Результат интеллектуальной деятельности: Способ устранения царапин и задиров на листоштампованных деталях
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для изготовления штампованных деталей из листовых материалов (металлов и неметаллов), преимущественно для изготовления сложных крупногабаритных цельноштампованных кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на автоматизированных линиях.
В условиях серийного прессового производства на автомобильных предприятиях после формоизменяющих операций листовой штамповки, таких как вытяжка, формовка и правка, выявляются дефекты, а именно, видимые визуально мелкие царапины и крупные царапины в виде задиров в направлении подвижного контакта листовой заготовки с поверхностью таких рабочих элементов штампа, как пуансон, матрица и прижим, в местах больших контактных удельных сил, действующих от поверхности рабочих элементов штампа на поверхность листовой заготовки. Задиры и царапины остаются на готовых деталях после всех операций штамповки листовых заготовок, ухудшают точность и качество и приводят к повышенному проценту брака готовых деталей.
Так как материал листовой заготовки мягче рабочих элементов штампа, контактирующих с листовой заготовкой, то на поверхности рабочих элементов штампа часто появляются наплывы от материала листовой заготовки после подвижного контакта листовой заготовки с поверхностью этих рабочих элементов штампа в тех же местах больших контактных удельных сил, действующих от поверхности рабочих элементов штампа на поверхность листовой заготовки. При штамповке листовой заготовки эти наплывы на поверхности рабочих элементов штампа также ухудшают точность и качество готовой детали.
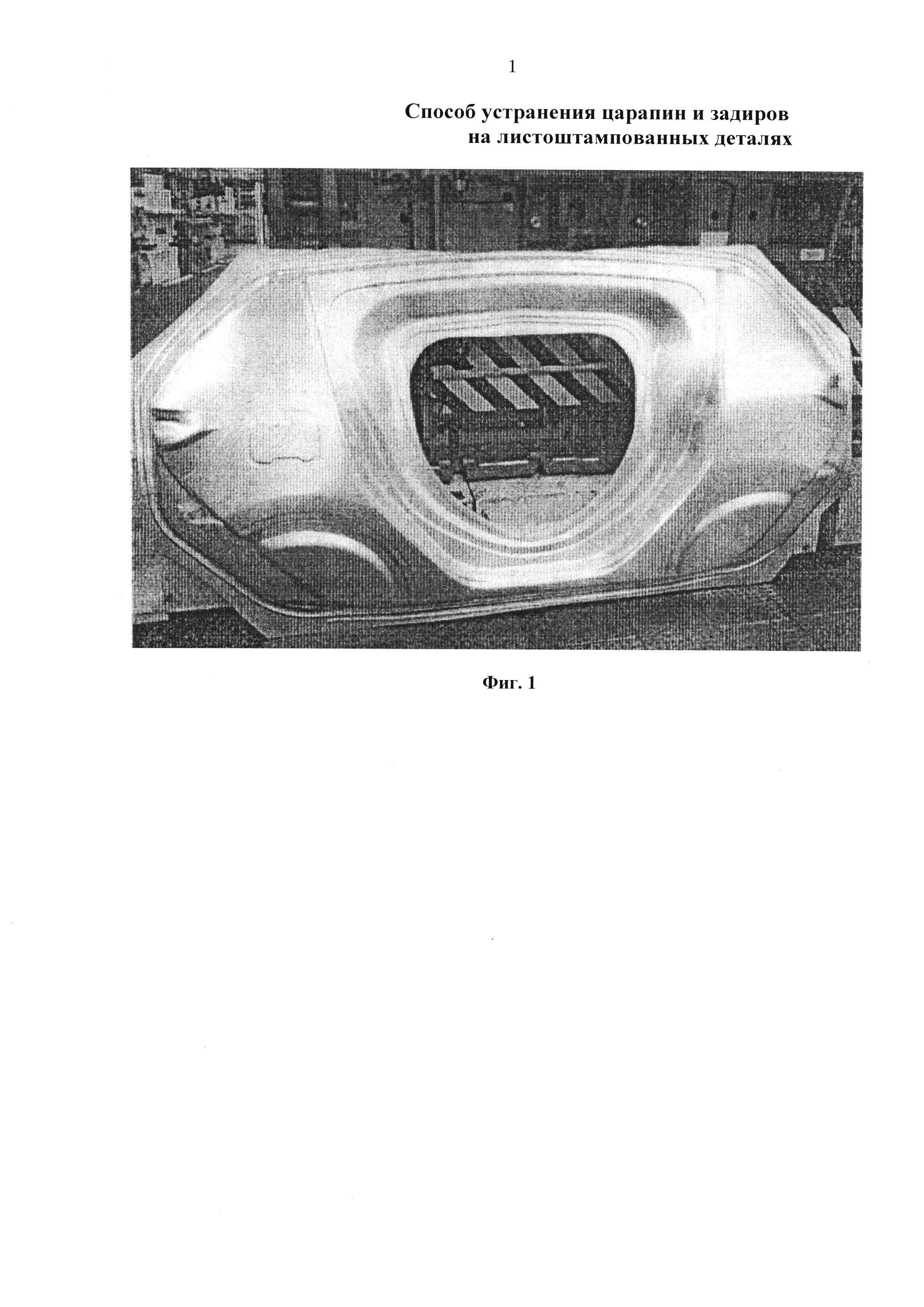
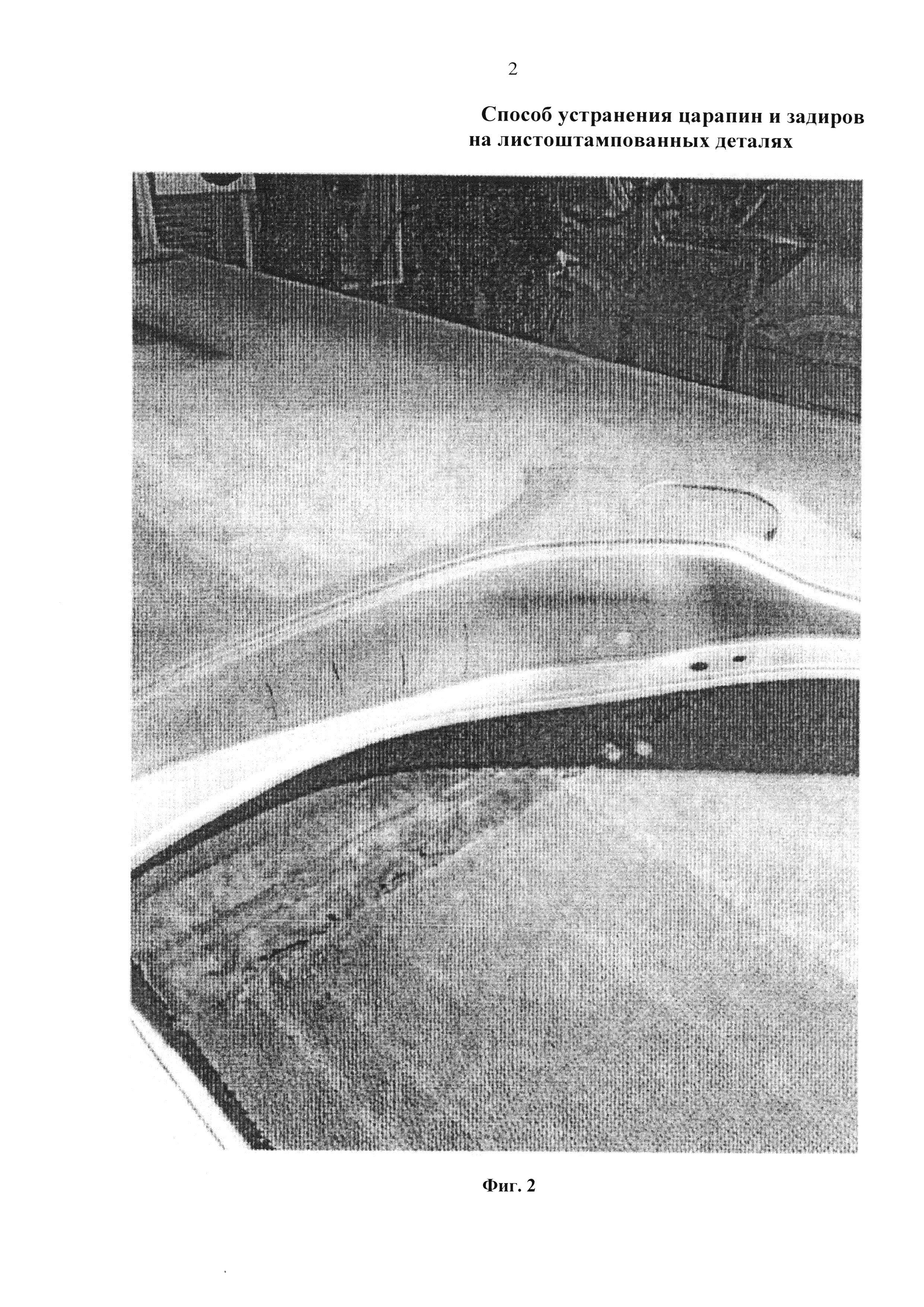
