Результат интеллектуальной деятельности: Многослойно-композиционное покрытие металлического изделия
Вид РИД
Изобретение
Изобретение относится к многослойному покрытию, нанесенному методом физического осаждения, в частности, к функциональным покрытиям преимущественно для изделий, таких как режущие и штамповые инструменты, хирургические импланты (эндопротезы), а также пары трения, которые могут быть синтезированы ионно-плазменными методами. Такие покрытия могут использоваться в машиностроении, в частности, в механообрабатывающих производствах, медицине, транспорте и других отраслях.
Известно износостойкое многослойное покрытие, наносимое в вакууме на детали узлов трения, инструмент и инструментальную оснастку (авторское свидетельство СССР SU 1680799, 1991 г.). Износостойкое многослойное покрытие, содержащее нижний слой из нитрида титана и верхний слой из оксида титана и отличающееся тем, что слой из нитрида титана имеет кристаллографическую ориентацию по отношению к основе, слой из оксида титана имеет толщину 0,2-0,4 мкм и отношение толщины слоя из оксида титана к толщине слоя из нитрида титана составляет 1-2 при общей толщине 0,6-1,5 мкм.
Известны также многослойные защитные покрытия, содержащие первый слой титана и последующие чередующиеся слои на основе титана толщиной 30-200 нм каждый при суммарном количестве слоев от 4 до 50 отличающееся тем, что упомянутые чередующиеся слои выполнены из нитрида и карбида титана (Патент Республики Беларусь (BY 10679, 2014 г.).
Недостатком выше упомянутых покрытий является их относительно небольшая общая толщина, близость механических характеристик составляющих покрытие соединений и близость их толщины, что не позволяет получать модифицирующие покрытия больших толщин с высокими эксплуатационными свойствами, из-за невозможности сдерживать рост зерна в рабочих слоях покрытия при больших общих толщинах, что приводит к снижению механических свойств покрытия.
Наиболее близким техническим решением - прототипом - является многослойно-композиционное покрытие, согласно которому один из чередующихся слоев содержит тугоплавкие соединения металлов IV, V или IV, VI групп Периодической системы элементов, а другой - тугоплавкие соединения металлов IV, V или VI групп при толщине слоев 1-10 мкм, а способ нанесения многослойного износостойкого покрытия на рабочую поверхность металлического изделия заключается в последовательно осуществляемых в камере вакуумно-дуговой установки очистке рабочей поверхности изделия бомбардировкой ионами, синтезе адгезионного, переходного и функционального слоев покрытия и их конденсации из плазменной фазы на рабочую поверхность изделия, причем сначала формируют адгезионный слой, содержащий тугоплавкое соединение металлов IV и/или V групп Периодической системы химических элементов, по крайней мере, один элемент из состава материала изделия и/или его соединение и один элемент из состава переходного слоя покрытия и/или его соединение, затем формируют переходный слой с введением в его состав тугоплавких соединений металлов IV и/или V групп Периодической системы химических элементов, по крайней мере, один из которых входит в состав функционального слоя, и далее формируют функциональный слой, содержащий соединения двух элементов из IV и/или V, IV и/или VI групп Периодической системы химических элементов, легированных алюминием или смесями двух или трех тугоплавких соединений металлов упомянутых групп (патент РФ №2198243 С2, МПК: С23С 30/00, опубл. 10.02.2003).
Техническое решение по прототипу обеспечивает весьма благоприятное сочетание кристаллохимических, физико-механических и теплофизических свойств слоев покрытия и металла изделия, вследствие чего изделие с нанесенным таким способом многослойно-композиционным покрытием способно длительное время сопротивляться макро- и микроразрушению, поскольку функциональное покрытие существенно снижает термомеханические нагрузки на материал изделия, а последний создает благоприятные условия работы покрытию ввиду эффективной сопротивляемости микроползучести и пластическому деформированию.
Вместе с тем прототип обладает существенным недостатком, а именно: в связи с отсутствием конкретизации соотношения толщин слоев и их чередующихся составов прототип не позволяет обеспечить бездефектную структуру покрытия при его достаточной толщине, кроме того прототип ограничивает максимальную толщину покрытий 10 мкм, что недостаточно для создания эффективных покрытий с большими толщинами (10-30 мкм и более) для изделий медицинского назначения.
