Результат интеллектуальной деятельности: СПОСОБ СБОРКИ КАБИНЫ ВОДИТЕЛЯ ТРАНСПОРТНОГО СРЕДСТВА ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ
Вид РИД
Изобретение
Изобретение относится к способу сборки кабины водителя транспортного средства промышленного назначения, например грузового автомобиля.
Кабины водителя для грузовых автомобилей состоят из пола или элементов пола, крыши, боковых стенок, а также передней стенки и задней стенки. Из соображений стабильности эти стенки могут быть выполнены также в форме двухоболочковой конструкции, состоящей из внутреннего листа и наружного листа. В известном из уровня техники способе при каркасной сборке вышеназванные отдельные стеновые элементы кабины водителя сваривают как уже отформованные листы для кабины водителя. При этом отдельные элементы в качестве системных опор или также крыша, могут монтироваться уже на сборочном конвейере в предварительно сгруппированном состоянии на остальной части кабины водителя.
На последующем этапе финишной сборки каркаса, производится обработка поверхностей, лакирование, а также монтаж на кабине, под кабиной или в кабине водителя. При этом работы, прежде всего, под кабиной и в кабине водителя, как в плане индивидуального труда, так и в техническом аспекте, являются трудоемкими и поэтому неэффективными по себестоимости. Кроме того, с точки зрения эргономики такие работы требуют неблагоприятных для оператора позиций при их выполнении, в частности под кабиной и в кабине водителя.
Из документа DE 102009004153 А1 известен способ сборки кабины водителя грузового автомобиля, при этом часть грузового автомобиля, состоящего из передней стенки, боковых стенок, стенки крыши и стенки пола, но еще без задней стенки, условно собрана и изготовлена как каркасная сборка. После сборки каркаса эту кабину водителя лакируют и затем монтируют внутреннее оснащение кабины водителя. Одновременно окончательно подготавливают монтаж задней стенки и уже во время монтажной сборки на линии монтажа соединяют с остальным модулем кабины водителя для комплектации кабины водителя. Каркасная сборка кабины водителя без монтажного модуля задней стенки обеспечивает улучшенный доступ во внутреннее пространство кабины водителя. Однако свободное рабочее пространство внутри кабины водителя по-прежнему ограничено для монтажа внутреннего оборудования. Также не улучшен ограниченный доступ к нижней стороне кабины водителя.
Далее, в документе DE 102009053750 А1 предусмотрен способ сборки кабины водителя грузового транспортного средства, в котором на модуле крыши кабины водителя предусмотрен средний модуль крыши, который встроен в модуль крыши таким образом, что средний модуль крыши в своем монтажном положении смыкается с задней частью крыши, а также боковыми частями крыши, и от задней части крыши простирается вплоть до зоны над передним стеклом грузового автомобиля. Благодаря специальному варианту осуществления среднего модуля крыши можно отказаться от дополнительных элементов жесткости в зоне крыши. Кроме того, средний модуль крыши может быть уже сгруппирован предварительно, чтобы снизить монтажные издержки при сборке кабины водителя. Однако недостатком этого способа по-прежнему являются требующие много времени и не эргономические работы внутри и внизу кабины водителя для монтажа внутреннего оснащения.
Таким образом, задача изобретения состоит в том, чтобы предложить способ сборки кабины водителя транспортного средства промышленного назначения, который позволяет исключить недостатки способа, известного из уровня техники. В частности, задачей изобретения является предложить способ сборки кабины водителя транспортного средства промышленного назначения, который обеспечивает более эффективное использование рабочих и технических ресурсов, а также улучшает с эргономической точки зрения необходимые монтажные работы.
Эти задачи решаются за счет кабины водителя для транспортного средства промышленного назначения по пункту 1 формулы изобретения. Предпочтительные формы осуществления изобретения являются предметом зависимых пунктов и детально поясняются в нижеследующем описании с частичной ссылкой на чертежи.
Изобретение включает основное техническое положение о том, что окраска отдельных стенок кабины водителя, включающих в себя переднюю стенку, боковые стенки, заднюю стенку, пол и крышу, осуществляется до сборки отдельных стенок в кабину водителя транспортного средства. Понятие окраски в смысле данного изобретения включает этап обработки, посредством которого отдельная стенка получает дальнейшую окраску кабины водителя. Окраска может осуществляться, например, лакированием. Однако окраска может осуществляться также согласно изобретению таким образом, что отдельные стенки предоставляются с уже нанесенным предварительно покрытием или что отдельные стенки изготовлены из уже предварительно окрашенного материала, например, предварительно окрашенного пластика. Понятие «отдельная стенка» в смысле данного изобретения включает однооболочковые стеновые элементы, двухоболочковые стеновые элементы, отформованные кровельные конструкции и типовые, известные из уровня техники, элементы пола для транспортных средств промышленного назначения.
Согласно изобретению, способ сборки кабины водителя транспортного средства промышленного назначения, в частности кабины водителя грузового автомобиля, поэтому включает этапы: предоставление отдельных стенок кабины водителя, включающих в себя переднюю стенку, боковые стенки, заднюю стенку, пол и крышу; и сборку отдельных стенок в кабину водителя транспортного средства, при этом окраска отдельных стенок осуществляется до сборки отдельных стенок в кабину водителя транспортного средства. Таким образом, устраняется требующий много времени и чреватый ошибками процесс лакирования уже соединенного сваркой каркаса кабины водителя. Это имеет преимущество в том, что отпадает, например, требующее много времени открывание и закрывание двери для достижения рамы проема двери и других закрытых дверных поверхностей при закрытой двери. Далее, способ сборки за счет этого меньше подвержен ошибкам, так как исключается падение качества из-за часто относительно неточного положения открытой двери во время лакирования. Другим преимуществом является экономия при инвестициях, например, за счет простых сборочных стендов вместо комплексной тележки-транспортера с функцией подъема.
При этом окраска отдельных стенок может осуществляться лакированием отдельных стенок до сборки отдельных стенок в кабину водителя. Предпочтительно, лакируют, по меньшей мере, одну из отдельных стенок до сборки отдельных стенок в кабину водителя грузового транспортного средства. Могут лакироваться также все отдельные стенки до сборки.
