Результат интеллектуальной деятельности: СПОСОБЫ ФОРМИРОВАНИЯ РИСУНКА И ПОЛУЧЕНИЯ ШАБЛОНОВ ДЛЯ ТРЕХМЕРНЫХ ПОДЛОЖЕК
Вид РИД
Изобретение
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ПРАВО ПРИОРИТЕТА
Настоящая заявка испрашивает приоритет по заявке на патент США № 61/984693, поданной 25 апреля 2014 г., содержание которой полностью включено в настоящий документ путем ссылки.
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение по существу относится к новым способам формирования рисунка на трехмерных подложках при помощи шаблонов и к продуктам, выполненным с материалом, нанесенным на них в виде узора. Настоящее изобретение также относится к новым способам получения шаблонов для формирования рисунка на трехмерных подложках.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Потребительский спрос в последнее десятилетие подстегнул технологии дальнейшей миниатюризации электронных устройств. В частности, наблюдающаяся среди потребителей тенденция к уменьшению размера и заметности электронных устройств может быть связана с активным образом жизни. Таким образом, многие потребители хотят постоянно носить с собой электронные устройства, по меньшей мере, с целью сохранения постоянного контакта с миром или в целях более эффективного контроля индивидуального прогресса. Например, в настоящее время электронные устройства применяются в медицинских устройствах для отслеживания различных параметров биохимии организма и введения контролируемых доз лекарственных или терапевтических средств с помощью различных механизмов.
В последнее время технологические компании изучают применение микроэлектронных устройств в пригодных для ношения офтальмологических линзах и контактных линзах. В частности, человеческий глаз способен различать миллионы цветов, легко приспосабливаться к изменению условий освещения и передавать сигналы или информацию в головной мозг со скоростью, превышающей высокоскоростную передачу данных через Интернет. За счет использования этого знания надлежащим образом сконструированные линзы со встроенными микроэлектронными устройствами могут улучшать зрение и/или исправлять дефекты зрения. Например, в пригодную для ношения линзу, предпочтительно изготовленную из полимеров, можно включить узел линзы, имеющий фокус с возможностью электронного регулирования для увеличения или улучшения функции глаза. Различные цепи и компоненты встраиваются в эти полимерные структуры для достижения улучшенной функциональности. Такие компоненты могут включать управляющие цепи, микропроцессоры, коммуникационные устройства, источники питания, датчики, исполнительные механизмы, светодиоды и миниатюрные антенны.
Электронные контактные линзы и/или контактные линзы с электрообеспечением могут быть выполнены с возможностью улучшения зрения посредством увеличения или уменьшения фокусного расстояния. В альтернативном варианте осуществления это может изменять преломляющие, отражающие и пропускные характеристики линз. Электронные контактные линзы и/или контактные линзы с электрообеспечением также могут быть выполнены с возможностью усиления цвета и разрешающей способности, отображения информации о текстуре, преобразования речи в субтитры в режиме реального времени, передачи визуальных ориентиров от навигационной системы и обеспечения обработки изображений и доступа к Интернету, а также улучшения видимости в условиях сниженной освещенности. Надлежащим образом сконструированные электронные компоненты и/или расположение электронных компонентов на линзах могут дополнительно позволять проецировать изображение на сетчатку без оптической линзы с переменным фокусом. К вариантам применения могут относиться новые дисплеи для вывода изображения, видео, мультимедийных материалов и сигналов будильника.
Пригодные для ношения контактные линзы могут включать электронные датчики для обнаружения концентраций конкретных химических веществ в прекорнеальной (слезной) пленке. В контактные линзы можно встраивать компоненты неинвазивного контроля биомаркеров и показателей здоровья пользователя. Встроенные в линзы датчики могут позволить диабетикам отслеживать уровни сахара в крови путем анализа компонентов слезной пленки без необходимости забора крови. Кроме того, датчики линзы могут обеспечивать контроль pH, содержания холестерина, натрия и калия и для других биологических маркеров. Это может сэкономить время и затраты пациента, устранив необходимость в посещении лаборатории для анализов крови. В свою очередь датчики, соединенные с беспроводным передатчиком данных, могут обеспечить врачу почти мгновенный доступ к биохимическим показателям крови пациента.
При бесконечном количестве технологических достижений существует ряд трудностей встраивания электронных устройств в тонкую полимерную линзу, обладающую оптическими свойствами. Например, сложность заключается в получении таких компонентов непосредственно на линзе из-за ограничений по размеру. Компоненты необходимо встроить на площади около 1,5 см2 полимера. Что еще более важно, электронные компоненты должны быть достаточно удалены от жидкой среды глаза во избежание загрязнения. Также сложно монтировать и соединять друг с другом плоские электронные устройства на неплоских поверхностях линз. Кроме того, сложно изготовить комфортную для пользователя контактную линзу, учитывая наличие на ней дополнительных электронных компонентов.
Таким образом, в данной области существует потребность в образовании трехмерной подложки с точно осажденными на нее слоями, сообщающимися с микроэлектронными устройствами и источниками питания, для создания электрических соединений.
В данной области также существует потребность в образовании трехмерной подложки с осажденными на нее слоями и микроэлектронными устройствами, которая достаточно безопасна для введения в полость глаза.
Кроме того, в данной области существует потребность в образовании комфортной трехмерной подложки с осажденными на нее слоями и микроэлектронными устройствами, предназначенными для коррекции зрения, улучшения зрения и/или контроля биомаркеров и показателей здоровья пользователя.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В одном аспекте изобретения предлагаются способы получения биомедицинских и небиомедицинских устройств с энергообеспечением, которые включают этапы обеспечения контролируемой адгезии жесткой вставки, вкладыша-субстрата и/или электронных элементов в гидрогелевой части.
В другом аспекте изобретения предлагается способ получения шаблона для формирования рисунка на трехмерной подложке. Способ может включать этап обеспечения оправки, в поверхности которой выточена форма, соответствующая по форме трехмерной подложке. На первую область формы осаждают покровный слой. На вторую область формы, отличную от первой области, осаждают металлический слой. Затем удаляют часть оправки под покровным слоем в первой области и под металлическим слоем во второй области.
В еще одном аспекте изобретения предлагается способ формирования рисунка на трехмерной подложке при помощи шаблона. Способ включает этап накладывания шаблона на подложку. Шаблон включает первую область, отделенную от второй области кольцевым отверстием, образованным по ее периметру. Слой осаждают на подложку через это кольцевое отверстие.
В еще одном аспекте изобретения предлагается трехмерная подложка. Эта подложка включает секцию линзы и неплоскую секцию, образованную снаружи секции линзы. Кроме того, подложка включает кольцевой слой, образованный на неплоской секции. Этот слой имеет толщину менее чем около 100 мкм.
Таким образом, выше представлено довольно общее описание определенных аспектов изобретения для того, чтобы способствовать лучшему пониманию подробного описания и более взвешенной оценке вклада настоящего изобретения в данную область. Конечно, существуют дополнительные аспекты изобретения, которые будут описаны ниже и проиллюстрируют объект изобретения, изложенный в приложенной формуле изобретения.
Следует понимать, что в сфере своего применения изобретение не ограничивается отдельными элементами конструкции и расположением компонентов, которые приведены ниже в описании или показаны на чертежах. Настоящее изобретение также имеет другие аспекты, помимо описанных в настоящем документе, и может применяться на практике и осуществляться с помощью различных способов. Кроме того, следует понимать, что фразеология и терминология, используемые в настоящем документе, а также в реферате служат целям описания и не должны рассматриваться как ограничивающие.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
В целях облегчения более полного понимания изобретения приводится отсылка к прилагаемым чертежам, на которых одинаковым элементам соответствуют одинаковые числовые обозначения. Эти чертежи не следует считать ограничивающими изобретение, и они представлены исключительно в целях иллюстрации.