Задача изобретения - создание многослойного покрытия толщиной более 10 мкм, с бездефектной внутренней структурой, не зависящей от толщины покрытия, на рабочую поверхность металлического изделия.
Технический результат заключается в расширении технологических возможностей многослойного покрытия на рабочей поверхности металлического изделия за счет расширения диапазона толщин покрытий при одновременном снижении их внутренней дефектности при толщинах, больших 10 мкм.
Поставленная задача решается, а заявленный технический результат достигается тем, что многослойно-композиционное покрытие металлического изделия, содержащее нанесенные на рабочую поверхность изделия чередующиеся рабочие слои, содержащие тугоплавкие соединения металлов IV и/или V и/или VI групп Периодической системы химических элементов, содержит расположенный на поверхности изделия адгезионно-переходный слой, состоящий из Zr и Ti или из Тi, причем чередующиеся рабочие слои имеют одинаковый состав и выполнены с толщиной, отличной от толщины близлежащих чередующихся рабочих слоев не более чем в 2,85 раза, при этом покрытие содержит дополнительные переходные слои, размещенные между чередующимися рабочими слоями и включающие металлы IV, и/или V, и/или VI групп Периодической системы химических элементов из состава прилегающих рабочих слоев, причем толщина дополнительных переходных слоев составляет 3-10% от толщины прилегающих рабочих слоев.
Изобретение иллюстрируется чертежами:
Фиг. 1 - Схема многослойно-композиционного покрытия изделия.
Фиг. 2 - Зависимость стойкости твердосплавного инструмента с покрытием Ti-TiAlCrN-Ti-TiAlCrN-Ti-TiAlCrN от толщины переходных слоев Ti (точение стали 45 при V=200 м/мин; S=0,11 мм/об; t=0,5 мм).
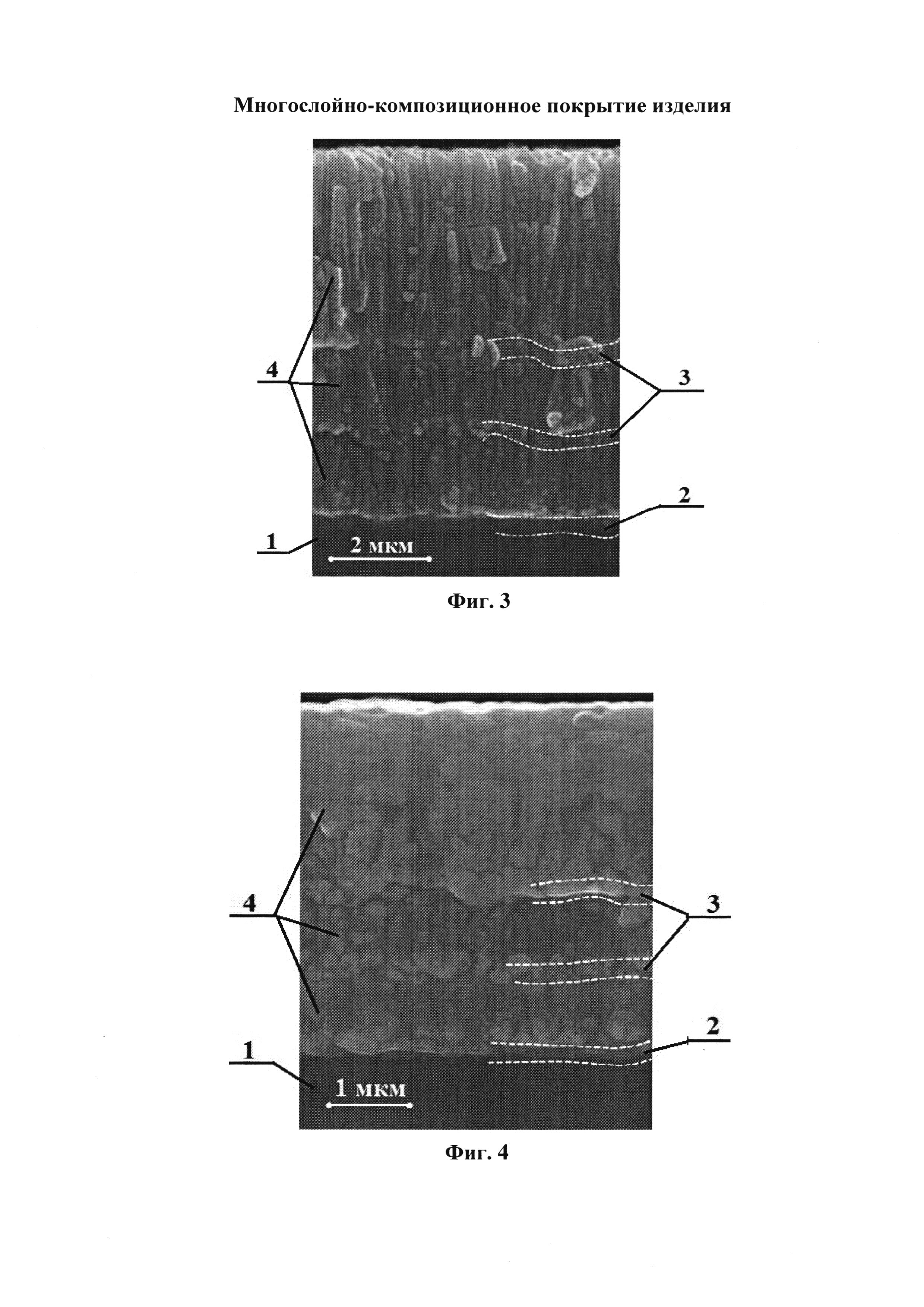
Фиг.3 - Структура покрытия (Zr,Ti)-ZrNbN-Zr-ZrNbN-Zr-ZrNbN на поперечном шлифе (вариант 1): 1 - субстрат титановый сплав ВТ6; 2 - адгезионно-переходный слой покрытия, состоящий из Zr, Ti; 3 - дополнительные переходные слои покрытия, состоящие из Zr; 4 - рабочие слои покрытия ZrNbN.
Фиг. 4 - Структура покрытия Ti-TiAlCrN-Ti-TiAlCrN-Ti-TiAlCrN на поперечном шлифе (вариант 2): 1 - субстрат твердый сплав Т15К6; 2 - адгезионно-переходный слой покрытия, состоящий из Ti; 3 - дополнительные переходные слои покрытия, состоящие из Ti; 4 - рабочие слои покрытия TiAlCrN.
