Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ
Вид РИД
Изобретение
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности и приборостроении в космической технике.
Известен способ изготовления электрической машины (аналог, описанный на странице 2 описания изобретения SU №1700697), включающий сборку пакета магнитопровода, укладку обмотки, пропитку и сушку статора. При пропитке статор нагревают до температуры 60-70°C, погружают в ванну с лаком. Проникая в обмотку под действием гидростатического давления и капиллярных сил, лак вытесняет воздух и заполняет пустоты между проводниками обмотки. Изделие выдерживается в ванне до тех пор, пока выделяются пузырьки воздуха. Пропитанную обмотку выдерживают некоторое время на воздухе для стекания излишков лака, после чего смоченной в растворителе салфеткой смывают с металлических поверхностей пленку лака. Далее статоры с обмотками загружают в печь, где происходит сушка при 120°C (для удаления растворителя) и отверждение основы лака при температуре, соответствующей применяемому лаку.
Недостатком способа является отсутствие фиксированного положения у пакета магнитопровода статора при сушке, что приводит к изменению геометрии наружного и внутреннего диаметров, а следовательно, и углового расположения зубцов из-за появления внутренних напряжений, возникающих при воздействии неравномерной усадки пропиточного состава при сушке.
Известен способ изготовления электрической машины (SU №695591), согласно которому статор центрируют относительно подшипниковых щитов с помощью центрирующей оправки, устанавливают колпачки на лобовые части и производят заливку статора, для чего берут центрирующую оправку с хвостовиком, с центральным отверстием и с радиальными отверстиями. Подшипниковый щит надевают на хвостовик оправки, образуя при этом герметичную полость между колпачками, статором, оправкой и подшипниковым щитом, сообщающуюся с радиальными отверстиями оправки, подают заливочный материал в центральное отверстие оправки, вращая при этом вокруг своей оси.
Недостатком известного способа является низкое качество статора из-за деформации пакета магнитопровода и невозможности получения заданной геометрии пакета магнитопровода в процессе пропитки.
В качестве прототипа выбран «Способ изготовления статора электрической машины» (SU 1700697 А1), согласно которому собирают пакет магнитопровода с зубцами, укладывают обмотку, производят пропитку и сушку в оправке, после чего оправку удаляют, статор устанавливают в оправку с ориентирующими элементами после пропитки, а перед сушкой фиксируют положения зубцов магнитопровода относительно оправки путем размещения ориентирующих элементов между коронками зубцов.
Недостаток прототипа заключается в том, что при фиксировании пакета магнитопровода перемещением разрезной втулки под давлением от завертывания гайки она изменяет свою форму от начальной круглой к эллиптической и, соответственно, меняет и начальную форму пакета магнитопровода, ухудшает проектные параметры статора и качество его изготовления.
Задача изобретения - повышение качества изготовления статора, повышение выходных параметров электрической машины.
