Результат интеллектуальной деятельности: Способ плазменного напыления износостойких покрытий толщиной более 2мм
Вид РИД
Изобретение
Изобретение относится к технологии газотермического напыления, а именно к плазменным способам напыления износостойких порошковых покрытий на детали различных механизмов, используемых в машиностроении, металлургии, энергетике, авиации, судостроении, оборонной промышленности и других сферах производства.
Основным недостатком газотермических способов напыления покрытий, по сравнению с нанесением покрытий наплавкой, является проблема напыления покрытий большой толщины (более 2 мм). Это связано с тем, что пропорционально толщине покрытия в нем растут внутренние механические напряжения и при определенной толщине напыленного слоя, когда напряжения превышают адгезионную прочность, отмечаются случаи самопроизвольного отслоения покрытий.
В монографии А.Ф. Пузрякова («Теоретические основы технологии плазменного напыления». Москва: издательство МГТУ им. Н.Э. Баумана. 2003. 356 с.) отмечается, что наибольшая толщина напыленного слоя для металлических покрытий и композиционных покрытий на их основе не должна превышать 2,5 мм, а для керамических покрытий и покрытий из самофлюсующихся сплавов - 1,5 мм. При напылении покрытий больше указанной толщины необходимо применение специальных приемов.
Известен способ газотермического напыления покрытий с последующим за напылением снятием внутренних напряжений (Ульяницкий В.Ю. Физические основы детонационного напыления: диссертация … доктора технических наук: Новосибирск, 2001, 256 с.). Суть метода состоит в нагреве изделия с покрытием до температур возврата структуры материала покрытия и выдержке при этой температуре в течение 3-4 часов. В результате такой термообработки снятие внутренних напряжений достигает 90%.
Таким образом, используя послойное напыление с промежуточным снятием внутренних напряжений, можно напылять покрытия существенно большей толщины, чем при одностадийном процессе.
Основной недостаток такого метода - многостадийность процесса, в результате чего нанесение покрытия большой толщины (более 2 мм) может растянуться на десятки часов.
Известен также специальный прием напыления покрытий (авт. св. SU 1493078, опубл. 07.07.1993 г), заключающийся в том, что напыляемую поверхность в области пятна напыления разогревают сканирующей плазменной дугой дополнительного плазмотрона прямого действия до температуры на 100-300°С выше температуры плавления. Таким образом, частицы напыляемого порошка, разогретые и ускоренные плазменной струей плазмотрона косвенного действия, внедряются в расплавленную поверхность основы, что обеспечивает адгезию покрытия, близкую к наплавке. А при наплавке, как известно, нет особых ограничений по толщине покрытий.
Недостатки такого технологического приема - это те недостатки, которые присущи большинству способов наплавки покрытий, а именно: значительный разогрев основы, перемешивание материала покрытия с материалом основы, термические поводки тонкостенных изделий.
Наиболее близким к предлагаемому техническому решению является способ напыления покрытий из самофлюсующихся сплавов (патент RU №2112815, опубл. 10.06.1998 г.), включающий термическую активацию напыляемой поверхности (нагрев до 60-80°С), напыление тонкого защитного слоя из самофлюсующегося сплава (0,1 мм), отключение подачи порошка при нагреве поверхности плазмой до 600-750°С и дальнейшую подачу порошка при нанесении необходимого слоя покрытия, который, попадая на термически подготовленную поверхность, самооплавляется в процессе формирования с образованием прочной химической связи между подложкой и покрытием. Причем после нанесения защитного слоя нагрев основы производят также и вторым плазмотроном прямого воздействия. Плазменная токонесущая струя непосредственно нагревает поверхность, так как анодом в данном случае является само изделие из железоуглеродистого сплава.
Недостатками такого способа получения покрытий является значительный разогрев основы (выше температуры рекристаллизации), возможность напыления только самофлюсующихся сплавов, так как процесс предусматривает оплавление покрытия, а также значительное усложнение и удорожание технологического процесса, т.к. использование двух плазмотронов (прямого и косвенного действия) означает необходимость одновременной эксплуатации двух независимых плазменных установок.