На Фиг. 1 представлено предлагаемое покрытие с последовательным расположением его слоев согласно настоящему изобретению. Многослойно-композиционное покрытие изделия содержит последовательно нанесенные на рабочую поверхность изделия (субстрат 1) адгезионный слой 2, переходный слой 3 и чередующиеся рабочие слои 4 тугоплавких соединений и дополнительные переходные слои 5 тугоплавких металлов.
Заявленное изобретение основано на следующем.
При синтезе покрытия традиционной (однослойной или со слоями равной толщины) архитектуры неизбежно происходит рост кристаллов покрытия, «накапливание» его внутренних дефектов (в частности, внедренная микрокапля вызывает искажение структуры наружных слоев и рост внутренних напряжений в них, снижение твердости покрытия за счет «изолирующего» эффекта осажденных ранее слоев покрытия, что существенно снижает его эксплуатационные свойства). Также в ходе многочисленных экспериментов было выявлено, что в ряде случаев (в частности, при производстве изделий медицинского назначения, работающих в среде человеческого тела) толщины покрытий до 10 мкм оказываются недостаточными, например, для осуществления изолирующих, барьерных функций. Требуется осаждение более толстых покрытий, толщиной 20-60 мкм, при этом более толстые покрытия должны обеспечивать высокую плотность, сплошность, прочность адгезии с субстратом и долговечность. Традиционно применяемые технологии и методы не позволяют обеспечить выполнение данных требований. Кроме того, в процессе многочисленных экспериментов была выявлена зависимость оптимального соотношения толщин слоев и их механических свойств, позволяющая обеспечить лучшие свойства покрытий с толщинами 10-60 мкм, а именно толщина переходного слоя должна составлять 3-10% от толщины рабочего слоя, рабочий слой формируется металлами IV и/или V групп и/или VI групп Периодической системы химических элементов, обладающими хорошими упругопластическими свойствами в сочетании с хорошей токопроводностью, а рабочие слои формируются из тугоплавких соединений (нитридов, карбидов, оксидов, боридов и их смесей) металлов IV и/или V групп и/или VI групп Периодической системы химических элементов, обладающих высокой твердостью, теплостойкостью и химической инертностью, причем, для достижения высокой адгезии между переходным и рабочим слоями, по крайней мере, один из компонентов слоя входит в состав переходного слоя.