Поставленная задача решается путем изготовления магнитопровода с припусками из цельной заготовки из материала с повышенной магнитной проницаемостью, окна для обмотки изготавливают фрезерованием, после этого магнитопровод подвергают высокотемпературному отжигу, затем нарезают зубцы способом электроэрозионной обработки с последующим низкотемпературным стабилизирующим отжигом; далее, после укладки обмотки, пропитки и сушки статора удаляют припуски магнитопровода шлифовкой.
Предложенный способ изготовления статора электрической машины поясняется чертежами.
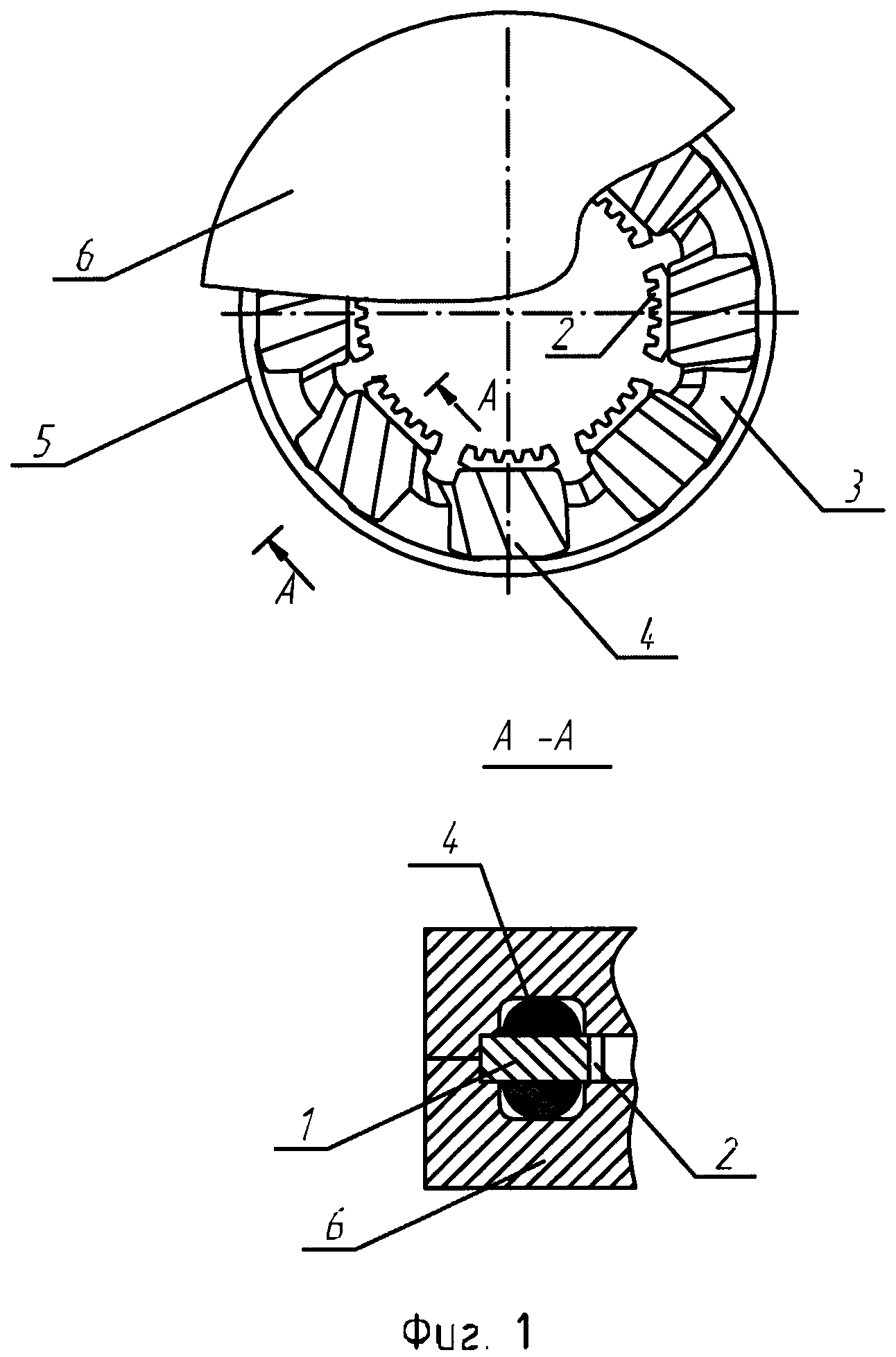
На фиг. 1 изображен общий вид статора электрической машины с элементами его конструкции и установленного в оправку в виде прессформы для пропитки и сушки.
Отличие предложенного способа от способа-прототипа заключается в том, что магнитопровод 1 сначала изготавливают из цельной заготовки из материала с повышенной магнитной проницаемостью, например, из сплава 49 КФ, причем, с припуском, а окна 3 для обмотки 4 выполняют фрезерованием, после этого магнитопровод 1 подвергают высокотемпературному отжигу для повышения требуемой ориентации магнитного поля; затем нарезают зубцы 2 способом электроэрозионной обработки с последующим низкотемпературным стабилизирующим отжигом; далее, после укладки обмотки 4 в окна 3, выполняют пропитку, сушку статора в оправке 6 и удаление припусков шлифовкой магнитопровода 1, в том числе, его посадочных мест 5.
Это позволяет повысить качество изготовления статора путем исключения использования в процессе его изготовления сложного в изготовлении и применении технологического приспособления для фиксирования пакета магнитопровода, кроме того, еще и ухудшающего качество изготовления статора.
В предложенном способе изготовление магнитопровода 1 из цельной заготовки с повышенной магнитной проницаемостью позволяет обеспечить цельную конструкцию статора и исключить тем самым его локальные деформации при температурных обработках, что обеспечивает повышение точности геометрических размеров статора в начальный период его изготовления с учетом припусков, удаление которых в конце процесса изготовления шлифовкой магнитопровода 1, в том числе, его посадочных мест 5, позволяет повысить качество изготовления и точность выполнения проектных параметров статора, его установку в электрической машине и, тем самым, обеспечить надежность ее выходных параметров в процессе эксплуатации.
Окна 3 изготавливают фрезерованием, после чего магнитопровод 1 подвергают высокотемпературному отжигу для повышения требуемой ориентации магнитного поля. Это позволяет обеспечить повышение магнитной проницаемости при изготовлении и, тем самым, улучшить выходные параметры электрической машины.
Нарезку зубцов 2 осуществляют электроэрозионной обработкой с последующим низкотемпературным стабилизирующим отжигом; после чего выполняют пропитку и сушку статора. Это также позволяет повысить точность геометрических размеров магнитопровода 1 и, тем самым, дополнительно улучшить выходные параметры электрической машины.
Предложенный способ изготовления статора электрической машины в настоящее время находится на отработке с перспективой внедрения в производство ряда электрических машин для космических аппаратов.
