Результат интеллектуальной деятельности: НЕУПОРЯДОЧЕННЫЙ ОДНОРОДНЫЙ ТРЕХМЕРНЫЙ ТКАНЕВЫЙ КАРКАС ИЗ РАССАСЫВАЮЩЕГОСЯ И НЕРАССАСЫВАЮЩЕГОСЯ МАТЕРИАЛА
Вид РИД
Изобретение
Область применения изобретения
Настоящее изобретение относится к имплантируемому каркасному устройству для восстановления или наращивания ткани, причем устройство включает в себя уникальную трехмерную конструкцию из рассасывающегося и нерассасывающегося материалов. Используемые материалы, конструкция устройства и способ получения устройства обеспечивают преимущества имплантируемого устройства.
Предпосылки создания изобретения
Имплантируемые каркасы могут применяться для восстановления поврежденной или травмированной телесной ткани или для поддержки телесной ткани, такой как хрящ, кожа, мышца, кость, сухожилие или связка. Эти имплантируемые каркасы предназначены не только для поддержки восстанавливаемой ткани, но также для ускорения и стимулирования прорастания ткани для обеспечения непрерывности восстановления в теле в течение продолжительного периода времени. Однако типичные каркасы включают в себя большое количество нерассасывающихся материалов, которые остаются в теле в течение длительного времени или навсегда. С учетом высокого содержания нерассасывающихся материалов пользователь может ощущать каркас, или каркас может осложнять перемещение или пластичность.
Тканевые каркасы могут применяться для различных целей, включая, например, восстановление, такое как восстановление сухожилия, восстановление тазового дна, лечение стрессового недержания мочи, герниопластику; поддержку, такую как поддержка мочевого пузыря или поддержка грудных имплантатов; деформацию ткани; наращивание ткани; косметическое лечение; терапевтическое лечение; или в качестве по существу устройства для восстановления или уплотнения ткани. Каркас можно получить исключительно из нерассасывающихся материалов, и он может оставаться в месте имплантации во время прорастания ткани и после него. Такие каркасы становятся частью тела, в которое их имплантировали. Некоторые каркасы получают из полностью биорассасывающихся материалов, и с течением времени происходит их распад и рассасывание телом.
Хотя может быть желательно наличие определенной доли нерассасывающихся материалов, пользователь может ощущать каркасные устройства, включающие в себя нерассасывающиеся материалы, в течение длительного времени после их имплантации, или каркасные устройства после имплантации могут ограничивать перемещение или гибкость пользователя. Настоящее изобретение направлено на обеспечение имплантируемого устройства, которое сохраняет желаемые характеристики и в меньшей степени ощущается субъектом после имплантации и рассасывания отдельных компонентов.
Изложение сущности изобретения
Настоящее изобретение относится к имплантируемому устройству для восстановления или наращивания ткани и способу получения и применения устройства. Имплантируемое устройство настоящего изобретения представляет собой уникальную трехмерную конструкцию, состоящую из рассасывающихся и нерассасывающихся материалов, образующих пластичный трехмерный материал, обладающий мягким или жестким грифом, который может иметь различную толщину и плотность. Конфигурация имплантируемого устройства изначально является однородной, но становится неупорядоченной из-за технологии производства, что обеспечивает ряд преимуществ и способствует лучшему и благоприятному прорастанию ткани во время рассасывания и после завершения рассасывания.
В одном варианте осуществления настоящего изобретения предложен способ формирования имплантируемого устройства, включающий в себя этапы, на которых: формируют первую нить и вторую нить, где, по меньшей мере, одна из первой нити и второй нити включает в себя первую нерассасывающуюся элементарную нить и, по меньшей мере, одна из первой нити и второй нити включает в себя первую рассасывающуюся элементарную нить, причем первая рассасывающаяся элементарная нить имеет более низкую температуру плавления, чем первая нерассасывающаяся элементарная нить; формируют первоначальную тканую структуру, включающую в себя первую нить и вторую нить; подвергают первоначальную тканую структуру воздействию первой термообработки при первой температуре, достаточной для обеспечения усадки первой рассасывающейся элементарной нити и, таким образом, деформации, по меньшей мере, второй нити и формирования первоначальной нагретой структуры; нагревают первоначальную нагретую структуру до второй температуры, причем вторая температура выше первой температуры, где происходит плавление, по меньшей мере, части первой рассасывающейся элементарной нити; и охлаждают нагретое неплотное вязаное плетение с образованием полученного имплантируемого устройства.
В другом варианте осуществления предложено имплантируемое устройство, имеющее неупорядоченную ориентацию нерассасывающейся элементарной нити, образованное при помощи способа, включающего в себя этапы, на которых: формируют первую нить и вторую нить, где, по меньшей мере, одна из первой нити и второй нити включает в себя первую нерассасывающуюся элементарную нить и, по меньшей мере, одна из первой нити и второй нити включает в себя первую рассасывающуюся элементарную нить, причем первая рассасывающаяся элементарная нить имеет более низкую температуру плавления, чем первая нерассасывающаяся элементарная нить; формируют первоначальную тканую структуру, включающую в себя первую нить и вторую нить; подвергают первоначальную тканую структуру первой термообработке при первой температуре, достаточной для обеспечения усадки первой рассасывающейся элементарной нити и, таким образом, деформации, по меньшей мере, второй нити и формирования первоначальной нагретой структуры; нагревают первоначальную нагретую структуру до второй температуры, причем вторая температура выше первой температуры, где происходит плавление первой рассасывающейся элементарной нити; и охлаждают нагретое неплотное вязаное плетение с образованием полученного имплантируемого устройства.
В другом варианте осуществления предложено имплантируемое устройство, включающее в себя смежное переплетение деформированной первой нерассасывающейся элементарной нити и первой рассасывающейся элементарной нити, где первая рассасывающаяся элементарная нить усажена, по меньшей мере, по двум измерениям с обеспечением неупорядоченной ориентации нерассасывающейся элементарной нити.
В других вариантах осуществления предложен имплантируемый материал, включающий неупорядоченную ориентацию, по меньшей мере, одной первой нерассасывающейся элементарной нити, удерживаемой предварительно расплавленной первой рассасывающейся нитью, где имплантируемый материал имеет первую степень удлинения перед гидролизом первой рассасывающейся элементарной нити и вторую степень удлинения после гидролиза первой рассасывающейся элементарной нити, причем вторая степень удлинения, по меньшей мере, в пять раз больше первой степени удлинения.
В других вариантах осуществления настоящего изобретения предложен способ укрепления телесной ткани, включающий в себя этапы, на которых: формируют первую нить и вторую нить, где, по меньшей мере, одна из первой нити и второй нити включает в себя первую нерассасывающуюся элементарную нить и, по меньшей мере, одна из первой нити и второй нити включает в себя первую рассасывающуюся элементарную нить, причем первая рассасывающаяся элементарная нить имеет более низкую температуру плавления, чем первая нерассасывающаяся элементарная нить; формируют первоначальную тканую структуру из первой нити и второй нити; подвергают первоначальную тканую структуру первой термообработке при первой температуре, достаточной для обеспечения усадки первой рассасывающейся элементарной нити и, таким образом, деформации, по меньшей мере, одной из первой и второй нити и, таким образом, формирования первоначальной нагретой структуры; подвергают первоначальную нагретую структуру воздействию второй термообработки при второй температуре, где вторая термообработка обеспечивает, по меньшей мере, частичное плавление первой рассасывающейся элементарной нити для, таким образом, формирования второй нагретой структуры; охлаждают вторую нагретую структуру с образованием полученного имплантируемого устройства; закрепляют имплантируемое устройство в теле субъекта; и обеспечивают прорастание ткани в устройство.
Устройство может быть однослойным или многослойным, с одним или более рассасывающимися или нерассасывающимися компонентами между слоями.
Краткое описание чертежей
Предполагается, что фигуры, включенные в настоящий документ, являются примерами и не ограничивают объем настоящего изобретения.
На Фиг. 1 представлена элементарная нить, подходящая для настоящего изобретения, причем элементарная нить представляет собой многоволоконную элементарную нить.
На Фиг. 2 представлена первоначальная плотная вязаная структура, включающая в себя элементарную нить, показанную на ФИГ. 1.
На Фиг. 2А представлен увеличенный вид секции, показанной на Фиг. 2.
На Фиг. 3 представлена первоначальная неплотная тканая структура с применением нитей, полученных из вязаной структуры, показанной на Фиг. 2.
На Фиг. 3А представлен увеличенный вид секции, показанной на Фиг. 3.
На Фиг. 4 представлено имплантируемое устройство, полученное из первоначальной неплотной тканой структуры, показанной на Фиг. 3, после нагрева.
На Фиг. 4А представлен увеличенный вид секции, показанной на Фиг. 4.
На Фиг. 5 представлено устройство, показанное на Фиг. 4, после гидролиза рассасывающихся компонентов и без прорастания ткани.
На Фиг. 5А представлен увеличенный вид секции, показанной на Фиг. 5.
На Фиг. 6 представлен вид сбоку имплантируемого устройства после гидролиза с сохранением сжатой формы, где представлены два гипотетических вида устройства: [A] без прорастания ткани (т. е. на стадии гидролиза); и [B] с прорастанием ткани (т. е. после имплантации).
На Фиг. 6А представлен увеличенный вид части секции [B], показанной на Фиг. 6.
Подробное описание изобретения
В процедурах по восстановлению или поддержке различных тканей подходящим решением часто является включение каркаса, который может функционировать не только в качестве опоры для восстанавливаемой ткани, но и также может обеспечивать и стимулировать прорастание и регенерацию ткани. Проблемой наиболее распространенных сетчатых каркасов является то, что их по существу получают из по существу нерассасывающихся материалов, и, таким образом, они остаются в теле в течение длительного времени после имплантации и после прорастания ткани. В настоящем документе термин «прорастание» или «прорастание ткани» относится к генерации и росту различных клеток и телесных тканей, которые с течением времени прорастают внутрь и вокруг имплантированного устройства. В зависимости от места установки имплантата могут регенерироваться любые телесные ткани, включая, среди прочих, например, костный мозг, хондроциты, остеобласты, фибробласты, ангиобласты, гладкомышечные клетки, миоциты, клетки эндотелия, клетки эпителия, гепатоциты и клетки Сертоли. В настоящем документе термины «биорассасывающийся» и «рассасывающийся» являются взаимозаменяемыми и относятся к расщепляемому и всасываемому телом материалу, который может быть метаболизирован или выведен телом в течение периода времени от нескольких минут до, по меньшей мере, года.
В настоящем изобретении предложено подходящее имплантируемое устройство, обладающее подходящими физическими свойствами по всем трем измерениям, как перед имплантацией, так и после начала прорастания ткани. В настоящем изобретении предложен каркас, который включает в себя низкое содержание нерассасывающихся компонентов, но при этом сохраняет желаемые свойства после рассасывания биорассасывающихся компонентов и прорастания ткани внутрь устройства. Полученный имплантируемый материал изначально является тканым материалом, но не имеет постоянной структуры после гидролиза рассасывающегося материала. С учетом уникальной структуры и композиции настоящего изобретения устройство в состоянии после рассасывания дополнительно больше похоже на ткань, позволяя ткани естественно перемещаться и в меньшей степени ощущаться субъектом, которому имплантировали устройство.
В настоящем изобретении предложено имплантируемое устройство, способ получения имплантируемого устройства и способ применения имплантируемого устройства. В предпочтительных способах устройство формируют путем первоначального выбора, по меньшей мере, одного, а более предпочтительно более одного полимерного волокна для образования элементарной нити, как более подробно описано ниже. Один пример структуры элементарной нити, включающей в себя множество волокон, представлен на Фиг. 1. Далее одну или более элементарных нитей можно использовать для формирования нитей, которые по существу можно описать как скрученные пучки, состоящие, по меньшей мере, из одной элементарной нити. Для простоты применения элементарная нить может быть накручена на катушку.
