Результат интеллектуальной деятельности: Способ односторонней индукционной точечной сварки разнотолщинных деталей и устройство для его осуществления
Вид РИД
Изобретение
Изобретение относится к области односторонней точечной сварки и может быть использовано для неразъемного соединения разнотолщинных деталей с соотношением толщин 1:10 и более, например, для сварки металлических листов и профилей из стали при возведении зданий с использованием мелаллокаркаса.
Известен СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ (патент на изобретение РФ №2362660, МПК В23К 11/10, В23К 11/10, В23К 101/00, В23К 11/14, 2009 г.) в котором в плоской детали выполняют прорези с образованием перемычек между ними. Количество прорезей на одну меньше, чем сварных точек, количество которых определяют из условия Fpaзp<nFточки, где n - количество сварных точек, Fразр - усилие, действующее на сварное соединение, Fточки - минимальное усилие разрушения на срез сварной точки, исходя из толщины и металла свариваемой плоской детали. Прорези выполняют продолговатыми в направлении, перпендикулярном оси установки стержня, шириной 2÷10 мм и длиной, определяемой из условия L≥t3, мм, где t3 - минимальный шаг между сварными точками с учетом шунтирования сварочного тока в предыдущую точку. Устанавливают плоскую деталь на нижний электрод, выполненный с контактной поверхностью, равной ширине перемычки b1, которую определяют из условия: b1=[dя+(1÷5)], мм, где dя - диаметр литого ядра сварной точки. Устанавливают на плоскую деталь стержень и осуществляют сварку.
Недостатком указанного способа является необходимость выполнение прорезей в плоской детали с образованием перемычек, к которым и производится сварка плоской детали с металлическим стержнем. Использование прорезей, с одной стороны ограничивают шунтирующие токи и повышают энергетические и качественные характеристики сварки, с другой стороны не позволяют использовать способ при недопустимости нарушения целостности плоской детали. Кроме того, для создания сварного соединения используются два электрода - нижний и верхний, что затруднительно использовать при большой площади металлического листа. В случае сварки листового материала с массивной металлической конструкцией из-за наличия больших площадей их соприкосновения повышается отрицательное воздействие шунтирующих токов, значительно снижающих энергетические показатели процесса сварки.
Известен СПОСОБ ИНДУКЦИОННО-СТЫКОВОЙ СВАРКИ ПРОФИЛЕЙ РАЗЛИЧНОЙ КОНФИГУРАЦИИ (патент на изобретение РФ №2558802, МПК В23К 13/01, В23К 20/00, В23К 31/02, 2015 г.), принятый за прототип, заключающийся в нагреве свариваемых поверхностей, их сдавливании с заданным усилием, нагрев на требуемую глубину осуществляют с помощью стыкового индуктора, выполненного в виде плоской катушки индуктивности, форма которого соответствует профилю свариваемых поверхностей, который располагают в зоне между свариваемыми поверхностями, нагревают на требуемую глубину только поверхности изделий, участвующие в создании сварного соединения, удаляют индуктор из зоны сварки перед сдавливанием свариваемых поверхностей. Предварительно для требуемой глубины нагрева определяют частоту тока источника питания стыкового индуктора, а для требуемой температуры нагрева определяют время подачи тока от источника питания на стыковой индуктор.
Недостаток указанного способа заключается в том, что плоский индуктор располагают между свариваемыми поверхностями, и он нагревает на требуемую глубину поверхности изделий, участвующие в создании сварного соединения, которое получается после сдавливания их с заданным усилием. Однако, при большой площади металлического листа и сложной формы металлической конструкции, к которой надо приварить лист, затруднительно координировать скрытое листом положение индуктора и место установки сдавливающего устройства. Кроме того, размещение индуктора между свариваемыми поверхностями при больших площадях листов и размерах металлических конструкций требует значительного времени на установку имеющего определенную толщину индуктора между предварительно сваренными в предыдущей соседней точке листовым покрытием и металлической конструкцией, что снижает производительность процесса сварки при многих точках ее выполнения. В то же время извлечение индуктора из зоны нагрева свариваемых поверхностей ведет к появлению интервала, во время которого они охлаждаются, что может снижать качество сварного соединения.
Техническим результатом предлагаемого изобретения является создание нового способа односторонней индукционной точечной сварки, повышение технологичности, уменьшение расхода энергии на нагрев и повышение производительности процесса сварки.
