Результат интеллектуальной деятельности: СПОСОБ ОЦЕНКИ ОСТАТОЧНОГО СРОКА СЛУЖБЫ ТРУБЫ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу, позволяющему оценивать остаточный срок службы трубы.
Уровень техники
Широко известно, что на различных установках, применяемых в условиях высоких температур и давлений, со временем в процессе эксплуатации развиваются повреждения деформации ползучести, и срок службы такой установки уменьшается. Соответственно, были разработаны различные способы для оценки продолжительности остаточного срока службы устройств.
Например, публикация патентной заявки Японии № Hei 9-159582 раскрывает способ контроля остаточного срока службы горячей трубы. При этом способе измеряется в динамике по времени распределение твердости в осевом направлении горячей трубы для оценки распределения температур и уровня старения горячей трубы, а также с учетом распределения твердости выполняются измерения габаритов горячей трубы для получения количественных данных о деформации ползучести в горячей трубе. Далее для определения остаточного срока службы горячей трубы на момент измерения выполняется сравнение величин ее твердости и степени деформации с заранее установленными показателями, соответствующими материалу данной горячей трубы.
Раскрытие сущности изобретения
Решаемые изобретением задачи.
Хотя вышеуказанный способ контролирования остаточного срока службы горячей трубы позволяет оценить остаточную эксплуатационную долговечность горячей трубы, с вышеупомянутым способом сопряжена проблема трудоемкости, поскольку при оценке температурного распределения и степени старения горячей трубы распределение твердости горячей трубы в осевом направлении измеряется в течение продолжительного времени. Например, когда требуется оценить остаточный срок службы катализаторной трубки, используемой в установке риформинга для преобразования природного газа, желательно, чтобы работа по выполнению измерений и оценке была простой и быстровыполнимой.
Таким образом, настоящее изобретение было осуществлено с целью решения описанной выше задачи и предоставления способа для оценки остаточного срока службы трубы, позволяющего выполнять оценку остаточного срока службы трубы простым и быстрым способом.
Средства решения задачи.
Способ оценки остаточного срока службы трубы согласно первому объекту настоящего изобретения, предназначаемый для решения вышеприведенной задачи, представляет собой способ оценки остаточного срока службы трубы, отличающийся тем, что этот способ включает: этап установления внутреннего диаметра трубы, предназначаемый для получения данных о внутреннем диаметре D трубы; этап установления степени деформации внутреннего диаметра трубы, предназначаемый для получения данных по деформации внутреннего диаметра ΔD по разнице между внутренним диаметром D трубы и исходным внутренним диаметром D0 трубы; этап создания линейного графика проекции деформации, предназначаемый для построения линейного графика проекции деформации, такого, на котором выражаемая в процентах степень уширения трубы достигает предельного удлинения срока службы X в конце некоторого прогнозируемого остаточного срока службы T; этап определения сравнительной степени деформации, обеспечивающий получение показателя A деформации на момент получения данных о внутреннем диаметре D трубы на этапе установления внутреннего диаметра трубы, основываясь на линейном графике проекции деформации, в качестве реперной величины для определения того, имеет ли данная труба прогнозируемый остаточный срок службы; этап вычисления суммарной погрешности, рассчитывающий накопленную ошибку B во время получения данных по внутреннему диаметру D трубы; и этап определения остаточного срока службы, определяющий остаточный срок службы трубы, исходя из степени деформации ΔD внутреннего диаметра трубы, степени деформации A, являющейся сравнительной величиной для определения того, имеет ли данная труба прогнозируемый остаточный срок службы, и суммарной погрешности B.
Способ оценки остаточного срока службы трубы согласно второму объекту настоящего изобретения, предназначаемый для решения вышеприведенной задачи, представляет собой способ для оценки остаточного срока службы трубы согласно первому объекту настоящего изобретения, отличающийся тем, что линейный график проекции деформации создается с помощью модифицированного тета-метода.
Способ оценки остаточного срока службы трубы согласно третьему объекту настоящего изобретения, предназначаемый для решения вышеприведенной задачи, представляет собой способ оценки остаточного срока службы трубы согласно первому или второму объекту настоящего изобретения, отличающийся тем, что этап установления внутреннего диаметра трубы включает: этап получения результатов измерения наружного диаметра, предназначаемый для измерения наружного диаметра трубы и установления величины наружного диаметра; этап получения результатов измерения толщины стенки, предназначаемый для измерения толщины стенки трубы и установления величины толщины стенки; и этап вычисления внутреннего диаметра, вычисляющий внутренний диаметр трубы, основываясь на результатах измерения наружного диаметра и данных измерения толщины стенки.
Способ оценки остаточного срока службы трубы согласно четвертому объекту настоящего изобретения, предназначаемый для решения вышеприведенной задачи, представляет собой способ оценки остаточного срока службы трубы согласно третьему объекту настоящего изобретения, отличающийся тем, что суммарная погрешность B получается на основе погрешности измерения наружного диаметра, которая возникает при измерении наружного диаметра трубы, погрешности измерения толщины стенки, которая возникает при измерении толщины стенки трубы, и погрешности обработки, которая появляется в ходе производства трубы.