Диапазон толщин переходного слоя 3-10% от толщины рабочего слоя обусловлен следующими факторами:
- при уменьшении толщины переходного слоя менее 3% от толщины рабочего слоя (в частности, при толщине рабочего слоя в 3 мкм, соответственно, толщина переходного слоя составит менее 100 нм) переходный слой не успевает приобрести сплошность, остаются обширные разрывы в структуре данного слоя, при этом переходный слой в значительной степени утрачивает свои функции;
- при увеличении толщины переходного слоя более 10% от толщины рабочего слоя (в частности, при толщине рабочего слоя в 3 мкм, соответственно, толщина переходного слоя составит более 300 нм) относительно мягкий и пластичный переходный слой начинает оказывать негативное воздействие на общую твердость и износостойкость покрытия. В частности, микротвердость покрытия Ti-TiAlCrN-Ti-TiAlCrN-Ti-TiAlCrN снижается с HV 3417 до HV 2824, что ниже, чем у монослойного покрытия TiAlCrN.
Проведенные стойкостные испытания твердосплавного инструмента с покрытием Ti-TiAlCrN-Ti-TiAlCrN-Ti-TiAlCrN, имеющим различную толщину переходных слоев, проведенные при продольном точении стали 45 при V=200 м/мин; S=0,11 мм/об; t=0,5 мм показали (Фиг. 2), что:
1. При толщине переходного слоя покрытия меньше 100 нм (3% от толщины рабочего слоя в данном случае) стойкость инструмента с рассматриваемым покрытием (13 мин) практически не отличается от стойкости инструмента с однослойным покрытием TiAlCrN (14 мин).
2. При толщине переходного слоя покрытия более 300 нм (10% от толщины рабочего слоя в данном случае) стойкость инструмента с рассматриваемым покрытием (15 мин) заметно снижается, приближаясь к стойкости инструмента с однослойным покрытием TiAlCrN (14 мин).
3. При диапазоне толщин переходного слоя покрытия 100-300 нм (3-10% от толщины рабочего слоя в данном случае) достигается максимальная стойкость инструмента с покрытием (25-29 мин), что примерно в 2 раза выше, чем у инструмента с однослойным покрытием TiAlCrN аналогичной толщины.
Исходя из вышеизложенного, оптимальная толщина переходного слоя при толщине рабочего слоя с 3 мкм составляет 100-300 нм (или 3-10% от толщины рабочего слоя). Проведенные испытания при толщинах рабочего слоя 2 и 5 мкм показали аналогичные результаты, что позволяет утверждать, что толщина переходного слоя в 3-10% от толщины рабочего слоя является оптимальной для различных толщин рабочих слоев.
В целом работу покрытия в предложенной в рамках изобретения конфигурации, можно охарактеризовать следующим образом.
Дополнительный переходный слой (слои), обеспечивает прочную адгезионную связь между рабочими слоями покрытия, обеспечивает прекращение роста зерен в рабочем слое, повышая электропроводность системы, на которую осаждается покрытие, прерывая «накопление» дефектов покрытия. Благодаря сложно композиционному составу рабочий слой обладает высокой термодинамической устойчивостью. Кроме того, благодаря наноразмерной структуре рабочего слоя с высокой развитостью межзеренных и межслойных границ, совместимости кристаллохимических свойств переходного и рабочего слоев покрытия, при фильтрации осаждаемого конденсата от микрокапельной составляющей значительно снижается количество дефектов покрытия в виде микрокапель и других дефектов, за счет барьера на пути движения микротрещин и дислокаций. Фильтрация осаждаемого конденсата от микрокапельной составляющей также обеспечивает высокую сплошность покрытия, улучшая его барьерные функции.