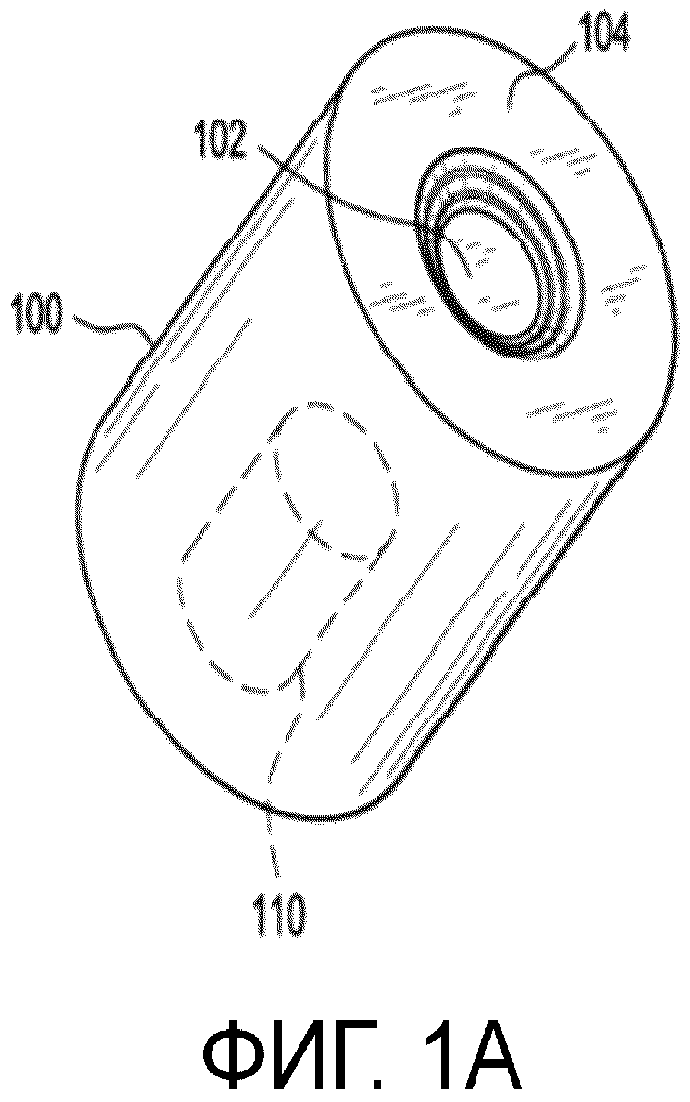
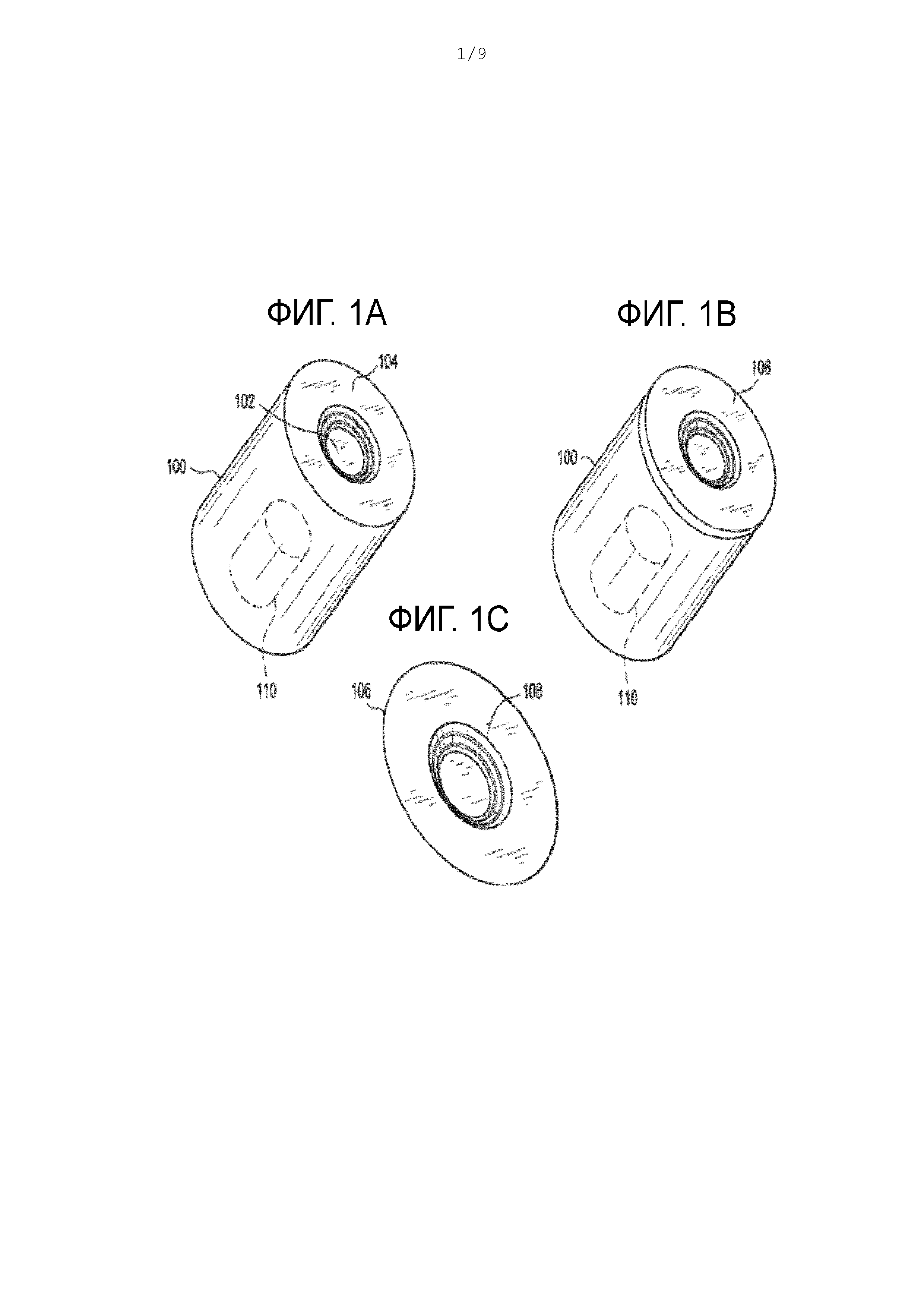
На Фиг. 1A, 1B и 1C схематически представлен первый пример оправки с одной заготовкой теневого шаблона в соответствии с настоящим изобретением.
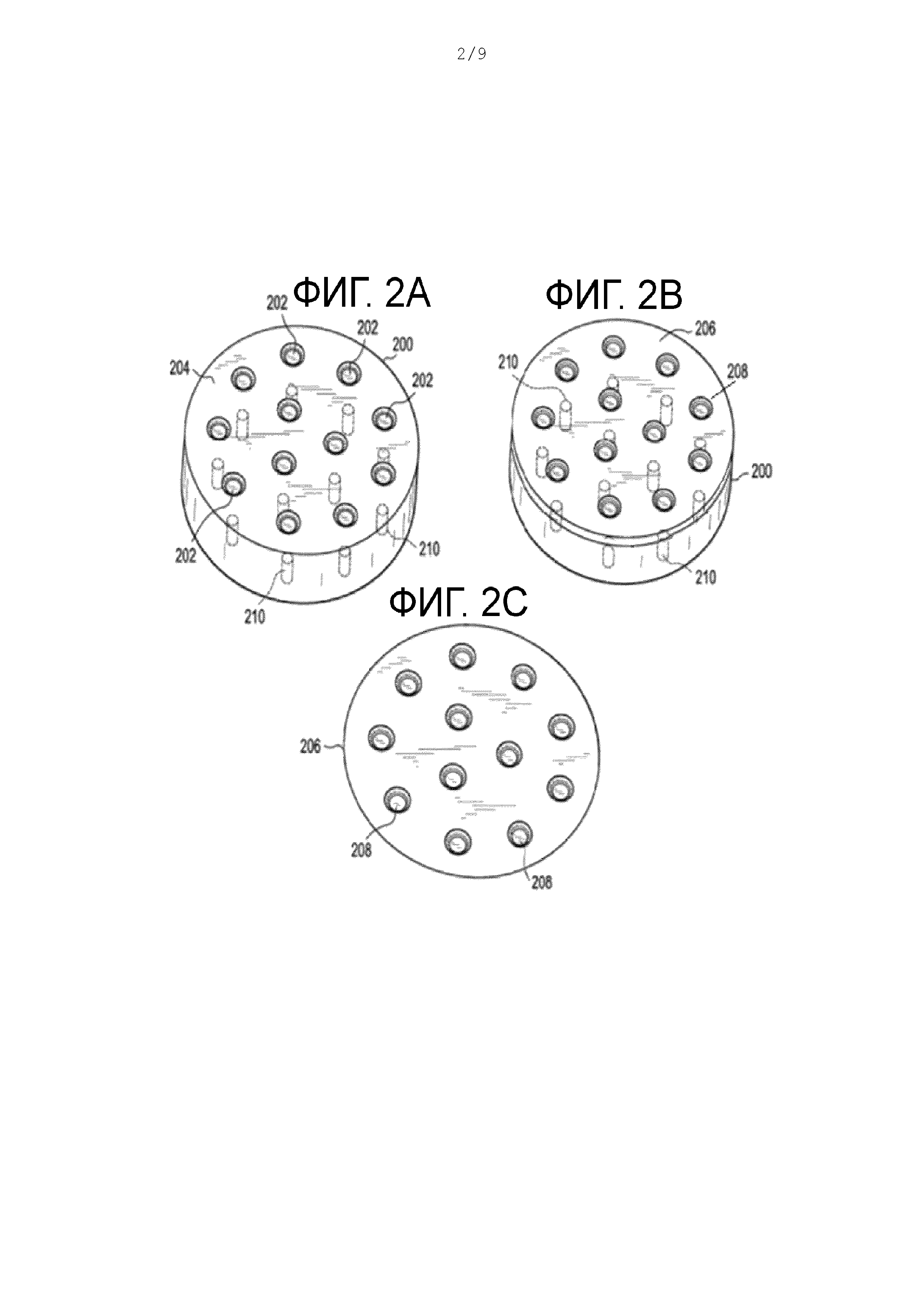
На Фиг. 2A, 2B и 2C схематически представлен второй пример оправки с множеством заготовок теневых шаблонов в соответствии с настоящим изобретением.
