционирующим полотном в качестве элемента для регулирования потока жидкости
Компонент газовыпускной системы
Применение полимеризатов, содержащих термопластичные полимеры, в качестве фильтровальных вспомогательных и/или стабилизирующих веществ