Способ оценки остаточного срока службы трубы согласно пятому объекту настоящего изобретения, предназначаемый для решения вышеприведенной задачи, представляет собой способ оценки остаточного срока службы трубы согласно любому из объектов настоящего изобретения с первого по четвертый, отличающийся тем, что на этапе определения остаточного срока службы остаточный срок службы трубы определяется по превышению прогнозируемого остаточного срока службы T, когда степень деформации ΔD внутреннего диаметра трубы, полученная на этапе установления степени деформации внутреннего диаметра трубы, меньше разницы между суммарной погрешностью B и степенью деформации A, которая является реперной для определения того, имеет ли данная труба прогнозируемый остаточный срок службы.
Способ оценки остаточного срока службы трубы согласно шестому объекту настоящего изобретения, предназначаемый для решения вышеприведенной задачи, представляет собой способ оценки остаточного срока службы трубы согласно любому из объектов настоящего изобретения с первого по пятый, отличающийся тем, что на этапе определения остаточного срока службы остаточный срок службы трубы определяется как равный или меньший, чем прогнозируемый остаточный срок службы T, когда степень деформации ΔD внутреннего диаметра трубы, полученная на этапе установления степени деформации внутреннего диаметра трубы, равна или больше суммы суммарной погрешности B и степени деформации A, которая является реперной для определения того, имеет ли данная труба прогнозируемый остаточный срок службы.
Способ оценки остаточного срока службы трубы согласно седьмому объекту настоящего изобретения, предназначаемый для решения вышеприведенной задачи, представляет собой способ оценки остаточного срока службы трубы согласно любому из объектов настоящего изобретения с первого по шестой, отличающийся тем, что данная труба является катализаторной трубкой, применяемой при риформинге природного газа.
Эффект изобретения
В настоящем изобретении может быть оценен остаточный срок службы трубы простым и оперативным способом.
Краткое описание чертежей
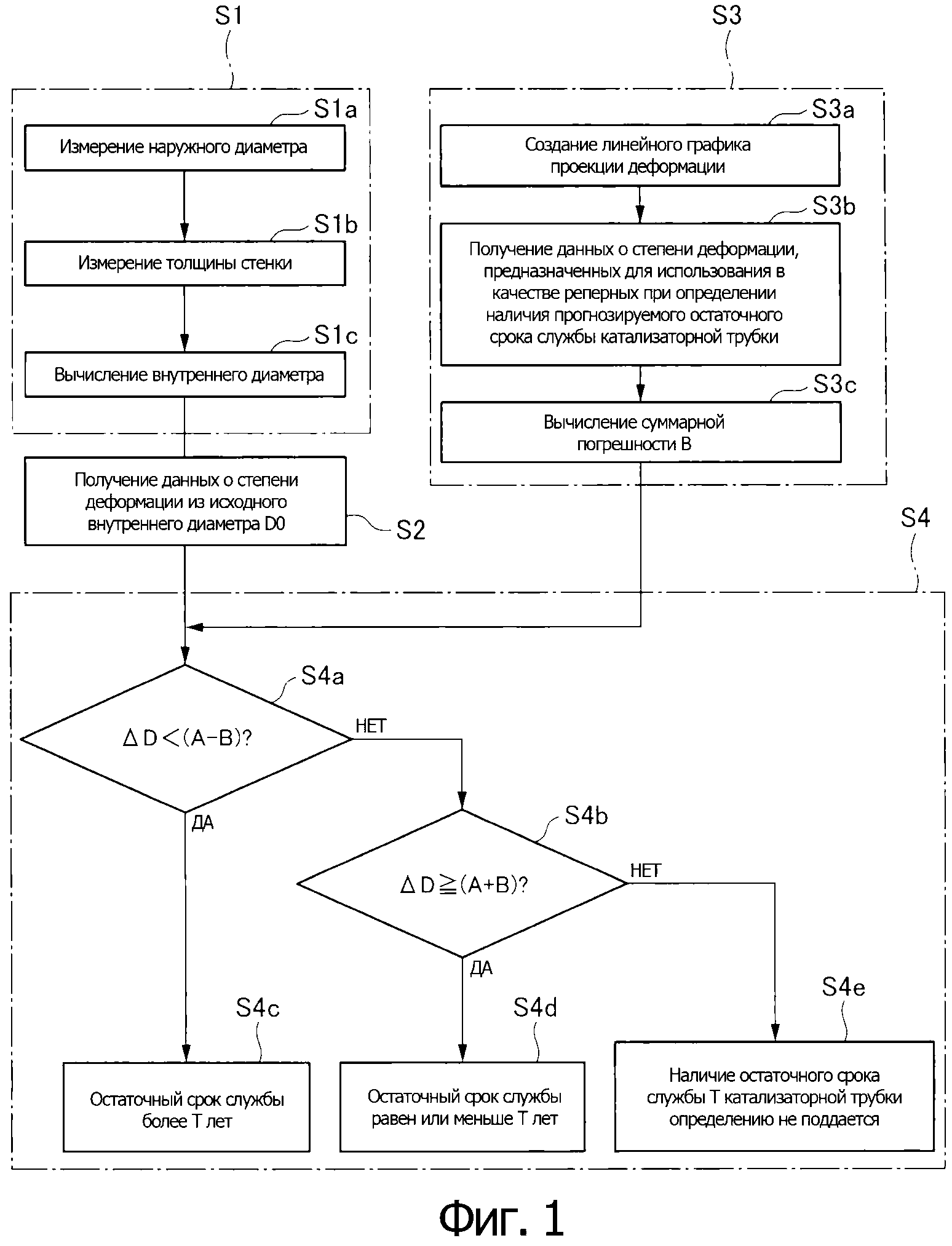
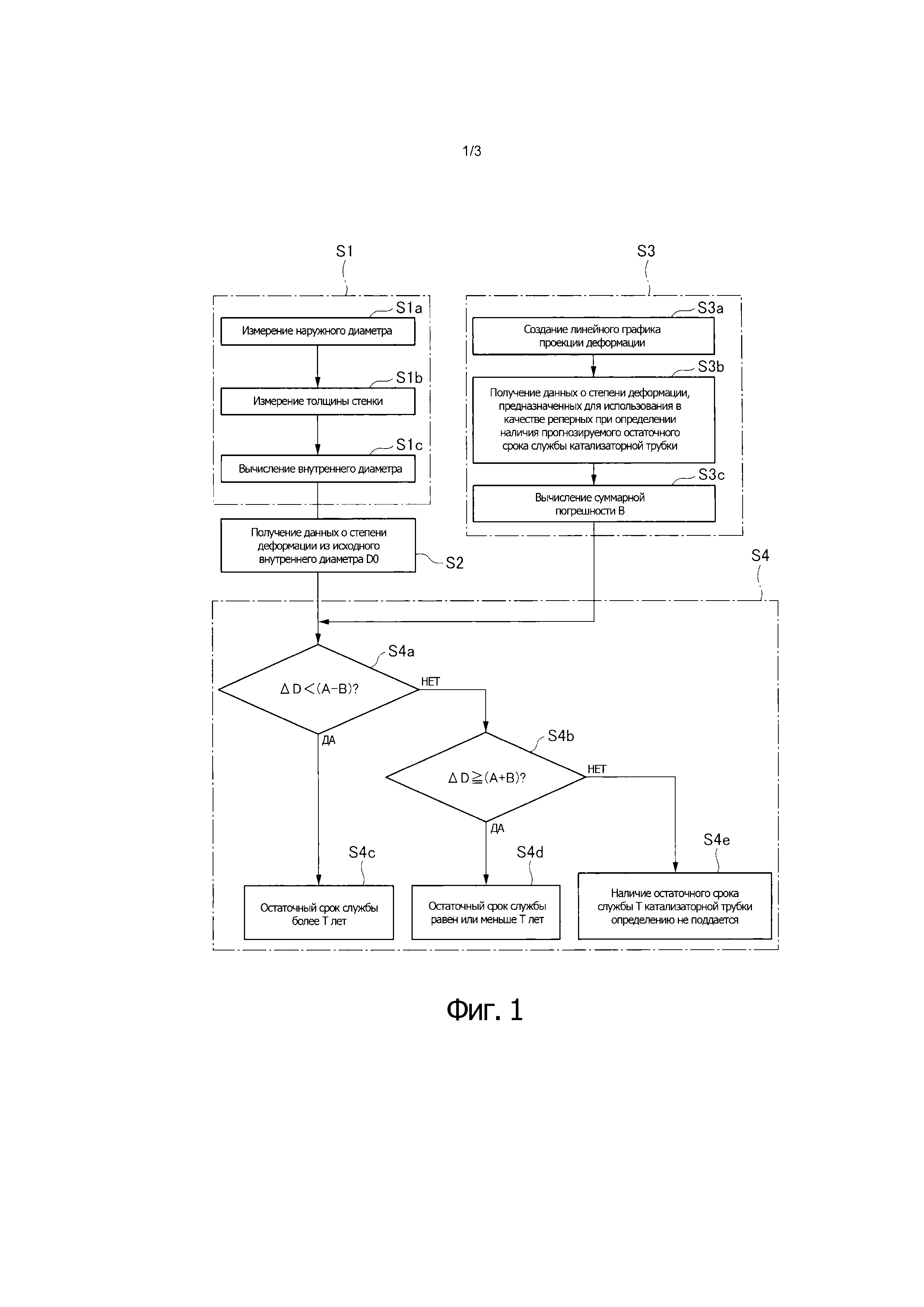
Фиг. 1 представляет блок-схему, предназначенную для пояснения операций, выполняемых при способе оценки остаточного срока службы трубы в главном воплощении настоящего изобретения.