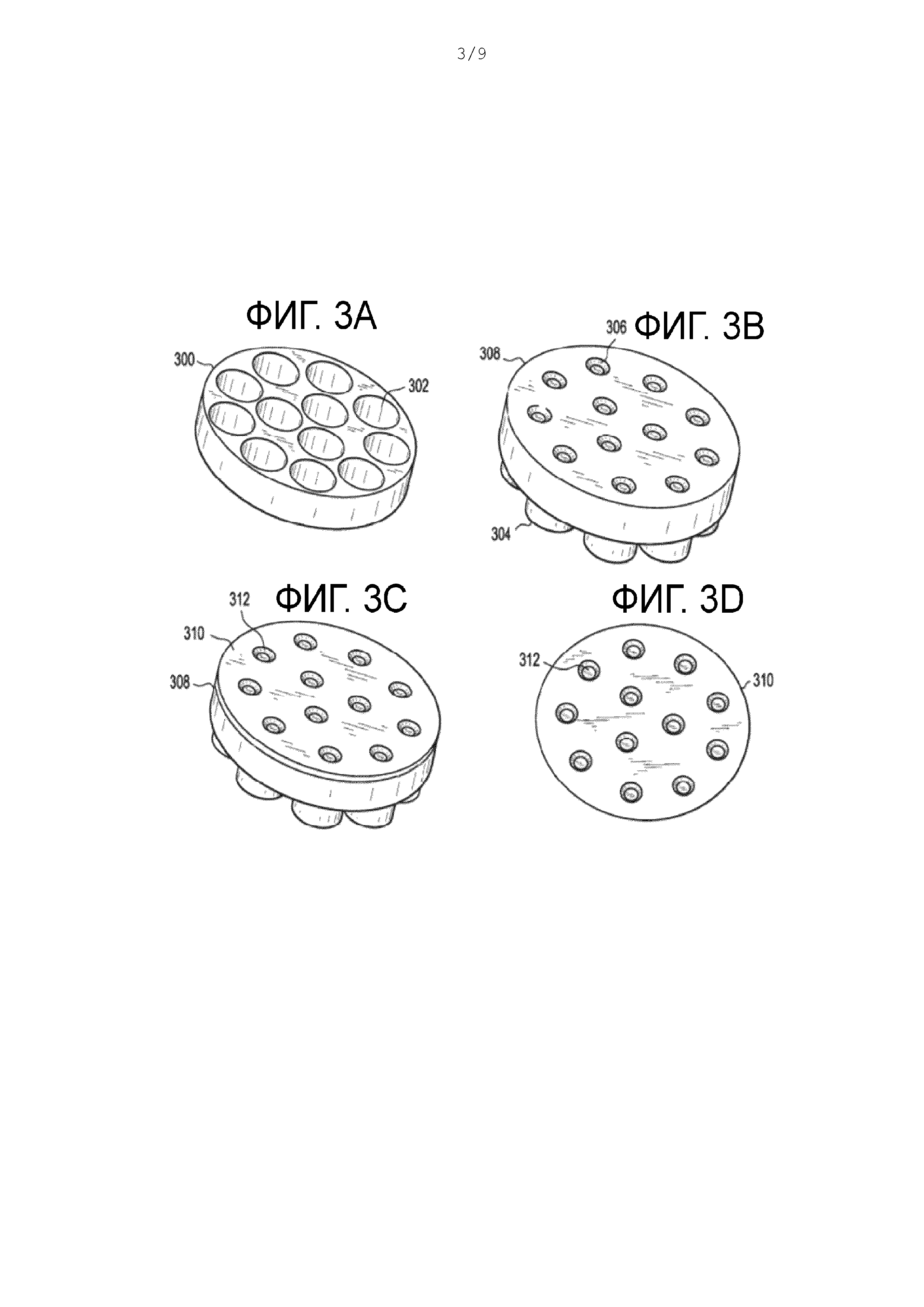
На Фиг. 3A, 3B, 3C и 3D схематически представлен пример узла оправки с множеством заготовок теневых шаблонов в соответствии с настоящим изобретением.
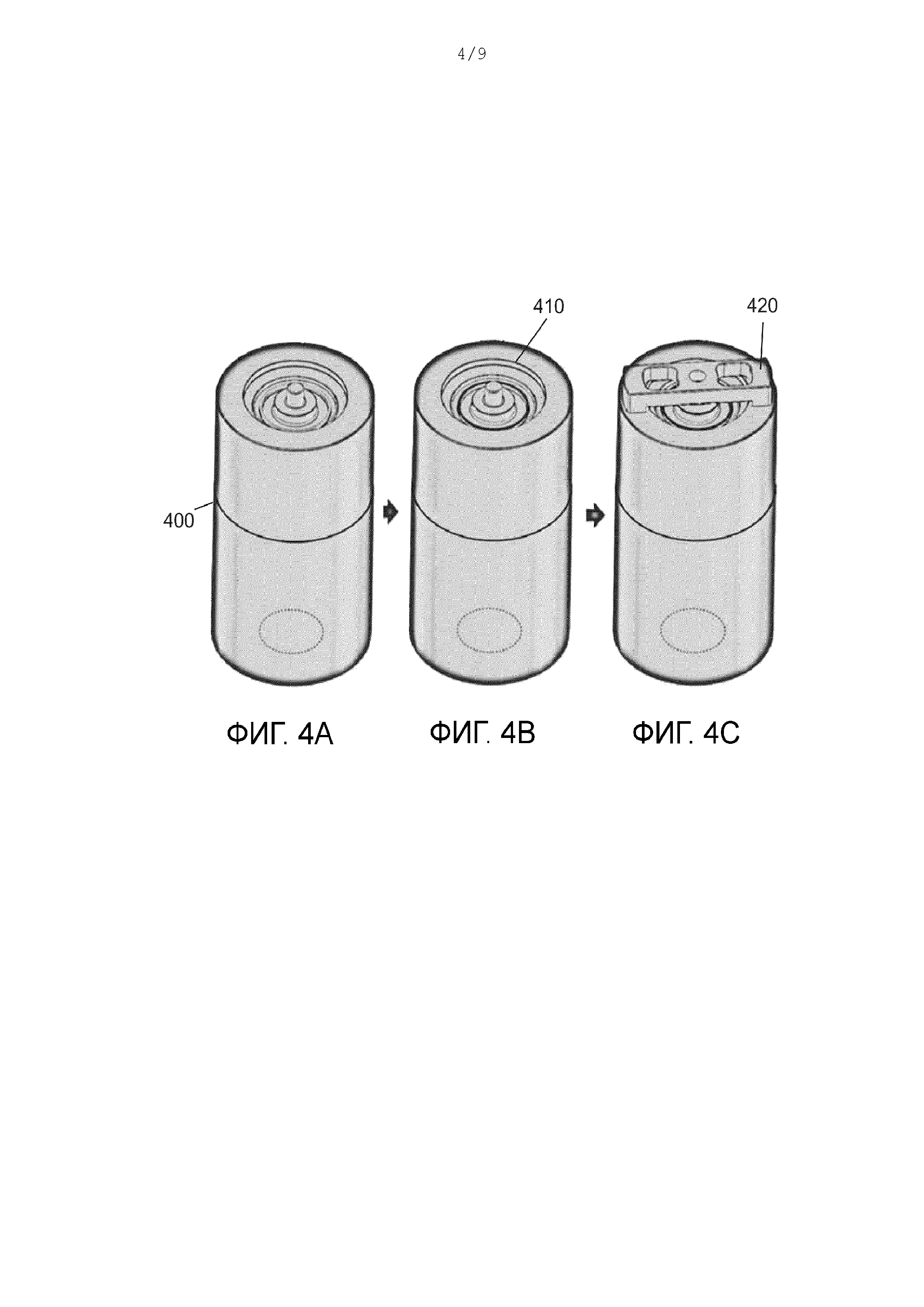
На Фиг. 4A, 4B и 4C схематически представлен пример методики изготовления гибридного шаблона для осаждения, которая включает эпоксидный/покровный шаблон в выточенной лунке оправки и мостовой компонент, расположенный над оправкой, в соответствии с настоящим изобретением.
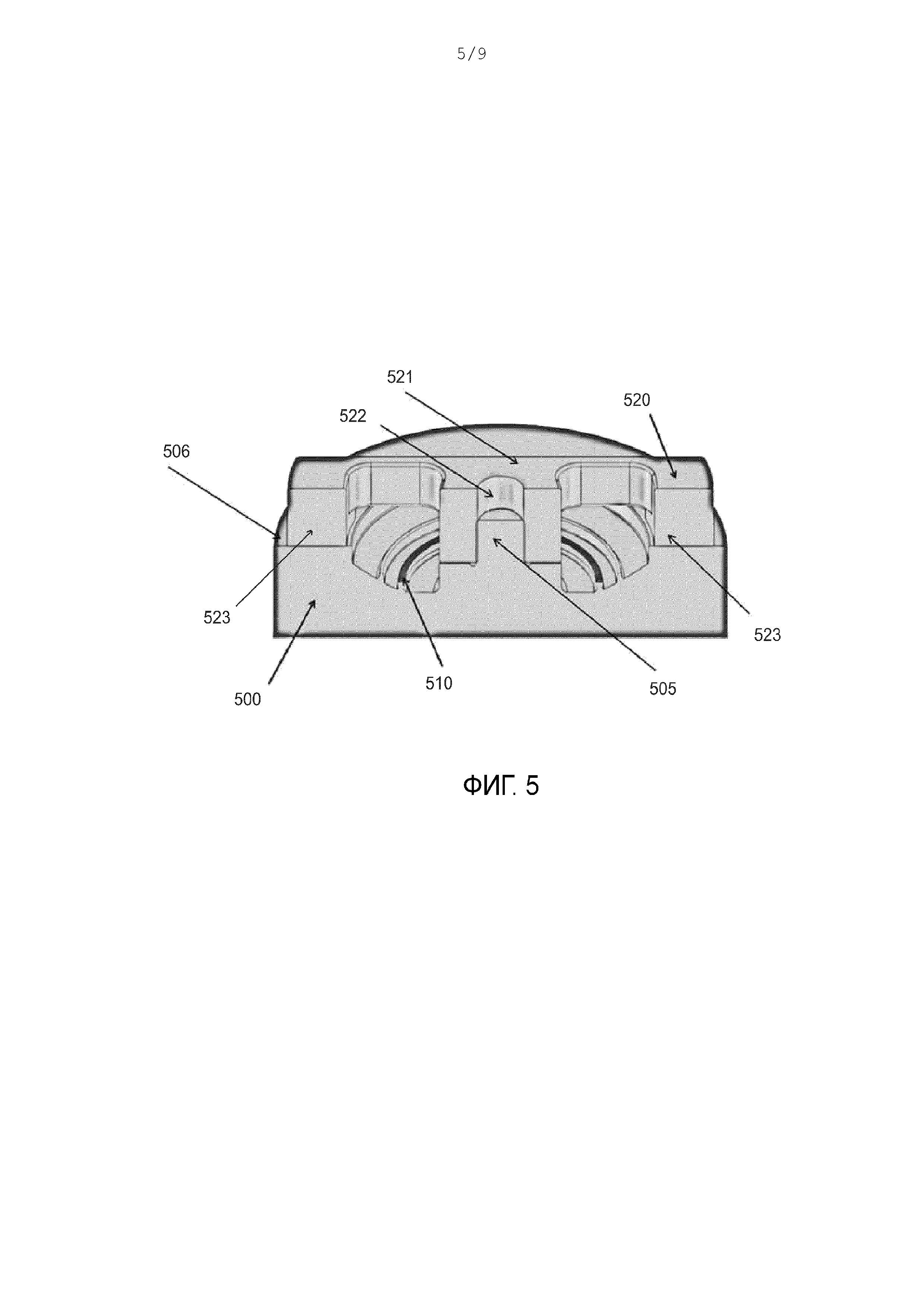
На Фиг. 5 представлен вид в поперечном сечении оправки и моста, изображенных на Фиг. 4C.
