Результат интеллектуальной деятельности: СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ, И СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ
Вид РИД
Изобретение
Связующее для второго и последующих слоев керамических форм для литья по выплавляемым моделям жаропрочных сплавов и способ его получения относится к литейному производству, в частности, к технологии получения керамических форм и может быть использовано в литейном производстве при изготовлении оболочковых керамических форм по выплавляемым моделям для литья высокопрочных жаростойких сплавов.
Керамические формы для литья по выплавляемым моделям жаропрочных сплавов должны отвечать следующим требованиям: огнеупорность не менее 1700°С, предел прочности на изгиб в сыром состоянии при температуре 20°С не менее 100 кг/см2 предел прочности на изгиб после обжига при температуре испытаний 20°С не менее 150 кг/см2, открытая пористость 14-25%. Для получения таких керамических форм используются термостойкие кремнезольные связующие с определенным размером мицелл SiO2, содержанием Na2O в связующем не более 0,50%.
Известно связующее и суспензия (Патент RU №2185260, МПК В22С 1/16, публ. 20.07.2002) для изготовления литейных форм по выплавляемым моделям, включающие кремнезоль, этилсиликат, сульфонол и пылевидный кварц, бутанол и воду при следующем соотношении компонентов, мас. %: кремнезоль 41,0-44,0; этилсиликат 1,1-2,0; сульфонол 0,05-0,06; бутанол - 0,3-0,6; пылевидный кварц 51,0-51,5; вода остальное. Способ получения связующего включает следующие операции: введение в реактор при непрерывном перемешивании кремнезоля, затем сульфанола, этилсиликата, пылевидного кварца и бутанола. Смесь перемешивают в течение 30…40 минут с помощью тихоходной мешалки, позволяющей избежать вспенивания суспензии. Затем замеряют вязкость полученной суспензии и вводят воду, доводя суспензию до требуемой вязкости.
Известно также связующее (Патент RU №2191656, МПК В22С 1/16, публ. 27.10.2002) для изготовления литейных оболочковых форм по выплавляемым моделям, включающие основной кремнезоль, этилсиликат, поверхностно-активное вещество и огнеупорный наполнитель, в которой ингредиенты взяты в следующем соотношении, мас. %: кремнезоль 34,3-29,75; этилсиликат 0,7-5,25; поверхностно-активное вещество 0,1-0,2; огнеупорный наполнитель - остальное. Способ получения связующего включает следующие стадии: введение в реактор при интенсивном перемешивании кремнезоля, далее огнеупорного наполнителя, затем эфира и поверхностно-активного вещества.
Недостатками указанных связующих и способов их получения является токсичность используемого этилсиликата, что приводит к загрязнению воздуха рабочих помещений парами вредного этилсиликата, пожаро- и взрывоопасность, а также склонность к бактериальному разрушению органических компонентов связующего.
Известно силикатное связующее (Патент RU №2222409, МПК В22С 1/18, публ. 27.01.2004), используемое для получения керамических литейных форм содержащее, масс. %: коллоидный раствор высокомодульного силиката натрия - кремнезоля 65-75 с загустителем, стабилизированный поверхностно-активным веществом полиакриламидом 0,005-0,015, пеногаситель 139-282 (ТУ 6-02-1-529-86) и ПГКО-1001 (по ТУ 6-00-05763441-64-92, кремнийорганическая жидкость) 0,015-0,1, поверхностно-активное вещество - жидкий полиметилсилоксан 0,05-0,85, обессоленную воду - остальное. Способ получения связующего осуществляется так, что сначала в реактор загружают кремнезоль. Затем при работающей мешалке вводят раствор полиакриламида. Содержимое перемешивают в течение 25-35 мин. После этого при работающей мешалке в реактор загружают раствор поверхностно-активного вещества. Все перемешивают в течение 25-35 мин. В последнюю очередь при работающей мешалке добавляют пеногаситель. Содержимое перемешивают в течение 25-35 мин. Недостатками связующего и способа его получения являются наличие примесных ионов натрия, которые недопустимы при литье жаропрочных сплавов авиационного назначения, поскольку увеличивают брак отливок, а также склонность к бактериальному разрушению органических компонентов связующего.