Для повышения твердости и термодинамической устойчивости при сбалансированном сочетании прочности и твердости, а также снижения физико-химической активности по отношению к внешней среде (среда человеческого тела или агрессивные среды) в состав рабочих слоев, как и в прототипе, вводят тугоплавкие соединения металлов IV и/или V и/или VI групп Периодической системы химических элементов, при этом возможно дополнительное легирование алюминием. Введение гетерофазных тугоплавких соединений элементов V и особенно VI групп в состав рабочих слоев приводит к образованию многокомпонентных соединений переходных металлов IV-VI групп, увеличению статистического веса атомов со стабильными электронными конфигурациями (СВАСК) типа sp3, s2р6 и d5, придающих кристаллической решетке повышенную твердость и жесткость, а также чрезвычайно высокую сопротивляемость изнашиванию. При этом благодаря нанокристаллической структуре слоя сохраняется оптимальный баланс между твердостью, износостойкостью и пластичностью слоя, что существенно снижает вероятность его микрохрупкого разрушения. Введение более пластичного переходного слоя, обладающего высокой термодинамической устойчивостью при воздействии эксплуатационных термомеханических напряжений особенно циклического характера, еще больше снижает вероятность хрупкого разрушения рабочего слоя. Кроме того, легирование соединений металлов IV и V групп металлами VI группы приводит к созданию гетерофазных структур с резким отличием кристаллохимического строения относительно внешней среды (среда человеческого тела или агрессивные среды) и еще больше уменьшают физико-химическую активность рабочего слоя по отношению к внешней среде.
Предлагаемое техническое решение реализуется следующим образом (причем, поскольку в части формирования переходных и рабочих слоев покрытия предлагаемый способ практически не отличается от прототипа, в этой части пояснения минимизированы).
Изготовленное изделие с тщательно подготовленной поверхностью, очищенной от загрязнений, размещали в камере вакуумно-дуговой установки, в которой осуществляли процесс синтеза многослойно-композиционного функционального покрытия при использовании процессов фильтруемого вакуумно-дугового синтеза. Установка оснащена тремя испарителями, два из которых имели устройство фильтрации конденсата от микрокапельной фазы, а также устройством генерирования газо-металлических ионов с энергиями от 5 до 200 кэВ, которые могут функционировать одновременно, предназначенными для работы в режиме осаждения их материала в переходных и рабочих слоях покрытия, а также специальным газосмесителем, позволяющим вводить в камеру до 3-х газов одновременно с жесткой регламентацией их количества, что давало возможность синтезировать различные соединения тугоплавких металлов (карбиды, нитриды, карбонитриды, оксиды и др.) при формировании рабочих слоев. Скорость вращения изделий в камере в процессе очистки и термоактивации, а также синтеза покрытий на их рабочих поверхностях составляет 2,5-50 об/мин.
Технологический процесс синтеза многослойно-композиционных покрытий проводили по следующей схеме.
Вариант 1. Покрытие, Zr-ZrNbN-Zr-ZrNbN-Zr-ZrNbN, включающее 3 переходных и 3 рабочих слоя, было осаждено на субстрат из титанового сплава ВТ6.
Толщина переходных слоев составляла порядке 300 нм, толщина рабочих слоев составляла (от субстрата к поверхности) 2 мкм, 2 мкм, 5 мкм. Структура данного покрытия на поперечном шлифе представлена на Фиг. 3, где 1 - субстрат титановый сплав ВТ6; 2 - адгезионно-переходный слой покрытия, состоящий из Zr, Ti; 3 - дополнительные переходные слои покрытия, состоящие из Zr; 4 - рабочие слои покрытия ZrNbN.
Сравнение проводилось с однослойным покрытием ZrNbN аналогичной общей толщины (10 мкм).
Проведенные исследования показали существенно лучшую прочность адгезионных связей с субстратом у покрытия с переходными слоями (Lc2=46 ГПа) по сравнению с однослойным покрытием(Lс2=31 ГПа). Покрытие с переходными слоями показало также более высокую микротвердость (HV 3235) по сравнению с однослойным покрытием (HV 2868). Указано среднее значение микротвердости при измерении по 5 точкам, с нагрузкой 10 г.
В ходе испытаний коррозионной стойкости изделий медицинского назначения в статических условиях, которые проводились для оценки потенциальной чувствительности к коррозионному влиянию, связанному с воздействием физиологических условий, в ФГБУ «Институте хирургии им. А.В. Вишневского», было выявлено, что образцы изделий с многослойно-композиционными покрытиями и однослойным покрытием имели примерно равный показатель коррозии по массе. Однако при имитации высоких эксплуатационных нагрузок наблюдалось отслоение однослойного покрытия от изделия, выполненного из титанового сплава ВТ6 (показан по своим физико-механическим свойствам к применению в качестве материала хирургических имплантов) в отличие от изделий с покрытием, имеющим конструкцию по заявленному в изобретении.