Задачей изобретения является получение твердых износостойких покрытий толщиной более 2 мм при незначительном нагреве материала основы (ниже температур рекристаллизации).
Технический результат от использования предлагаемого изобретения - формирование износостойкого покрытия толщиной более 2 мм при минимальном уровне остаточных напряжений, которые существенно ниже адгезионной прочности покрытий. При этом процесс напыления происходит без существенного нагрева материала основы (ниже температур рекристаллизации).
Для достижения указанного технического результата в предлагаемом способе плазменного напыления износостойких покрытий толщиной более 2 мм, включающем предварительную дробеструйную обработку и обезжиривание напыляемой поверхности, напыление слоя покрытия, нагрев его и последующее напыление основного слоя покрытия до заданной толщины, сначала напыляют слой покрытия толщиной не более 0,2 мм при высокоскоростном турбулентном режиме истечения плазменной струи с расходом плазмообразующего газа 2,8-3 г/с и с расположением плазмотрона на исходной заданной дистанции от напыляемой поверхности, затем прекращают подачу порошка, уменьшают исходную дистанцию плазмотрона от напыляемой поверхности и проводят нагрев поверхности при низкоскоростном ламинарном режиме истечения плазменной струи с расходом плазмообразующего газа 0,7-0,9 г/с до температуры (0,2-0,3)Тпл, где Тпл - температура плавления материала покрытия, после чего устанавливают плазмотрон на исходной дистанции напыления от напыляемой поверхности и напыляют основной слой покрытия до заданной толщины при высокоскоростном турбулентном режиме истечения плазменной струи с расходом плазмообразующего газа 2,8-3 г/с.