Согласно одному предпочтительному варианту осуществления способа, по меньшей мере, одна из отдельных стенок может быть изготовлена из листа с предварительно нанесенным покрытием, при этом окраска отдельной стенки осуществляется посредством предварительного покрытия. Это позволяет отказаться от дополнительного лакирования изготовителем транспортного средства.
Согласно другому варианту, по меньшей мере, одна из отдельных стенок может быть изготовлена из предварительно окрашенного пластика или предварительно окрашенного композитного материала, так что можно полностью отказаться от дополнительного лакирования. В одном предпочтительном варианте задняя стенка, передок и/или пол кабины водителя выполнен из предварительно окрашенного пластика или предварительно окрашенного композитного материала, так как требования к этим компонентам кабины водителя в отношении визуального восприятия менее строгие, чем к боковым стенкам. Поскольку согласно заявленному способу, каркас кабины водителя не изготавливают сваркой нелакированных боковых стенок, а лишь внутренние и наружные стенки - при использовании двухоболочковой конструкции - соединяют между собой в процессе изготовления компонентов, то способ согласно изобретению особенно приемлем для выполнения отдельных стеновых элементов не из стального листа, а из альтернативного материала, что дает дополнительные преимущества по весу и/или по экономии.
Согласно вышеописанному модульному исполнению, могут быть реализованы соответственно различные варианты сборки кабины водителя. Одна из возможностей предусматривает лакирование всех отдельных стенок изготовителем транспортного средства до сборки. Согласно другому варианту, все или некоторые отдельные стенки могут поставляться изготовителем с уже предварительно нанесенным покрытием. В свою очередь, другая из возможностей предусматривает, что одну или несколько отдельных стенок изготавливают из предварительно окрашенного материала, так что выпадает лакирование этих компонентов.
Предпочтительно, сборка (соединение) отдельных стенок осуществляется низкотемпературным сборочным способом преимущественно клеевым способом. Это позволяет избежать того, что при вводе температуры, как происходит, например, при сварке, строительные детали повреждаются или возникают деформации (отклонения от формы).
В одном предпочтительном варианте переднее стекло, боковые стекла и/или заднее стекло кабины водителя прикрепляют клеем к стенкам кабины водителя в клеевой секции, в которой осуществляют также сборку отдельных стенок в кабину водителя. Иными словами, фиксацию стекол осуществляют в процессе сборки, непосредственно до или непосредственно после сборки кабины водителя.
Далее, способ сборки согласно изобретению обеспечивает более эффективное и гибкое оснащение стеновыми компонентами. Предпочтительно, оснащение, по меньшей мере, одной из предоставленных отдельных стенок осуществляют, по меньшей мере, одним элементом оснащения после окраски отдельных стенок и до сборки отдельных стенок в кабину водителя. Далее, предпочтительно, отдельные стенки до сборки отдельных стенок в кабину водителя предварительно группируют с монтажной готовностью. Согласно этому варианту осуществления, степень предварительной группировки может быть повышена, так как отдельные стеновые компоненты могут предварительно монтироваться, частично или полностью, с соответствующим внутренним или наружным оснащением, прежде чем соответствующий стеновой компонент собирается с другими стеновыми компонентами в кабину водителя. Кроме того, отпадает затрудненная доступность, необходимость многократного входа и выхода из кабины и работы в потолочном положении, так как отдельные стеновые компоненты для закрепления элементов оснащения могут быть подвешены или позиционированы в удобном с точки зрения эргономики положении.
Особое преимущество состоит в том, что отдельные стенки могут покрываться лаком в горизонтальной ориентации с лицевой поверхностью, называемой также как А-поверхность, вверх. Это исключает образование потеков и позволяет добиться улучшенной поверхностного хода нанесения краски. В известном из уровня техники способе, А-поверхности боковых стенок и передок сварного каркаса кабины водителя лакируют в ориентации по вертикали. Это может привести к образованию потеков на хорошо обозреваемых клиентом боковых стенках, что сопряжено с отбраковкой и расходами на дополнительную окраску. Эти недостатки могут быть надежно предотвращены посредством лакирования модулей отдельных стенок в горизонтальной ориентации.
Другим преимуществом является то, что лакирование в горизонтальной ориентации обеспечивает большее нанесение лака на единицу времени и, соответственно, дальнейшее сокращение времени обработки.
В одном предпочтительном варианте, отдельные стенки для нанесения лака перемещают в горизонтальном направлении под одним или несколькими лакораспылителями. Преимущество состоит в том, что необходимая прежде дорогая лакировальная технология с использованием робота, например, многоосный подвижный шарнирный манипулятор с вмонтированной распылительной головкой, может быть заменена сравнительно выгодным портальным лакированием. При этом вдоль направляющего рельса в горизонтальном направлении устанавливают различные лакировальные пистолеты или ротационные колокола. Стеновые элементы перемещаются в горизонтальном направлении под этими портальными лакировальными установками, что обеспечивает равномерное и быстрое нанесение краски.
Согласно другому предпочтительному варианту, лакируют, по меньшей мере, две отдельные стенки одновременно. Далее, предпочтительно, одновременно могут лакироваться все отдельные стенки. Далее, согласно предлагаемому изобретению, по меньшей мере, две отдельные стенки при лакировании могут лакироваться в параллельной ориентации относительно друг друга и с разносом в вертикальном направлении. Это обеспечивает особенно компактную и занимающую мало места конструкцию лакировальной установки, в которой отдельные стеновые элементы, смещенные относительно друг друга в вертикальном направлении, красят одновременно различными лакораспылительными устройствами.
Согласно другому варианту, боковые стенки могут быть выполнены двухоболочковыми, с первой оболочкой из листа и второй оболочкой из пластика или другого альтернативного материала.
Согласно другому варианту осуществления изобретения, окраска, по меньшей мере, для одной отдельной стенки может осуществляться окунанием в резервуар с краской. В связи с примерно одинаковыми габаритами большей части стенок и, сравнительно с каркасом кабины водителя, очень небольшой массой отдельных стенок, может быть использован сравнительно небольшой резервуар для погружения. Этот вариант особенно предпочтителен при небольшом числе цветовых оттенков, так как каждая краска нуждается в отдельном резервуаре. Предпочтительно, окраску окунанием в резервуаре осуществляют для элемента пола, передней стенки и/или задней стенки. Альтернативно, окраска окунанием может применяться лишь для самых распространенных цветов кабины водителя, поскольку, как правило, большинство кабин водителя лакируют, используя небольшое число различных оттенков, например, с белым оттенком.