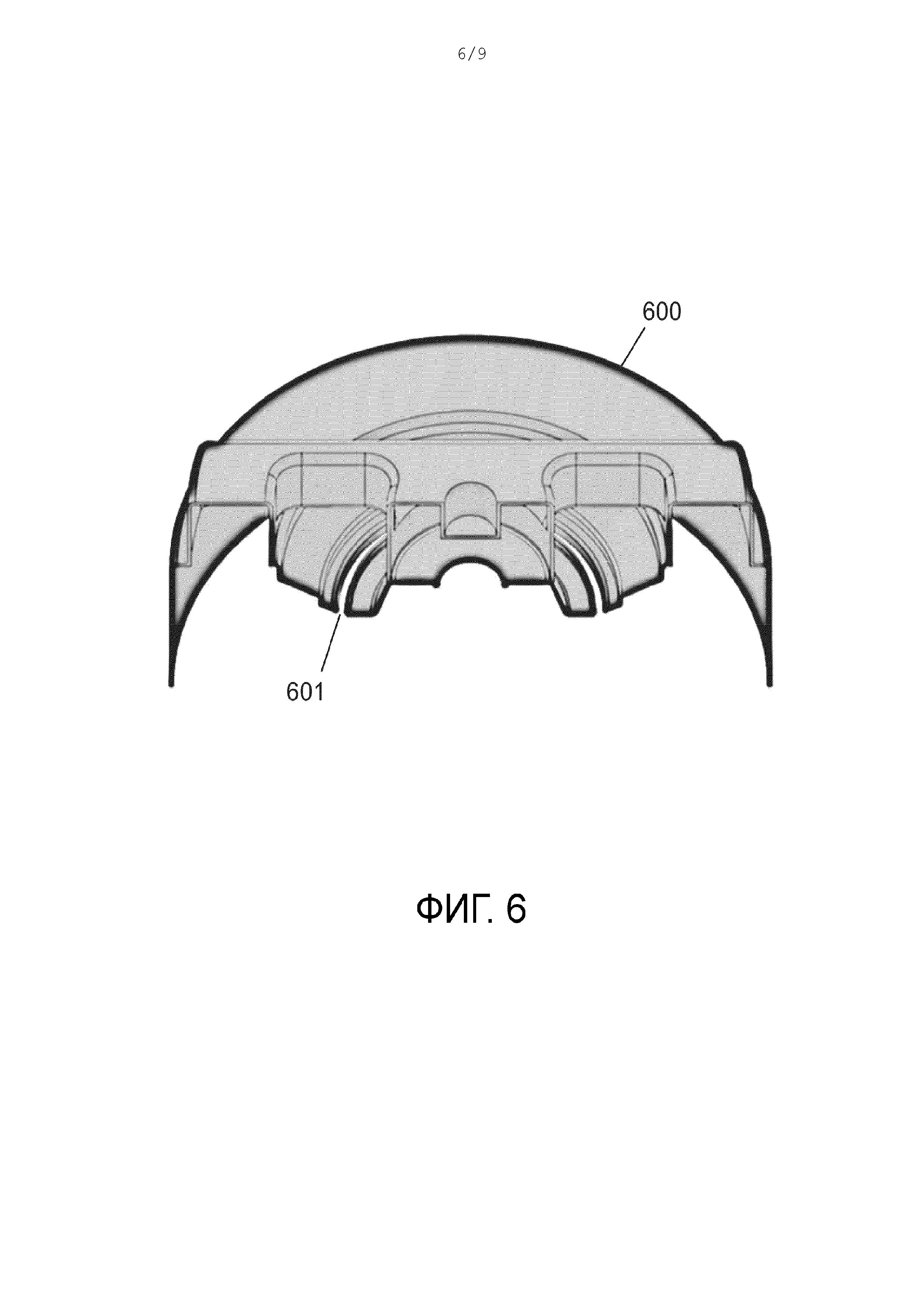
На Фиг. 6 представлен вид в поперечном сечении примера теневого шаблона в соответствии с настоящим изобретением.
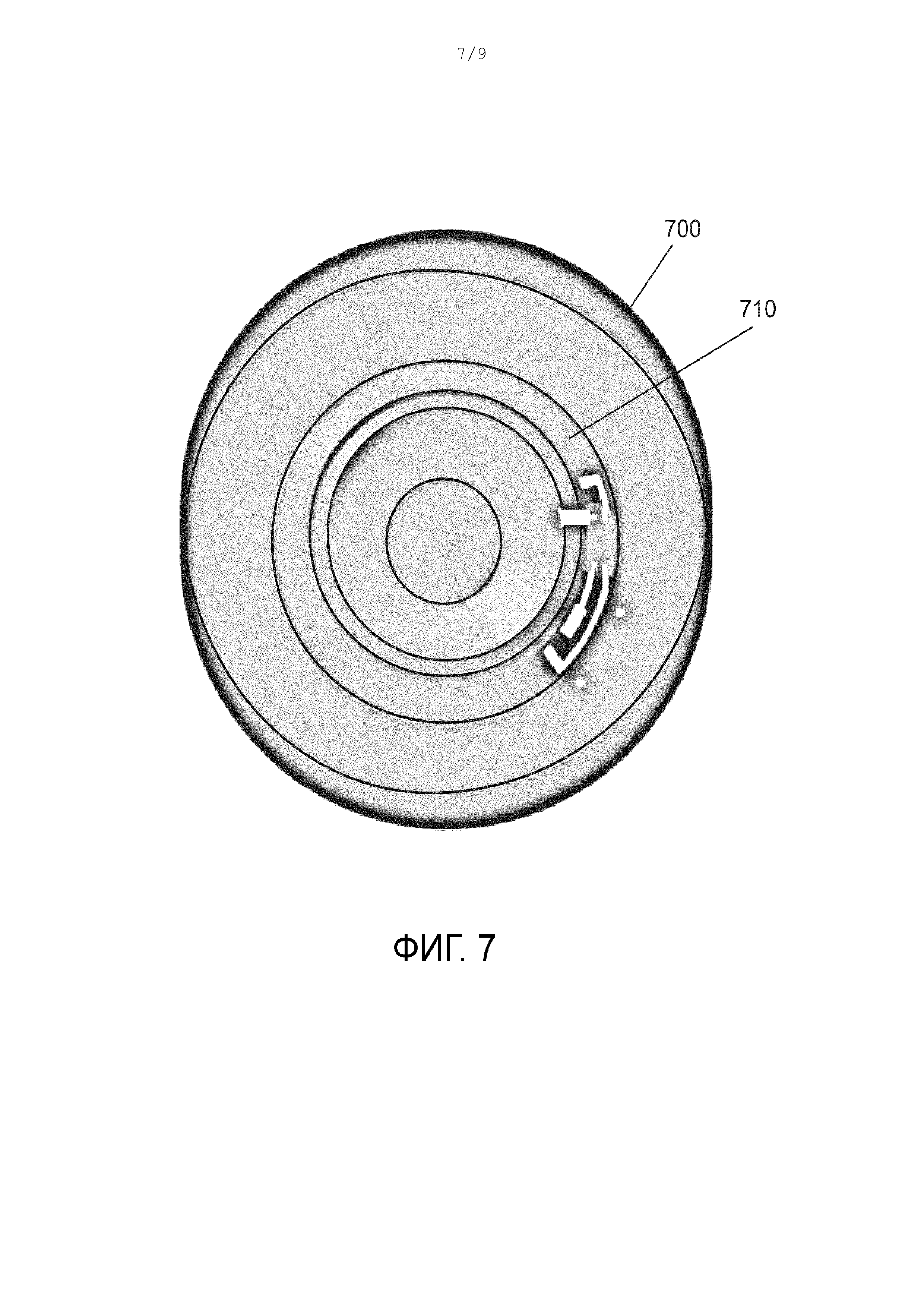
На Фиг. 7 схематически представлен пример теневого шаблона, включающий выточенную плоскую поверхность для размещения электронных компонентов на подложке, для которой нужно изготовить шаблон в соответствии с настоящим изобретением.