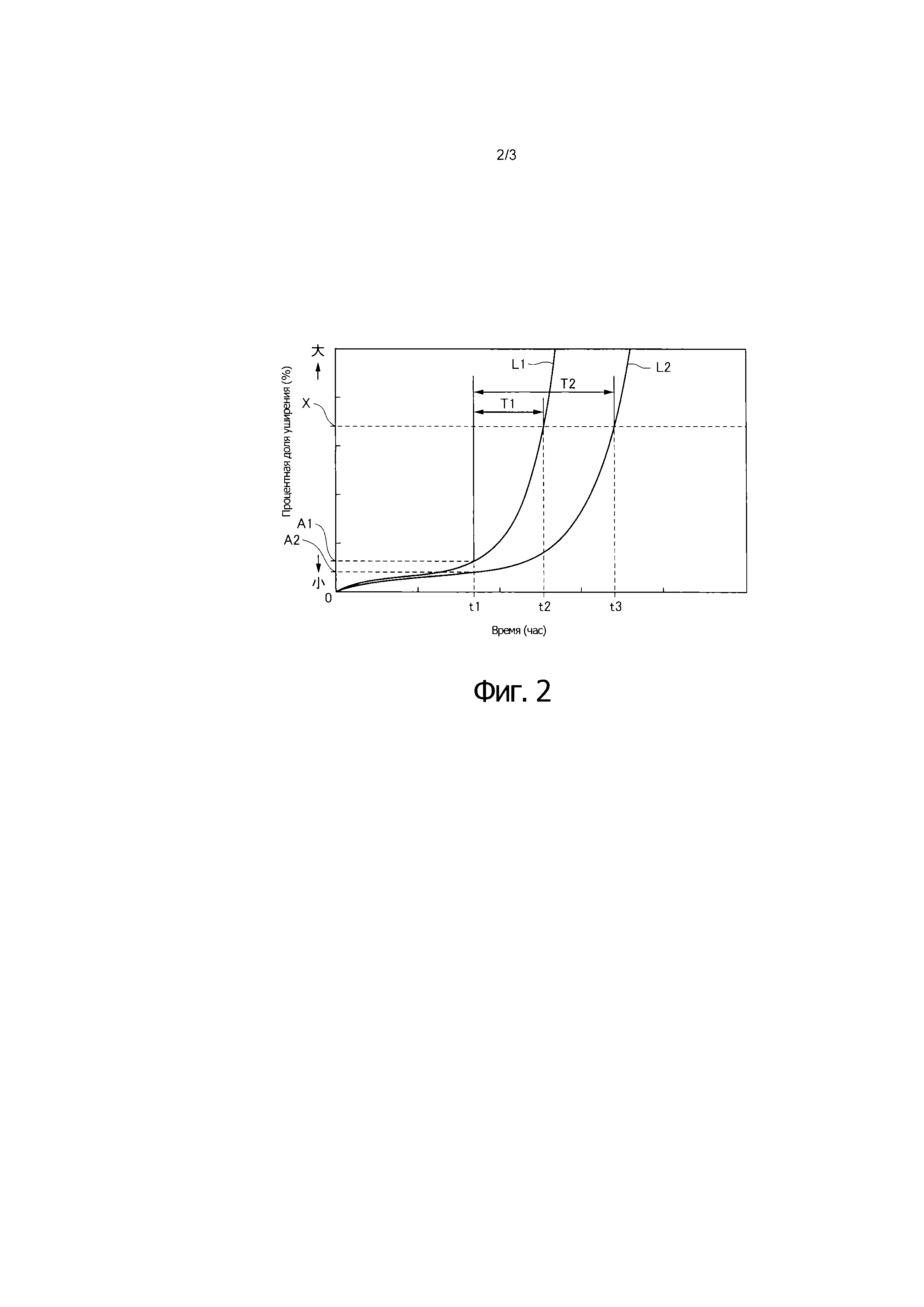
Фиг. 2 является графиком, иллюстрирующим пример линейного графика проекции деформации трубы, созданным при способе оценки остаточного срока службы трубы.