Одна или более элементарных нитей могут быть скручены любым способом, и в одном способе элементарные нити используют для образования плотной вязаной структуры, такой как чулочное полотно или лицевое полотно. Пример плотной вязаной структуры представлен на Фиг. 2 и 2A. Если сначала сформировали чулочное или лицевое полотно, то затем его разматывают, получая в результате скрученный пучок волокон, содержащий отдельные элементарные нити, которые использовали для получения тканого чулочного или лицевого полотна. Скручивание может осуществляться другими способами, например, посредством обжимных устройств. Скрученная элементарная нить называется «нить». В некоторых вариантах осуществления из каждой катушки элементарной нити можно образовать собственный пучок элементарной нити, из которого можно образовать нить. Первоначальная элементарная нить может представлять собой одноволоконную или многоволоконную элементарную нить, полученная нить может состоять из одной элементарной нити или из множества элементарных нитей соответственно. В наиболее предпочтительном варианте нити сформированы из множества элементарных нитей, причем каждую элементарную нить скручивают или обжимают. Альтернативно нити скручивают и обжимают после формирования нитей из элементарных нитей. Скручивание или обжатие элементарных нитей обеспечивает увеличение объема компонентов в устройстве.
Следующий этап включает в себя обеспечение, по меньшей мере, одной нити, а более предпочтительно более одной нити, и связывание этих нитей вместе с образованием неплотной тканой структуры (далее обозначается как «первоначальная тканая структура»). Один пример первоначальной тканой структуры представлен на Фиг. 3 и 3A. Затем первоначальную тканую структуру подвергают воздействию одного или более процессов нагрева, описанных ниже, при этом происходит усадка, по меньшей мере, некоторых элементарных нитей в структуре и формирование полученной деформированной и имплантируемой структуры, которую затем можно термостабилизировать. Полученная структура также известна как «полученное имплантируемое устройство» и после подвергания воздействию одного или более этапов нагрева является конечной структурой. Пример полученного имплантируемого устройства представлен на Фиг. 4 и 4A. Разумеется, между первоначальной тканой структурой и полученным имплантируемым устройством может находиться одна или более промежуточных структур, например, при применении множества этапов нагрева или во время процесса нагрева. После первого этапа нагрева, вызывающего усадку, по меньшей мере, некоторых волокон в первоначальной тканой структуре, полученная структура называется «первоначальной нагретой структурой». Затем первоначальную готовую структуру подвергают воздействию дополнительного (-ых) этапа (-ов) нагрева для плавления некоторых волокон и фиксации давшей усадку и деформированной структуры. В результате образуется «полученное имплантируемое устройство». После имплантации полученного имплантируемого устройства внутрь тела пользователя устройство может называться «имплантированным устройством».
Настоящее изобретение относится к имплантируемому устройству, включающему в себя комбинацию нерассасывающихся волокон и рассасывающихся волокон. Как более подробно рассмотрено ниже, устройство, обладающее признаками изобретения, обладает рядом желаемых физических характеристик, позволяющих использовать его в качестве эффективного и улучшенного устройства для восстановления или поддержки ткани. Например, устройство имеет толщину желаемого диапазона для конкретного применения. Толщина такова, что устройство сливается с проросшей тканью после ее прорастания и рассасывания рассасывающегося материала телом. Устройство дополнительно имеет массу достаточной величины, что позволяет преобладающей композиции новой ткани генерировать телесную ткань. Устройство также должно иметь подходящую конфигурацию для обеспечения поддержки, при этом обеспечивая прорастание, т. е. устройство имеет подходящую пористую структуру, описанную ниже. Кроме того, по меньшей мере, нерассасывающаяся часть устройства также должна быть достаточно связанной, чтобы не получить устройство с волокнами, которые потенциально могут мигрировать после имплантации. Устройство также может иметь желаемую физическую силу, сохраняя, таким образом, целостность устройства после имплантации, при этом не препятствуя прорастанию. Кроме того, устройство должно быть достаточно гибким, чтобы устройство оставалось на месте имплантации при нормальных перемещениях тела.
Устройство, обладающее признаками изобретения, представляет собой трехмерное смежное переплетение из нерассасывающихся и рассасывающихся волокон, формирующих отличные друг от друга ориентации по всем трем измерениям. Предполагается, что устройство имеет неупорядоченную однородную неструктурированную матрицу. В настоящем документе термин «неупорядоченная однородная неструктурированная матрица» применяется для описания ориентации конечного продукта, образованного путем обеспечения первоначального однородного плетения, по меньшей мере, из двух различных волокон, одно из которых имеет более низкую температуру плавления, чем другое, с последующим стягиванием полотна по всем трем измерениям и, таким образом, формированием внешнего вида неупорядоченной неориентированной структуры, даже если в основе полученной структуры лежит тканая структура. Этап стягивания подробно описан ниже, и он может включать в себя этап повышения температуры до уровня выше самой низкой температуры плавления, но ниже самой высокой температуры плавления. Полученная структура может быть неупорядоченной и неоднородной, но в действительности она однородна в своей неупорядоченности. Иными словами, полученная структура может представлять собой однородное плоское трехмерное плотное термостабилизированное вязаное полотно с волнистыми поверхностями, которое имеет внешний вид и гриф валяного материала. Полученная структура может быть жесткой или отчасти гибкой в зависимости от количества материала, слоев и плотности полученной структуры. Представленное ниже описание поможет лучше понять особенности полученного имплантируемого устройства. Применение неупорядоченной однородной неструктурированной матрицы имеет важное значение для обеспечения устройства, стимулирующего рост и развитие фибробластов вдоль и внутри устройства с течением времени. Кроме того, полученное имплантируемое устройство удлиняется легче, чем традиционные нерассасывающиеся каркасы или сетки. Настоящее изобретение после рассасывания внутри тела дополнительно образует восстановительные элементы, подобные ткани, что обеспечивает большую свободу перемещения ткани, чем традиционные каркасы, содержащие структурные нерассасывающиеся компоненты.
В предпочтительных вариантах осуществления устройство включает в себя плетение из элементарных нитей, включающих в себя как нерассасывающиеся, так и рассасывающиеся волокна, включая, по меньшей мере, одно нерассасывающееся и, по меньшей мере, одно рассасывающееся волокно. Эти элементарные нити соединены в скрученные нити, которые сотканы вместе и подвергаются воздействию этапов стягивания, описанных ниже. В настоящем документе элементарные нити могут представлять собой материалы одноволоконных или многоволоконных нитей, возможно, например, скрученных или переплетенных другим образом. Термин «элементарная нить» может включать в себя одноволоконные или многоволоконные нити. Как описано выше, «нить» образована из одной или более элементарных скрученных нитей. На фигурах, описанных в настоящем документе, представлены многоволоконные элементарные нити, но следует понимать, что элементарные нити могут быть одноволоконными.
Нерассасывающиеся волокна настоящего изобретения можно получить из любого стабильного нерассасывающегося материала. Подходящие материалы включают в себя, например, полимеры, такие как полипропилен (такой как шовный материал, продаваемый под торговой маркой PROLENE производства Ethicon, Inc., г. Сомервилл, штат Нью-Джерси), смеси ПВДФ/ГФП (такие как полимерные смеси из поливинилиденфторида и сополимера поливинилиденфторида и гексафторпропилена, продаваемые под торговой маркой PRONOVA производства Ethicon, Inc., г. Сомервилл, штат Нью-Джерси), полиэфир, нейлон, полиакрилат, полиметакрилат, ацетатцеллюлоза, бионеразлагаемые полиуретаны, полистиролы, поливинилхлорид, поливинилфторид, поливинилимидазол, полиолефины, политетрафторэтилен (ПТФЭ), кремний и блок-сополимер стирола и бутадиена, а также их комбинации. Другие подходящие нерассасывающиеся материалы включают в себя металлы, такие как нержавеющая сталь, кобальт-хром, титан и титановые сплавы, и биоинертную керамику, такую как алюминиевая керамика, циркониевая керамика и сульфат кальция, и их комбинации. Нерассасывающиеся элементарные нити настоящего изобретения могут включать в себя более одного нерассасывающегося волокна, причем волокна могут быть одинаковыми или различными. Предпочтительные нерассасывающиеся волокна настоящего изобретения включают в себя полипропилен, смеси ПВДФ/ГФП, полиэфиры и нейлон. Нерассасывающиеся волокна настоящего изобретения могут иметь любой размер для выполнения функции имплантата, в частности, образования элементарных нитей с размером от приблизительно 10 денье до приблизительно 100 денье, а более предпочтительно от приблизительно 25 денье до приблизительно 60 денье. В настоящем документе термин «денье» имеет значение единицы измерения и предназначен для обозначения тонкости элементарной нити (как одноволоконной, так и многоволоконной элементарной нити), равной тонкости элементарной нити весом один грамм на каждые 9 000 метров элементарной нити.
Рассасывающиеся волокна настоящего изобретения можно аналогично получить из любого желаемого биорассасывающегося материала. Эти биорассасывающиеся полимеры включают в себя как синтетические полимеры, такие как полиэфиры и биополимеры, такие как полипептиды, полисахариды, так и их производные. Примеры подходящих биосовместимых биорассасывающихся полимеров включают в себя, без ограничений, алифатические полиэфиры, поли(аминокислоты), сополи(эфиры алкоксикислоты), полиалкиленоксалаты, полиамиды, полиацетали, поликеталы, поликарбонаты, полиортокарбонаты, полиуретаны, поли(алкиленсукцинаты), поли(малеиновую кислоту), поли(метилвинилэфир), поли(малеиновый ангидрид)тирозин-производные поликарбонаты, поли(иминокарбонаты), полиортоэфиры, полиоксаэфиры, полиамидоэфиры, полиоксаэфиры, содержащие аминогруппы, поли(ангидриды), полифосфазены, биополимеры (например, коллаген, желатин, альгинат, пектин, крахмал, фибрин, окисленная целлюлоза, хитин, хитозан, тропоэластин, гиалуроновая кислота и их смеси), а также их смеси. Алифатические полиэфиры могут включать в себя, без ограничений, гомополимеры и сополимеры лактида (включая молочную кислоту, D-L- и мезолактиды), гликолид (включая гликолевую кислоту), эпсилон-капролактон, п-диоксанон (1,4-диоксан-2-он), триметиленкарбонат (1,3-диоксан-2-он), алкильные производные триметиленкарбоната, дельта-валеролактон, бета-бутиролактон, гамма-бутиролактон, эпсилон-декалактон, гидроксибутират, гидроксивалерат, 1,4-диоксепан-2-он (включая его димер 1,5,8,12-тетраоксациклотетрадекан-7,14-дион), 1,5-диоксепан-2-он, 6,6-диметил-1,4-диоксан-2-он, 2,5-дикетоморфолин, пивалолактон, гамма, гамма-диэтилпропиолактон, этиленкарбонат, этиленоксалат, 3-метил-1,4-диоксан-2,5-дион, 3,3-диэтил-1,4-диоксан-2,5-дион, 6,8-диоксабициклоктан-7-он и их полимерные смеси. Полиалкиленоксалаты включают в себя компоненты, описанные в патентах США №№ 4,208,511; 4,141,087; 4,130,639; 4,140,678; 4,105,034 и 4,205,399, описание каждого из которых включено в настоящий документ путем ссылки. Биорассасывающиеся материалы, подходящие для настоящего изобретения, дополнительно включают в себя полиглюконат, поли(сополимер молочной кислоты и этиленоксида), полифосфоэфир, полиаминокислоты, полимолочную кислоту (ПМК), полигликолевую кислоту (ПГК), поликапролактон (ПКЛ), полидиоксанон (ПДО), триметиленкарбонат (ТМК), поливиниловый спирт (ПВС), их сополимеры или смеси. Кроме того, могут применяться полифосфазены, сополимеры, терполимеры и полимеры более высокого порядка на базе смешанных мономеров, полученные из L-лактида, D, L-лактида, молочной кислоты, гликолида, гликолевой кислоты, пара-диоксанона, триметиленкарбоната и эпсилон-капролактона. Полиангидриды включают в себя компоненты, производные от дикислот формы HOOC-C6H4-O-(CH2)m-O-C6H4-COOH, где m - целое число в диапазоне от 2 до 8, и их сополимеры с алифатическими альфа-омега дикислотами с содержанием углерода до 12 атомов. Применяемые полиоксаэфиры, полиоксамиды и полиоксаэфиры, содержащие амины и/или амидогруппы, описаны в одном или более из следующих патентов США №№ 5,464,929; 5,595,751; 5,597,579; 5,607,687; 5,618,552; 5,620,698; 5,645,850; 5,648,088; 5,698,213; 5,700,583 и 5,859,150, описание каждого из которых включено в настоящий документ путем ссылки. Другие подходящие материалы могут включать в себя поли(L-лактид) (PLA), поли(D, L-лактид) (PDLA), поли(гликолид) (PGA), поликапролактон, сополимеры, терполимер, их поли(мономерные) полимеры более высокого порядка или их комбинации или смеси.