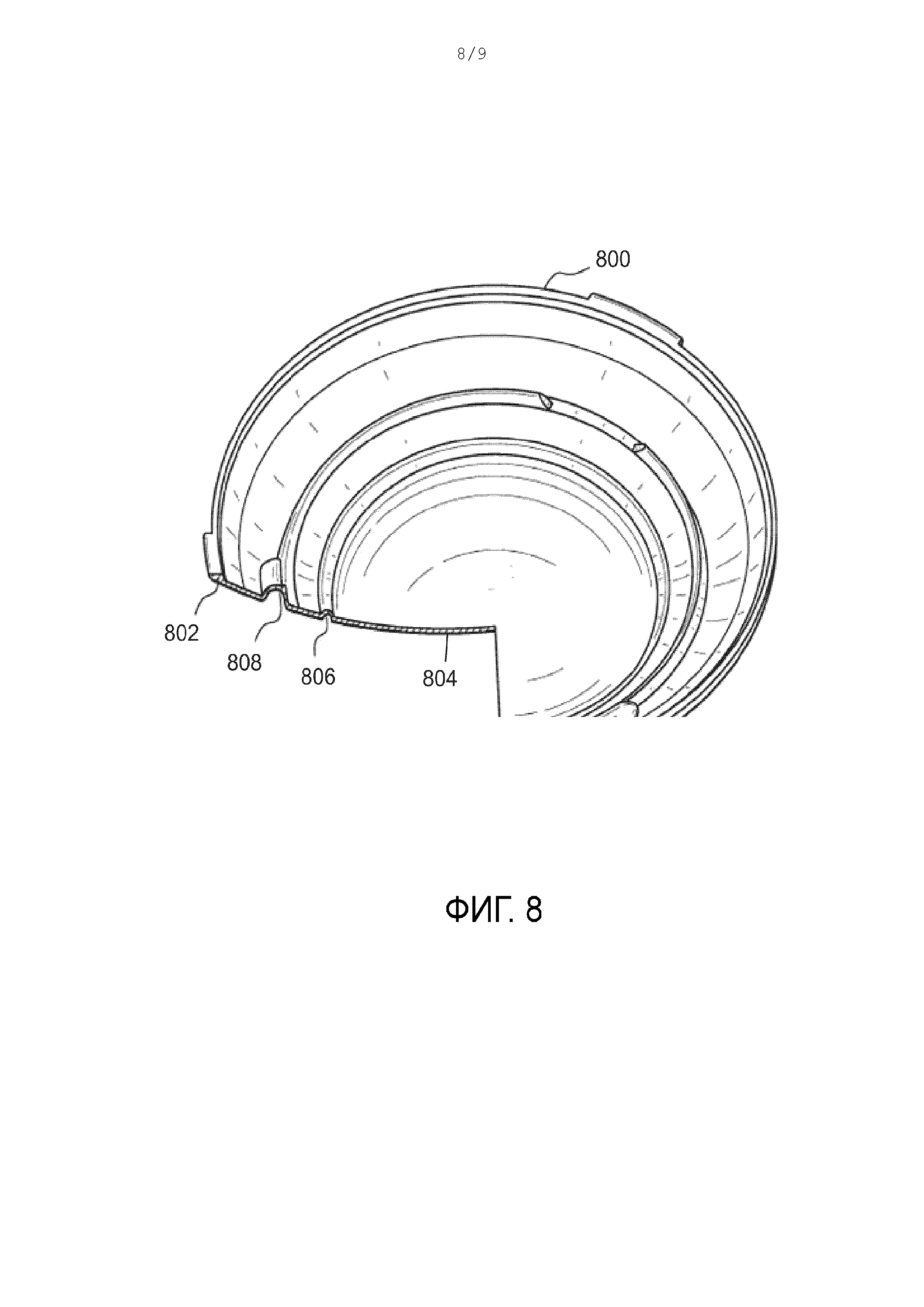
На Фиг. 8 схематически представлен пример трехмерной подложки с поверхностями, на которых с использованием шаблона можно выполнить соединения в соответствии с настоящим изобретением.
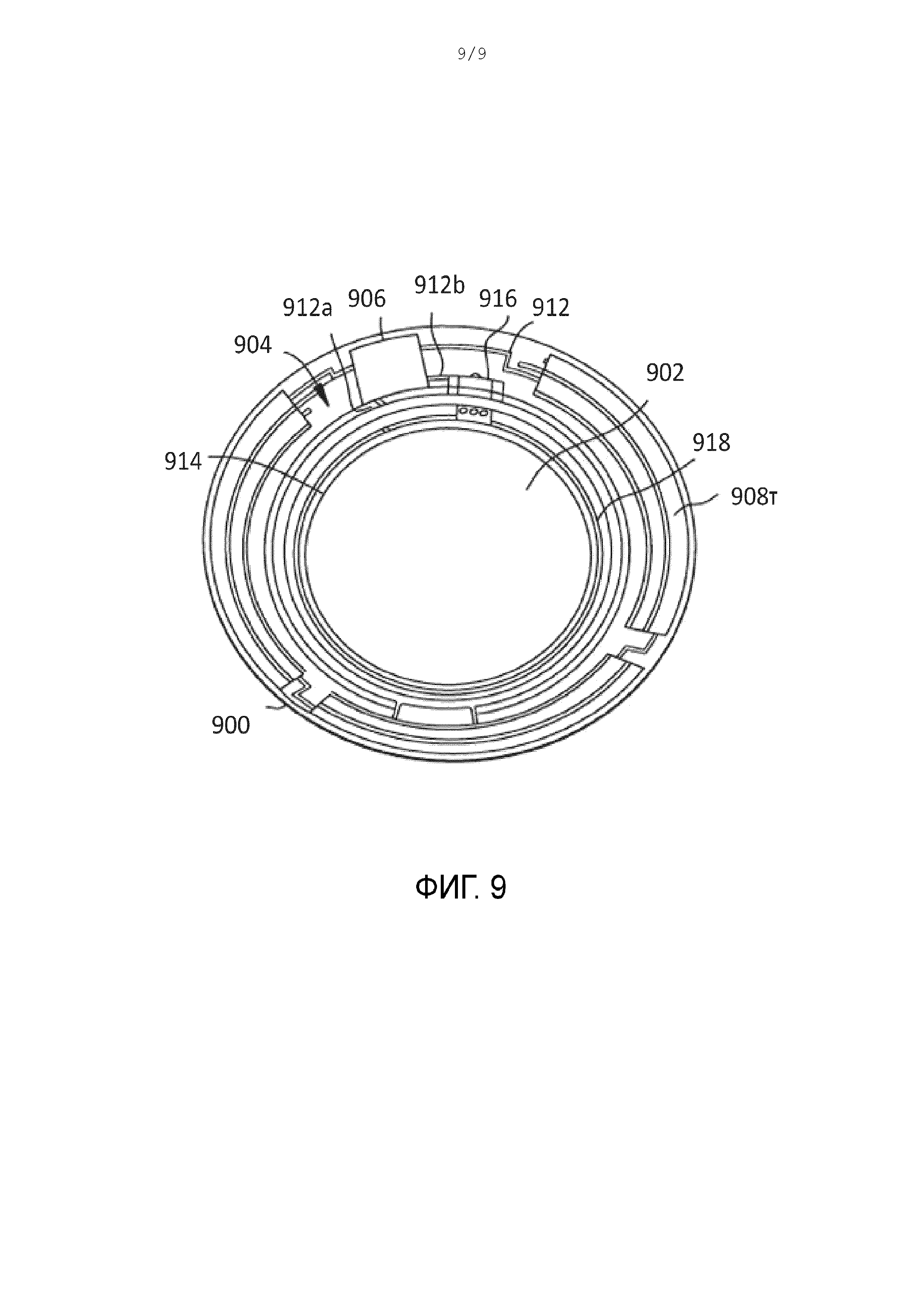
На Фиг. 9 схематически представлен пример контактной линзы, содержащей оптические и электронные компоненты.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже представлено описание изобретения со ссылкой на чертежи, на которых одинаковые номера позиций обозначают одинаковые детали по всему тексту настоящего документа.
В тексте данного описания ссылка на «один вариант осуществления», «аспект» и т. п. означает, что конкретный элемент, структура или характеристика, описанные в связи с аспектом, включены, по меньшей мере, в один аспект изобретения. Например, появление словосочетания «один вариант осуществления» или слова «аспект» в различных местах описания необязательно обозначает один и тот же аспект или же отдельные или альтернативные аспекты, взаимоисключающие другие аспекты. Более того, описаны особенности, которые могут проявляться в некоторых аспектах, но не проявляться в других аспектах. Аналогично описаны различные требования, которые могут относиться к некоторым аспектам и не относиться к другим аспектам.