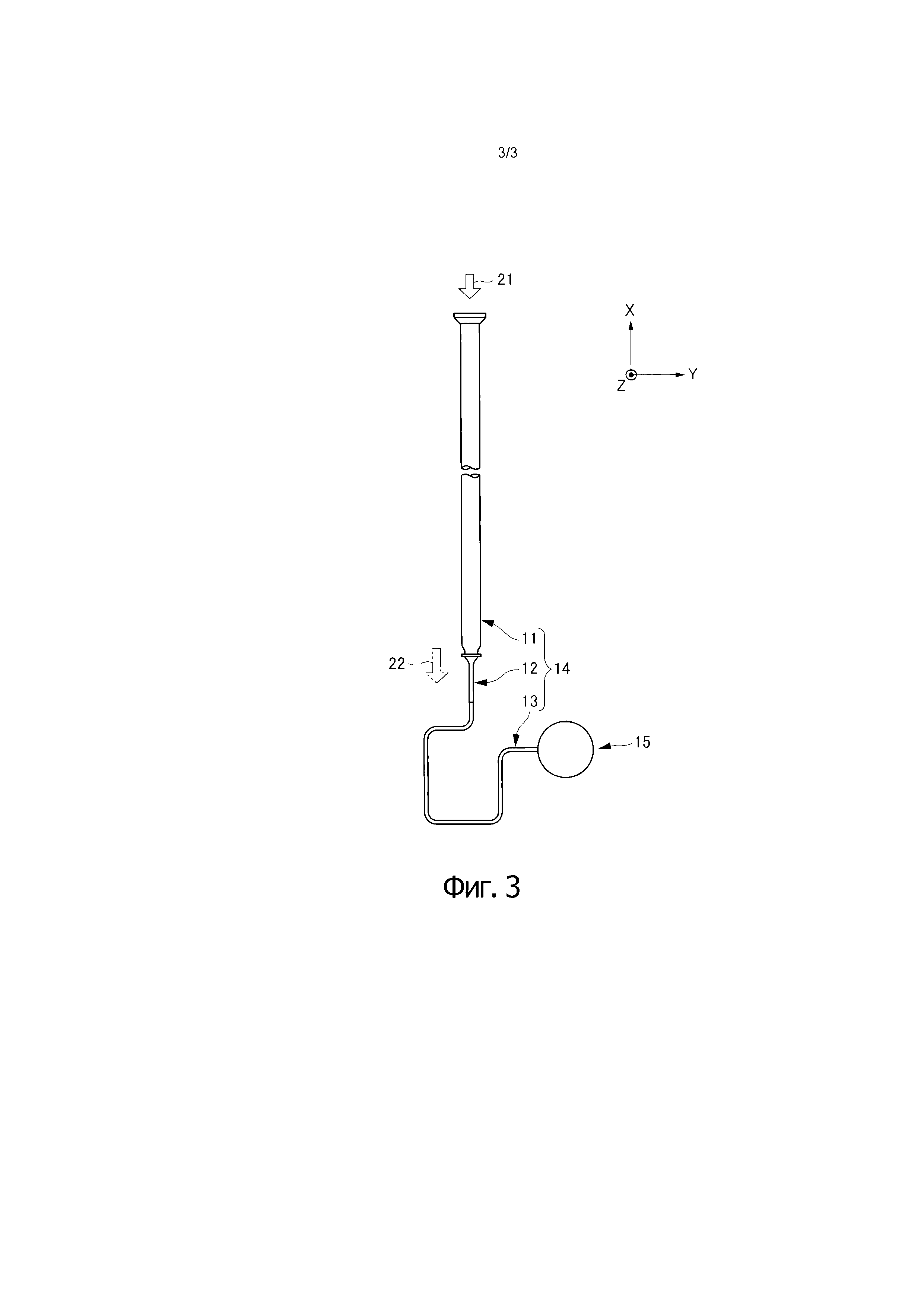
Фиг. 3 дает схематическое представление катализаторной трубки, которая является примером объекта для оценки при способе оценки остаточного срока службы трубы.
Осуществление изобретения
Главное воплощение способа оценки остаточного срока службы трубы согласно настоящему изобретению описывается на основе чертежей. Однако настоящее изобретение следующим воплощением, описанным на основе таких чертежей, не ограничивается.
Способ оценки остаточного срока службы трубы согласно главному воплощению настоящего изобретения описывается на основе фиг. 1 - 3.
В отношении способа оценки остаточного срока службы трубы согласно данному воплощению описание дается для случая, когда такой способ применяется для множества катализаторных трубок, включая несколько сотен трубок, которые присоединены к множеству горячих коллекторов, обеспечиваемых в установке для риформинга природного газа.
Например, установка риформинга природного газа включает множество катализаторных трубок 14, каждая из которых, как показано на фиг. 3, включает основной корпус 11 катализаторной трубки, короткую часть 12 и гибкий вывод 13. Основной корпус 11 катализаторной трубки располагается вертикально, так, чтобы его ось продолжалась в направлении сверху вниз. Короткая часть 12 присоединена к нижнему концевому участку основного корпуса 11 катализаторной трубки и располагается вертикально, так, что ее ось продолжается в направлении сверху вниз. Гибкий вывод 13 присоединен к нижнему концевому участку короткой части 12, имеет меньший диаметр, чем основной корпус 11 катализаторной трубки, и располагается в изогнутом виде. Другой концевой участок гибкого вывода 13 присоединен к горячему коллектору 15. Горячий коллектор 15 располагается так, что его ось продолжается в горизонтальном направлении (в иллюстрируемом примере в направлении от одной до другой стороны листа). К этому же горячему коллектору 15 в симметричном слева направо по отношению к катализаторной трубке 14 положении присоединен другой концевой участок гибкого вывода катализаторной трубки, не показанной на данном чертеже. Кроме того, пара левых и правых катализаторных трубок, присоединенных к данному горячему коллектору 15, располагается с заранее заданным интервалом в осевом направлении горячего коллектора 15. В установке риформинга природного газа размещается множество горячих коллекторов 15, к которым присоединено множество катализаторных трубок 14.
Основной корпус 11 катализаторной трубки, короткая часть 12 и гибкий вывод 13 изготавливаются, например, из HP-Nb-Ti (25Cr-35Ni-Nb, Ti) и сплава 800H (Fe-32Ni-20Cr). В основном корпусе 11 катализаторной трубки обеспечивается вхождение газовой смеси 21 (газообразный метан, водяной пар) в реакцию с образованием генераторного газа 22 (водород, водяной пар, монооксид углерода, диоксид углерода). Генераторный газ 22 проходит через короткую часть 12 и гибкий вывод 13 к горячему коллектору 15.