Волокна или элементарные нити могут быть окрашены, например, биостабильными красителями, или не окрашены. В некоторых вариантах осуществления, по меньшей мере, один из материалов, применяемых в полученном имплантируемом устройстве, имеет окраску, выполненную, например, с применением красителя, что позволяет пользователю визуально различать волокна в устройстве. Применение красителя дополнительно несет в себе преимущество для производства и/или хранения, поскольку добавление красителя в материал делает материал менее чувствительным к ультрафиолетовому свету. Например, один материал в устройстве может быть окрашен синим или пурпурным красителем.
Наиболее желательно, чтобы рассасывающееся волокно или волокна включали в себя один или более полимеров, которые выбирают из группы, состоящей из полимеров, полученных из гликолида и/или лактида, полиглактина 910 (шовный материал, доступный в продаже под торговой маркой VICRYL производства Ethicon, Inc., г. Сомервилл, штат Нью-Джерси), и полимеров, полученных из полигликолевой кислоты, поли(п-диоксанона) (как, например, шовный материал, доступный в продаже под торговой маркой PDS производства Ethicon, Inc., г. Сомервилл, штат Нью-Джерси), капролактона, триметиленкарбоната и их комбинаций. При применении синтетических рассасывающихся полимеров желаемые полимеры должны быть биосовместимыми и распадаться на композиции с низкой молекулярной массой, такие как молочная кислота и гликолевая кислота, попадающие в нормальные метаболические пути. Биорассасывающиеся волокна в настоящем изобретении могут применяться для подготовки элементарных нитей размером от приблизительно 10 денье до приблизительно 100 денье, а более конкретно от приблизительно 28 денье до приблизительно 56 денье. Для настоящего изобретения может быть характерно одно или более одного биорассасывающегося волокна, и при применении множества рассасывающихся волокон волокна могут быть получены из одного и того же материала или могут быть получены из разных материалов. Каждое волокно может дополнительно иметь свою температуру плавления, отличную от температуры плавления других волокон в настоящем изобретении.
В одном варианте осуществления настоящее изобретение включает в себя, по меньшей мере, одно нерассасывающееся волокно и, по меньшей мере, одно рассасывающееся волокно, где волокна имеют собственные температуры плавления, отличные от температур других волокон. В другом варианте осуществления настоящее изобретение включает в себя, по меньшей мере, одно нерассасывающееся волокно и, по меньшей мере, два рассасывающихся волокна, где каждое волокно имеет собственную температуру плавления, отличную от других волокон. Любое из рассасывающихся волокон или нерассасывающихся волокон может иметь самую низкую температуру плавления в устройстве. В вариантах осуществления, включающих в себя, по меньшей мере, одно нерассасывающееся волокно и, по меньшей мере, одно рассасывающееся волокно, доля веса нерассасывающихся волокон к общему весу волокон составляет от приблизительно 5% до приблизительно 50% вес., а более предпочтительно от приблизительно 10% до приблизительно 25% вес. Предпочтительным является более высокое содержание (по весу) в устройстве рассасывающихся волокон, а не нерассасывающихся волокон.
Устройство имеет неупорядоченную однородную неструктурированную матрицу, которая описывает ориентацию элементарных нитей в устройстве, в частности, по всем трем измерениям. Устройство можно образовать с помощью любых желаемых средств, и в одном варианте осуществления устройство образовано с помощью следующих способов. Сначала отбирают волокно (-а) для образования устройства, и волокна могут включать в себя комбинации из рассасывающихся и нерассасывающихся волокон. Эти волокна используют для образования отдельных элементарных нитей, которые могут включать в себя только одно волокно (одноволоконные нити) или могут включать в себя множество волокон (многоволоконные нити). Как показано на Фиг. 1, элементарная нить 10 включает в себя множество отдельных волокон 12, 14, 16. Элементарная нить, показанная на Фиг. 1, представляет собой элементарную нить, включающую в себя три типа волокон: первое рассасывающееся волокно (12), первое нерассасывающееся волокно (14) и второе рассасывающееся волокно (16). Как более подробно описано ниже, элементарная нить может содержать любое количество волокон различных типов в различном соотношении. Например, на этой фигуре элементарная нить 10, показанная слева на Фиг. 1, представляет собой элементарную нить, имеющую одно первое рассасывающееся волокно (12), одно первое нерассасывающееся волокно (14) и пять вторых рассасывающихся волокон (16), но при желании можно применять любые типы и любое количество волокон. Элементарная нить 10, показанная слева на Фиг. 1, имеет четыре вторых рассасывающихся волокна 16, одно первое рассасывающееся волокно 12 и одно первое нерассасывающееся волокно 14. Допускается применение других вариативных количеств материала, количество можно измерить по весу или по числу прядей волокон.
Нити образованы из различных элементарных нитей, которые могут включать в себя выбранные нерассасывающиеся и рассасывающиеся волокна, описанные выше. Нити могут быть образованы с помощью любых желаемых средств формирования нитей, а в некоторых вариантах осуществления нити образованы путем формирования первоначальной плотной вязаной структуры, такой как чулочное или лицевое полотно. Вариант осуществления первоначальной плотной вязаной структуры представлен на Фиг. 2 и 2A. На Фиг. 2 представлена вязаная структура 100, включающая в себя одну элементарную нить 10. Вязаная структура 100 может при желании содержать любое число различных элементарных нитей 10. Выбранные элементарные нити 10 плотно связывают с образованием первоначальной плотной вязаной структуры 100, которая может иметь любой желаемый размер и форму. Полученную структуру 100 можно сформировать в непрерывное чулочное или лицевое полотно, которое может иметь любую желаемую длину и диаметр. Например, чулочное полотно может иметь диаметр от приблизительно 1 сантиметра до приблизительно 25 сантиметров (от 0,5 дюйма до приблизительно 10 дюймов), а более предпочтительно от приблизительно 3,8 сантиметра до приблизительно 13 сантиметров (от 1,5 дюйма до приблизительно 5 дюймов). Лицевое полотно может быть по существу плоской структурой с желаемой длиной и шириной. Ширина может составлять, например, от 1,3 сантиметра до приблизительно 91 сантиметра (от 0,5 дюйма до приблизительно 36 дюймов), и длина может быть заданной (например, по меньшей мере, приблизительно 30 сантиметров (12 дюймов)) или может доходить до более 1,5 метра (5 футов), более 3 метров (10 футов), более 6 метров (20 футов) или еще больше, позволяя образовать непрерывное полотно. Если сначала сформировано чулочное или лицевое полотно, затем чулочное или лицевое полотно распускают с получением скрученной нити материалов. Для образования имплантируемого устройства можно сформировать или использовать любое количество нитей. Чтобы получить устройство желаемого размера и формы, необходимо образовать достаточное количество нити.
В некоторых вариантах осуществления первоначальные волокна могут быть представлены в виде начальной катушки волокон, которые можно получить из однородного материала путем экструзии и намотать на катушку. Разумеется, при желании одно волокно может быть однородным или может быть получено из множества материалов. В некоторых вариантах осуществления допускаются пучки очень мелких волокон, образующие мелкую прядь пучка волокон. Катушку волокон применяют для подготовки элементарных нитей, которые затем могут применять для подготовки нити. При желании можно взять множество катушек одинаковых или разных волокон для формирования из них элементарной нити или пряди из пучков волокон. Нити можно образовать из любого количества элементарных нитей (и, таким образом, любого количества волокон), также нить можно образовать из одного волокна. Например, нити можно образовать из элементарных нитей, полученных из множества (например, от приблизительно 3 до приблизительно 7) волокон первого рассасывающегося материала, такого как полиглактин 910, необязательного второго рассасывающегося волокна, такого как PDS, и, по меньшей мере, одного нерассасывающегося волокна, такого как полипропилен. Различные комбинации описаны ниже. Комбинация волокон может применяться для образования первоначального вязаного чулочного или лицевого полотна, или комбинацию можно собрать в пучок и/или скрутить и/или обжать с помощью любых желаемых средств. Если сначала сформировано чулочное полотно или лицевое полотно, при вытягивании вместе множества волокон из вязаного чулочного или лицевого полотна полученная нить напоминает скрученный пучок волокон. Необязательно можно взять одну или более нитей из двух различных чулочных или лицевых полотен для создания неплотной первоначальной тканой структуры. Как описано в настоящем документе, каждая нить в первоначальной тканой структуре может содержать различные соотношения элементарных нитей с различными соотношениями рассасывающихся и нерассасывающихся отдельных волокон, и, по меньшей мере, одна нить предпочтительно содержит прядь из нерассасывающегося волокна, и, по меньшей мере, одна нить содержит прядь пучка из рассасывающегося волокна.
После получения нити (-ей) первоначально образуют тканую структуру из нити (-ей) путем неплотного переплетения нитей любым известным способом. Пример первоначальной неплотной тканой структуры представлен на Фиг. 3 и 3A. Такая неплотная тканая структура далее в документе обозначается как «первоначальная тканая структура». Как показано на Фиг. 3, первоначальную тканую структуру 200 получают из плетения из, по меньшей мере, одной нити 210, которую можно получить из множества отдельных волокон 212, 214, 216. Первоначальную тканую структуру 200 можно получить из одного типа нити 210 или можно получить из множества нитей 210, каждая из которых может быть одинаковой или может быть разной. На Фиг. 3 показаны многоволоконные нити 210, но следует понимать, что нити 210 могут представлять собой одноволоконные нити. Как показано на Фиг. 3, нити 210 имеют скрученную структуру.
Первоначальная тканая структура 200 может иметь любую желаемую форму, включая, например, прямоугольную, овальную или даже трубчатую или коническую форму. Первоначальная тканая структура 200 может иметь любую желаемую толщину, которая предпочтительно составляет от приблизительно 0,1 мм до приблизительно 5 мм, наиболее предпочтительно приблизительно 2 мм. Разумеется, толщину можно изменять в зависимости от цели применения и места имплантации. Первоначальная тканая структура 200 может иметь любую желаемую длину или ширину, и ее можно выполнить в виде большого полотна материала. Если первоначальная тканая структура 200 выполнена в виде большого полотна, полученное из него имплантируемое устройство может иметь большую длину и ширину, чем требуется, и пользователь может подрезать устройство в соответствии с размером и формой, которые необходимы для имплантации. В некоторых вариантах осуществления первоначальную тканую структуру 200 можно имплантировать саму по себе. В первоначальной тканой структуре 200 нерассасывающиеся и рассасывающиеся волокна распределены по структуре, желательно с обеспечением присутствия некоторого количества рассасывающегося и некоторого количества нерассасывающегося материала в каждой измеряемой секции структуры. Первоначальная тканая структура 200 имеет по существу однородный внешний вид по всем трем измерениям. В настоящем документе предполагается, что «неплотное плетение» означает тканую структуру, в которой отношение петельных рядов к петельным столбикам составляет от приблизительно 8 к 1 до приблизительно 1,5 к 1, а более предпочтительно от приблизительно 5 к 1 до приблизительно 2 к 1. Однако в некоторых вариантах осуществления отношение петельных столбиков к петельным рядам может составлять от приблизительно 5 к 1 до приблизительно 1,5 к 1, а более предпочтительно от приблизительно 5 к 1 до приблизительно 2 к 1.