Шаблоны обычно применяют для точного осаждения слоев материала на определенные места размещенной под шаблоном подложки. В частности, шаблоны включают закрытые и открытые области для формирования предварительно заданного рисунка на поверхности подложки. Более конкретно, эти рисунки можно использовать для образования соединений на ротационно симметричных поверхностях, а также на неротационно симметричных элементах, например плоских поверхностях трехмерной подложки. В соответствии с описанными в настоящем документе устройствами и способами настоящего изобретения высокоточные шаблоны можно изготавливать и затем применять для образования соединительных элементов на сложных неплоских трехмерных поверхностях, используемых в офтальмологической и медицинской сферах.
В первом аспекте изобретения предлагается способ получения шаблона для формирования рисунка на неплоской подложке. Для изготовления шаблона применяется оправка. Оправка имеет множество определений, включая, без ограничений, объект, используемый для машинной обработки, инструмент, который держит или иным образом фиксирует обрабатываемые материалы, и инструмент, который может использоваться для фиксирования других движущихся инструментов. Для целей настоящего изобретения оправка представляет собой базовую форму с одной или более частями, на которой создается теневой шаблон. Более конкретно, оправка представляет собой компонент, в котором или на котором можно образовать одну или более заготовок теневых шаблонов.
В одном примере осуществления оправка имеет по существу форму диска или цилиндра. Оправка содержит один или более валов, размещенных на одном конце и выполненных с возможностью прикрепления к токарному станку или аналогичному устройству. Противоположная плоская поверхность оправки выточена в соответствии с подробно описанной методикой, причем шероховатость ее поверхности предпочтительно составляет менее чем около 10 нм. На этой противоположной плоской поверхности оправки могут быть выточены одна или более форм-лунок. Предпочтительно элементы-лунки имеют глубину менее чем около 100 мкм. Более предпочтительно элементы-лунки имеют глубину менее 10 мкм. Выточенная поверхность оправки, включающая одну или более форм-лунок, по существу соответствует внутреннему профилю и элементам предмета(-ов), для которого(-ых) нужно изготовить шаблон. Элемент, для которого изготавливают шаблон, предпочтительно представляет собой трехмерную подложку. Более предпочтительно элемент, для которого изготавливают шаблон, представляет собой неплоскую трехмерную подложку. Еще более предпочтительно элемент, для которого изготавливают шаблон, представляет собой офтальмологическую линзу с размещенными на ней микроэлектронными устройствами.
В соответствии с одним вариантом осуществления на Фиг. 1A, 1B и 1C показан пример оправки 100, имеющей одну форму или форму-лунку 102, выточенную в ее плоской поверхности 104 (см. Фиг. 1A). На Фиг. 1B, показан пример оправки 100 с пластиной 106 заготовки теневого шаблона, на которой образована одна заготовка 108 теневого шаблона. На Фиг. 1C показан один вариант осуществления пластины 106 заготовки теневого шаблона, отделенной от оправки 100. Заготовку 108 теневого шаблона можно удалить из пластины 106 заготовки теневого шаблона с образованием теневого шаблона. В этом примере осуществления оправка 100 имеет по существу цилиндрическую форму, так как в ней вытачивается только одна форма 102. Крепежный вал 110 для фиксации оправки 100 на токарном станке показан пунктиром. В показанном примере осуществления форма 102 содержит ряд слоев и граней, которые соответствуют трехмерной подложке, на которой будет использоваться шаблон. Оправка 100 предпочтительно содержит алюминий, а одна заготовка 108 теневого шаблона предпочтительно содержит никель. Одна заготовка 108 теневого шаблона и теневой шаблон сам по себе могут быть изготовлены с использованием любого приемлемого способа, включая способы, описанные в данном документе. Предпочтительно толщина теневого шаблона составляет менее чем около 100 мкм. Кроме того, отношение толщины теневого шаблона к ширине рисунка составляет менее чем около 1. Иными словами, для рисунка шириной 100 мкм необходим теневой шаблон толщиной около 100 мкм или менее. Предпочтительно ширина теневого шаблона составляет от около 100 до 75 мкм.
В соответствии с другим вариантом осуществления на Фиг. 2А, 2В и 2С показан пример дискообразной оправки 200, которая имеет множество форм или форм-лунок 202, выточенных в одной ее плоской грани 204 (Фиг. 2А), пример дискообразной оправки 200 с пластиной 206 заготовки теневого шаблона, включая множество образованных на ней заготовок 208 теневого шаблона (Фиг. 2В), и пластина 206 заготовки теневого шаблона, отделенная от оправки 200 (Фиг. 2С). Множество заготовок 208 теневых шаблонов можно удалить из пластины 206 заготовки теневого шаблона с образованием теневых шаблонов с использованием того же способа, который используется для изготовления шаблонов из заготовок, например, лазерной обработки. В этом примере осуществления оправка 200 имеет по существу форму диска для размещения множества выточенных в ней форм 202. Размер форм 202, число форм 202 и размер оправки 200 связаны друг с другом или зависят друг от друга. Множество форм 202 может быть расположено в любой приемлемой конфигурации. Крепежный вал 210 для фиксации оправки 200 на токарном станке, показанный пунктиром, расположен по центру за каждой формой 202 на противоположной плоской грани.
В показанном на Фиг. 2A примере осуществления каждая форма 202 содержит идентичные рисунки слоев и граней, которые соответствуют трехмерной подложке, в которой должны использоваться шаблоны; однако на одной оправке могут использоваться различные формы. Как указано выше, оправка 200 предпочтительно содержит алюминий, а множество заготовок 208 теневого шаблона предпочтительно содержат никель. Заготовки 208 теневого шаблона и теневые шаблоны сами по себе можно изготовить с использованием любого приемлемого способа, включая способы, описанные в данном документе.
В соответствии с альтернативным примером осуществления на Фиг. 3A представлена дискообразная структура 300 с множеством образованных в ней отверстий 302. Эту по существу дискообразную структуру 300 можно изготовить из любого ряда материалов, включая алюминий, как описано выше. Сквозные отверстия 302 имеют размеры, позволяющие вмещать структуры 304 оправки с одной формой или формой-лункой 306. На Фиг. 3B представлена комбинация по существу дискообразной структуры 300 (показанной на Фиг. 3А) и множества отдельных структур 304 оправки, которые образуют узел 308 оправки. Одна структура 304 оправки и по существу дискообразная структура 300 могут содержать любое приемлемое средство для разъемного прикрепления друг к другу, например, посредством резьбы. Если элементы соединены таким образом, в один узел 308 оправки можно включить различные формы 306. На Фиг. 3C представлен узел 308 оправки с пластиной 310 заготовки теневого шаблона и связанными с ней заготовками 312 теневых шаблонов. На Фиг. 3D представлена пластина 310 заготовки теневого шаблона, отделенная от узла 308 оправки.
Как показано на Фиг. 1-3, одна или более форм-лунок являются по существу симметричными. В частности, вращающийся инструмент присоединяют к одному или более валам в оправке, совпадающим с центром одной или более форм-лунок. Оправка предпочтительно изготовлена из легкого материала для обеспечения меньших движений при обработке формы. Оправка также выполнена с возможностью выдерживать нагрузки, напряжения и износ при многократном использовании. В одном примере осуществления оправка изготовлена из легкого и относительно недорогого металлического материала с высоким отношением прочности к весу. Предпочтительно этот материал представляет собой алюминий из-за его пластичности и способности к химическому растворению. В результате можно получить форму-лунку, повторяющую внутренний профиль трехмерной подложки.
Для вытачивания формы-лунки можно использовать любой способ, известный специалистам в данной области. Например, токарный станок или другое токарное оборудование, такое как фрезерный станок или станок-автомат с кольцевым столом, могут быть оснащены природным или синтетическим алмазным инструментом для изготовления одной или более форм. Этот процесс обычно называется алмазным точением. Алмазное точение представляет собой многоступенчатый процесс, в котором начальные этапы обработки осуществляются с использованием серии станков с числовым программным управлением. Каждая последующая обработка на токарном станке в серии точнее предыдущей. На заключительном этапе серии алмазный инструмент используется для достижения субнанометрового уровня отделки поверхности и субмикронной точности формы.
В альтернативном варианте осуществления одну или более форм-лунок можно получить при помощи обработки электронным зарядом. По существу обработка электрическим зарядом представляет собой производственный процесс, при котором предварительно заданную форму получают с использованием электрических разрядов для удаления материала, тем самым создавая предварительно заданную форму. В одном примере осуществления лунка, которую выточили в оправке, будет по существу идентична форме для литья трехмерной подложки, для которой нужно изготовить шаблон. Лунка может включать плоские и неплоские поверхности. Например, плоская поверхность может присутствовать в лунке и соответствовать размещенной на подложке плоской поверхности для размещения электронных компонентов, включая, без ограничений, кристаллы, батареи и электроды.
В еще одном варианте осуществления, после того как форма-лунка была выточена в оправке 400, как показано на Фиг. 4A, в лунку осаждают покровный слой 410 материала шаблона, как показано на Фиг. 4B. Предпочтительно покровный шаблон состоит из неметаллического материала. В одном примере осуществления неметаллический материал содержит эпоксидную смолу. Кроме того, можно использовать любой материал, если он не помешает процессу электроосаждения никеля. В частности, слой образуется в первой области формы. Первую область можно образовать по периметру формы. Предпочтительно она представляет собой кольцо в 360 градусов вокруг формы. Осажденный слой может предпочтительно иметь толщину в диапазоне от толщины теневого шаблона и до нескольких атомных слоев. Предпочтительно толщина осажденного слоя составляет 100 мкм или менее. Кроме того, ширина осажденного слоя предпочтительно составляет 100 мкм или менее. При последующем процессе изготовления шаблона для трехмерной подложки, как более подробно описано ниже, область, где размещается эпоксидная смола, используется для осаждения и нанесения рисунка в конкретном месте на трехмерной подложке. Теневые шаблоны можно использовать повторно. Например, в одном варианте осуществления теневой шаблон можно использовать для осаждений числом от нескольких до нескольких сотен. В дополнительном варианте осуществления теневой шаблон можно очищать и использовать неограниченное число раз.