Основной корпус 11 катализаторной трубки размещается в печи, температура в которой составляет около 900°C или выше. Короткая часть 12 и гибкий вывод 13 располагаются вне печи, но внутри короткой части 12 и гибкого вывода 13 протекает газ, температура которого составляет около 900°C.
Как показано на фиг. 1, способ оценки остаточного срока службы трубы согласно данному воплощению включает этап S1 установления внутреннего диаметра трубы, этап S2 установления степени деформации внутреннего диаметра трубы, этап S3 установления пороговой величины и этап S4, определяющий остаточный срок службы.
На этапе S1 установления внутреннего диаметра трубы получают данные об актуальном на данный момент внутреннем диаметре D вышеупомянутого основного корпуса 11 катализаторной трубки (труба). Вначале с помощью калибра измеряется наружный диаметр основного корпуса 11 катализаторной трубки по всему основному корпусу 11 катализаторной трубки 11 в его продольном направлении (этап S1a получения результатов измерения наружного диаметра). Таким образом может быть определен вспучивающийся участок в направлении продолжения основного корпуса 11 катализаторной трубки. Далее, например, в двух местах измеряется толщина стенки основного корпуса 11 катализаторной трубки с помощью измерительного прибора, такого как устройство измерения сверхзвуковым методом (этап S1b получения результатов измерения толщины стенки). Затем результат измерения толщины стенки основного корпуса 11 катализаторной трубки, полученный на этапе S1b получения результатов измерения толщины стенки, вычитается из величины измерения наружного диаметра основного корпуса 11 катализаторной трубки, полученной на этапе S1a получения результатов измерения наружного диаметра, для определения актуального внутреннего диаметра D основного корпуса 11 катализаторной трубки 11 (этап S1c вычисления внутреннего диаметра).
На этапе S2 получения данных о степени деформации внутреннего диаметра трубы на основании результатов измерения исходного внутреннего диаметра D0 вышеупомянутого основного корпуса 11 катализаторной трубки получают сведения о степени деформации ΔD. Величину исходного внутреннего диаметра D0 основного корпуса 11 катализаторной трубки получают способом, подобным упомянутому выше этапу S1 определения внутреннего диаметра трубы, до установления основного корпуса 11 катализаторной трубки в установке риформинга природного газа. Величину ΔD степени деформации внутреннего диаметра основного корпуса 11 катализаторной трубки получают по разности между исходным внутренним диаметром D0 основного корпуса 11 катализаторной трубки и актуальным внутренним диаметром D основного корпуса 11 катализаторной трубки, полученным на упомянутом выше этапе S1 определения внутреннего диаметра трубы.
На этапе S3 определения пороговой величины получают пороговое значение, используемое для оценки остаточного срока службы основного корпуса 11 катализаторной трубки (труба). Прежде всего создается линейный график проекции деформации основного корпуса 11 катализаторной трубки (труба), такой, что основной корпус катализаторной трубки 11 (труба) достигает ограничения удлинения после T лет, то есть процентная доля уширения спустя T лет (в прогнозируемом остаточном сроке службы) устанавливается в качестве предела удлинения X срока службы (этап S3a создания линейного графика проекции деформации). Линейный график проекции деформации предпочтительно создается с использованием, например, модифицированного тета-метода. На линейном графике проекции деформации, горизонтальная ось которого представляет время и вертикальная ось которого представляет процентную долю уширения, когда процентная доля уширения должна достичь предела X удлинения срока службы после T1 лет, что является прогнозируемым остаточным сроком службы, например, как показано на фиг. 2, получается кривая L1, в соответствии с которой процентная доля уширения достигает предела X удлинения срока службы в точке t2, суммирующей время измерения t1 (время получения внутреннего диаметра основного корпуса 11 катализаторной трубки) и прогнозируемый остаточный срок службы T1. Кроме того, когда процентная доля уширения должна достичь предела X удлинения срока службы после T2 (>T1) лет, что является прогнозируемым остаточным сроком службы, там получается кривая L2, на которой процентная доля уширения достигает предела X удлинения срока службы в точке t3 суммы времени измерения t1 (время получения внутреннего диаметра основного корпуса 11 катализаторной трубки) и прогнозируемого остаточного срока службы L2.
Затем устанавливается степень деформации на время измерения (время получения внутреннего диаметра основного корпуса 11 катализаторной трубки) в качестве сравнительной величины для определения того, имеет ли основной корпус 11 катализаторной трубки прогнозируемый остаточный срок службы, исходя из линейного графика проекции деформации, полученного этапе S3a создания линейного графика проекции деформации (этап S3b определения сравнительной степени деформации). Например, когда процентная доля уширения должна достичь предела X удлинения срока службы в конце прогнозируемого остаточного срока службы T1, в качестве сравнительной величины для определения того, имеет ли, основываясь на кривой L1, основной корпус 11 катализаторной трубки 11 прогнозируемый остаточный срок службы, получается процентная доля A1 уширения в момент времени измерения t1. Когда процентная доля уширения должна достичь предела X удлинения срока службы в конце прогнозируемого остаточного срока службы T2, процентная доля A2 уширения в момент времени измерения t1 получается в качестве сравнительной величины для определения на основе кривой L2 прогнозируемого остаточного срока службы основного корпуса 11 катализаторной трубки.