Способ изготовления статора электрической машины путем изготовления магнитопровода с зубцами и окнами, в которые укладывают обмотку; выполняют пропитку и сушку в оправке в виде прессформы, отличающийся тем, что магнитопровод изготавливают с припусками из цельной заготовки из материала с повышенной магнитной проницаемостью, окна для обмотки выполняют фрезерованием, после чего магнитопровод подвергают высокотемпературному отжигу, затем нарезают зубцы способом электроэрозионной обработки с последующим низкотемпературным стабилизирующим отжигом; далее, после укладки обмотки, пропитки и сушки статора удаляют припуски магнитопровода шлифовкой.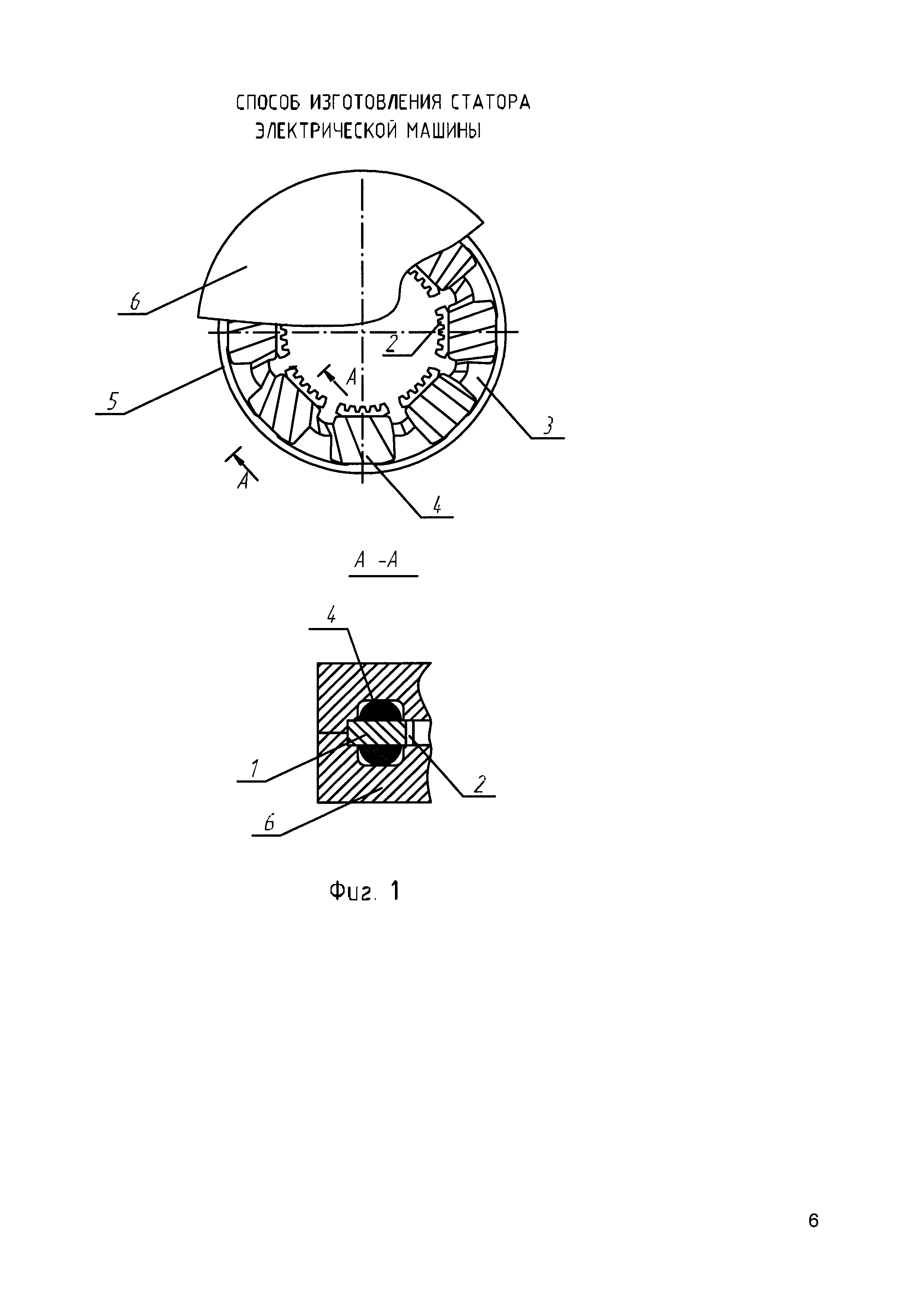
Фотопреобразователь с hit структурой и технология его изготовления
Гибкая прецизионная плата
Способ ориентации космического аппарата
Свето- и теплозащитное устройство космического аппарата и способ его раскрытия и стабилизации
Формирователь матричных команд
Способ сбора телеметрической информации о состоянии объектов ркт при транспортировании с помощью беспроводной сенсорной сети zigbee
Фотопреобразователь с увеличенной фотоактивной площадью
Способ оценки параметрических запасов работоспособности электронных устройств
Способ прессования металлических слитков и пресс для его осуществления
Наземный комплекс приёма информации на основе хронологической файл-трансляции
Способ и устройство осушения воздуха для дегидрации волновода антенны
Неосевой имитатор солнечного излучения тепловакуумной камеры
Способ изготовления электронасосного агрегата
Способ снижения интенсивности эффекта распыления материала в вакуумной камере при испытаниях электрореактивных двигателей и комплекс для его реализации
Устройство поворота объекта
Способ ориентации космического аппарата
Способ ориентации космического аппарата