В еще одном варианте осуществления теневой шаблон включает мостовой компонент 420, показанный на Фиг. 4C. Предпочтительно мост может представлять собой единственную и единую структуру. Мост может быть образован из любого материала. Предпочтительно мост выполняют из того же материала, что и оправку. Мост включает верхнюю и нижнюю плоские поверхности. Мост располагается по существу над выточенной формой, размещенной в оправке. Секции моста могут пересекать отверстие в форме. В одном примере осуществления мост включает горизонтальную основную часть, перпендикулярную осевому направлению оправки. Предпочтительно, чтобы высота моста была такой, чтобы не мешать процессу формирования рисунка/электроосаждения. Мост и оправка выполнены так, чтобы сохранять целостность и пригодность к использованию деталей после растворения алюминия.
Оправка и мост в поперечном сечении показаны на Фиг. 5. Основная часть 521 моста включает одно или более отверстий. Отверстия позволяют более эффективно наносить покрытие на детали на следующем этапе. Предпочтительно основная часть 521 включает центральное отверстие 522, размещенное непосредственно над центральной частью оправки. Выступающая часть 505 оправки, выполненная предпочтительно машинной обработкой, размещается в выточенной лунке и выступает вверх в осевом направлении в центральной части оправки. Предпочтительно центральное отверстие 522 моста, т. е. гнездовая часть, выполнено с возможностью совмещения с выступающей частью 505 выточенной лунки, т. е. штырьковой частью, за счет чего образуется надежное соединение.
Мост также включает ножки 523, размещенные на противоположных концах основной части. Ножки 523 проходят в осевом направлении оправки 500 из нижней поверхности основной части 521 моста 520 к верхней плоской поверхности оправки 500, размещенной смежно с выточенной лункой. Предпочтительно нижняя поверхность каждой ножки 523 упирается в верхнюю плоскую поверхность 506 оправки 500. В одном примере осуществления мост 520 содержит две ножки 523, расположенные на равном расстоянии от центрального отверстия 522 и непосредственно напротив друг друга, например, под углом 180 градусов относительно друг друга.
В дополнительном варианте осуществления одна или более заготовок теневых шаблонов образуются в форме(-ах) оправки и поверх моста посредством процесса электролитического осаждения или электроформовки. Таким образом, заготовки теневых шаблонов являются предшественниками готовых шаблонов, используемых для формирования рисунка на трехмерных подложках. Таким образом, они повторяют геометрию формы, которая в свою очередь повторяет геометрию трехмерной подложки, для которой затем изготавливают шаблон. Таким образом, форма накладывается на трехмерную подложку, по существу совпадая с ней. Для обеспечения оптимального осаждения на подложку предпочтительной является конструкция с плотным наложением. Дефекты в форме могут привести к попаданию материала под шаблон на нежелательные зоны подложки. В результате возможно нарушение емкости и других характеристик образованных на подложке электронных устройств. Это также может повлиять на пропускающие, отражающие и рассеивающие свойства оптически прозрачного или непрозрачного рисунка.
Существует множество металлических материалов, которые могут использоваться для изготовления заготовок теневого шаблона. В одном примере осуществления заготовку теневого шаблона изготавливают из никеля. Предпочтительно осажденный металл имеет толщину менее чем около 100 мкм. По существу отношение толщины теневого шаблона к ширине рисунка составляет около 1 или менее. Следовательно, для рисунка шириной 100 мкм необходим теневой шаблон толщиной около 100 мкм или менее. Предпочтительно толщина теневого шаблона составляет от около 75 до 100 мкм. Однако отмечается, что толщина заготовки теневого шаблона может варьироваться в зависимости от применения.
Вместо образования заготовки теневого шаблона при помощи электроформовки можно использовать другой приемлемый способ. Электроформовка является хорошо известным способом формования, в котором тонкие части изготовлены с использованием процесса электролитического осаждения. Электроформовка используется в случаях, когда изготавливаемая часть является сложной и имеет крайние допуски. Электролитическое осаждение представляет собой процесс, при котором ионы металлов в растворе перемещаются под действием электрического поля для покрытия или нанесения металла на основу, которую затем удаляют после завершения нанесения покрытия. Из-за характера этой методики с ее помощью можно добиться высокой точности структур. Иными словами, электроформовка воспроизводит форму точно без усадки или деформации.
В одном примере осуществления толщина осажденного металлического слоя оставляет менее чем около 100 мкм. Полученный шаблон накладывают на трехмерную подложку для формирования рисунка в виде одного или более дополнительных слоев. Предпочтительно шаблон накладывают таким образом, чтобы оставалось менее чем около 5 мкм от переднего оптического элемента, расположенного на подложке. Снижение толщины матрицы связано с улучшением контроля размерности осаждаемого на подложку слоя, что, как будет более подробно описано ниже, приводит к снижению емкости между образованными на подложке электрическими компонентами.
В дополнительном варианте осуществления, как показано на Фиг. 6, осажденный металл наносится поверх верхней плоской поверхности оправки, внутрь выточенной лунки и поверх моста. В одном примере осуществления металлический слой наносят на вторую область формы. Осажденный металл избирательно наносят внутрь выточенной лунки вдоль поверхностей и областей, отличных от первой области формы, на которую осажден покровный слой. Более предпочтительно, чтобы осажденный металл во второй области располагался смежно с осажденным покровным слоем первой области. Как показано на Фиг. 6, покровный слой удаляют, как более подробно описано ниже, в соответствии со следующим этапом способа формирования шаблона.
Заготовка теневого шаблона, образованная верхней частью оправки и мостом (и эпоксидным/покровным шаблоном) затем удаляется с остальной части оправки. Заготовку теневого шаблона можно удалить разными способами, включая, например, химическое или физическое отделение. В одном варианте осуществления химически растворяют часть оправки под заготовкой теневого шаблона. Предпочтительно, чтобы после процесса растворения под металлическим слоем и покровным слоем оставалось менее 100 мкм алюминия. Более предпочтительно, чтобы под металлическим и покровным слоем растворялся весь алюминий оправки. В другом варианте осуществления заготовки теневого шаблона физически отделяют от оправки вручную или посредством роботизированных манипуляторов и помещают в фиксатор для дальнейшей обработки.
В дополнительном варианте осуществления после удаления теневого шаблона с оправки покровный шаблон снимают с теневого шаблона. В одном примере осуществления покровный шаблон отделяют от металлического слоя. Предпочтительно удаление эпоксидного покровного шаблона выполняют термическим способом. Например, эпоксидную смолу можно испарить или разложить для облегчения отделения посредством отслаивания. Также можно использовать химическое или плазменное травление, если процесс травления не влияет на материал шаблона. В результате по периметру теневого шаблона образуется отверстие 601 кольцевой формы. Это отверстие идентично и соответствует по форме области, где изначально располагался покровный шаблон. Поперечное сечение шаблона 600 представлено на Фиг. 6. Как показано на фигуре, толщина теневого шаблона составляет около 100 мкм или менее. Как показано на Фиг. 6, мостовой компонент можно использовать для фиксации к нему верхней части оправки, учитывая удаление кольцевого покровного шаблона.
В еще одном варианте осуществления на шаблон можно нанести необходимые рисунки. Необходимый рисунок соответствует конкретному применению, например, в качестве электрических соединений. Рисунок может быть образован с использованием любого приемлемого средства, например лазерной обработки, лазерной абляции и/или химического травления. В примере осуществления рисунок в заготовке теневого шаблона образуют с помощью лазерной микрообработки. Соответственно, после удаления заготовок теневого шаблона из оправки их помещают в крепежный фиксатор, который совместим с системой лазерной обработки. Точность доступных в настоящее время лазерных систем позволяет осуществлять микрообработку чрезвычайно сложных рисунков.
В еще одном варианте осуществления выточенная в оправке лунка, как описано выше, может быть выточена так, чтобы она содержала неротационно симметричную область. Как показано на Фиг. 7, шаблон 700 имеет плоскую зону 710, например плоскую область, для размещения электронного устройства, такого как кристалл, полупроводник или электрод. Плоская зона способствует обеспечению более быстрых соединений и реакций между электрическими компонентами. Также в оправку и теневой шаблон могут быть встроены совмещающие элементы, чтобы их можно было использовать в автоматизированных процессах сборки и производства.
В соответствии с дополнительным аспектом настоящего изобретения предлагается способ формирования рисунка на слое трехмерной подложки. Например, готовые шаблоны переносят из устройства для лазерной микрообработки на временное крепление к подложке, для которой нужно изготовить шаблон, позволяющий получить конечный продукт. Например, если конечный продукт должен использоваться в качестве подложки для электрических соединений на вставке для контактной линзы с энергообеспечением, теневой шаблон может фиксироваться к передней оптической части специальным фиксатором, который обеспечивал бы осаждение соединительного материала на подложку через отверстия в теневом шаблоне. В одном примере осуществления осаждаемый материал может проходить через кольцевое, 360-градусное отверстие, образованное в теневом шаблоне. Можно использовать любой приемлемый способ осаждения, известный специалистам в данной области, при условии его совместимости с подложкой.