Предпочтительно, отдельные стенки позиционируют относительно друг друга таким образом, что в зоне контакта соседних отдельных стенок предусматривают приемную зону и/или зазор для клея. Это обеспечивает образование устойчивого, плотного клеевого шва. Другое преимущество этого варианта осуществления состоит в том, что он позволяет (частично) исключить микрошовную герметизацию, которая иначе необходима при сварном соединении. Выпадение микрошовной герметизации как отдельного этапа изготовления делает возможной дальнейшую экономию расходов и времени изготовления кабины водителя. Для фиксации установленных относительно одна другой, предварительно смонтированных боковых стенок, вплоть до отверждения клеевых соединений, они могут предварительно фиксироваться винтами.
Другим преимуществом изобретения является то, что, по меньшей мере, один стеновой элемент может лакироваться и предлагаться в монтажной готовности поставщиком от стороннего производителя транспортного средства. Согласно предлагаемому изобретению, отдельные лакированные стеновые элементы кабины водителя оснащаются с частичной или полной монтажной готовностью. Это значительно повышает гибкость при возможной передаче соблюдения условий монтажа внешним поставщикам или в рамках внутрипроизводственных перестановок.
Резюмируя, предлагаемое изобретение обеспечивает более быструю и гибкую модульную систему сборки кабины водителя транспортных средств промышленного назначения. Благодаря способу сборки согласно изобретению могут быть использованы простые монтажные стенды и более эффективные в плане расходов лакировальные установки. Возможность горизонтального лакирования отдельных стеновых элементов повышает качество нанесения лака. Далее, упрощается параллельный монтаж внутреннего и наружного оснащения на отдельных стенках кабины водителя. Наконец, работа с отдельными стеновыми модулями, вместо работы в кабине и под кабиной водителя, при монтаже оснащений обеспечивает внедрение эргономического принципа в работе.