Затем первоначальную тканую структуру подвергают воздействию повышенной энергии, такой как повышенная теплота, облучение, вибрация, электрический ток, радиочастота или другие типы энергии, для обеспечения усадки структуры и термостабилизации структуры. В некоторых вариантах осуществления первоначальную тканую структуру 200 подвергают воздействию первого нагрева, который может осуществляться наряду с воздействием других вариаций энергии, таких как вибрация или воздействие облучением. Сначала первоначальную тканую структуру нагревают, например, путем помещения в ограниченное пространство нагрева, такое как нагревательное устройство или другое пространство для сообщения тепла первоначальной тканой структуре 200. В некоторых вариантах осуществления первоначальную тканую структуру 200 помещают внутрь нагревательной печи, или в других вариантах осуществления ее помещают между первой и второй нагревательными поверхностями или пластинами. Желательно, чтобы вся первоначальная тканая структура 200 размещалась в пределах нагревательной поверхности или поверхностей, независимо от того, вставляют ее в печь или размещают между нагревательными поверхностями, но если необходимо нагреть только определенную область первоначальной тканой структуры 200, эту область можно разместить в пределах пространства нагрева. Кроме того, в некоторых вариантах осуществления первоначальной тканой структуре 200 придают трубчатую форму, например, путем прокатки в направлении обработки или в обратном направлении, и помещают в трубчатое пространство нагрева.
Если первоначальную тканую структуру 200 помещают в источник нагрева с ограниченными поверхностями, желательно, чтобы зазор между этими поверхностями был, по меньшей мере, незначительно больше, чем толщина первоначальной тканой структуры 200, для обеспечения надлежащего нагрева первоначальной тканой структуры 200. Желательно, чтобы зазор между поверхностями составлял от приблизительно 0,5 мм до приблизительно 5 мм, а более предпочтительно от приблизительно 1,5 мм до приблизительно 3,0 мм. Разумеется, зазор между нагревательными элементами может зависеть от толщины и плотности первоначальной тканой структуры 200 или типа материалов, применяемых в первоначальной тканой структуре 200. Если первоначальная тканая структура 200 имеет толщину, например, от приблизительно 0,1 мм до приблизительно 1,0 мм, то зазор должен составлять от приблизительно 1,5 мм до приблизительно 3,0 мм. Если первоначальная тканая структура 200 имеет меньшую толщину, применяется зазор меньшего размера, и наоборот. Размер зазора может быть от приблизительно на 0,1 мм до приблизительно на 2,0 мм больше, чем толщина первоначальной тканой структуры 200.
В этом способе формирования имплантируемого устройства первоначальную неплотную тканую структуру 200 подвергают воздействию, по меньшей мере, одной температуры, причем температура близка к температуре плавления материала, имеющего самую низкую температуру плавления в структуре. Материал, имеющий самую низкую температуру плавления, может представлять собой рассасывающийся материал или может представлять собой нерассасывающийся материал. Приведенное ниже описание относится к материалу, имеющему самую низкую температуру плавления, который представляет собой рассасывающийся материал, однако следует понимать, что материал, имеющий самую низкую температуру плавления, может представлять собой нерассасывающийся материал.
Для этого первого нагрева первоначальной тканой структуры 200 нагревательное устройство устанавливают на уровень: (1) равный, (2) незначительно выше или (3) незначительно ниже первоначальной температуры плавления материала, имеющего самую низкую температуру плавления в первоначальной тканой структуре (этот материал называется «первым волокном» в устройстве). Такое первоначальное повышение температуры представляет собой «первый нагрев». В настоящем документе термин «незначительно выше» обозначает от приблизительно на 0,1°C до приблизительно на 10°C больше, чем первоначальная температура плавления, или от приблизительно на 0,1°C до приблизительно на 5°C больше, чем первоначальная температура плавления, а более предпочтительно от приблизительно на 0,1°C до приблизительно на 2°C больше. Аналогично в настоящем документе термин «незначительно ниже» обозначает от приблизительно на 0,1°C до приблизительно на 10°C меньше, чем первоначальная температура плавления, или от приблизительно на 0,1°C до приблизительно на 5°C меньше, чем первоначальная температура плавления, а более предпочтительно от приблизительно на 0,1°C до приблизительно на 2°C меньше.
В качестве примера, первоначальная тканая структура может включать в себя два волокна: первое волокно, имеющее первоначальную температуру плавления 100°C, и второе волокно, имеющее первоначальную температуру плавления 150°C. В этом варианте осуществления первоначальную тканую структуру помещают в нагревательное устройство и подвергают воздействию первой температуры, причем первая температура составляет приблизительно 100°C (например, температура плавления волокна, имеющего самую низкую температуру плавления). Альтернативно первая температура может составлять от приблизительно 99,9°C до приблизительно 95°C, более предпочтительно от приблизительно 99,9°C до приблизительно 98°C (например, незначительно ниже температуры плавления волокна, имеющего самую низкую температуру плавления). Или альтернативно первая температура может составлять от приблизительно 100,1°C до приблизительно 105°C, более предпочтительно от приблизительно 100,1°C до приблизительно 102°C (например, незначительно выше температуры плавления волокна, имеющего самую низкую температуру плавления). Эта первая температура должна вызывать усадку. Плавление волокна, имеющего самую низкую температуру плавления в первоначальной тканой структуре (например, «первого волокна», или, если волокно является рассасывающимся волокном, его можно называть «первым рассасывающимся волокном»), на этом этапе не предполагается, предполагается только усадка первого материала.
В некоторых вариантах осуществления первое волокно представляет собой рассасывающееся волокно, имеющее первоначальную температуру плавления приблизительно 105°C, и первый этап нагрева осуществляется при температуре от приблизительно 100°C до приблизительно 103°C.
Кроме того, желательно, чтобы самая низкая температура плавления первого волокна была, по меньшей мере, на 10°C ниже температуры материала, имеющего вторую самую низкую температуру плавления в первоначальной тканой структуре. Иными словами, второе волокно должно иметь температуру плавления, по меньшей мере, на 10°C выше, чем температура плавления первого волокна.
Для целей настоящего описания первое волокно (например, волокно, имеющее самую низкую температуру плавления в устройстве) будет описано как рассасывающееся волокно и может называться первым рассасывающимся волокном. Первый нагрев продолжается в течение периода времени, достаточного для того, чтобы вызвать усадку первого рассасывающегося волокна (имеющего самую низкую температуру плавления в устройстве). В настоящем документе «усадка материала» относится к реструктуризации молекул в этом материале, которая не является достаточной для плавления материала. Усадка достигается, например, путем нагревания материала до его температуры стеклования. Плавление первого рассасывающегося волокна не предполагается, хотя может иметь место незначительное плавление. Скорее предполагается, что первый этап нагрева вызывает первоначальную усадку рассасывающегося волокна. Предпочтительным вариантом является усадка, а не плавление, поскольку усадка позволяет первому рассасывающемуся волокну сохранять некоторую прочность и стягивать другие волокна в устройстве, тогда как плавление материала сокращает силу натяжения материала. Как правило, этот первый этап нагрева должен длиться от приблизительно 10 до приблизительно 60 секунд, а более конкретно от приблизительно 20 до приблизительно 45 секунд, но продолжительность может варьироваться в зависимости от материала или материалов, применяемых в первоначальной тканой структуре. Усадка первого рассасывающегося волокна вызывает деформацию полученных волокон в первоначальном тканом устройстве.
Структура, полученная после первого этапа нагрева, представляет собой устройство, имеющее тканый рисунок из, по меньшей мере, одной нити, которая имеет волокна, деформированные из-за усадки волокна (волокон), имеющего (имеющих) более низкую температуру плавления. Однако из-за деформации структура приобретает неравномерную матрицу, поскольку степень усадки является неопределенной. Этот полученный материал называется «первоначальной деформированной структурой» или «первоначальной нагретой структурой».
Затем при желании первоначальную деформированную структуру подвергают необязательному дополнительному воздействию повышенной энергии, или этапу нагрева («второй нагрев»), для термостабилизации устройства. Второй этап нагрева является предпочтительным, но он не является обязательным. Этот второй нагрев может быть выполнен в том же нагревательном устройстве, которое описано выше, или может быть выполнен в отдельном нагревательном устройстве и может включать в себя дополнительные источники повышенной энергии, такой как вибрация или облучение, или другие источники энергии, описанные выше. Второй нагрев желательно выполнять при температуре, которая равна или выше температуры первого нагрева и предпочтительно выше температуры плавления первого волокна (имеющего самую низкую температуру плавления в устройстве). Второй нагрев может выполняться при температуре от приблизительно на 2°C до приблизительно на 25°C выше, чем температура первого нагрева.
Второй этап нагрева предполагает плавление первого волокна, имеющего самую низкую температуру плавления в структуре, для стабилизации структуры и размеров первоначальной деформированной структуры. Второй этап нагрева должен проходить по существу быстро, но может длиться незначительно дольше первого нагрева, например, от приблизительно 60 секунд до приблизительно 120 секунд, а более предпочтительно от приблизительно 60 секунд до приблизительно 90 секунд. Более продолжительное время второго нагрева может быть необходимо, если, например, желательно более толстое устройство. Второй этап нагрева может необязательно включать в себя дополнительные этапы, такие как этап сжатия, таким образом первоначальная деформированная структура сжимается между нагревательными элементами во время этапа нагрева. Сжатие может быть необходимо, например, если требуется изменить форму первоначальной деформированной структуры для образования полученного имплантируемого устройства. Например, может быть желательно сплющить первоначальное деформированное устройство на величину от приблизительно 25% до приблизительно 75% от его толщины, а более предпочтительно на приблизительно 50% от его толщины (например, от приблизительно 2 мм до приблизительно 1 мм от толщины). Размер зазора между нагревательными элементами можно регулировать в соответствии с желаемой толщиной, при желании дополнительно может применяться давление.
После подвергания воздействию первого этапа нагрева и необязательного второго этапа нагрева первоначальную деформированную структуру извлекают из нагревательного устройства и охлаждают, причем охлаждение может происходить при комнатной температуре или в среде с контролируемой температурой (например, при температуре выше комнатной температуры или при температуре ниже комнатной температуры). В некоторых вариантах осуществления может применяться нагревательное устройство, обладающее охлаждающей способностью, что позволяет обеспечить быстрое охлаждение после достижения нагрева. Полученная структура представляет собой отвержденное трехмерное тканое имплантируемое устройство, где, по меньшей мере, некоторые элементарные нити были неупорядоченно деформированы из-за усадки некоторых элементарных нитей. Это устройство называется «полученным имплантируемым устройством». Полученное имплантируемое устройство сохраняет свою конечную форму за счет расплавления и последующего отверждения некоторых волокон, образующих связующие точки. Таким образом, полученная имплантируемая структура имеет неупорядоченную ориентацию по всем трем измерениям, хотя нерасплавленные элементарные нити фактически образуют первоначальное однородное плетение. Полученное имплантируемое устройство находится в тканом/нетканом состоянии и воспринимается как валяный материал. Следовательно, полученное имплантируемое устройство имеет «неупорядоченную однородную неструктурированную матрицу» по всем трем измерениям - толщине, длине и ширине. Кроме того, с учетом неупорядоченной деформации расплавленных элементарных нитей полученное имплантируемое устройство имеет неструктурированную матрицу волокон.