Техническим результатом предлагаемого изобретения является создание устройства для односторонней индукционной точечной сварки, повышение технологичности, уменьшение расхода энергии на нагрев и повышение производительности процесса сварки.
Технический результат достигается тем, что в способе односторонней индукционной точечной сварки разнотолщинных деталей, включающем нагрев свариваемых поверхностей индуктором, выполненным в виде плоской катушка индуктивности, и их сдавливание с заданным усилием, предварительно совмещают свариваемые детали, индуктор, размещают со стороны более тонкой детали в точке необходимого сварного соединения, нагревают до температуры плавления более тонкую деталь на всю толщину, и через толщу более тонкой детали нагревают контактирующий с ней приповерхностный слой более толстой детали на глубину, равную толщине более тонкой детали, одновременно со стороны более тонкой детали в точке необходимого сварного соединения оказывают сдавливающее воздействие вибрацией.
Технический результат достигается тем, что устройство для односторонней индукционной точечной сварки разнотолщинных деталей содержит корпус в виде колпака, с размещенным в нижней части индуктором, выполненным в виде плоской катушка индуктивности, в которой по оси установлен шток, сообщенный с источником вибрации размешенным под сводом корпуса, с нижней торцевой стороны катушки индуктивности установлена кольцевая прокладка, из теплоизоляционного материала.
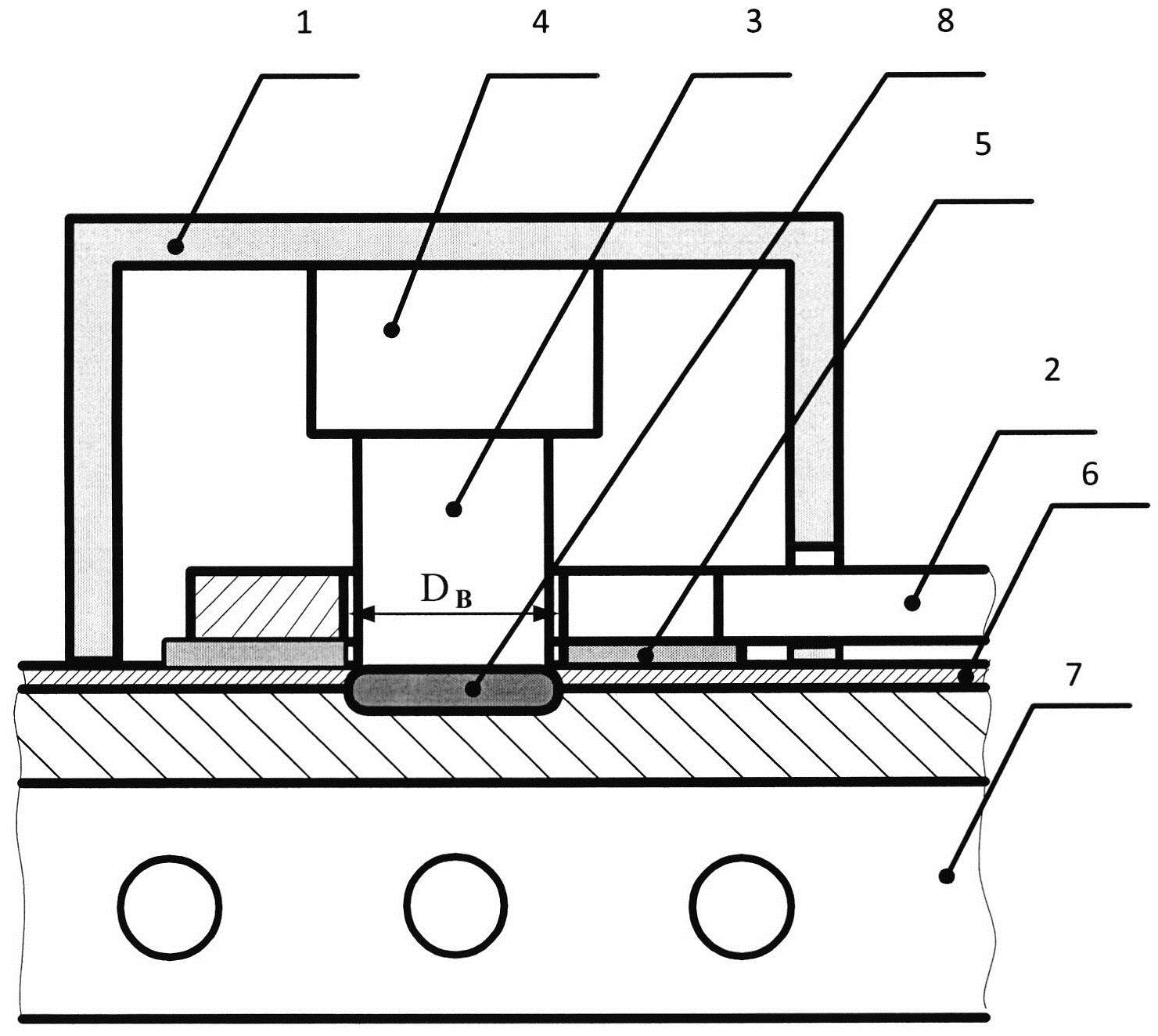
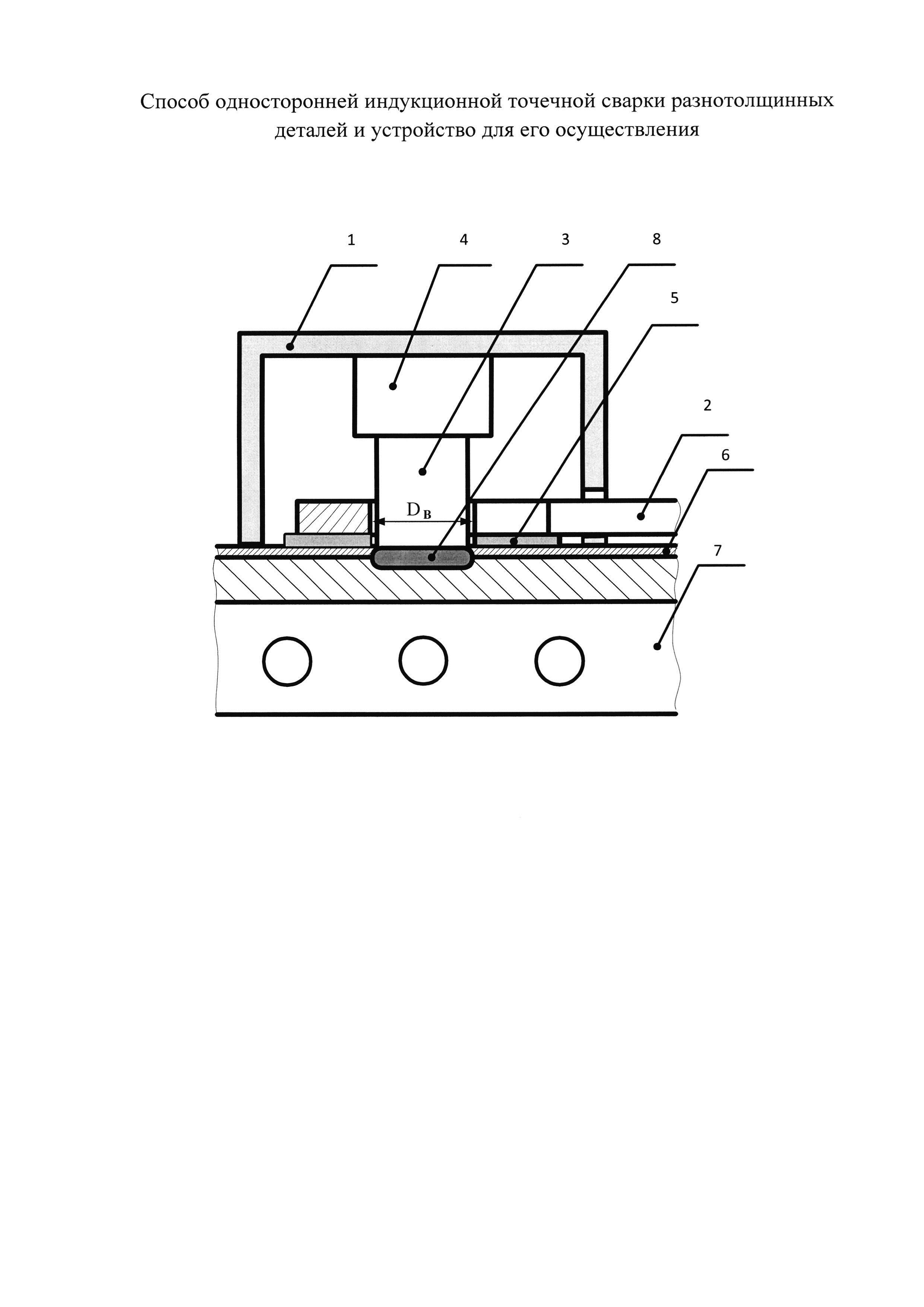
Сущность изобретения поясняется чертежом. Устройство для односторонней индукционной точечной сварки разнотолщинных деталей содержит корпус 1 в виде колпака. В нижней части корпуса 1 размещен индуктор 2, выполненный в виде плоской катушка индуктивности. В катушке индуктора по ее оси установлен шток 3. Шток 3 сообщен с источником вибрации 4 размешенным под сводом корпуса 1. С нижней торцевой стороны катушки индуктивности установлена кольцевая прокладка 5, из теплоизоляционного материала.