Ниже описаны другие подробности и преимущества изобретения со ссылкой на прилагаемые чертежи. При этом показаны:
Фиг. 1 и 2 - схематичные изображения в перспективе кабины водителя транспортного средства промышленного назначения;
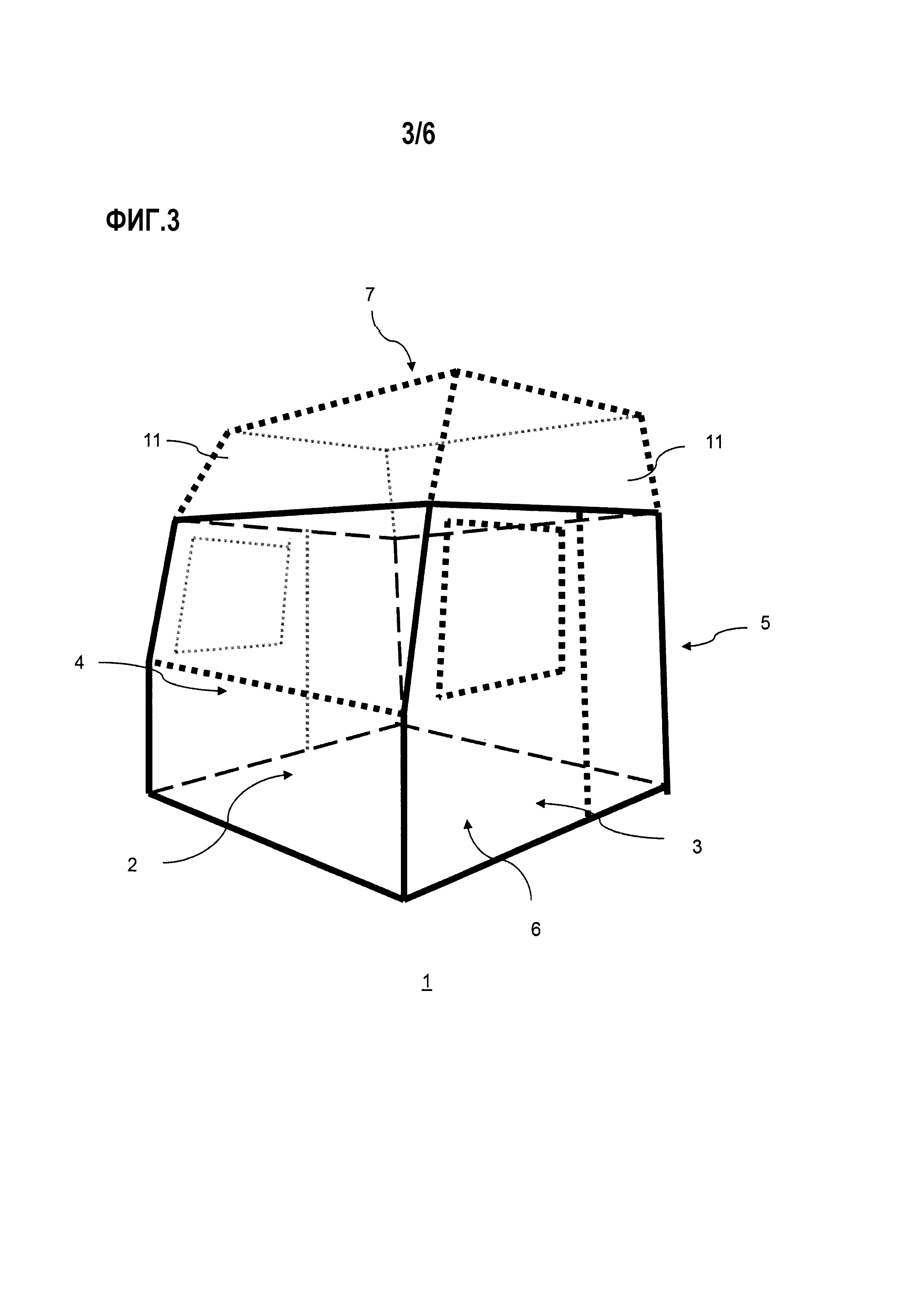
Фиг. 3 - схематичное изображение в перспективе кабины водителя транспортного средства, в котором кромки модулей отдельных стенок показаны с выделением;
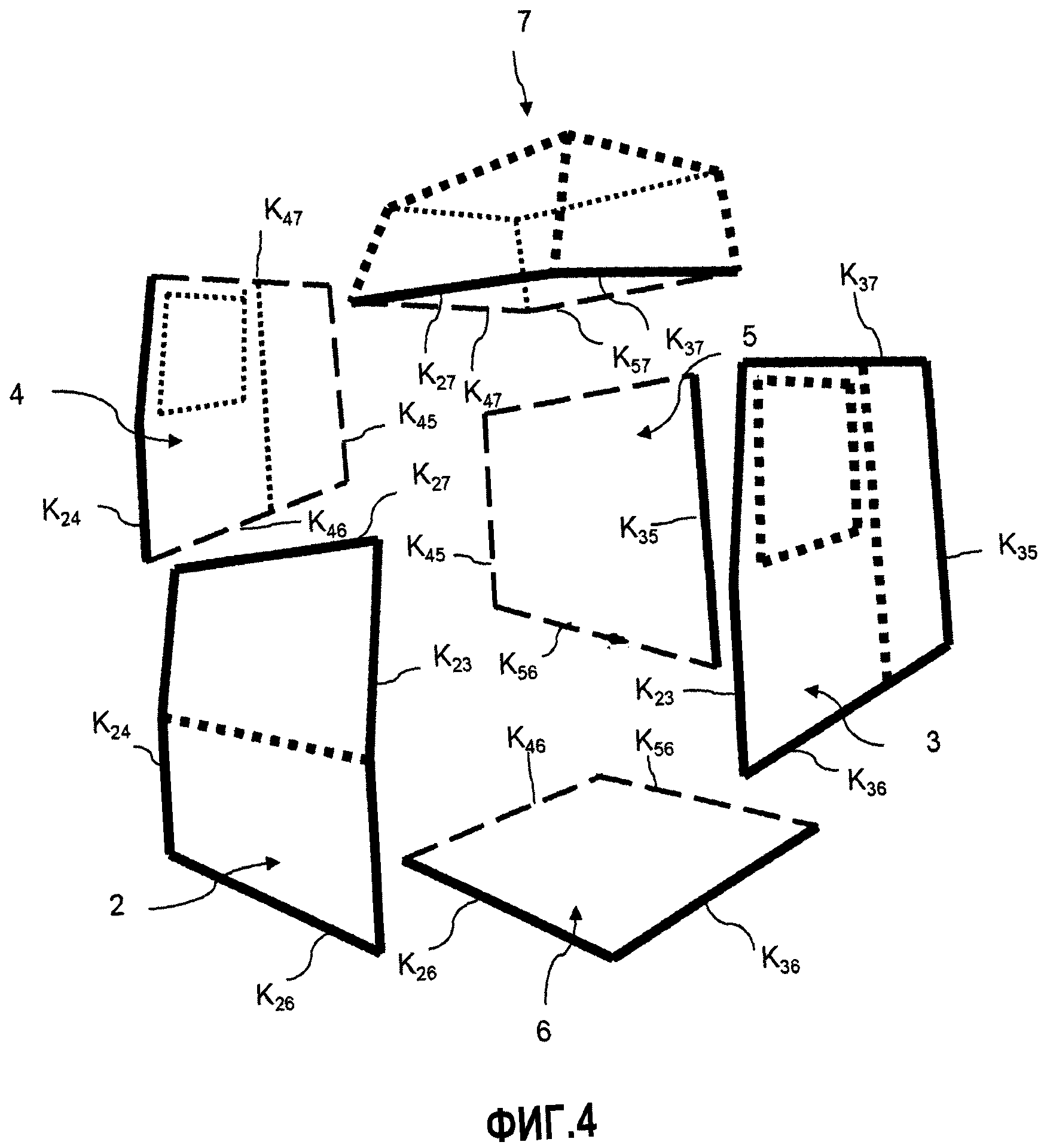
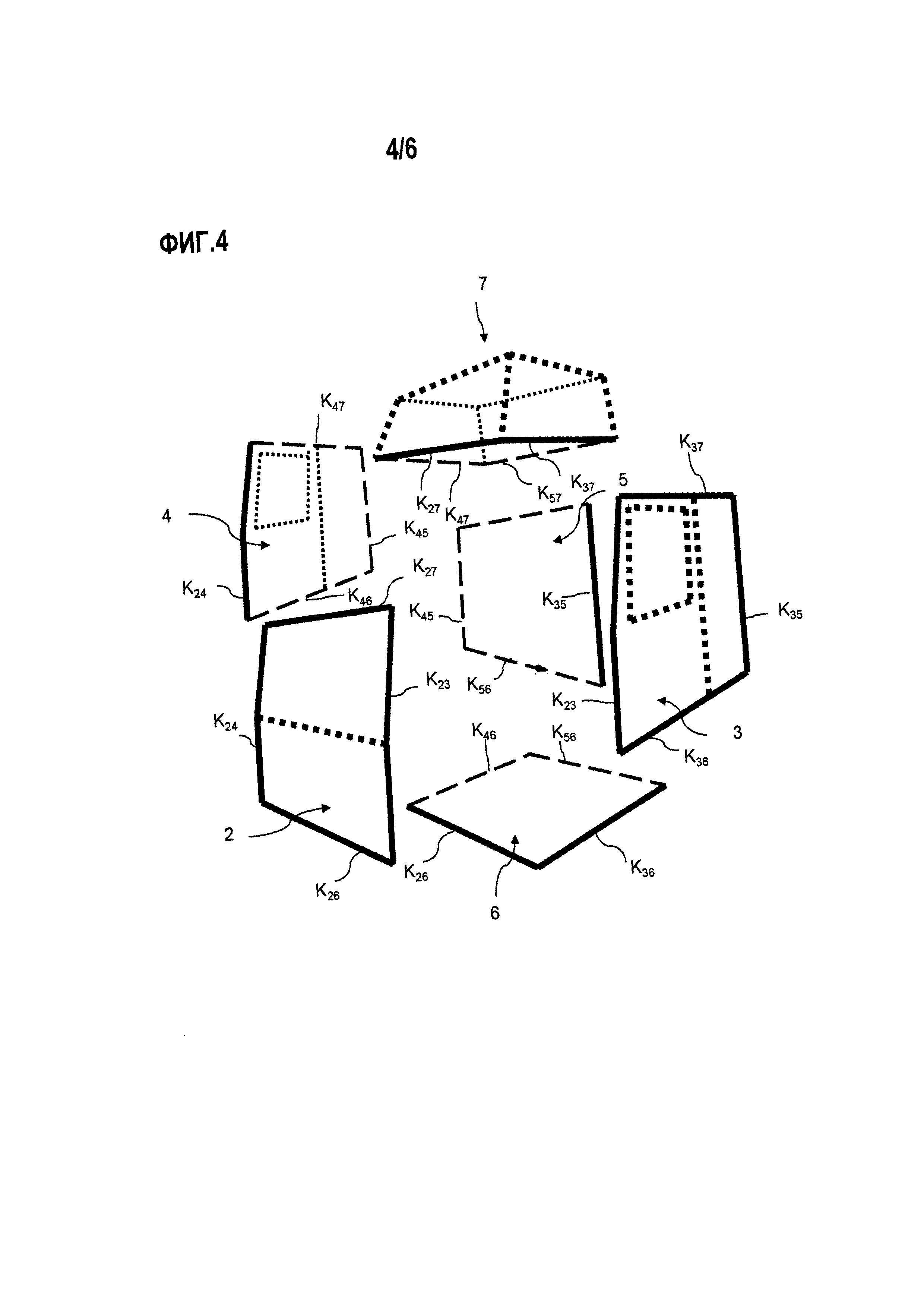
Фиг. 4 - перспективное изображение с пространственным разделением деталей с фиг. 3;
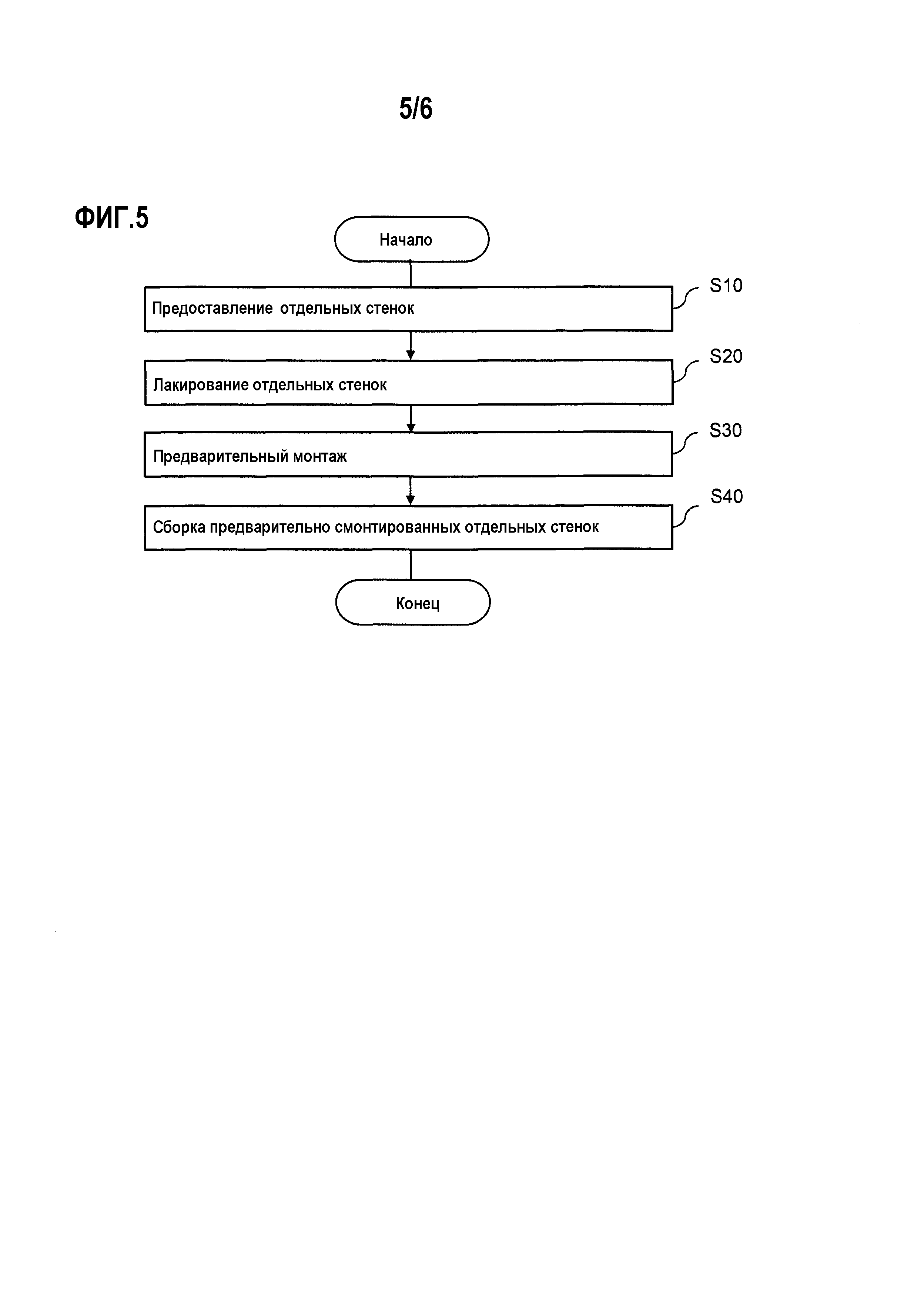
Фиг. 5 - схематично пример осуществления способа сборки согласно изобретению; и
Фиг. 6 - лакирование отдельных стенок в соответствии с примером осуществления.