Вариант осуществления готового полученного имплантируемого устройства показан на Фиг. 4 и 4а, где показано полученное имплантируемое устройство 300. Полученное имплантируемое устройство 300 включает в себя давшее усадку плетение из нитей 310, где каждую нить 310 можно получить из множества волокон 312, 316. Скрученная нить 310 по существу представляет собой скрученный и давший усадку вариант нити 210, представленной на Фиг. 3. Как описано выше, в устройстве 300 можно применять более одного типа нити 310, и каждая нить 310 может быть одноволоконной или многоволоконной. Как показано на Фиг. 4A, одно из волокон расплавлено с образованием связующих точек 314 в устройстве 300. Плавление достигается во время второго этапа нагрева, где волокно расплавляют и охлаждают до достаточной степени с образованием надежных связующих точек 314 в устройстве 300. Таким образом, полученное имплантируемое устройство 300 дает усадку, по меньшей мере, в двух направлениях (например, в длину и в ширину) и удерживается связующими точками 314. Усадка может привести к увеличению толщины или, если усадка выполнена в компрессионной среде, толщина может уменьшиться или остаться по существу неизменной. Желательно, чтобы связующие точки 314 были образованы из рассасывающегося волокна, например, первого рассасывающегося волокна.
При желании готовый имплантируемый продукт может включать в себя более одного слоя полученного имплантируемого устройства. Более чем одна первоначальная тканая структура или первоначальная деформированная структура могут наслаиваться одна на другую и одновременно подвергаться воздействию этапа (-ов) нагрева, таким образом, полученный имплантируемый материал может содержать множество слоев с однородным поперечным рисунком неупорядоченной ориентации, сплавленных друг с другом. Альтернативно каждый слой можно подвергнуть воздействию отдельного (-ых) этапа (-ов) нагрева с формированием множества полученных имплантируемых устройств, затем наслаиваемых и прикрепляемых друг к другу. Слои можно просто прикрепить друг к другу, т. е. без применения каких-либо промежуточных компонентов, или между ними может быть включен материал для улучшения прикрепления. Прикрепление может достигаться с помощью физических средств, таких как сплавление компонентов, или его можно достигнуть с помощью химических или физических средств, например посредством склеивания или сшивания слоев вместе. При желании между слоями можно поместить пленку или пленки, полученные из материала, имеющего самую низкую температуру плавления в устройстве (или альтернативно другого рассасывающегося материала с низкой температурой плавления). Пленка, применяемая со слоем устройства, может быть рассасывающейся. Слои могут помещаться внутрь нагревательного устройства, чтобы пленка расплавилась для повышения связывания слоев. При желании слои могут быть идентичны друг другу; однако важно отметить, что различные слои в устройстве не должны быть идентичными или даже полученными из одних и тех же материалов. Хотя каждый слой может включать в себя аналогичные или накладывающиеся материалы, точные композиции каждого слоя не должны быть одинаковыми. Альтернативно материалы в каждом слое могут быть абсолютно различными, без наложения материалов.
В некоторых вариантах осуществления множество слоев имплантируемого устройства, обладающего признаками изобретения, может включать между собой слой сетки или нерассасывающегося каркасного материала. В таких вариантах осуществления слоистый материал можно получить путем размещения слоя сетки или каркасного материала между первым слоем первоначального тканого устройства и вторым слоем первоначального тканого устройства, а затем подвергнуть структуру с чередующимися слоями воздействию этапов нагрева, как описано выше. Для получения слоистой структуры между любыми слоями можно разместить слои адгезивного материала или пленки. Затем структуру с чередующимися слоями подвергают воздействию этапов нагрева, как описано выше, в результате чего происходит термостабилизация слоев имплантируемого устройства. В некоторых вариантах осуществления слои изначально можно получить из слоя сетки или каркасного материала, расположенного между первым слоем первоначальной деформированной структуры и вторым слоем первоначальной деформированной структуры, а затем структуру с чередующимися слоями подвергают воздействию нагрева, как описано выше. При желании любое количество слоев можно разместить поверх других слоев, формируя слоистое устройство. Края слоев могут быть заделаны на одном уровне друг с другом, или, по меньшей мере, один из краев первого слоя может быть длиннее края второго слоя, или наоборот.
Конечное имплантируемое устройство можно получить из множества слоев полученного имплантируемого устройства, которые могут быть проложены в одинаковом направлении, в разных или переменных направлениях. Поскольку полученное имплантируемое устройство имеет разные свойства удлинения в перпендикулярных направлениях, размещение отдельных слоев полученного устройства позволяет получить устройство, которое имеет аналогичные свойства удлинения во всех направлениях. В некоторых вариантах осуществления в зависимости от направления слоев конечное слоистое имплантируемое устройство может обладать большей способностью к удлинению в первом направлении и меньшей способностью к удлинению во втором направлении. Множественное наслаивание позволяет получить очень прочное имплантируемое устройство для различных сфер применения, например, для восстановления сухожилия в противоположность восстановлению мягких тканей. Добавление пленочного слоя между слоями полученного тканого устройства, как описано выше, может способствовать улучшению сцепления слоев и позволяет сжать толщину, сделав ее меньше первоначальной толщины.
В некоторых вариантах осуществления материал, имеющий самую низкую температуру плавления в устройстве (первое волокно), представляет собой рассасывающееся волокно и может включать в себя поли(п-диоксанон) (включая шовный материал, продающийся под торговой маркой PDS производства Ethicon, Inc., г. Сомервилл, штат Нью-Джерси). В таком варианте осуществления первая температура нагрева может составлять приблизительно 100-103°C, и вторая температура нагрева может составлять от приблизительно 105°C до приблизительно 120°C. Разумеется, первая и вторая температуры нагрева могут варьироваться в зависимости от материала или материалов, применяемых в устройстве. В некоторых вариантах осуществления более высокая вторая температура нагрева может обуславливать повышенную степень гибкости и меньшую прочность на разрыв конечного полученного устройства. На практике поли(п-диоксанон) может применяться в комбинации с другим нерассасывающимся материалом и необязательно другими рассасывающимися материалами.
В одном варианте осуществления устройство можно получить из трех различных волокон. Первое волокно может представлять собой нерассасывающееся волокно, такое как полипропилен. Второе волокно может представлять собой первое рассасывающееся волокно, такое как полидиоксанон, и третье волокно может представлять собой второе рассасывающееся волокно, такое как полиглактин 910. Каждое волокно входит в состав элементарной нити или может быть вплетено в элементарную нить, включающую в себя множество различных волокон, и каждое волокно или элементарная нить может иметь собственный массовый номер. Например, волокно из полиглактина может иметь наименьший массовый номер, который может составлять приблизительно 28 денье. Массовый номер волокна из полидиоксанона может быть незначительно больше, такой как приблизительно 30 денье. Нерассасывающееся волокно может иметь самый большой массовый номер, такой как приблизительно 60 денье. Элементарная нить может состоять из ряда волокон, и полученная элементарная нить может иметь желаемый массовый номер. Степень скручивания и деформации конечного имплантируемого устройства может изменяться в зависимости от материала или материалов, формирующих элементарные нити. При желании можно включить другие материалы или комбинировать нерассасывающиеся и/или рассасывающиеся материалы. Желательно, чтобы устройство было получено из, по меньшей мере, одного нерассасывающегося компонента (волокна) и, по меньшей мере, одного рассасывающегося компонента (волокна).
В варианте осуществления, состоящем из множества материалов, каждый материал можно включить в любом желаемом количестве или соотношении. Однако предпочтительным является большее содержание рассасывающегося (-ихся) волокна (волокон), чем нерассасывающегося (-ихся) волокна (волокон) в устройстве. Например, в одном варианте осуществления тканая структура включает в себя элементарные нити из первого рассасывающегося волокна и первого нерассасывающегося волокна, и материалы содержатся в пропорции приблизительно 1-7 частей (по весу) первого рассасывающегося волокна к приблизительно 1 части первого нерассасывающегося волокна, а более предпочтительно приблизительно 3-5 частей (по весу) первого рассасывающегося волокна к приблизительно 1 части первого нерассасывающегося волокна. Пропорция необязательно должна быть весовой, это может быть пропорция содержания отдельных волокон или прядей нити независимо от массового номера. Таким образом, пропорция может составлять приблизительно 1-7 прядей первого рассасывающегося волокна к приблизительно 1 пряди первого нерассасывающегося волокна. В этом варианте осуществления первое рассасывающееся волокно может иметь более низкую температуру плавления, чем первое нерассасывающееся волокно, причем разница температур плавления составляет, по меньшей мере, приблизительно 10 °C. В этой композиции могут использоваться любые материалы, включая, например, полиглактин 910 или поли(п-диоксанон) в качестве первого рассасывающегося волокна, а полипропилен в качестве первого нерассасывающегося волокна.
В другом варианте осуществления первоначальная тканая структура может включать в себя элементарные нити первого рассасывающегося волокна и второго рассасывающегося волокна, где материалы содержатся в пропорции приблизительно 1-7 частей (по весу) первого рассасывающегося волокна к приблизительно 1 части второго рассасывающегося волокна, а более предпочтительно приблизительно 3-5 частей (по весу) первого рассасывающегося волокна к приблизительно 1 части второго рассасывающегося волокна. Эти пропорции также необязательно должны быть весовыми, это могут быть пропорции содержания отдельных волокон или прядей нити независимо от массового номера. Таким образом, пропорция может составлять приблизительно 1-7 прядей первого рассасывающегося волокна к приблизительно 1 части второго рассасывающегося волокна. В этом варианте осуществления первое рассасывающееся волокно может иметь более низкую температуру плавления, чем второе рассасывающееся волокно, где температура плавления первого рассасывающегося волокна, по меньшей мере, на 10°C меньше температуры плавления второго рассасывающегося волокна. Альтернативно второе рассасывающееся волокно в устройстве может иметь более низкую температуру плавления, чем первое рассасывающееся волокно. Содержание первого рассасывающегося волокна (например, материала, имеющего более низкую температуру плавления) может быть больше, чем второго рассасывающегося волокна, и наоборот. В этом варианте осуществления может применяться любой материал, например, в качестве первого рассасывающегося волокна может применяться поли(п-диоксанон), и в качестве второго рассасывающегося волокна может применяться полиглактин 910.
В другом варианте осуществления структура может включать в себя три волокна, такие как первое рассасывающееся волокно, второе рассасывающееся волокно и первое нерассасывающееся волокно, или альтернативно первое рассасывающееся волокно, первое нерассасывающееся волокно и второе нерассасывающееся волокно. Этот вариант осуществления может включать в себя первое рассасывающееся волокно в количестве приблизительно 1-7 частей (по весу), первое нерассасывающееся волокно в количестве приблизительно 1 части (по весу) и второе рассасывающееся волокно или второе нерассасывающееся волокно в количестве приблизительно 1 части (по весу). Эти пропорции также необязательно должны быть весовыми, это могут быть пропорции содержания отдельных волокон или прядей нити независимо от массового номера. Таким образом, содержание может составлять приблизительно 1-7 прядей первого рассасывающегося волокна, приблизительно 1 прядь первого нерассасывающегося волокна и приблизительно 1 прядь второго рассасывающегося или нерассасывающегося волокна.
Три варианта осуществления, описанные выше, представляют собой примеры и не являются ограничивающими. При желании имплантируемое устройство может включать в себя альтернативные или дополнительные рассасывающиеся и/или нерассасывающиеся волокна. Например, в состав имплантируемого устройства может входить более трех материалов, включая различные комбинации рассасывающихся и нерассасывающихся волокон. Исходные материалы могут использоваться для образования одноволоконных элементарных нитей или многоволоконных элементарных нитей, а элементарные нити в свою очередь используются для образования нитей.
Отдельные нити, используемые для получения тканого устройства, могут включать в себя любые из описанных выше волокон и могут быть получены с помощью любых желаемых средств. В одном варианте осуществления нити образуют путем получения сначала плотного вязаного полотна из выбранных элементарных нитей, такого как чулочное или лицевое полотно, или путем обжатия элементарных нитей. Первоначальная плотная вязаная структура может включать в себя элементарную нить, включающую в себя первое рассасывающееся волокно и первое нерассасывающееся волокно, или альтернативно элементарную нить, включающую в себя первое рассасывающееся волокно и второе рассасывающееся волокно, или альтернативно элементарную нить, включающую в себя первое рассасывающееся волокно, второе рассасывающееся волокно и первое нерассасывающееся волокно. Нить или нити можно получить путем распускания плотной вязаной структуры, в результате чего получают скрученный пучок элементарных нитей, содержащих отдельные волокна. Разумеется, можно образовать более одного чулочного или лицевого полотна, а из полученного чулочного (-ых) полотна (полотен) или лицевого (-ых) полотна (полотен) можно образовать более одной нити. Нити могут включать в себя рассасывающиеся волокна, нерассасывающиеся волокна и их комбинации.