Напыление слоя покрытия, перед нагревом, необходимо для исключения окисления напыляемой поверхности. Перевод плазмотрона в низкоскоростной ламинарный режим истечения струи плазмы, при нагреве напыляемой поверхности, необходим для увеличения эффективности нагрева, так как к.п.д. нагрева поверхности, в этом случае, может превышать 90% (Кузьмин В.И. Плазмоструйная термообработка газотермических покрытий: диссертация … кандидата технических наук: Новосибирск, 1993 г, 197 с.). Уменьшение дистанции, при нагреве поверхности, также необходимо для увеличения эффективности использования энергии плазменной струи.
Нагрев поверхности покрытия осуществляют до температуры возврата структуры материала покрытия (0,2-0,3)Тпл, где Тпл - температура плавления материала покрытия, при низкоскоростном, ламинарном режиме истечения плазменной струи.
В этом случае минимальный уровень остаточных напряжений, который обеспечивается промежуточным нагревом напыляемой поверхности до температуры возврата материала покрытия, не препятствует напылению покрытий толщиной более 2 мм.
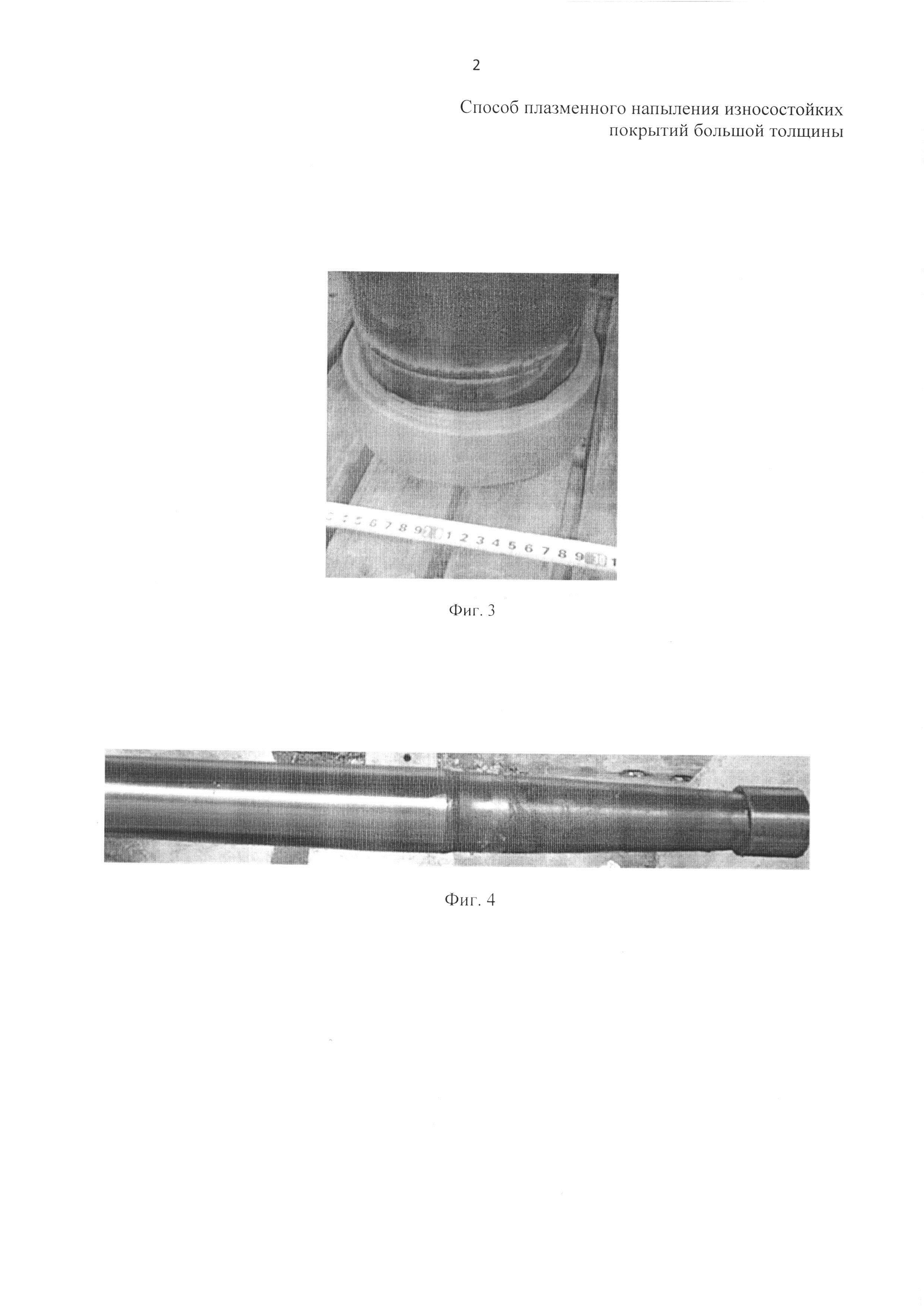
На приведенных фиг. 1-4 представлены фотографии изделий с покрытиями, толщина которых значительно больше 2 мм (покрытия получены плазменным напылением по предлагаемому способу). На фиг. 1 - износостойкое покрытие Ni-Cr-B-Si-С на ролике кантующих клетей металлургического стана (толщина покрытия - 3,5 мм); на фиг. 2 - износостойкие покрытия Ni-Cr-B-Si-C на роликах металлургического стана горячей прокатки слябов (толщина покрытий - 4 мм); на фиг. 3 - износостойкое покрытие Ni-Cr-B-Si-C на стальной трубе диаметром 150 мм (толщина покрытия - 12,5 мм); на фиг. 4 - покрытие ПР-Х18Н9 (нержавеющая сталь) на шейках гребного вала теплохода «Заря» (толщина покрытия - 4,5 мм).
Предлагаемый способ напыления износостойких покрытий толщиной более 2 мм осуществляется следующим образом.