Затем вычисляется суммарная погрешность B во время получения данных по внутреннему диаметру (этап S3c вычисления накопленной ошибки). Накопленная во время получения данных по внутреннему диаметру ошибка B предпочтительно вычисляется на основе ошибки, которая возникает при измерении наружного диаметра основного корпуса 11 катализаторной трубки (ошибка измерения наружного диаметра), ошибки, которая возникает при измерениях толщины стенки основного корпуса 11 катализаторной трубки (ошибка измерения толщины стенки), и ошибки, которая образуется в ходе производства основного корпуса 11 катализаторной трубки (например, при обработке внутреннего диаметра основного корпуса 11 катализаторной трубки и других подобных операциях) (погрешность обработки). Предпочтительно, чтобы ошибка измерения наружного диаметра, ошибка измерения толщины стенки и ошибка обработки - все являлись бы квадратичными, и квадратный корень суммы квадратичных ошибок использовался бы в качестве суммарной погрешности B во время получения внутреннего диаметра.
На этапе S4 определения остаточного срока службы определяется остаточный срок службы основного корпуса 11 катализаторной трубки (труба). Прежде всего при данном способе определяется, является ли степень деформации ΔD внутреннего диаметра основного корпуса 11 катализаторной трубки, полученная этапе S2 установления степени деформации внутреннего диаметра трубы, меньшей, чем разность между степенью деформации основного корпуса 11 катализаторной трубки на момент измерения (время получения данных по внутреннему диаметру основного корпуса 11 катализаторной трубки) и суммарной погрешностью B, накопленной во время получения внутреннего диаметра (этап S4a оценки величины нижнего предела остаточного срока службы). Когда степень деформации ΔD внутреннего диаметра основного корпуса 11 катализаторной трубки оказывается меньше, чем разница между степенью деформации A основного корпуса 11 катализаторной трубки во время измерения и накопленной во время получения внутреннего диаметра ошибкой B, остаточный срок службы основного корпуса 11 катализаторной трубки определяется как превышающий прогнозируемый остаточный срок службы T (этап S4c определения величины нижнего предела остаточного срока службы). Между тем, когда вышеупомянутое условие (условие того, что степень деформации ΔD внутреннего диаметра основного корпуса 11 катализаторной трубки меньше, чем разница между степенью деформации A основного корпуса 11 катализаторной трубки 11 во время измерения и накопленной ошибкой B во время получения внутреннего диаметра) оказывается не удовлетворено, остаточный срок службы основного корпуса 11 катализаторной трубки оценивается с использованием в качестве сравнительной величины суммы степени деформации A основного корпуса 11 катализаторной трубки во время измерения и накопленной ошибки B во время получения внутреннего диаметра (этап S4b оценки верхней предельной величины остаточного срока службы). Когда степень деформации ΔD внутреннего диаметра основного корпуса 11 катализаторной трубки равна или больше суммы степени деформации A основного корпуса 11 катализаторной трубки во время измерения и накопленной во время получения внутреннего диаметра ошибки B, остаточный срок службы основного корпуса 11 катализаторной трубки определяется как равный или меньший, чем прогнозируемый остаточный срок службы T (этап S4b определения верхнего предела остаточного срока службы). Между тем, когда вышеупомянутое условие (условие того, что степень деформации ΔD внутреннего диаметра 11 основного корпуса катализаторной трубки равна или превышает сумму степени деформации A основного корпуса 11 катализаторной трубки во время измерения и накопленной ошибки B во время получения внутреннего диаметра) не удовлетворяется, данный способ определяет, не является ли остаточный срок службы T основного корпуса 11 катализаторной трубки 11 не поддающимся оценке (этап S4e проверки неопределимости остаточного срока службы). В этом случае то, имеет ли основной корпус 11 катализаторной трубки 11 какой-либо остаточный срок службы, оценивается другим способом.