После образования нитей их можно использовать для формирования первоначальной тканой структуры. Первоначальная тканая структура может включать в себя плетения из любых комбинаций нитей, включая описанные выше. В одном варианте осуществления первоначальная тканая структура может включать в себя плетение, состоящее из нитей только одного типа, например, одной нити, состоящей из первого рассасывающегося волокна и первого нерассасывающегося волокна, или нити, состоящей из первого рассасывающегося волокна, второго рассасывающегося волокна и первого нерассасывающегося волокна. В альтернативных вариантах осуществления первоначальная тканая структура может включать в себя плетения, состоящие, по меньшей мере, из нитей двух различных типов. Например, первоначальная тканая структура может включать в себя плетение из первой нити и второй нити, причем первая и вторая нити отличаются друг от друга. Первая нить, например, может представлять собой: (a) нить, имеющую первое рассасывающее волокно и первое нерассасывающееся волокно, или (b) нить, имеющую первое рассасывающееся волокно и второе рассасывающееся волокно, или (c) нить, имеющую первое рассасывающееся волокно, второе рассасывающееся волокно и первое нерассасывающееся волокно, и вторая нить может представлять собой, например: (a) нить, имеющую первое рассасывающееся волокно и первое нерассасывающееся волокно, или (b) нить, имеющую первое рассасывающееся волокно и второе рассасывающееся волокно, или (c) нить, имеющую первое рассасывающееся волокно, второе рассасывающееся волокно и первое нерассасывающееся волокно, где первая и вторая нити получены из разных волокон. Желательно, чтобы первоначальное тканое устройство включало в себя, по меньшей мере, одно рассасывающееся волокно и, по меньшей мере, одно нерассасывающееся волокно.
Например, первоначальная тканая структура может включать в себя плетение из первой нити и второй нити, где первая нить получена из первого рассасывающегося волокна и второго рассасывающегося волокна, а вторая нить получена из первого рассасывающегося волокна, второго рассасывающегося волокна и первого нерассасывающегося волокна. Конкретные рассасывающиеся и нерассасывающиеся волокна в каждой нити могут быть одинаковыми или они могут быть различными. Например, в данном варианте осуществления первую нить можно получить из полиглактина 910 и поли(п-диоксанона), а вторую нить можно получить из полиглактина 910, поли(п-диоксанона) и полипропилена.
Другой пример может представлять собой первоначальную тканую структуру, включающую в себя плетение из первой нити и второй нити, где первая нить получена из первого рассасывающегося волокна и второго рассасывающегося волокна, а вторая нить получена из первого рассасывающегося волокна и первого нерассасывающегося волокна. Конкретные рассасывающиеся и нерассасывающиеся волокна в каждой нити могут быть одинаковыми или они могут быть различными. Например, в данном варианте осуществления первую нить можно получить из полиглактина 910 и поли(п-диоксанона), а вторую нить можно получить из полиглактина 910 и полипропилена.
Эти варианты осуществления иллюстрируют возможные различные комбинации, причем следует понимать, что допускается применение любых рассасывающихся и нерассасывающихся волокон, указанных выше. При желании могут применяться альтернативные материалы, включая, например, смеси различных рассасывающихся полимеров, для придания полученной имплантируемой структуре более долгого или короткого профиля рассасывания. Профиль рассасывания можно регулировать за счет послепроизводственных этапов, таких как стерилизация, например путем воздействия гамма-излучением, для сокращения профиля рассасывания. Наличие нерассасывающегося компонента в конечном имплантируемом устройстве может подходить, например, для сохранения наличия в теле после рассасывания рассасывающихся компонентов. Однако, если необходимо и желательно полное рассасывание, может применяться устройство, включающее в себя только рассасывающиеся волокна.
Изначально, до подвергания воздействию любых этапов нагрева, по форме или структуре первоначальная тканая структура может представлять собой плоскую неплотную тканую структуру, как описано выше. Подходящим может быть применение других форм, включая, например, сферическую, коническую, цилиндрическую формы и т. п. Структура может иметь форму бусины или связанного множества или нити бус, которые могут быть связаны посредством рассасывающегося или нерассасывающегося материала элементарной нити. В предпочтительных вариантах это плоские структуры, имеющие по существу прямоугольную или эллиптическую форму. Углы первоначальной тканой структуры при желании могут быть закруглены. Пользователь может вырезать или подрезать полученное имплантируемое устройство перед имплантацией. Как описано выше, конечное устройство для имплантации может при желании включать в себя любое количество слоев полученного имплантируемого устройства, но первоначальные тканые структуры, как правило, имеют один слой. Если желательно получить многослойное устройство, отдельные слои можно объединить друг с другом либо перед, либо во время, либо после различных этапов нагрева и с помощью физических или химических средств прикрепления, используемых между слоями. Кроме того, слоистое устройство может включать в себя дополнительные элементы, такие как нерассасывающаяся сетка или каркас, расположенные между слоями.
После всех этапов нагрева полученное имплантируемое устройство может иметь любую желаемую длину или ширину в зависимости от предполагаемого применения. В некоторых вариантах осуществления полученное имплантируемое устройство может иметь форму листа, который пользователь может подрезать и придать ему желаемый размер и форму перед имплантацией. В некоторых вариантах осуществления устройство может быть выполнено в виде полосы материала, которую можно использовать для уплотнения или корректировки ранее наложенной поддерживающей повязки для лечения стрессового недержания мочи, или, в других вариантах осуществления, устройство может иметь квадратную форму. Устройство может иметь любую желаемую длину или ширину от 0,03 сантиметра (0,01 дюйма) до более 30 (12 дюймов). Например, при использовании в качестве поддерживающей повязки для лечения стрессового недержания мочи ширина может составлять от приблизительно 0,8 до приблизительно 2 сантиметров (от 0,3 до приблизительно 0,7 дюйма), а длина может составлять от приблизительно 5 до приблизительно 10 сантиметров (от 2 до приблизительно 4 дюймов) в соответствии с расстоянием под мочеиспускательным каналом. В других вариантах осуществления устройство может иметь круглую или трубчатую форму и может иметь диаметр от приблизительно 0,1 сантиметра до приблизительно 25 сантиметров (от 0,05 дюйма до приблизительно 10 дюймов). В эллиптических конфигурациях устройство может иметь большой радиус от приблизительно 3 сантиметров до приблизительно 13 сантиметров (от 1 дюйма до приблизительно 5 дюймов) и малый радиус от приблизительно 0,03 сантиметра до приблизительно 8 сантиметров (от 0,01 дюйма до приблизительно 3 дюймов). В других вариантах осуществления имплантируемое устройство может иметь неопределенную форму, такую как аморфная конфигурация или конфигурация ватного шарика, такое устройство может применяться в качестве упаковочного материала или наполнителя, например, для заполнения отверстия или пустоты, образовавшейся в результате удаления ткани у пациента.
Первоначальная толщина первоначальной тканой структуры может составлять от приблизительно 0,1 сантиметра до приблизительно 1,3 сантиметра (от 0,05 дюйма до приблизительно 0,5 дюйма), тогда как толщина первоначальной деформированной структуры после первого этапа нагрева, описанного выше, может составлять от приблизительно 0,05 сантиметра до приблизительно 0,64 сантиметра (от 0,02 дюйма до приблизительно 0,25 дюйма), и толщина конечного имплантируемого устройства после всех этапов нагрева и необязательного сжатия, описанных выше, может составлять от приблизительно 0,03 сантиметра (0,01 дюйма) до приблизительно 0,318 сантиметра (0,125 дюйма). В некоторых вариантах осуществления каждый этап нагрева может уменьшать толщину устройства, как при применении сжатия.
Полученное имплантируемое устройство может иметь различный внешний вид с точки зрения пользователя. Полученное имплантируемое устройство представляет собой плотный структурированный мат материала, незаметный или практически незаметный в зависимости от толщины и плоскости структуры. Внешняя текстура полученного имплантируемого устройства напоминает валяный материал. Материал, похожий на валяный материал, образован из коротких волокон, спутанных вместе, тогда как устройство, обладающее признаками изобретения, первоначально неплотно соткано, а затем внутреннее волокно, соединенное со всеми остальными волокнами, подвергается усадке (посредством первого нагрева) для сцепления и деформации материала до компактного состояния соединенной неструктурированной матрицы из нерассасывающихся волокон. Однако благодаря обработке после усадки (например, второго этапа нагрева) вся совокупность волокон в полученном имплантируемом устройстве сцеплена вместе посредством, по меньшей мере, одного расплавленного и отвержденного рассасывающегося волокна. Это придает полученному имплантируемому устройству трехмерную поверхностную структуру на микроуровне. Полученное имплантируемое устройство имеет тканую/нетканую структуру, степень пористости которой зависит от материала и плотности этого материала. Может быть желательно, чтобы пористость полученного имплантируемого устройства не была заметна для невооруженного глаза пользователя, как у обычных неплотных плетений или сеток, тогда как в других вариантах осуществления пользователь может видеть пористость устройства невооруженным глазом. Размер пор может составлять от приблизительно 4 микрон до приблизительно 300 микрон в сжатом состоянии, но при желании может быть гораздо больше (например, более 300 микрон) без сжатия.
Полученное имплантируемое устройство может иметь желаемую жесткость. Жесткость можно измерить с помощью известных испытаний, таких как испытание на изгиб, описанное в примерах ниже. Усилие, необходимое для сгибания устройства, обладающего признаками изобретения, может составлять от приблизительно 1 Н до приблизительно 1,5 Н, а более конкретно от приблизительно 1,25 Н до приблизительно 1,50 Н. Полученное имплантируемое устройство может обладать прочностью на разрыв от приблизительно 5 Н до приблизительно 4000 Н, а более предпочтительно от приблизительно 50 Н до 500 Н. Полученное имплантируемое устройство может иметь желаемый уровень удлинения при натяжении в первом направлении. Предпочтительный модуль упругости полученного имплантируемого устройства может составлять от приблизительно 100 Н/м до приблизительно 300 Н/м, а более конкретно от приблизительно 150 Н/м до приблизительно 200 Н/м.
После подготовки полученное имплантируемое устройство можно имплантировать. С течение времени гидролиз рассасывающегося (-ихся) волокна (волокон) в устройстве приводит к образованию конечной гидролизованной структуры, включающей в себя только нерассасывающиеся волокна. Один вариант гидролизованной структуры представлен на Фиг. 5 и 5A, где показана гидролизованная структура 400, включающая в себя только нерассасывающиеся волокна 410. На Фиг. 6 представлен вид в поперечном сечении, демонстрирующий два гипотетических варианта конечного устройства: секция [A] показывает гидролизованную часть устройства, включающего в себя только нерассасывающиеся волокна 410. Такой результат можно получить, например, при экспериментальном применении или применении на испытательном стенде без прорастания ткани, и эта секция представляет собой полипропиленовую структуру, сохраняющую то же сжатое состояние после гидролиза. Очевидно, что полипропиленовая структура может в некоторой степени утрачивать сжатие после гидролиза и не иметь сжатого вида. Секция [B] на Фиг. 6 показывает гидролизованную часть после прорастания ткани, где присутствует комбинация нерассасывающихся волокон 410 и ткани 420, что лучше всего видно на развернутом виде, показанном на Фиг. 6A.
Разумеется, следует понимать, что обе секции, [A] и [B] на Фиг. 6, не являются конечным результатом после имплантации, эти две секции представлены для наглядного сравнения двух потенциальных результатов после: [A] гидролиза на испытательном стенде или экспериментального гидролиза, и [B] прорастания ткани. После имплантации и рассасывания рассасывающихся компонентов телом предполагается, что целое устройство включает в себя проросшую сквозь него ткань (например, секция [B] на Фиг. 6).