Известно связующее и способ для изготовления оболочковых форм (Патент RU №2446910, МПК В22С 1/18, публ. 10.04.2012), принятое за прототип, которое включает кремнезоль, поверхностно-активное вещество, пеногаситель, связующее содержит кремнезоль кислый и дополнительно содержит поливиниловый спирт при следующем соотношении компонентов, масс. %: кремнезоль 80-87, поливиниловый спирт 0,4-0,8, поверхностно-активное вещество сульфонол 0,5-0,7, антивспенивающий пента-475 0,1-0,15, обессоленная вода остальное. Получение связующего проводят следующим образом. В реактор загружают кремнезоль кислый. Затем, при работающей мешалке вводят эмульсию поверхностно-активного вещества с пеногасителем. Содержимое перемешивают в течение 20-25 мин. После чего при работающей мешалке добавляют раствор поливинилового спирта и перемешивают в течение 40-50 мин.
Недостатками связующего и технологии его получения являются невысокая смачиваемость материала моделей отливок, недостаточная прочность керамических форм при повышенных температурах (1700°С), отсутствие бактерицидных свойств, предотвращающих развитие колоний бактерий, что приводит к появлению бракованных керамических форм и получаемых отливок, что исключает возможность использования для изготовления литейных форм для выплавки жаропрочных авиационных сплавов методом направленной кристаллизации.
Технической задачей изобретения является связующее для второго и последующих слоев керамических форм, используемых для литья по выплавляемым моделям жаропрочных сплавов и способ его получения, обеспечивающее хорошую смачиваемость предыдущих слоев керамической формы, низкую длительность распада пены, бактерицидные свойства, предотвращение развития колоний бактерий в связующем, оптимальные значения у литейных форм открытой пористости 14-25%, высокую прочность на изгиб керамических форм в непрокаленном виде ≥100 кгс/см2 а после прокалки ≥150 кгс/см2, высокую огнеупорность форм (≥1700°С).
Техническая задача решается тем, что связующее для второго и последующих слоев керамических форм для литья по выплавляемым моделям жаропрочных сплавов, включающем кремнезоль, стабилизатор - поливиниловый спирт, смачивающий и антивспенивающий компоненты, обессоленную воду, согласно изобретению, дополнительно содержит бактерицид - водный раствор формалина, кремнезоль с размером частиц 13-15 нм, содержанием SiO2 25-31%, в количестве не менее 85%, смачивающий компонент - алкилбензолсульфокислоту, антивспенивающий компонент-смесь пента-475 с лапрол - 6003 при следующем соотношении компонентов, масс. %: кремнезоль не менее 85, алкибензосульфокислота не менее 0,10, пента-475 не менее 0,01, лапрол 6003 0,03-0,05, формалин не менее 0,05, поливиниловый спирт не менее 0,002, обессоленная вода - остальное.
Техническая задача решается тем, что в способе получения связующего для второго и последующих слоев керамических форм для литья по выплавляемым моделям жаропрочных сплавов, заключающийся в том, что загружают в реактор кремнезоль, перемешивают, добавляют антивспенивающий, смачивающий компоненты, стабилизатор, обессоленную воду до заданного состава, согласно изобретению, перед загрузкой кремнезоля реактор обрабатывают бактерицидом - водным раствором формалина, вводят последовательно при температуре 20°С кремнезоль с размером частиц 13-15 нм, содержанием SiO2 25-31%, при этом перемешивают со скоростью не менее 40 об/мин, далее в реактор при температуре при температуре 22-26°С и при перемешивании вводят алкилбензолсульфокислоту, пента-475 и лапрол 6003, поливиниловый спирт, раствор формалина, перемешивают по окончании загрузки в течение 4 часов, затем осуществляют контроль связующего.
В способе получения связующего, в отличии от прототипа, включающем загрузку в реактор кремнезоля, добавок пеногасителя, смачивающего компонента, стабилизатора, осуществляют таким образом, что перед загрузкой кремнезоля реактор обрабатывают бактерицидом, а компоненты связующего вводят в определенных пропорциях и следующей последовательности: сначала кремнезоль, затем смачиватель, далее пеногаситель, стабилизатор и бактерицид.