Способ осуществляется следующим образом.
Величина частоты тока индуктора для нагрева до температуры плавления всю толщину более тонкой детали и равную ей глубину приповерхностного слоя более толстой детали определяется выражением:

где fИ - частота тока индуктора;
ΔЛ - толщина более тонкой детали;
μ - относительная магнитная проницаемость материала деталей;
μ0 - 4π10-7 Гн/м - магнитная проницаемость воздуха;
γ - проводимость материала деталей.
Например, при необходимости приварить металлический лист толщиной Δл=0,001 м к профилю из стали при относительной эквивалентной магнитной проницаемости стали μ=100 и ее проводимости γ=0,625*107 частота тока индуктора должна быть 101 Гц.
Предварительно определяют частоту тока индуктора в зависимости от толщины более тонкой детали, например металлического листа, по формуле (1). Совмещают свариваемые детали разной толщины, например, размещают металлический лист 6 (т.е. более тонкую деталь) на каркасе из стального профиля 7 (более толстая деталь) в соответствии с их требуемым взаимным расположением. Устройство для односторонней индукционной точечной сварки разнотолщинных деталей размещают со стороны металлического листа 6 (более тонкой детали), таким образом, чтобы индуктор 2 находился в точке необходимого сварного соединения. В индуктор 2, выполненный в виде катушки индуктивности с внутренним диаметром, равным диаметру необходимого сварного соединения, подают ток от источника питания. В точке необходимого сварного соединения нагревают до температуры плавления металлический лист 6 (более тонкую деталь) на всю толщину, и через толщу металлического листа 6 нагревают контактирующий с ним приповерхностный слой стального профиля 7 (более толстой детали) на глубину, равную толщине металлического листа 6 (более тонкой детали). Одновременно включают источник вибрации 4, оказывающий через шток 3, установленный на оси катушки индуктора 2, сдавливающее воздействие вибрацией со стороны металлического листа 6 (более тонкой детали) в точке необходимого сварного соединения. В результате получают неразъемное сварное соединение 8 металлического листа 6 и стального профиля 7. Затем устройство для односторонней индукционной точечной сварки разнотолщинных деталей перемещают для создания следующего неразъемного сварного соединения.
Устройство защиты от однофазных замыканий на землю в компенсированных электрических сетях среднего напряжения
Высоковольтный кабель
Управляемый магнитожидкостный амортизатор (варианты)
Способ выявления оборванных стержней в короткозамкнутой обмотке ротора асинхронного электродвигателя
Устройство защиты от однофазных замыканий на землю в сетях с изолированной нейтралью и с компенсацией емкостных токов
Способ определения места однофазного замыкания фидера на землю в кабельных сетях среднего напряжения
Способ дистанционного определения места короткого замыкания
Устройство контроля технического состояния цифрового трансформатора по параметрам частичных разрядов в изоляции
Установка для термической переработки твердых коммунальных отходов методом пиролиза
Способ определения технического состояния цифрового трансформатора по параметрам частичных разрядов в изоляции
Способ индукционно-стыковой сварки профилей различной конфигурации
Способ расширения зоны эффективного излучения ртутных ламп
Способ дифференцированной форсировки вывода на рабочий уровень мощности светового потока при включении ртутных ламп