Как указывалось выше, в данном воплощении способ включает: этап S1 установления внутреннего диаметра трубы для получения данных о внутреннем диаметре D основного корпуса 11 катализаторной трубки; этап S2 установления степени деформации внутреннего диаметра трубы, предназначаемый для получения данных по деформации внутреннего диаметра ΔD из различия между внутренним диаметром D основного корпуса 11 катализаторной трубки и исходным внутренним диаметром D0 основного корпуса 11 катализаторной трубки; этап S3a создания линейного графика проекции деформации, предназначаемый для создания линейного графика проекции деформации, такого, на котором выражаемая в процентах степень уширения основного корпуса катализаторной трубки достигает предельного удлинения срока службы X в конце некоторого прогнозируемого остаточного срока службы T; этап S3b определения сравнительной степени деформации, обеспечивающий получение показателя A деформации во время получения (измерения) данных о внутреннем диаметре, основываясь на линейном графике проекции деформации в качестве реперной величины для определения того, имеет ли основной корпус 11 катализаторной трубки прогнозируемый остаточный срок службы; этап S3c вычисления суммарной погрешности, рассчитывающий накопленную ошибку B во время получения внутреннего диаметра; и этап S4 определения остаточного срока службы, определяющий остаточный срок службы основного корпуса 11 катализаторной трубки, исходя из степени деформации ΔD внутреннего диаметра основного корпуса 11 катализаторной трубки, степени деформации A, являющейся сравнительной величиной для определения того, имеет ли основной корпус 11 катализаторной трубки прогнозируемый остаточный срок службы, и суммарной погрешности B. Таким образом, оказывается возможной точная оценка остаточного срока службы основного корпуса 11 катализаторной трубки с прогнозируемым остаточным сроком службы T, являющимся реперной величиной, посредством выполнения простой и не требующей длительного времени работы. Соответственно, оказывается возможной оценка того, продолжать ли действия с применением остаточного срока службы T в качестве реперной величины.
Линейный график проекции деформации может быть относительно легко построен при использовании модифицированного тета-метода. Таким образом удается избежать излишней трудоемкости.
Этап S1 установления внутреннего диаметра трубы включает этап S1a получения величины измерения наружного диаметра, этап S1b получения величины измерения толщины стенки и этап S1c вычисления внутреннего диаметра, а остаточный срок службы основного корпуса 11 катализаторной трубки может быть, таким образом, точно оценен на участке основного корпуса 11 катализаторной трубки, где степень деформации ползучести является наибольшей, с выполнением при относительно простой работы.
Величина накопленной ошибки B получается, исходя из ошибки измерения наружного диаметра, ошибки измерения толщины стенки и ошибки обработки, и, таким образом, остаточный срок службы основного корпуса 11 катализаторной трубки может быть точно оценен.
На этапе S4 определения остаточного срока службы остаточный срок службы основного корпуса 11 катализаторной трубки определяется как превышающий прогнозируемый остаточный срок службы T, когда степень деформации внутреннего диаметра ΔD основного корпуса 11 катализаторной трубки, установленная на этапе S2 определения степени деформации внутреннего диаметра трубы, оказывается меньше, чем разность между накопленной ошибкой B и степенью деформации, являющейся реперной для определения того, имеет ли основной корпус 11 катализаторной трубки прогнозируемый остаточный срок службы, и остаточный срок службы основного корпуса 11 катализаторной трубки может быть, таким образом, точно оценен с выполнением при этом относительно простой работы. Соответственно, оказывается возможной оценка того, продолжать ли действия с применением остаточного срока службы T в качестве реперного параметра.
На этапе S4 определения остаточного срока службы остаточный срок службы основного корпуса 11 катализаторной трубки определяется как равный или меньший, чем прогнозируемый остаточный срок службы T, когда степень деформации внутреннего диаметра ΔD основного корпуса 11 катализаторной трубки, установленная на этапе S2 определения степени деформации внутреннего диаметра трубы, оказывается равной или большей, чем сумма накопленной ошибки B и степени деформации, являющейся реперной для определения того, имеет ли основной корпус 11 катализаторной трубки прогнозируемый остаточный срок службы, и тем самым может быть определена величина верхнего предела остаточного срока службы основного корпуса 11 катализаторной трубки. Соответственно, оказывается возможной оценка того, продолжать ли действия с применением остаточного срока службы T в качестве реперной величины.
Данная труба представляет собой катализаторную трубку (основной корпус 11 катализаторной трубки), применяемую при риформинге природного газа, и, таким образом, оказывается возможным определение того, продолжать ли действия с применением остаточного срока службы T в качестве реперной величины.
Следует заметить, что, хотя приведенное выше описание дается для случая, когда целевым объектом оценки остаточного срока службы является катализаторная трубка (основной корпус 11 катализаторной трубки), настоящее изобретение также может быть применено для оценки остаточного срока службы любой трубы, которая применяется в условиях высокотемпературной окружающей среды и в которой вызывается деформация ползучести в конце ее срока службы. Также в этом случае для оценки остаточного срока службы трубы могут быть выполнены действия и получены эффекты, подобные присущим вышеупомянутому способу.
Пояснения к номерам позиций
11 основной корпус катализаторной трубки;
12 короткая часть;
13 гибкий вывод;
14 катализаторная трубка;
15 горячий коллектор;
21 газовая семь (H2O, CH4);
22 генераторный газ (H2, H2O, CO, CO2).
Бесщеточный электродвигатель
Абсорбент, установка для снижения содержания co или hs и способ снижения содержания co или hs с использованием абсорбента
Установка для извлечения co или hs и способ извлечения co или hs
Устройство денитрирования
Лазерная усиливающая среда и лазерный генератор (варианты) с использованием такой среды
Способ оценки каталитической трубки установки риформинга природного газа
Средство контроля высокотемпературного устройства высокого давления
Устройство для измерения цилиндрической трубы