Введение в состав связующего кремнезоля с размером частиц 13-15 нм, содержанием SiO2 25-31%, в количестве не менее 85%) позволяет обеспечить нанесение методом окунания на роботизированной линии ровных второго и последующих слоев керамических оболочек и получить керамические литейные формы с высокой прочностью в непрокаленном (более 100 кгс/см2) и в прокаленном виде (более 350 кгс/см2), с открытой пористостью (14-25%), устойчивые при длительных воздействиях высоких температур литья жаропрочных сплавов проводили методом направленной кристаллизации.
Уменьшение размера частиц кремнезоля ниже 13 нм приводит к снижению стабильности связующего. Повышение размера частиц кремнезоля выше 15 нм, поддержание содержания SiO2 за пределами 25-31% и снижение количества вводимого кремнезоля менее 85% приводит к некачественному воспроизводству «тонких» элементов модели отливки.
Обработка реактора бактерицидом перед загрузкой кремнезоля в реактор и использование в качестве бактерицидной добавки водного раствора формалина, в количестве не менее 0,05% в пересчете на 100%-ный формалин позволяет предотвратить развитие колоний бактерий, разрушающих органические компоненты связующего.
Использование в качестве смачивающего компонента алкилбензолсульфокислоты в количестве не менее 0,1% обеспечивает хорошую смачиваемость поверхности выплавляемых моделей суспензией связующего. Введение в качестве антивспенивающего компонента смеси лапрола 6003 в количестве 0,03-0,05% и пента-475 - в количестве не более 0,01% устраняет пенообразование в связующем.
Использование поливинилового спирта в составе связующего в количестве не менее 0,002% способствует упрочнению непрокаленных керамических литейных форм без ухудшения других характеристик связующего (смачиваемости, вспенивания, развития бактерий).
Обработка реактора бактерицидом перед загрузкой кремнезоля в реактор и введение компонентов связующего в следующей последовательности: сначала кремнезоль, затем смачиватель, далее пеногаситель, стабилизатор и бактерицид- обеспечивают получение непенящегося связующего, хорошо смачивающего материал выплавляемых моделей, без бактерий, разрушающих керамические органические компоненты связующего.
Для приготовления связующего используют следующие вещества: кремнезоль с размером частиц 13-15 нм с массовой долей диоксида кремния 25-31%, массовой долей оксида натрия 0,05%, рН=10-11, плотностью при 20°С 1,17-1,21 г/см3, содержанием бактерий, 103-105 КОЕ/мл; вода дистиллированная, ГОСТ 6709;
смачивающий агент: алкилбензолсульфокислота (АБСК), ТУ 2481-015-71150986;
антивспенивающий компонент: Лапрол 6003-2Б-18, ТУ 2226-020-10488057;
антивспенивающий компонент: Пента-475, ТУ 2229-095-40245042;
стабилизатор: поливиниловый спирт (ПВС), ГОСТ 10779;
бактерицид: водный раствор формалина, ГОСТ 1625.
Приготовление термостойкого связующего производится в реакторе с перемешивающим устройством, предварительно обработанном раствором бактерицида (формалином), при скорости перемешивания не менее 40 об/мин закачивают заранее взвешенный объем кремнезоля. Далее в реактор при температуре 22-26°С и перемешивании вводятся расчетные количества добавок, в следующей последовательности: смачивающий - АБСК, антивспенивающий лапрол 6003 и пента-475, стабилизатор - поливиниловый спирт, бактерицид - водный раствор формалина, обессоленную воду до заданного состава. По окончанию загрузки, перемешивание продолжают в течение 4 часов. После перемешивания производят контроль водно-коллоидного связующего на соответствие следующих показателей: массовая доля диоксида кремния, % масс; смачиваемость восковой модели (угол смачивания), испытание на пенообразование, с; содержание бактерий, КОЕ/мл. Определение зараженности материала различными бактериальными культурами производили с помощью погружных слайдов Easicult. Одна сторона слайд-теста покрыта агаром ТТС (желтого цвета), другая сторона слайда агаром Розовый Бенгальский (розового цвета, поддерживает рост грибов и дрожжей). Аэробные бактерии растут на среде ТТС и дают красные колонии.