Напыляемые поверхности предварительно подвергают дробеструйной обработке и обезжириванию. Напыление осуществляют плазменным методом электродуговым плазмотроном постоянного тока ПНК-50 при следующих режимах: мощность плазмотрона - 40-54 кВт, плазмообразующий газ - воздух, расход плазмообразующего газа - 2,8-3 г/с, дистанция напыления - 170-200 мм. В качестве исходных материалов для нанесения покрытий используют металлические и композиционные порошки фракцией 20-100 мкм. Напыляемый порошок с помощью транспортирующего газа подают в узел кольцевого ввода плазмотрона для напыления. Напыляемые частицы порошка после ввода в воздушно-плазменную струю нагреваются до температуры плавления, ускоряются и при попадании на напыляемую поверхность образуют покрытие, причем плазмотрон работает при высокоскоростном турбулентном режиме истечения плазменной струи. После напыления слоя покрытия толщиной 0,15-0,2 мм отключают подачу порошка, расход плазмообразующего газа уменьшается до 0,7-0,9 г/с (плазмотрон переходит в низкоскоростной ламинарный режим истечения плазменной струи) и уменьшают исходную дистанцию от среза сопла плазмотрона до напыляемой поверхности до 70-80 мм. Далее производят нагрев напыляемой поверхности струей плазмы до температуры возврата структуры материала покрытия (0,2-0,3)Тпл, которая может контролироваться при помощи пирометра. При достижении напыляемой поверхности требуемой температуры снова увеличивают расход плазмообразующего газа до 2,8-3 г/с (высокоскоростной турбулентный режим истечения струи плазмы), устанавливают исходную дистанцию напыления, включают подачу напыляемого порошка и производят напыление основного слоя покрытия до заданной толщины.
Таким образом, использование предлагаемого способа напыления позволяет получать покрытия толщиной более 2 мм с минимальным уровнем остаточных напряжений, которые существенно ниже адгезионной прочности покрытий.
Результаты проведенной работы иллюстрируются ниже приведенными примерами.
Пример 1
Необходимо сформировать плазменные износостойкие покрытия из самофлюсующегося сплава системы Ni-Cr-B-Si-C на роликах кантующих клетей металлургического стана (толщина покрытий - не менее 3,5 мм) - фиг. 1, на роликах металлургического стана горячей прокатки слябов (толщина покрытий - 4 мм) - фиг. 2 и на стальной трубе диаметром 150 мм (толщина покрытия - 12,5 мм) - фиг. 3. Для получения таких покрытий целесообразно использовать порошок самофлюсующегося сплава вышеуказанного состава фракцией 40-100 мкм (твердость HV 450-500). Порошок подают в плазменную струю через узел кольцевого ввода и направляют высокотемпературный гетерогенный поток на напыляемую поверхность, предварительно обезжиренную и подвергнутую дробеструйной обработке. В качестве плазмообразующего газа используют воздух, расход которого составляет 2,8-3 г/с (высокоскоростной турбулентный режим истечения плазменной струи); расход порошка составляет 2-2,3 г/с; мощность плазмотрона поддерживают 40-43 кВт. Дистанция напыления - 170-200 мм. После напыления покрытия толщиной 0,15-0,2 мм отключают подачу порошка, затем уменьшают расход плазмообразующего газа до 0,7-0,9 г/с (низкоскоростной ламинарный режим истечения плазменной струи) и дистанцию от среза сопла плазмотрона до напыляемой поверхности до 70-80 мм и далее производят нагрев струей плазмы напыляемой поверхности до температуры 270-300°С. Мощность плазмотрона поддерживают на уровне 51-54 кВт. При достижении указанной температуры снова увеличивают расход плазмообразующего газа до 2,8-3 г/с (высокоскоростной турбулентный режим истечения плазменной струи), а дистанцию напыления - до 170-200 мм, затем включают подачу порошка и производят напыление покрытий заданной толщины. В результате формируются износостойкие покрытия толщиной от 3,5 до 12,5 мм с минимальным уровнем остаточных напряжений, которые существенно ниже адгезионной прочности покрытий.
Производственные испытания таких покрытий показали их высокие физико-механические характеристики (сколов и отслоений покрытий не наблюдалось). В частности, по информации на 15.09.15 ролики металлургического стана горячей прокатки слябов (ЗСМК, г. Новокузнецк) находились в эксплуатации на протяжении 7 месяцев и продолжали работать. При традиционном упрочнении (наплавка проволокой 30ХГСА) срок службы роликов составляет не более 4 месяцев.