Настоящее изобретение может обеспечивать различные степени эластичности устройства: первая степень перед гидролизом компонентов и вторая степень после гидролиза компонентов. Имплантируемое устройство (например, 300) имеет первую степень эластичности перед гидролизом рассасывающегося (-ихся) материала (-ов) в устройстве с формированием гидролизованной структуры (например, 400). Первую степень эластичности можно измерить при помощи желаемых средств, включая испытание на растяжение в одном или более направлениях. Разумеется, следует понимать, что устройство может быть более эластичным в первом направлении (например, вдоль его длины), чем во втором направлении (например, вдоль его ширины). После гидролиза рассасывающегося (-ихся) материала (-ов) в устройстве, например, после гидролиза на испытательном стенде, рассасывающийся (-иеся) материал (-ы) в устройстве будет (будут) полностью или по существу полностью удален (удалены) из устройства, останется (останутся) только нерассасывающийся (-иеся) материал (-ы) (гидролизованная структура 400). В этом состоянии, т. е. после гидролиза, устройство обладает второй степенью эластичности, превышающей степень эластичности имплантируемого устройства перед гидролизом. В некоторых вариантах осуществления степень эластичности устройства после гидролиза, по меньшей мере, в два раза превышает степень эластичности устройства перед гидролизом, а более предпочтительно, по меньшей мере, в 3 раза превышает степень эластичности устройства перед гидролизом, или, по меньшей мере, в 5 раз превышает степень эластичности, или, по меньшей мере, в 10 раз превышает степень эластичности. Для измерения эластичности допускается применение любого способа, но для измерения эластичности до гидролиза и после гидролиза следует применять один и тот же способ. После имплантации в тело пациента и последующего рассасывания рассасывающихся компонентов устройства ткань прорастает в устройство, что может ограничивать эластичность устройства после имплантации. Полученное устройство с проросшей тканью является более эластичным и гибким, чем структурная сетка или каркасы, полученные из структурных сеток. Повышенные гибкость и эластичность составляют существенное преимущество по сравнению со структурными сетчатыми имплантатами.
Настоящее изобретение подходит для имплантируемого устройства для поддержки или лечения телесной ткани. Имплантируемое устройство может применяться в качестве каркасного имплантата, подходящего для укрепления тканевых структур или для стимулирования нового прорастания ткани для увеличения объема ткани в определенной области тела. В некоторых вариантах осуществления имплантируемое устройство можно закрепить на определенной поверхности телесной ткани, включая, например, тазовое дно, одно или более сухожилий, мочевой пузырь или грудь, или устройство может применяться для лечения заболеваний, таких как стрессовое недержание мочи, грыжа и другие аналогичные заболевания, подразумевающие разрыв или повреждение ткани. Имплантация имплантируемого устройства может осуществляться любыми стандартными и желаемыми средствами, включая, например, адгезивное прикрепление с использованием фибрина или хирургическое прикрепление с использованием шовного материала или скоб. В некоторых вариантах осуществления имплантируемое устройство можно закрепить без использования внешних крепежных средств, например, при использовании устройства в качестве уплотнительного материала в ограниченном пространстве или полости, где устройство сохраняет свое положение за счет трения. Крепление должно быть достаточным, чтобы удерживать имплантируемое устройство в заданном месте в течение периода времени, достаточного для прорастания ткани в устройство, причем проросшая ткань способствует или обеспечивает закрепление устройства. Прикрепление должно быть достаточным, чтобы удерживать имплантируемое устройство на месте имплантации, по меньшей мере, в течение одной недели, по меньшей мере, в течение двух недель, по меньшей мере, в течение одного месяца, по меньшей мере, в течение двух месяцев, по меньшей мере, в течение шести месяцев или, по меньшей мере, в течение одного года.
После имплантации фибриновое прикрепление или фактическое прорастание фибробластов начинается в течение от приблизительно семи до приблизительно четырнадцати суток. Со временем рассасывающиеся компоненты подвергаются биологическому распаду и рассасыванию телом, и области, содержавшие эти рассасывающиеся компоненты, заполняются новой проросшей тканью. Поскольку полученные нерассасывающиеся компоненты имеют незаметную конфигурацию и присутствуют в имплантируемом устройстве в небольшом количестве, после исчезновения рассасывающихся компонентов пользователь по существу не ощущает материалы, оставшиеся в устройстве. В результате полученное имплантируемое устройство, которое обеспечивает поддержку и пространство для прорастания ткани, также обеспечивает ощущение комфорта и подобия ткани.
Имплантируемое устройство может иметь любую массу, позволяющую ткани прорастать в устройство, таким образом обеспечивая прорастание новой ткани доминирующей композиции. В некоторых вариантах осуществления вес по площади до рассасывания рассасывающихся материалов в имплантируемом устройстве может составлять от приблизительно 47 г/м2 до приблизительно 152 г/м2, а полученный вес по площади после рассасывания рассасывающихся материалов в устройстве может составлять от приблизительно 12 г/м2 до приблизительно 40 г/м2. В вариантах осуществления, в которых содержание рассасывающегося материала превышает содержание нерассасывающегося материала (например, содержание по весу рассасывающегося материала в 10 раз превышает содержание по весу нерассасывающегося материала в устройстве), отношение веса по площади перед рассасыванием к весу по площади после рассасывания может быть существенно повышено. Желательно, чтобы вес по площади после рассасывания составлял 25% или менее 25% от веса по площади перед рассасыванием. Это является существенным усовершенствованием по сравнению с другими устройствами, содержащими большее количество структурного нерассасывающегося материала в имплантате.
Имплантируемое устройство также должно обладать пористостью, подходящей для того, чтобы обеспечить первоначальное прорастание ткани после имплантации, и имплантируемое устройство должно содержать «дышащий» материал, обеспечивающий свободную циркуляцию в нем газа. При желании поры могут полностью пронизывать толщину устройства. Пористость полученного имплантируемого устройства может изменяться в зависимости от плотности исходного материала и степени «свободы» первоначального плетения в первоначальной тканой структуре. В общем, чем менее плотным является первоначальное плетение (например, чем больше расстояние между петельными столбиками и петельными рядами), тем ниже будет плотность полученного имплантируемого устройства. Предполагается, что области, содержащие рассасывающиеся материалы, во время рассасывания рассасывающихся материалов в устройстве и после него, по меньшей мере, частично будут заполняться новой прорастающей тканью.
Имплантируемое устройство может включать в себя дополнительные компоненты, такие как активные вещества, распыленные на поверхности или внутри устройства, или устройство может также представлять собой носитель для лекарственного средства, коагулирующего агента или стимулятора размножения/роста клеток. Активные компоненты могут подходить для лечения заболеваний или для доставки активных компонентов для общего заживления. Нерассасывающиеся компоненты имплантируемого устройства могут включать в себя рентгеноконтрастные элементы или маркеры для облегчения имплантации и расположения имплантируемого устройства. Имплантируемое устройство может дополнительно включать в себя один или более идентифицирующих маркеров, таких как окрашенные секции или другие индикаторы, для облегчения имплантации. Имплантируемое устройство может включать в себя одно или более вспомогательных веществ, ускоряющих или замедляющих расщепление и рассасывание рассасывающегося (-ихся) материала (-ов) в имплантируемом устройстве, и может включать в себя герметизирующие материалы. Имплантируемое устройство может включать в себя другие подходящие и известные компоненты, включая, например, питательные вещества, белки, факторы роста, клетки и телесные ткани, иммуномодуляторы, ингибиторы воспаления, факторы регрессии, компоненты для стимулирования или ограничения роста ткани и другие лекарственные средства.
Настоящее изобретение также относится к способам восстановления или наращивания ткани при помощи имплантируемого устройства, описанного выше. После получения имплантируемого устройства, описанного выше, пользователь может имплантировать его в тело. Местом имплантации может быть любая желаемая область в теле, включая, без ограничений, места для восстановления сухожилий, восстановления тазового дна, лечения стрессового недержания мочи или лечения грыжи. Местом имплантации может быть место для обеспечения поддержки, такой как поддержка мочевого пузыря или поддержки грудного имплантата. Альтернативно местом имплантации может быть место, где требуется придание ткани дополнительного объема, наращивание ткани, косметическое лечение, терапевтическое лечение или по существу уплотнение ткани или установка опорного устройства.
Способ восстановления или наращивания телесной ткани может быть реализован путем хирургической операции по восстановлению или наращиванию ткани. Сначала определяют место имплантации и на основе места и доступа к месту определяют размер и форму используемого имплантируемого устройства. Размер и форму имплантируемого устройства можно подобрать в соответствии с геометрией и размерами конкретной части ткани, требующей лечения, и размер и форма устройства также должны подходить для установки через хирургическое или другое отверстие в теле. Перед имплантацией пользователь может необязательно придать нужную форму и размер имплантируемому устройству, например, путем вырезания, сворачивания или совершения других манипуляций с имплантируемым устройством перед имплантацией.
После получения доступа к желаемому анатомическому месту (в результате травмы, при помощи хирургических методик или любых других средств для обеспечения доступа) имплантируемое устройство можно зафиксировать в желаемом месте. Для фиксации имплантируемого устройства могут применяться любые желаемые средства, такие как химические крепежные средства или механические крепежные средства. Химические средства могут включать в себя адгезивы, такие как фибриновый клей или сгусток, либо другие биологически совместимые адгезивы. Механические крепежные средства включают в себя, например, шовные материалы, скобы, скрепки для ткани, крючки, спирали, болты, штифты и шпильки. При желании допускается применение комбинаций химических и механических крепежных средств. В некоторых случаях имплантируемое устройство можно поместить в отверстие, и для удержания имплантируемого устройства применяется трение. Например, в вариантах осуществления, в которых устройство имеет аморфную форму и конфигурацию, как например, наполнитель, устройство помещают в отверстие с заполнением отверстия.
После надежной и надлежащей имплантации хирургическое поле при необходимости можно закрыть. При необходимости имплантируемое устройство можно извлечь и разместить в другом месте, например, в том случае, если было установлено, что имплантируемое устройство имплантировали ненадлежащим образом. После имплантации в место и начала рассасывания внутри тела в результате процесса нормального заживления телесные ткани прорастают внутрь и вокруг имплантируемого устройства, в результате превращаясь в ткань с механическими свойствами, присущими собственной телесной ткани. Механическая природа имплантируемого устройства также служит направляющей для регенерации ткани после имплантации. В способах наращивания ткани, например, присутствие имплантируемого устройства направляет новую ткань к местам роста и развития. Новая ткань прорастает на периферии имплантируемого устройства, но также прорастает внутрь открытых пор имплантируемого устройства с полной интеграцией имплантата.
Поскольку имплантируемое устройство включает в себя рассасывающиеся материалы и, в частности, включает в себя больше рассасывающихся материалов, чем нерассасывающихся материалов (по весу), после имплантации тело, которому имплантировали устройство, начинает расщеплять и всасывать рассасывающийся материал в имплантированном устройстве. Хотя процесс рассасывания начинается незамедлительно после имплантации, расщепление и рассасывание телом рассасывающегося материала в устройстве становится заметным по истечении желаемого периода времени, например, приблизительно через одни сутки, приблизительно через одну неделю, приблизительно через две недели, приблизительно через один месяц, приблизительно через два месяца, приблизительно через шесть месяцев или приблизительно через 1 год. Скорость расщепления зависит от материалов, используемых в устройстве, и количества/плотности этих материалов в полученном имплантируемом устройстве. После имплантации для повышения скорости рассасывания могут применяться способы повышения скорости расщепления, такие как воздействие облучением. В настоящем документе термин «заметное расщепление» относится к материалам, расщепление и рассасывание которых достигло достаточного уровня, при котором это расщепление можно обнаружить. Скорость и уровень расщепления имплантируемого устройства можно определить при помощи гидролиза на испытательном стенде (лабораторный способ) или можно определить с помощью инвазивных или неинвазивных средств после имплантации устройства.