Изготовление керамических форм для литья жаропрочных сплавов по выплавляемым моделям проводили также методом направленной кристаллизации, включающую очистку поверхности модельного блока от смазок и загрязнителей методом распыления на модельный блок водного раствора моющего средства, нанесение манипулятором керамической суспензии на линии «Shell-O-Matic» лицевого слоя на модельный блок методом окунания. Далее проводили повторные циклы нанесения слоя керамической суспензии, обсыпки огнеупорным материалом в пескосыпе дождевального типа, с последующей сушкой каждого из нанесенных слоев в потоке осушенного воздуха. Всего наносили 9 слоев керамической суспензии. Последующую вытопку модельной массы из керамической формы проводили в бойлер-клаве с парами воды при температуре ~ 170°С. Далее осуществляли термическую обработку керамической формы при температуре 1700°С. У полученных образцов керамических литейных форм испытывали технологические характеристики: прочность непрокаленной формы, кгс/см2; прочность прокаленной формы, кгс/см2; огнеупорность, °С; открытая пористость, %; растрескивание и отслоение лицевого слоя. Нормативные требования к характеристикам связующих и литейных форм в таблице 1.

Примеры конкретного осуществления
Пример 1. Готовят связующее, включающее, масс. %:
|
Пример 2. Готовят связующее, включающее, масс. %:
|
Пример 3. Готовят связующее, включающее, масс. %:
|
Пример 4. Готовят связующее, включающее, масс. %:
|
Пример 5. Готовят связующее, включающее, масс. %:
|
Результаты измерений характеристик связующих в таблице 2.
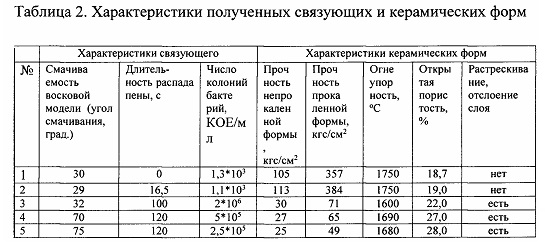
Согласно примерам №1-2, проводимым использованием в составе связующего кремнезоля с размером частиц диоксида кремния 13-15 нм в количестве не менее 85%, бактерицидной добавки - водного раствора формалина в количестве не менее 0,05% в пересчете на 100%-ный формалин, смачивающего компонента - алкилбензолсульфокислоты (АБСК) в количестве не менее 0,1%, антивспенивающего компонента - смеси лапрол 6003 в количестве 0,03-0,05%) и пента-475 - в количестве не более 0,01%, стабилизатора- поливинилового спирта в количестве не менее 0,002% и осуществление заявляемого способа позволяет получить термостойкое непенящееся связующее, хорошо смачивающее материал выплавляемых моделей, без бактерий, разрушающих керамические органические компоненты связующего. Изготовление из такого связующего керамических литейных форм для литья по выплавляемым моделям жаропрочных сплавов, например, методом направленной кристаллизации обеспечивает получение высококачественных огнеупорных (выдерживающие более 1700°С), прочных литейных форм (с прочностью на изгиб 105-113 кгс/см2 в непрокаленном виде и прочностью 357-384 кгс/см2 в прокаленном виде), без брака, при отсутствии отслоений и трещин, в которых можно проводить прецизионное литье.
Таким образом, предлагаемая группа изобретений связующее для второго и последующих слоев керамических форм для литья по выплавляемым моделям жаропрочных сплавов и способ его получения обеспечивают хорошую смачиваемость предыдущих слоев керамической формы, низкую длительность распада пены, бактерицидные свойства, высокую прочность на изгиб керамических форм и огнеупорность форм.
Способ трехмерной печати термопластичным композиционным материалом
Способ управления входным направляющим аппаратом компрессора газотурбинного двигателя
Способ управления газотурбинным двигателем электронно-гидромеханической системой
Суспензия для лицевого слоя керамической формы в литье по выплавляемым моделям (варианты)
Суспензия для оболочковой керамической формы
Способ изготовления керамической формы для литья по выплавляемым моделям
Способ изготовления керамической оболочковой формы
Способ изготовления керамической формы для литья по выплавляемым моделям
Способ очистки поверхностей и микротрещин лопаток авиационных газотурбинных двигателей и газотурбинных установок от оксидов металлов
Водно-коллоидное связующее для керамических суспензий
Суспензия для лицевого слоя керамической формы в литье по выплавляемым моделям (варианты)
Суспензия для оболочковой керамической формы