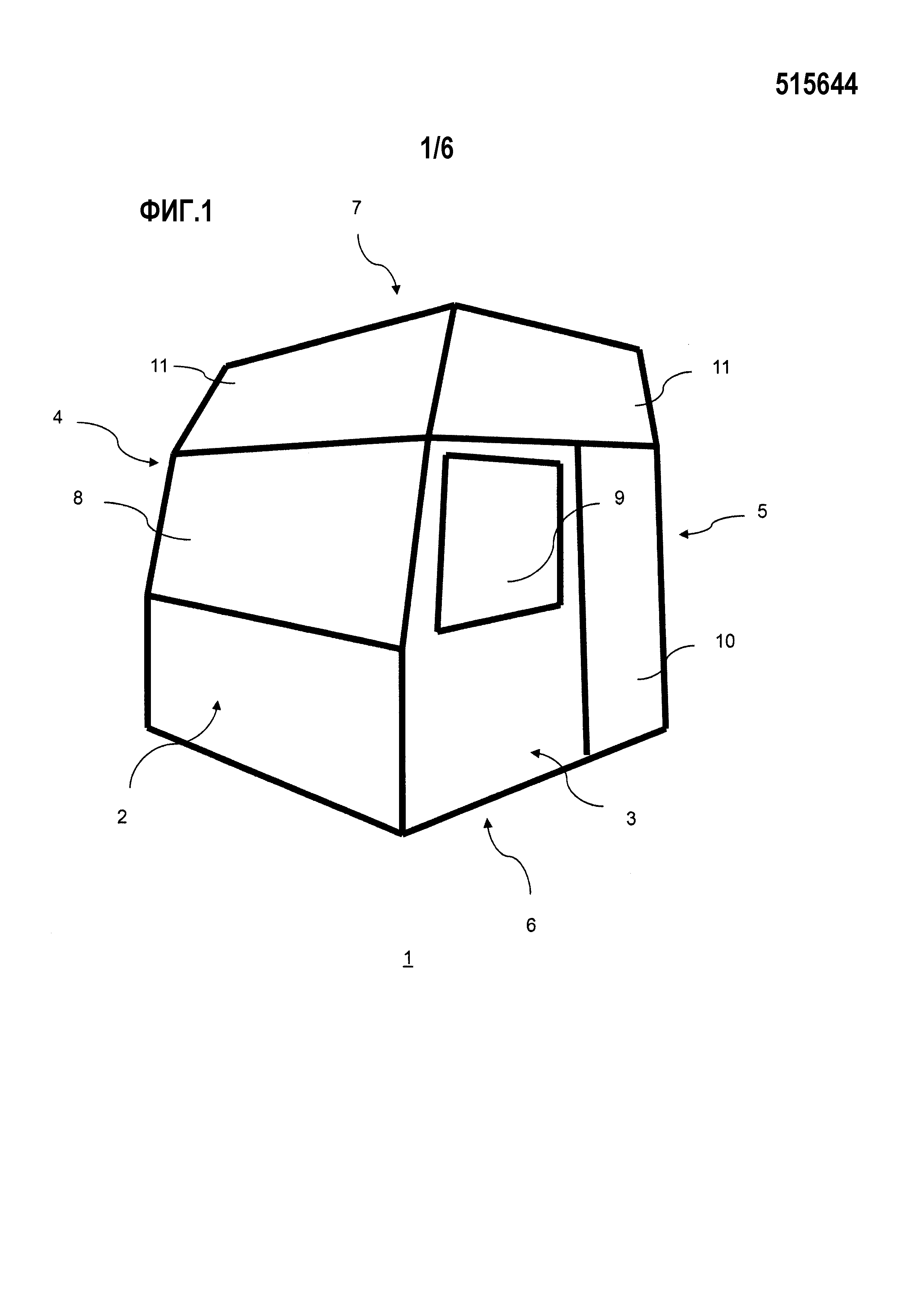
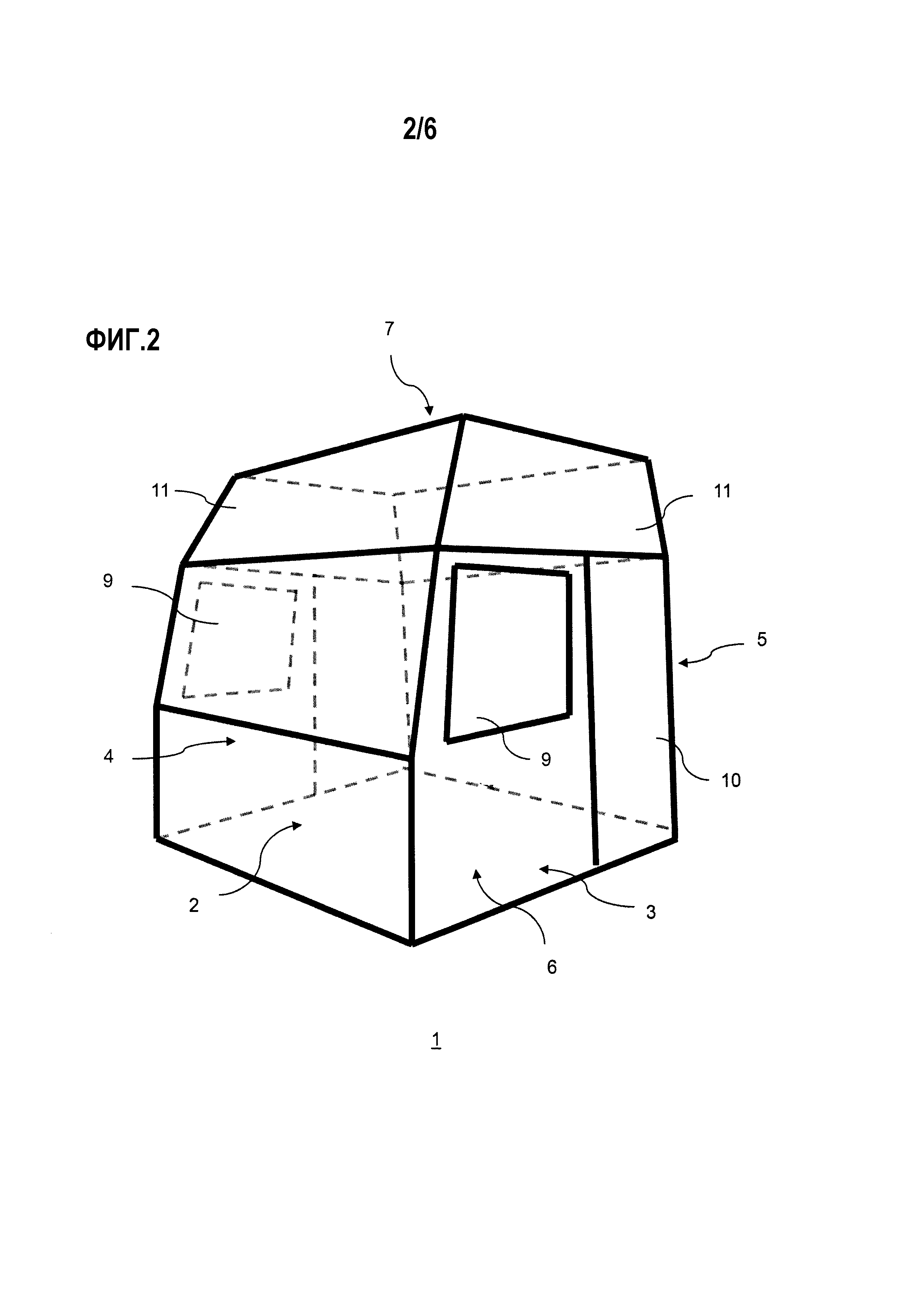
На фиг. 1 и 2 показан схематично вид в перспективе изготовленной модульной сборкой кабины 1 водителя. В отличие от изображения на фиг. 1, в изображении на фиг. 2 показаны также штриховыми линиями невидимые в выбранном изображении в перспективе кромки.