Пример 2
Необходимо сформировать плазменное покрытие из нержавеющей стали, толщиной не менее 4,5 мм, на шейках гребного вала теплохода «Заря» (фиг. 4). Для получения такого покрытия используют порошок из нержавеющего сплава марки ПР-Х18Н9 фракцией 40-100 мкм (твердость HV 170-180). Порошок подают в плазменную струю через узел кольцевого ввода и направляют высокотемпературный гетерогенный поток на шейки гребного вала, предварительно обезжиренные и подвергнутые дробеструйной обработке. В качестве плазмообразующего газа используют воздух, расход которого составляет 2,8-3 г/с (высокоскоростной турбулентный режим истечения плазменной струи), расход порошка составляет 2,3-2,5 г/с, мощность плазмотрона поддерживают 40-43 кВт. Дистанция напыления - 170-200 мм. После напыления покрытия толщиной 0,15-0,2 мм отключают подачу порошка, расход плазмообразующего газа уменьшают до 0,7-0,9 г/с (низкоскоростной ламинарный режим истечения плазменной струи), дистанцию от среза сопла плазмотрона до напыляемой поверхности уменьшают до 70-80 мм и производят нагрев струей плазмы напыляемой поверхности до температуры 350-380°С. Мощность плазмотрона поддерживают на уровне 51-54 кВт. При достижении указанной температуры снова увеличивают расход плазмообразующего газа до 2,8-3 г/с (высокоскоростной турбулентный режим истечения плазменной струи), а дистанцию напыления увеличивают до 170-200 мм, далее включают подачу порошка и производят напыление покрытия заданной толщины (не менее 4,5 мм). В результате формируется покрытие из нержавеющей стали толщиной не менее 4,5 мм с минимальным уровнем остаточных напряжений, которые существенно ниже адгезионной прочности покрытия.
Способ плазменного напыления износостойких покрытий толщиной более 2 мм, включающий предварительную дробеструйную обработку и обезжиривание напыляемой поверхности, напыление слоя покрытия, нагрев его и последующее напыление основного слоя покрытия до заданной толщины, отличающийся тем, что сначала напыляют слой покрытия толщиной не более 0,2 мм при высокоскоростном