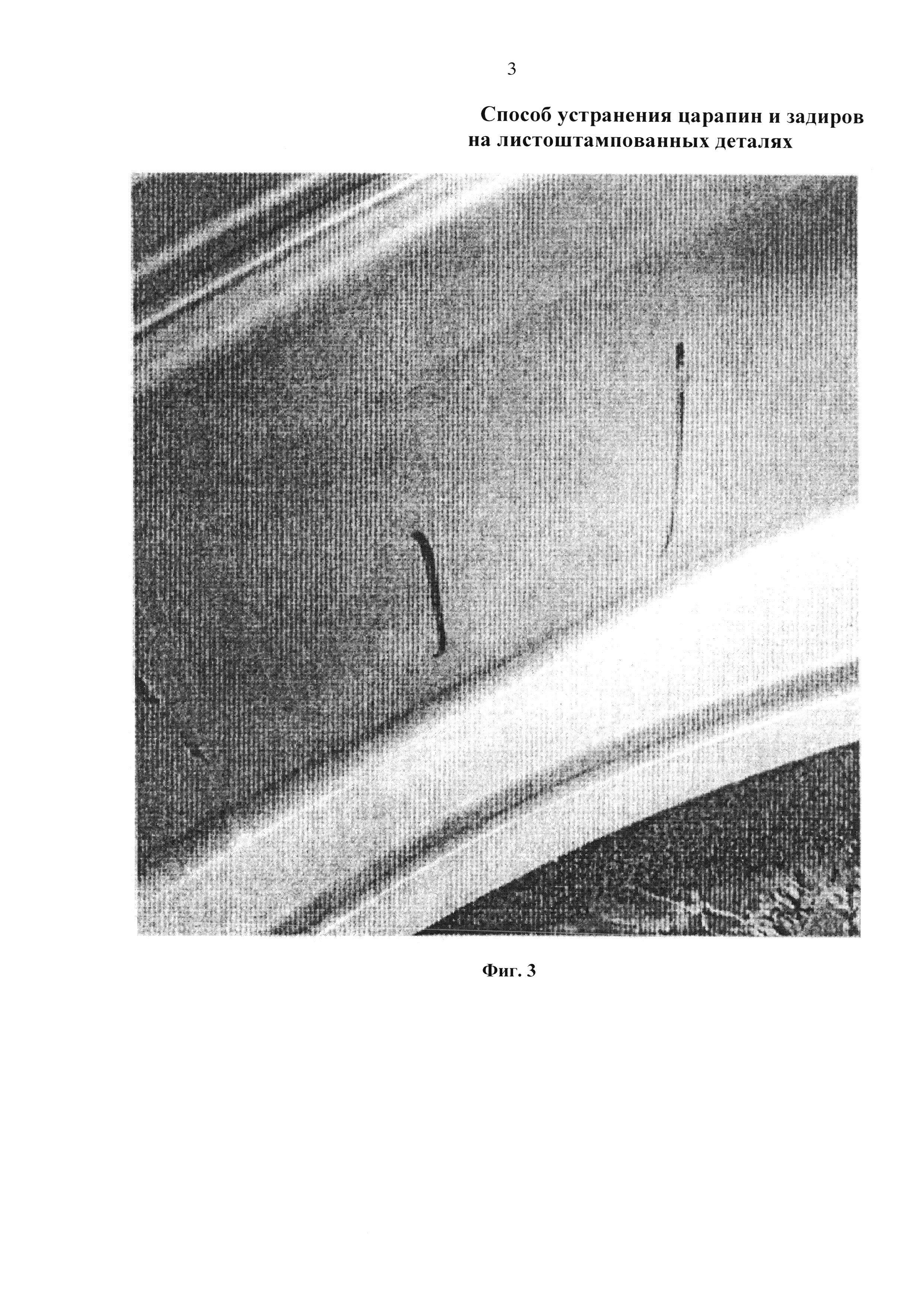
Если штамповке подвергается листовая заготовка с более мягким, чем основной материал, покрытием, например, стальная оцинкованная листовая заготовка для защиты в процессе эксплуатации от коррозии изготовленной из такой заготовки детали, то в месте контакта и перемещения поверхности рабочего элемента штампа по поверхности листовой заготовки с большими значениями контактных удельных сил покрытие сдирается рабочим элементом штампа и на поверхности отштампованного полуфабриката появляются царапины и задиры на глубину, равную толщине покрытия. Например, на фиг. 1 показан полуфабрикат после вытяжки левого и правого спаренных задних крыльев из оцинкованной стали для легкового автомобиля LADA. На фиг. 2 и на фиг. 3 показан этот же полуфабрикат в увеличенных масштабах с царапинами и задирами глубиной, равной толщине цинкового покрытия.