Вариант 2. Покрытие Ti-TiAlCrN-Ti-TiAlCrN-Ti-TiAlCrN, включающее 3 переходных и три рабочих слоя, было осаждено на твердосплавную режущую пластину (WC-TiC-Co) с целью повышения износостойкости.
Толщина переходных слоев составляла порядке 200 нм, толщина рабочих слоев составляла (от субстрата к поверхности) 1 мкм, 1 мкм, 2.5 мкм. Структура данного покрытия на поперечном шлифе представлена на Фиг. 4, где 1 - субстрат твердый сплав Т15К6; 2 - адгезионно-переходный слой покрытия, состоящий из Ti; 3 - дополнительные переходные слои покрытия, состоящие из Ti; 4 - рабочие слои покрытия TiAlCrN.
Сравнение проводилось с однослойным покрытием TiAlCrN аналогичной общей толщины (5 мкм).
Проведенные исследования показали существенно лучшую прочность адгезионных связей с субстратом у покрытия с переходными слоями (Lc2=48 ГПа) по сравнению с однослойным покрытием(Lc2=34 ГПа). Покрытие с переходными слоями показало также более высокую микротвердость (HV 3417) по сравнению с однослойным покрытием (HV 3085). Указано среднее значение микротвердости при измерении по 5 точкам, с нагрузкой 10 г.
По результатам стойкостных испытаний резцов, оснащенных СМП из сплава ВК6 с различными покрытиями (V=200 м/мин; S=0,11 мм/об; t=0,5 мм), было установлено, что стойкость режущего инструмента с предлагаемым покрытием при точении была в 1,5-2 раза выше стойкости режущего инструмента с монослойным покрытием Ti-TiAlCrN. Указанное объясняется более высокой сопротивляемостью СМП с предлагаемым покрытием высокотемпературному окислению и разрушению по сравнению с монослойным покрытием, что связано с увеличенной площадью межзеренных и межслойных границ, характерных для слоистых наноструктурированных материалов, а также с наличием пластичных переходных слоев, которые повышают сопротивляемость покрытия микрохрупкому разрушению при термодинамическом нагружении инструмента.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой и неизвестной на дату приоритета из уровня техники совокупности необходимых признаков, достаточной для получения заявленного технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к способам направленной модификации поверхностных свойств различных изделий и, в частности, к биологически