турбулентном режиме истечения плазменной струи с расходом плазмообразующего газа 2,8-3 г/с и с расположением плазмотрона на исходной заданной дистанции от напыляемой поверхности, затем прекращают подачу порошка, уменьшают исходную дистанцию плазмотрона от напыляемой поверхности и проводят нагрев поверхности при низкоскоростном ламинарном режиме истечения плазменной струи с расходом плазмообразующего газа 0,7-0,9 г/с до температуры (0,2-0,3)Т, где Т - температура плавления материала покрытия, после чего устанавливают плазмотрон на исходной дистанции напыления от напыляемой поверхности и напыляют основной слой покрытия до заданной толщины при высокоскоростном турбулентном режиме истечения плазменной струи с расходом плазмообразующего газа 2,8-3 г/с.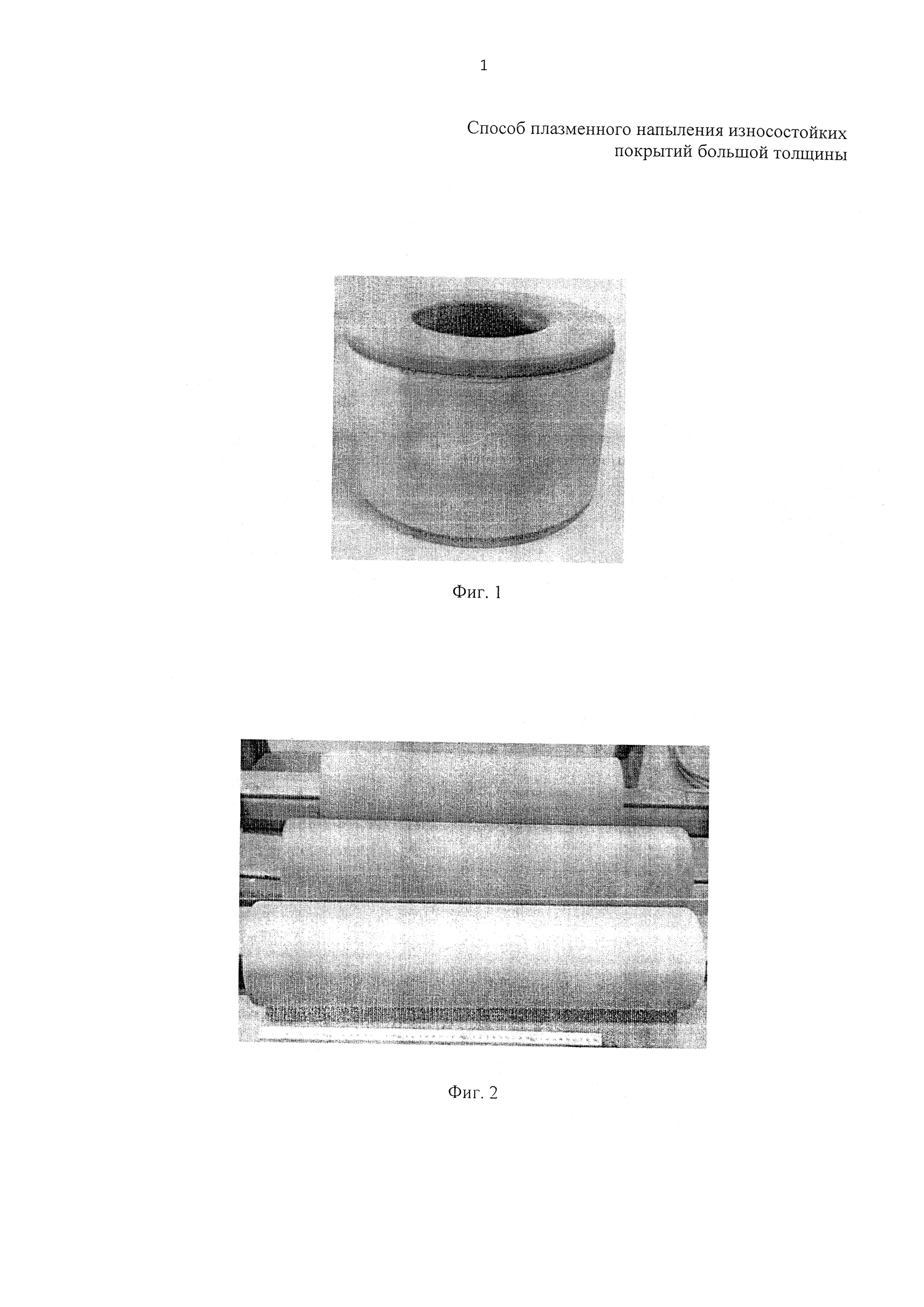
Импульсная аэродинамическая труба с электродуговым или комбинированным подогревом рабочего газа
Способ выделения растворенных газов из перекачиваемой жидкости и устройство для его реализации (варианты)
Сверхзвуковой прямоточный воздушно-реактивный двигатель с пульсирующим режимом запуска (спврд с прз) и способ его работы
Установка для моделирования течения типа куэтта и способ тарировки датчика термоанемометра в установке для моделирования течения куэтта
Способ ультразвуковой газолазерной резки листового металла и устройство ультразвуковой газолазерной резки листового металла (варианты)
Сверхзвуковой воздухозаборник (варианты)
Способ стабилизации диффузионного горения водорода в газовой микрогорелке (варианты)
Способ стабилизации диффузионного горения водорода в газовой микрогорелке
Ракета с воздушно-реактивным двигателем
Способ металлизации керамики под пайку
Способ нанесения износостойкого покрытия на стальные детали.
Способ получения нанопорошка диоксида кремния
Способ спектрально-яркостной пирометрии объектов с неоднородной температурой поверхности
Устройство для получения микросфер и микрошариков из оксидных материалов
Способ переработки органического сырья (варианты)
Способ переработки органических отходов (варианты)