Известен способ изготовления оснастки для горячей штамповки листовых заготовок по патенту на изобретение RU №2101124, приоритет от 16.02.1993, заключающийся в изготовлении стальной матрицы по форме детали, отливке по ней цинкового пуансона, предварительной пригонке пуансона по матрице путем снятия металла механическим способом и окончательной пригонкой пуансона по матрице путем помещения между матрицей и пуансоном заготовки, ее нагрева электроконтактным способом и многократного смыкания штамповой оснастки под действием пресса. Однако стойкость цинкового пуансона низкая, вследствие чего такой способ изготовления оснастки применим только в мелкосерийном производстве листоштампованных деталей и не применим в крупносерийном производстве листоштампованных деталей, например для легкового автомобиля LADA.
Также в качестве известного способа для устранения царапин, задиров и наплывов на производстве применяют различные составы смазочного материала с различными наполнителями для смазки листовой заготовки перед штамповкой (Романовский В.П. Справочник по холодней штамповке. - 6-е изд., перераб. и доп. - Л.: Машиностроение. 1979, с. 184). Однако во многих случаях изменение смазочного материала не устраняет царапины, задиры и наплывы и при этом ухудшает условия труда и технику безопасности обслуживающего штампы рабочего персонала. Кроме того, если в мелкосерийном производстве можно вручную кистью наносить густую смазку на поверхности штампа и участки заготовки, на которых образуются царапины и задиры, то в крупносерийном производстве с использованием автоматических листоштамповочных линий, например при штамповке кузовных деталей легкового автомобиля LADA, вручную наносить густую смазку на заготовку и штамп в процессе штамповки невозможно.
Известен патент 2072271 "Штамп для глубокой вытяжки цилиндрических деталей", в котором для блокирования опасного сечения вытягиваемого изделия кольца матрицы штампа выполняют из антифрикционного материала, например, из бериллиевой бронзы Бр, Б2,5. Однако в этом штампе кольца матрицы штампа для глубокой вытяжки цилиндрических деталей выполняют из бериллиевой бронзы только для блокирования опасного сечения вытягиваемого изделия, а не для устранения царапин и задиров на поверхности крупногабаритной кузовной детали.
Известен патент 2545875 "Штамп для вытяжки, формовки и правки детали с ребрами жесткости (варианты)", в котором на поверхности элемента штампа выполняют напыление из износостойкого материала. Однако это напыление выполняют с целью уменьшения зазора между рабочими поверхностями пуансона и матрицы и тем самым устранения складкообразования при формовке ребра жесткости на листоштампованной детали.
Задачей изобретения является повышение качества лицевых деталей кузова легковых автомобилей, полученных из листоштампованных заготовок и полуфабрикатов за счет способа устранения царапин и задиров на листоштампованных деталях и наплывов на поверхности рабочих элементах штампа.
Поставленная задача решается в первом варианте за счет того что в технологическом процессе штамповки деталей из листовой заготовки, включающем операции вытяжки, правки и формовки, предварительно участки поверхности рабочего элемента штампа для вытяжки, от которых на полуфабрикате после вытяжки образуются царапины и задиры, облицовывают плитками из бронзы.
Во втором варианте, в технологическом процессе штамповки деталей из листовой заготовки, включающем операции вытяжки, правки и формовки, предварительно на участки поверхности рабочего элемента штампа для вытяжки, от которых на полуфабрикате после вытяжки образуются царапины и задиры, напыляют порошок из бронзы.