Показанная кабина 1 водителя состоит из передней стенки 2, двух противолежащих боковых стенок 3, 4, задней стенки 5, модуля 7 крыши и группы 6 пола. Отдельные стеновые модули 2-7 соединяются друг с другом и изготовлены, как правило, из стального листа. Боковые стенки 3, 4 имеют проемы 8-10 для переднего стекла, боковых окон и двери кабины водителя. Сформированная конструкция 7 крыши граничит с боковыми стенками 3, 4 и передней и задней стенкой 2, 5.
В изображении на фиг. 3 кромки, соответственно ограничивающие или соединяющие соседние боковые стенки 3, 4, представлены с выделением. Видимые соединительные кромки показаны на фиг. 3 толстыми сплошными линиями, а невидимые в перспективном изображении на фиг. 3 соединительные кромки показаны штриховыми линиями. Остальные кромки кабины водителя, лежащие внутри отдельного стенового модуля, показаны пунктирными линиями.
Модульная система кабины 1 водителя видна более наглядно в перспективном изображении с пространственным разделением деталей на фиг. 4, на котором вновь показаны дно 6, передняя стенка 2, задняя стенка 5, боковые стенки 3, 4, а также крыша 7 кабины 1 водителя. Соединительные кромки между отдельными модулями кабины водителя обозначены, как показано на фиг. 3, толстой сплошной линией или штриховой линией. При этом кромка К, которая соединяет стенку i кабины водителя со стеной j кабины водителя, обозначена как кромка Kij. Например, нижняя кромка передка 2 кабины водителя, которая соединяет переднюю стенку 2 с дном 6, обозначена как К26.
Блок-схема с фиг.5 иллюстрирует, например, способ сборки кабины 1 водителя в соответствии с примером осуществления изобретения. На этапе S10 отдельные стенки 2-7, как показано на фиг. 4, подготовлены как отформованные стенки каркаса, нелакированные и неоснащенные. При этом боковые стенки 3, 4 выполнены как двухоболочковые конструкции, состоящие из внутренней и наружной стенки (не показаны), которые сваркой уже соединены между собой.
Стенки 2-7 кабины водителя не присоединяют затем к кузову кабины водителя в каркасной сборке, а лакируют предпочтительно в комплекте на этапе S20. При этом отдельные стенки 2-7, с лицевой поверхностью или А-поверхностью 12 вверх, горизонтально принимают и лакируют. Этап S20 отпадает, например, для тех отдельных стенок, которые изготовлены из предварительно окрашенного материала как, например, пластик.
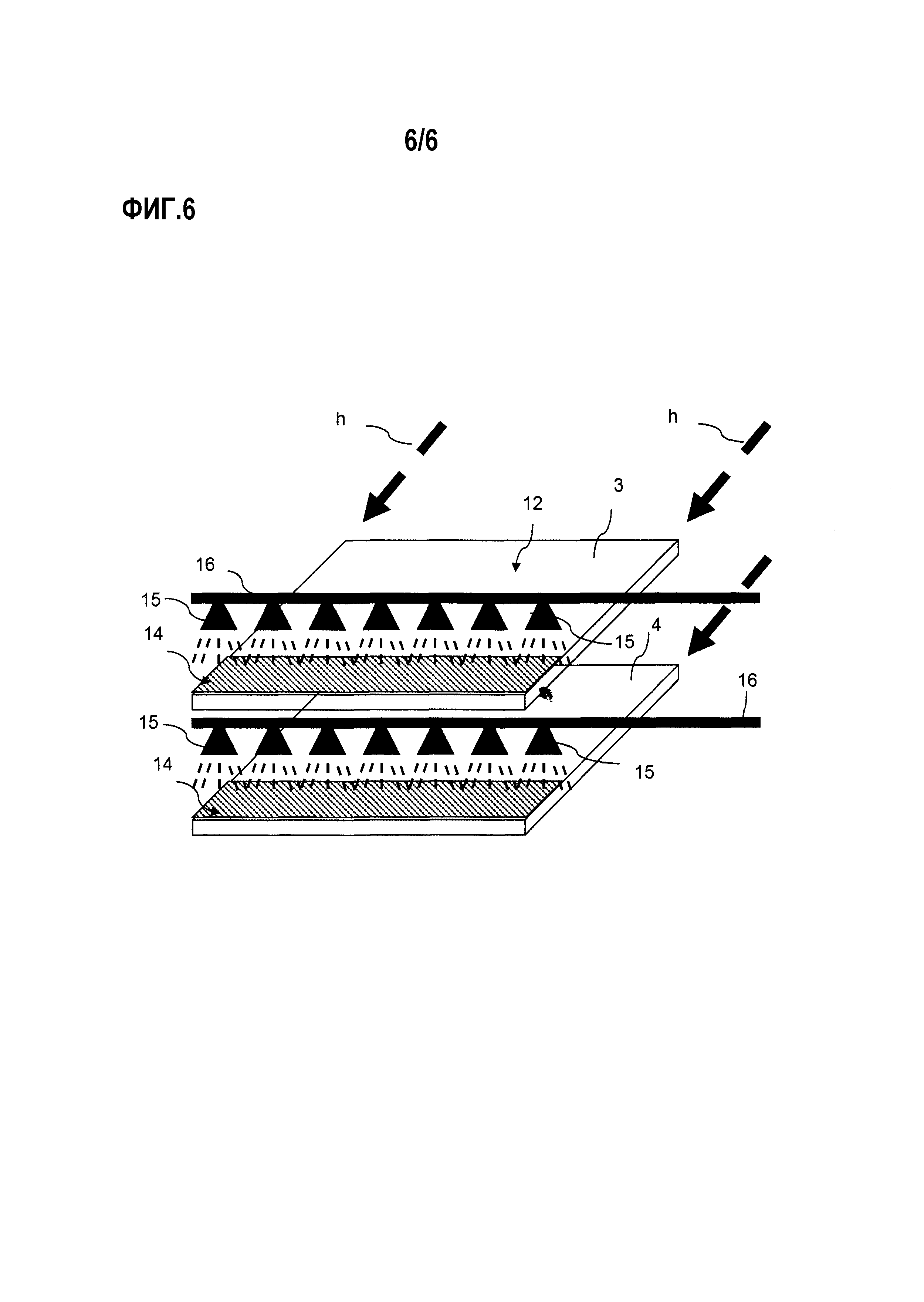
Допустимая изобретением, например, операция портального лакирования показана на фиг.6. При этом отдельные стенки, представленные в схематичном изображении на фиг.6 лишь боковыми стенками 3, 4, в горизонтальной ориентации ориентируют лицевой поверхностью 12 вверх и перемещают сквозь жестко закрепленную лакировальную секцию в горизонтальном направлении. При этом в поперечном направлении к горизонтальному направлению h перемещения стеновых элементов 3, 4 вдоль направляющего рельса 16 установлены несколько лакирующих пистолетов или ротационных колоколов 15. Лакирование согласно изобретению до сборки каркаса кабины водителя позволяет, таким образом, горизонтально позиционировать А-поверхности 12, в отличие от обычного способа лакирования, при котором А-поверхности позиционируют вертикально и лакируют многоосным лакировальным роботом. Благодаря горизонтальному нанесению лака, как показано на фиг.6, лаковые слои 14 получаются по существу без образования потеков и с улучшенной поверхностным ходом нанесения краски. Далее можно видеть, что благодаря параллельному, с вертикальным разносом расположению стенок 2-7 кабины водителя, их можно лакировать одновременно и обеспечивается особенно компактная конструкция лакировального устройства.