В одном примере осуществления трехмерная подложка является неплоской. Более предпочтительно подложка является по существу неплоской. Существует множество способов создания трехмерной подложки. В некоторых примерах осуществления для образования объекта может применяться литье под давлением. Другие примеры осуществления могут быть получены путем формирования различных материалов, таких как пластиковая пленка, когда термический нагрев пластикового листа и давление со стороны формирующих частей формы для литья обеспечивают формирование трехмерных деталей из пластиковых листов. В других примерах осуществления может использоваться, например, штамповка металлических пленок или электроформовка металлических материалов для получения трехмерных форм с последующим покрытием полученных изделий изолирующим материалом, чтобы впоследствии получить электрические соединения. Приемлемыми могут быть другие процессы, с помощью которых можно сформировать изделия трехмерной формы, например стереолитография или воксельная литография. Специалист в данной области без труда определит, что приемлемым является любой способ получения трехмерной формы, которая изготовлена из электрически изолирующего материала или может быть покрыта электрически изолирующим материалом.
В одном примере осуществления, как показано на Фиг. 8, предлагается подложка 800, такая как офтальмологическая линза. На Фиг. 8 показано несколько отличительных свойств трехмерного аспекта подложки 800 путем изображения поперечного сечения части подложки 800. Подложка 800 содержит внешнюю часть, или край 802, центральную часть, или центральную зону 804, и промежуточные элементы 806 и 808. Как показано на фигуре, каждый из этих промежуточных элементов 806 и 808 имеет свою собственную локализованную трехмерную топологию.
В сферах применения офтальмологических линз разница в высоте от зоны края 802 до центральной зоны 804 может составлять до 4 (четырех) миллиметров, и для промежуточных элементов 806 и 808 может быть характерна разница локализованной высоты от 0,001 до 0,5 миллиметров с наклоном боковых стенок в диапазоне от около 2 (двух) до около 90 (девяноста) градусов.
Шаблон накладывают поверх трехмерной подложки. Любой теневой шаблон, изготовленный в соответствии с настоящим изобретением, может использоваться для соответствия точной форме подложки 800. Иными словами, теневой шаблон, полученный в соответствии с настоящим изобретением, должен точно соответствовать форме подложки и располагаться как можно ближе (поверхность к поверхности) к подложке, насколько это возможно. Предпочтительно, чтобы зазор между наложенным шаблоном и передним оптическим элементом, размещенным на плоской зоне по существу неплоской подложки, составлял менее чем около 15 нм. В частности, если между шаблоном и подложкой имеется зазор, то осаждение материала может не ограничиваться четкими краями, определенными шаблоном. Вместо этого материал может распространиться на элементы, расположенные вблизи с элементами, определенными шаблоном. В некоторых случаях с близко расположенными друг к другу параллельными линиями нечеткое задание формы осаждаемых элементов может привести к формированию между ними проводящих перемычек.
После совмещения шаблона и размещения его на по существу совпадающей по форме трехмерной подложке можно выполнить процесс осаждения через теневой шаблон. Существует множество методов осаждения, которые можно использовать в данном случае для создания тонкой пленки. Например, можно использовать осаждение распылением. Также можно использовать множество пленок. Например, пленки могут включать металлические пленки, диэлектрические пленки, диэлектрические пленки с высоким значением диэлектрической постоянной, проводящие и непроводящие эпоксидные материалы и другие проводящие и непроводящие пленки. Например, можно использовать золото, прозрачные проводящие материалы (например, ITO), диэлектрики (например, нитрид кремния, диоксид кремния и т. п.). В предпочтительном варианте осуществления используется золото. Кроме того, в каждой из этих категорий возможно широкое разнообразие подходящих материалов, которые можно использовать для формирования пленок, пригодных для применения в данной области. Без ограничений общей сферы изобретения, к некоторым материалам, представляющим особый интерес, могут относиться оксид индия-олова (ITO), графен, углеродные наночастицы и нановолокна.
После этапа осаждения в предварительно заданном месте на подложке образуется пленка подходящей толщины. Реализуется готовый продукт - подложка с напрямую сформированными соединениями. В соответствии с данными испытаний емкость соединительных элементов составляет менее 70 пикофарад. Более предпочтительно емкость составляет менее чем около 50 пикофарад. В предпочтительном варианте осуществления емкость составляет менее чем около 20 пикофарад. Этот эффект реализуется благодаря точности кольцевого 360-градусного слоя, осажденного на подложку.
В еще одном варианте осуществления после формирования проводящих слоев, например дорожек, снова можно применить обработку посредством лазерной абляции. Если проводящие дорожки или взаимно соединенные элементы, образованные с помощью теневого шаблона, не характеризуются точностью, которую можно получить при использовании лазерной абляции, проводящие дорожки или взаимно соединенные элементы могут быть скорректированы или дополнительно образованы с использованием лазерной абляции. В некоторых примерах осуществления такая корректировка может привести к повышению производительности при изготовлении изделий, поскольку становится возможным получение с помощью изготовления теневого шаблона элементов, очень близких к требуемым в конечном продукте, с их последующей точной корректировкой лазерной абляцией.
Пример электронной контактной линзы или контактной линзы с энергообеспечением содержит необходимые элементы для коррекции и/или улучшения зрения пациентов с одним или более дефектами зрения или для осуществления иной полезной офтальмологической функции. Кроме того, линзу можно использовать просто для улучшения нормального зрения или для предоставления широкого спектра функций. Электронная контактная линза может содержать оптическую линзу с переменным фокусом, переднее оптическое устройство в сборе, встроенное в контактную линзу, или же электронные компоненты встраиваются напрямую без линзы для обеспечения любой приемлемой функциональной возможности. Пример электронной линзы можно включить в любое число контактных линз.
На Фиг. 9 представлен пример контактной линзы 900, которая содержит как оптические, так и электронные компоненты, из-за чего возникает необходимость в электрических и механических соединениях. Контактная линза 900 содержит оптическую зону 902, которая может или не может функционально обеспечивать коррекцию и/или улучшение зрения, или альтернативно может просто использоваться в качестве подложки для встроенных электронных компонентов для любой приемлемой функциональности. В показанном примере осуществления полимер или пластик, образующий оптическую зону 902, удален, так как он образует подложку 904, на которую прикрепляются электронные компоненты. Такие электронные компоненты, как полупроводящие кристаллы 906 и батареи 908, механически и электрически присоединены к подложке 904. Такие электронные компоненты могут включать функциональные блоки, включая цифровую управляющую систему, активатор линзы, средства переключения на другие цепи или блоки на кристалле. Также сюда может входить оптический датчик, реагирующий на видимое, инфракрасное и/или другое электромагнитное излучение.
Проводящие дорожки 912 электрически соединяются с электронными компонентами, такими как полупроводниковый кристалл 906 и батареи 908 на подложке 904. В показанном примере осуществления первая проводящая дорожка 912a соединяет полупроводящий кристалл 906 с передним оптическим электродом 914 и вторая проводящая дорожка 912b соединяет полупроводящий кристалл 906 с задним оптическим электродом 916. Слой 918 адгезива может использоваться для соединения передних и задних оптических компонентов. Описанные выше проводящие дорожки 912 предпочтительно изготовлены с использованием шаблона и методик изготовления шаблонов, описанных в настоящем документе. Как описано выше, осажденный слой, образующий проводящую дорожку, может иметь кольцевую 360-градусную форму по периметру подложки.
Хотя изобретение было показано и описано в форме вариантов осуществления, считающихся наиболее практичными и предпочтительными, следует понимать, что специалисты в данной области смогут предложить отклонения от конкретных описанных и показанных конфигураций и способов, которые могут применяться без отклонения от сущности и объема изобретения. Настоящее изобретение не ограничивается конкретными конструкциями, описанными и проиллюстрированными в настоящем документе, но все образцы изобретения должны согласовываться со всеми модификациями в пределах объема, определенного прилагаемой формулой изобретения.
Силиконовый (мет)акриламидный мономер, полимер, офтальмологическая линза и контактная линза
Устройство и способ получения клинических офтальмологических оптических аберраций высшего порядка
Электронные офтальмологические линзы с многоканальной схемой голосования
Электронные офтальмологические линзы с парой излучатель-детектор
Контактная линза с улучшенными характеристиками посадки
Линза для пресбиопии с коррекцией размера зрачка в зависимости от уровня рефракционной аномалии
Электронная офтальмологическая линза с датчиком положения века
Пара перемещающихся пресбиопических контактных линз
Электронные офтальмологические линзы с задним датчиком диаметра зрачка
Жидкостная менисковая линза с выпуклой стенкой мениска в форме сегмента тора
Способ и аппаратура для инкапсулирования жесткой вставки в контактную линзу для корректировки зрения у пациентов с астигматизмом
Электроактивное офтальмологическое устройство с несколькими состояниями
Несущая вставка для офтальмологического устройства с наложенными друг на друга интегрированными компонентами
Способы изготовления тонкопленочных элементов питания для биосовместимых устройств, содержащих многослойные композиты и осажденные разделители
Система и способ для офтальмологической линзы с процессорным управлением
Способ формирования многоэлементного вставного устройства с герметизирующим уплотнителем для офтальмологических устройств
Офтальмологические линзы с рисунками, содержащие вставки
Способы изготовления и применения офтальмологических устройств с энергообеспечением, имеющих режим сохранения электроэнергии
Офтальмологические линзы со вставками, содержащими окрашенный узор
Тонкие и гибкие полупроводниковые элементы на трехмерных поверхностях