В третьем варианте, в технологическом процессе штамповки деталей из листовой заготовки, включающем операции вытяжки, правки и формовки, предварительно участки поверхности рабочего элемента штампа для правки полуфабриката после вытяжки, от которых на полуфабрикате после правки образуются царапины и задиры, облицовывают плитками из бронзы.
В четвертом варианте, в технологическом процессе штамповки деталей из листовой заготовки, включающем операции вытяжки, правки и формовки, предварительно на участки поверхности рабочего элемента штампа для правки полуфабриката после вытяжки, от которых на полуфабрикате после правки образуются царапины и задиры, напыляют порошок из бронзы.
В пятом варианте, в технологическом процессе штамповки деталей из листовой заготовки, включающем операции вытяжки, правки и формовки, предварительно участки поверхности рабочего элемента штампа для формовки, от которых на полуфабрикате после формовки образуются царапины и задиры, облицовывают плитками из бронзы.
В шестом варианте, в технологическом процессе штамповки деталей из листовой заготовки, включающем операции вытяжки, правки и формовки, предварительно участки поверхности рабочего элемента штампа для формовки, от которых на полуфабрикате после формовки образуются царапины и задиры, напыляют порошок из бронзы.
В седьмом варианте "Способ изготовления листоштампованных деталей" заключается в том, что при предварительном проектировании нового технологического процесса штамповки детали сначала с помощью компьютерного моделирования операций вытяжки, правки и формовки в Computer-Aided Engineering-системе Marc корпорации MSC Software Corporation (США) или в Computer-Aided Engineering- программе AutoForm фирмы AutoForm Engineering GmbH (Швейцария) определяют участки поверхностей рабочих элементов штампов для вытяжки, правки и формовки, где при штамповке действуют наибольшие контактные удельные силы от этих участков поверхностей рабочих элементов штампов на поверхность листовой заготовки и где из-за этого возможно образование царапин и задиров на заготовке, а затем при изготовлении штампов на эти участки поверхностей рабочих элементов штампа наносят бронзу. В частных случаях использования седьмого варианта способа наносят на такие участки поверхностей рабочих элементов штампа порошок из бронзы или облицовывают такие участки плитками из бронзы.
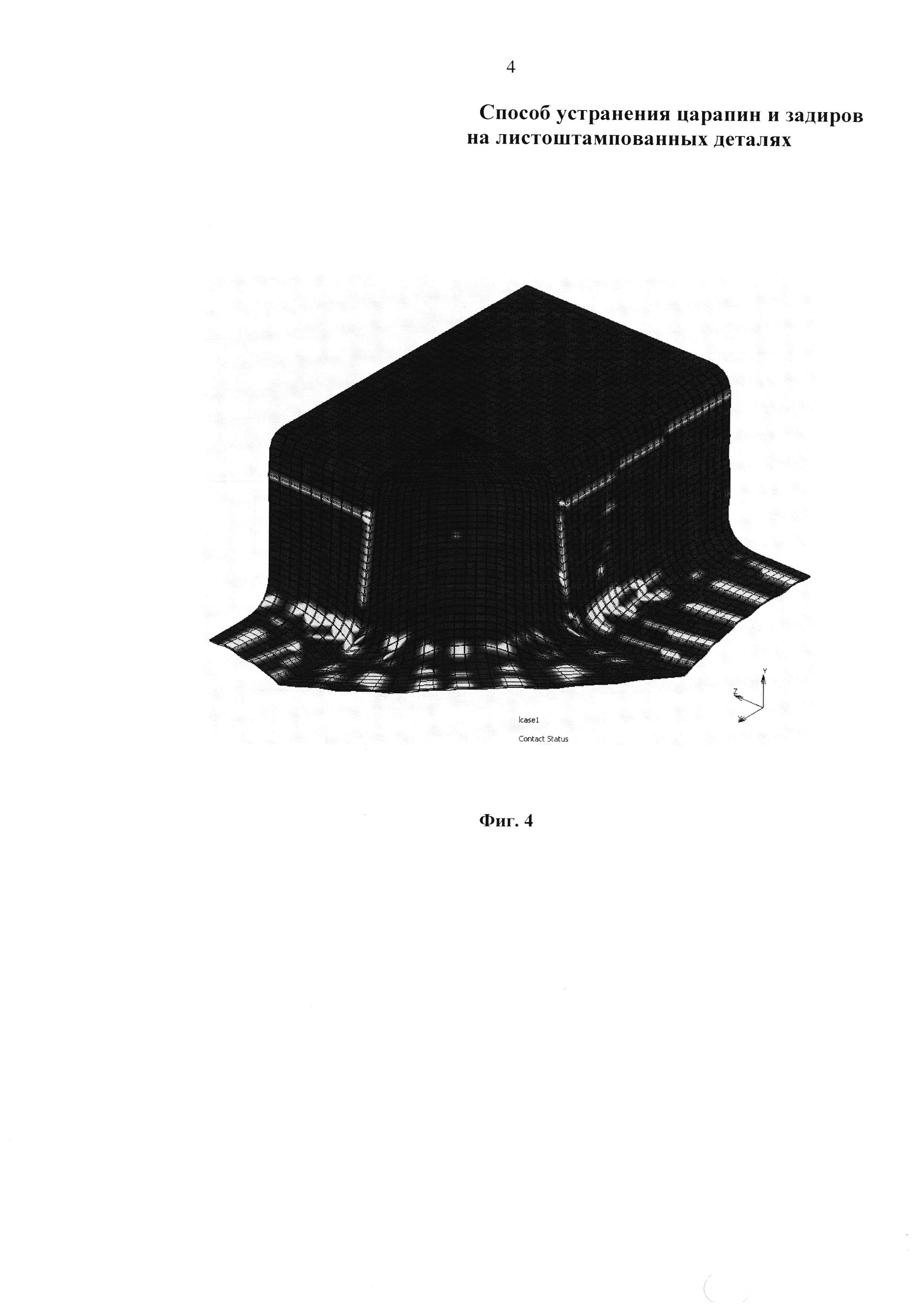