Как показано дальше на фиг.5, после этапа S20 лакирования следует предварительный монтаж на этапе S30 лакированных стенок 2-7 кабины водителя 1, чтобы предварительно отдельно сгруппировать отдельные стеновые элементы 2-7. При этом интегрированные и/или предварительно со стороны смонтированные функциональные компоненты отдельных стеновых элементов как встроенные или подвесные, электрические и электронные компоненты и т.д. с соответствующей кабельной проводкой, и/или резервуары и/или агрегаты и/или исполнительные элементы и/или аэродинамические детали и/или дополнительные багажники и/или компоненты интерьера монтируют на отдельных стеновых элементах 2-7. При этом стеновые элементы 2-7 предпочтительно подвешивают по отдельности, на расстоянии друг от друга. Поэтому монтажные поверхности легко доступны и могут оснащаться независимо одна от другой. Другое преимущество состоит в том, что оснащение отдельных стенок 2-7 может осуществляться по отдельности и может быть обеспечена лучшая последовательность работы отдельных сборочных конвейеров.
Наконец, предварительно смонтированные и лакированные отдельные стенки 2-7 собирают вместе на этапе 40. При этом используют клеевой способ, чтобы не повредить лаковый слой высокой температурой, например, при сварке. Такой клеевой способ известен из уровня техники и поэтому его детальное описание является излишним. Как можно видеть на фиг.5, при сборке кабины 1 водителя отпадает, следовательно, этап формования кузовного каркаса. Вместо этого, отдельные стенки 2-7 лакируют по отдельности и предварительно изготовленные и предпочтительно в монтажной готовности собирают как стеновые модули в готовую кабину водителя.
Изобретение не ограничено вышеописанными предпочтительными формами осуществления. Более того, возможно большое число вариантов и модификаций, которые также составляют сущность изобретения и поэтому входят в объем защиты формулы изобретения. Кроме того, изобретение претендует также на защиту предмета и признаков зависимых пунктов формулы изобретения, независимо от имеющихся ссылок на другие признаки и пункты.
Перечень ссылочных позиций
1 Транспортное средство промышленного назначения
2 Передняя стенка
3, 4 Боковые стенки
5 Задняя стенка
6 Пол
7 Крыша
8 Проем для переднего стекла
9 Проем для боковых окон
10 Проем для двери кабины водителя
11 Боковые поверхности крыши
12 Лицевая поверхность или А-поверхность
14 Лаковый слой
15 Лакораспылитель
16 Направляющий рельс
h Горизонтальное направление перемещения боковых стенок
Kij Боковая поверхность, соединяющая стенку i кабины водителя со стенкой j кабины водителя.
Грузовой автомобиль с присоединением треугольного рычага независимой подвески
Грузовой автомобиль с рамой шасси
Система воздуховода наддувочного воздуха на двигателе внутреннего сгорания
Устройство компенсации шумов в автомобиле
Способ и устройство эксплуатации двигателя внутреннего сгорания, в частности двигателя внутреннего сгорания транспортного средства
Способ замены устройства управления в бортовой сети транспортного средства
Приводной узел автомобиля
Устройство для закрепления упругого элемента на мосту автомобиля промышленного назначения
Устройство и способ регенерации фильтра твердых частиц, расположенного в линии отработанного газа двигателя внутреннего сгорания
Способ обработки, в частности механической обработки, по меньшей мере, одной направляющей отработанные газы поверхностной зоны компонента двигателя внутреннего сгорания или компонента картера двигателя, а также картер двигателя внутреннего сгорания и гильза цилиндра
Тягач с двумя боковыми ветроотражателями и находящимся между ними баком для текучей среды