пассивным барьерным коррозионно-стойким покрытиям преимущественно для изделий медицинского назначения, работающих в среде человеческого тела, и изделиям, работающим в агрессивных средах, которые могут быть синтезированы ионно-плазменными методами;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Многослойное композиционное покрытие металлического изделия, содержащее нанесенные на рабочую поверхность изделия чередующиеся рабочие слои, содержащие тугоплавкие соединения металлов IV, и/или V, и/или VI групп Периодической системы химических элементов, отличающееся тем, что оно содержит расположенный на поверхности изделия адгезионно-переходный слой, состоящий из Zr и Ti или из Ti, причем чередующиеся рабочие слои имеют одинаковый состав и выполнены с толщиной, отличной от толщины близлежащих чередующихся рабочих слоев не более чем в 2,85 раза, при этом покрытие содержит дополнительные переходные слои, размещенные между чередующимися рабочими слоями и включающие металлы IV, и/или V, и/или VI групп Периодической системы химических элементов из состава прилегающих чередующихся рабочих слоев, причем толщина дополнительных переходных слоев составляет 3-10% от толщины прилегающих чередующихся рабочих слоев.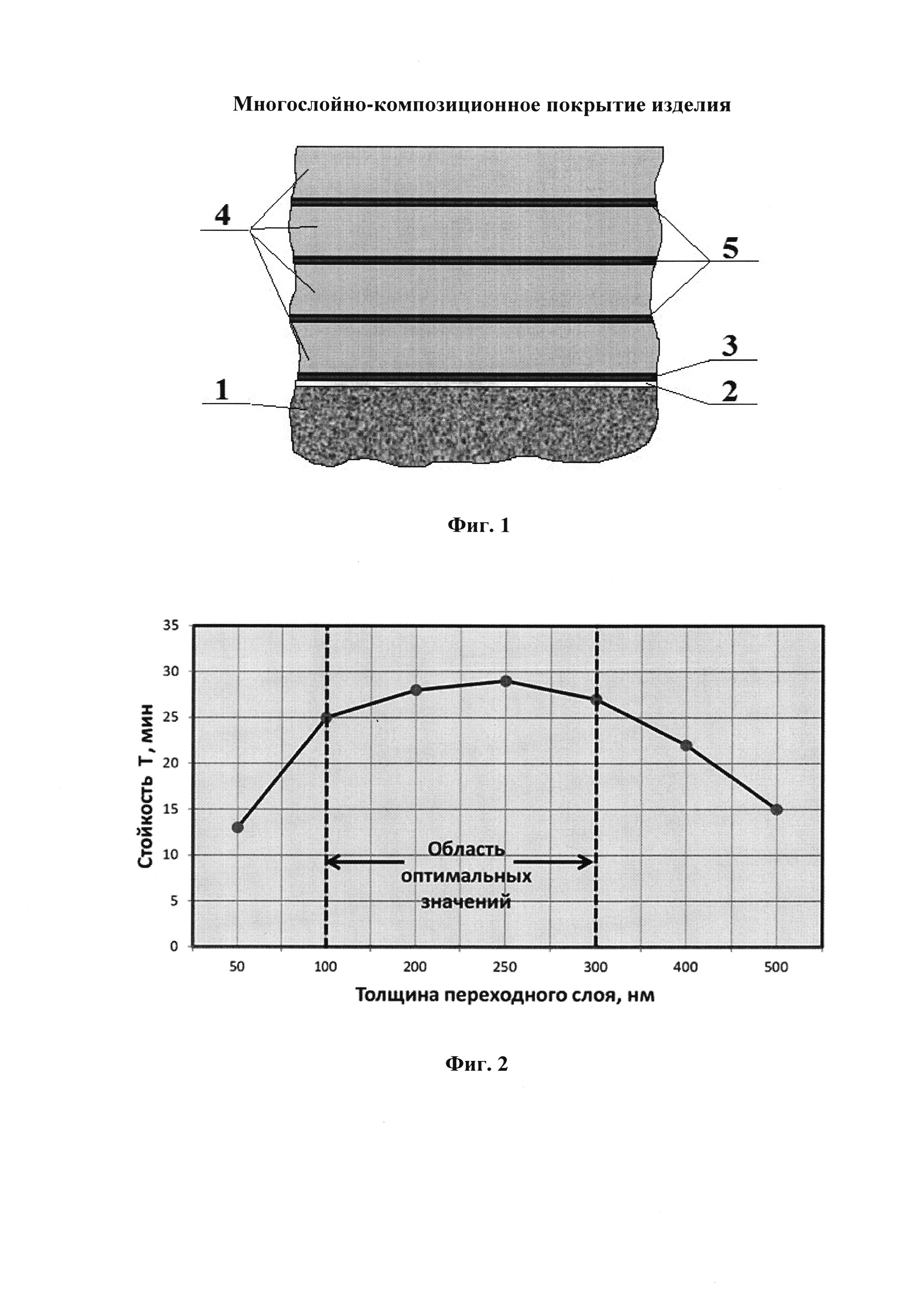
Устройство адаптивного управления станком
Пуансон для вытяжки полусферических деталей с плоским дном
Способ токарной обработки
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Твердый сплав на основе карбида вольфрама для обработки резанием труднообрабатываемых материалов
Способ получения сверхтвердого композиционного материала на основе кубического нитрида бора или синтетического алмаза для режущего инструмента
Способ изготовления изделий из порошковой композиции на основе сверхтвердых материалов
Маятниковое устройство для испытания материалов
Маятниковый склерометр с лазерным устройством
Многослойное композиционное покрытие с нанокристаллической структурой на режущем инструменте и способ его получения
Способ нанесения многослойного износостойкого покрытия на рабочую поверхность металлического изделия
Многослойно-композиционное покрытие для режущего инструмента для обработки титановых сплавов в условиях прерывистого резания