Автором Жарковым В.А. выполнено компьютерное моделирование вытяжки разнообразных деталей из листовых заготовок в CAE-системе Marc. На фиг. 4 в качестве примера показано распределение удельных контактных сил, действующих от поверхностей рабочих элементов штампа на заготовку, разделенную на объемные конечные элементы, при вытяжке кузовной коробчатой детали. Из условия наличия двух плоскостей симметрии схемы вытяжки смоделирована вытяжка четвертой части коробчатой детали. На поверхности детали видны участки, на которые действуют большие удельные контактные силы от поверхностей рабочих элементов штампа. Напротив этих участков поверхности детали на участки поверхностей рабочих элементов штампа наносят порошок из бронзы или облицовывают такие участки поверхностей рабочих элементов штампа плитками из бронзы.
При использовании заявленных вариантов способа устранения царапин и задиров на листоштампованных деталях и устранения наплывов от листовой заготовки на рабочих элементах штампа, уменьшаются коэффициент трения и силы сцепления поверхностей рабочих элементов штампа с листовой заготовкой и за счет чего уменьшаются или полностью исключаются царапины и задиры на полуфабрикате после штамповки и наплывы от листовой заготовки на рабочих элементах штампа и повышается точность полуфабриката. Способ также позволяет снизить процент брака листоштампованных деталей из-за царапин и задиров на них и за счет этого получить экономию листового материала, из которого изготавливают детали, и уменьшить себестоимость листоштампованных деталей.
Способ испытания листовых материалов на осесимметричную вытяжку
Способ испытания листовых материалов на осесимметричную вытяжку
Способ испытания листовых материалов на осесимметричную вытяжку
Устройство для контактной сварки
Блок цилиндров двигателя внутреннего сгорания
Способ выплавки чугуна в электродуговых печах
Двигатель внутреннего сгорания
Способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали (варианты)
Способ вытяжки сложной крупногабаритной детали (варианты)
Способ построения диаграммы предельных деформаций листового материала
Способ малоотходной вырубки трапециевидных заготовок из рулона, ленты или полосы (варианты)
Способ вырубки заготовок для штамповки крупногабаритных панелей из рулона тонколистовой низкоуглеродистой стали (варианты)
Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки
Способ малоотходной вырубки заготовок из рулона листового материала (варианты)
Способ отрезки заготовок от рулона листового материала для штамповки крупных панелей (варианты)
Способ вырубки заготовок для штамповки крупногабаритных панелей (варианты)
Способ построения диаграммы предельных деформаций листового материала