По истечении желаемого периода времени и после заметного расщепления имплантируемое устройство по-прежнему включает в себя некоторую часть механической структуры и прочности, но часть рассасывающегося материала уже заменена новой тканью. Благодаря уникальной трехмерной ориентации рассасывающихся и нерассасывающихся волокон, описанной выше, после заметного расщепления и рассасывания имплантируемое устройство превращается в материал, имеющий непрерывную поверхность, таким образом обуславливая развитие фибробластов и других тканей, отличное от развития с использованием типовой сетчатой конструкции. В типовом сетчатом продукте с открытым плетением фибробласты прорастают вдоль каждого волокна сетки и затем поперек пор сетки перед прорастанием в толщину сетки. При прорастании телесные ткани могут преодолевать короткие дистанции и образовывать фиброзный слой на каждой стороне сетчатого имплантата. Это можно увидеть на примере исследований на животных, в ходе которых типичные сетчатые имплантаты извлекали на ранних этапах, таких как на 7, 14 или 21 сутки. В отличие от этого, в устройстве, обладающем признаками изобретения, связь и проникновение ткани сквозь поры и толщину сетки увеличивались при увеличении периода времени с обеспечением улучшенного прорастания ткани и устойчивости, а в перспективе более эффективного имплантата.
При имплантации имплантируемое устройство имеет смежное переплетение из нити или нитей, включающих в себя, по меньшей мере, одно нерассасывающееся волокно и, по меньшей мере, одно рассасывающееся волокно, где первоначальное смежное переплетение проходит во всех трех плоскостях. В полученном имплантируемом устройстве нить (-и), включающая (-ие) в себя нерассасывающееся волокно, имеет (имеют) первую ориентацию, которую можно описать как неупорядоченную однородную неструктурированную матрицу. Эта первая ориентация вызвана деформацией и усадкой (и термостабилизацией) расплавленного рассасывающегося материала, что таким образом определяет внешний вид неупорядоченной неориентированной структуры. Во время заживления тела новая ткань начинает прорастать в устройство и вокруг него. В то же время рассасывающаяся (-иеся) элементарная (-ые) нить (нити) начинает (начинают) расщепляться и всасываться в тело. После расщепления и рассасывания рассасывающегося (-ихся) волокна (волокон) имплантируемое устройство образует открытые пространства из-за пустоты, возникшей в результате расщепления и рассасывания. Одновременно во время заживления пространства, которые были заполнены рассасывающимся материалом, начинают заполняться новой тканью.
Во время начальных этапов прорастания ткани и первоначального рассасывания рассасывающихся волокон имплантируемое устройство по существу сохраняет первую ориентацию нерассасывающихся волокон. Имплантированное устройство по существу сохраняет первую ориентацию нерассасывающихся волокон в течение, по меньшей мере, приблизительно одной недели, двух недель, одного месяца, шести месяцев или года. В некоторых вариантах осуществления из-за прорастания ткани имплантируемое устройство будет постоянно по существу сохранять структуру и ориентацию нерассасывающихся волокон в том виде, в котором они присутствовали в полученном имплантируемом устройстве. В некоторых вариантах осуществления из-за прорастания ткани и одновременного рассасывания рассасывающихся волокон полученная ориентация нерассасывающихся волокон может быть неупорядоченной, и она может быть сжатой или расширенной из-за воздействия усилий, сообщаемых новой тканью.
По мере прорастания ткани и продолжения рассасывания и расщепления рассасывающихся волокон новая ткань начинает перемещаться. Это перемещение ткани обусловлено нормальными физиологическими условиями. Из-за этого перемещения и растяжения первоначальное гидролизованное имплантированное устройство (которое теперь, после гидролиза и рассасывания, имеет меньше рассасывающихся волокон, чем на момент имплантации) начинает принимать вторую ориентацию. Эта вторая ориентация обусловлена перемещением ткани, смещающим нерассасывающиеся волокна. В этой второй ориентации нерассасывающиеся волокна оказывают незначительное сопротивление или вообще не оказывают сопротивления перемещению ткани, обусловленному неупорядоченной матрицей неструктурированного устойчивого материала. По мере рассасывания рассасывающихся волокон происходит потенциальное изменение формы имплантированного устройства из-за стягивания ткани и/или разрыхления ткани. Стягивание ткани происходит во время периода заживления и может быть обусловлено фиксацией имплантата на месте имплантации или поверхностным ростом фибробластов, который наблюдался у некоторых испытуемых животных при применении как тестируемых, так и контрольных изделий. Разрыхление ткани происходит в течение более длительного периода времени (например, приблизительно 6 месяцев). Разрыхление ткани представляет собой ослабление или возврат вновь образовавшейся рубцовой ткани к состоянию, аналогичному состоянию перед травмой или хирургическим вмешательством. Если имплантируемое устройство включает в себя только рассасывающиеся волокна, разрыхление ткани может вызвать необходимость последующего восстановления ткани в этой же области. Однако из-за добавления в устройство, обладающее признаками изобретения, нерассасывающихся материалов разрыхление ткани не происходит из-за присутствия инородного тела (т. е. оставшихся нерассасывающихся волокон). По этой причине устройство, обладающее признаками изобретения, включает в себя, по меньшей мере, несколько нерассасывающихся волокон, но содержание нерассасывающихся волокон является минимальным и неструктурированным, что обеспечивает прорастание ткани и желаемую гибкость.
Со временем из-за продолжающегося роста, перемещения и растяжения новой ткани в зависимости от прочности ткани имплантируемое устройство может принимать дополнительные ориентации. При использовании нерассасывающегося сетчатого материала в слоистой конфигурации имплантируемого устройства, обладающего признаками изобретения, гибкость может сократиться после рассасывания рассасывающихся материалов. Когда не применяется дополнительный сетчатый материал и имплантат включает в себя только имплантируемое устройство, обладающее признаками изобретения, описанное в настоящем документе, отмечается большая гибкость и перемещение после рассасывания, а полученный участок больше похож на ткань. Поскольку естественный рост и перемещение тела по существу обуславливают перемещение ткани и рост ткани, неупорядоченная неструктурированная деформированная ориентация нерассасывающихся волокон в имплантате в результате обеспечивает большую гибкость и похожесть на ткань, чем у имплантата, выполненного из нерассасывающейся сетки или содержащего сетку, даже если сетчатый компонент изначально обладал способностью к изгибу. Вкратце, устройство, обладающее признаками изобретения, в перспективе предлагает существенно улучшенный имплантат, обеспечивающий не только прочность и улучшенное прорастание, но и дополнительную гибкость и комфорт.
По истечении желаемого периода времени после имплантации (в зависимости от конкретного (-ых) рассасывающегося (-ихся) волокна (волокон), используемого (-ых) в имплантируемом устройстве), который может составлять, по меньшей мере, приблизительно одну неделю, по меньшей мере, приблизительно две недели, по меньшей мере, приблизительно один месяц, по меньшей мере, приблизительно два месяца, по меньшей мере, приблизительно шесть месяцев, по меньшей мере, приблизительно 9 месяцев или, по меньшей мере, приблизительно 1 год, рассасывающиеся волокна в имплантируемом устройстве по существу подвергаются расщеплению или рассасыванию телом. По истечении желаемого периода времени после имплантации, такого как, по меньшей мере, три месяца, или, по меньшей мере, шесть месяцев, или, по меньшей мере, один год, имплантируемое устройство по существу не содержит рассасывающиеся волокна и по существу состоит из нерассасывающихся волокон и новой ткани, проросшей в устройство. Хотя желательным является полное рассасывание рассасывающихся волокон, допускается остаток минимального количества рассасывающихся волокон (например, менее чем приблизительно 1% от первоначального количества, менее чем приблизительно 2% от первоначального количества или менее чем приблизительно 5% от первоначального количества), но при этом устройство по существу состоит из нерассасывающихся материалов и новой ткани.
Устройство может оставаться в теле на протяжении любого желаемого периода времени, а может оставаться в теле на протяжении всей жизни пользователя. Предполагается, что оставшаяся часть устройства интегрируется внутрь тела пользователя в достаточной степени для того, чтобы оно оставалось в теле без необходимости в удалении. Новая ткань, проросшая в нерассасывающиеся волокна устройства и рядом с ними, обеспечивает желаемую поддержку и прочность в месте имплантации.
Таким образом, как описано выше, имплантируемое устройство в общем представляет собой тканое устройство, которое обладает характеристиками нетканого, и устройство, не содержащее сетку; оно уникально и подобно валяному материалу. Настоящее изобретение предлагает структурированное устройство, имеющее совершенно однородный вид после имплантации и перед расщеплением рассасывающихся компонентов, однако оно выполнено таким образом, что первоначальный неплотно сотканный нерассасывающийся компонент является неструктурированным и подвержен расширению (ex vivo) после гидролиза рассасывающегося (-ихся) волокна (волокон) устройства. Однако после завершения рассасывания и прорастания ткани в устройство и вокруг него нерассасывающийся компонент становится подобен ткани.
Это уникальное устройство можно получить с помощью способов, описанных выше, а в конкретном варианте осуществления формирование устройства представляет собой многоэтапный способ. Сначала пользователь выбирает желаемую смесь рассасывающихся и нерассасывающихся волокон, из которых образуют элементарные нити в устройстве. Элементарные нити могут включать в себя только одно волокно или могут включать в себя множество пучков волокон, причем волокна могут быть одинаковыми или разными. Устройство должно включать в себя, по меньшей мере, одно рассасывающееся волокно и, по меньшей мере, одно нерассасывающееся волокно, хотя отдельные волокна, формирующие устройство, могут быть только рассасывающимися или нерассасывающимися. Например, подходящие материалы включают в себя волокна полипропилена, PDS и полиглактина 910. Количество и вес отдельных волокон, используемых в каждой нити, и количество нитей, используемое для получения конечного полученного устройства, при желании могут меняться, и в предпочтительных вариантах осуществления устройство включает в себя, по меньшей мере, одно полипропиленовое волокно, по меньшей мере, одно волокно PDS и, по меньшей мере, от одного до приблизительно 15 волокон полиглактина 910. Как описано выше, допускается использование различных материалов и соотношений.
После выбора полимеров для образования волокон и определения количества каждого волокна из отдельных элементарных нитей (одноволоконных или многоволоконных) формируют нить, которая желательно должна представлять собой скрученную элементарную нить и которая может представлять собой скрученный пучок волокон. Нить можно получить с помощью любых желаемых средств, включая этапы простого обжатия, или альтернативно элементарные нити могут быть сплетены в плотное вязаное чулочное или лицевое полотно путем круговой вязки, а затем вязаное чулочное или лицевое полотно распускают, получая скрученные элементарные нити (нити). Каждая нить может включать в себя различные комбинации компонентов, как описано выше, например, каждая нить может включать в себя более одного типа элементарных нитей, и каждая элементарная нить может включать в себя более одного типа волокон. Для формирования устройства можно использовать множество чулочных или лицевых полотен или нитей, и каждое чулочное или лицевое полотно или нить может включать в себя комбинации рассасывающихся и нерассасывающихся компонентов. Для формирования устройства желательно использовать, по меньшей мере, одну нить, дополнительно желательно использовать, по меньшей мере, одно рассасывающееся волокно и, по меньшей мере, одно нерассасывающееся волокно.
Из нитей получают неплотную вязаную или тканую первоначальную структуру. Первоначальная неплотная структура может иметь любой размер или форму, как описано выше. Затем первоначальную неплотную структуру подвергают воздействию, по меньшей мере, одного этапа нагрева, а более предпочтительно двух этапов нагрева. Первый этап нагрева осуществляется при температуре, равной или незначительно ниже температуры плавления волокна, имеющего самую низкую температуру плавления в устройстве («первое волокно» или «первое рассасывающееся волокно»). На этом первом этапе нагрева происходит усадка первого волокна, обуславливающая деформацию остальных волокон и формирование первоначальной деформированной структуры (например, этап термоусадки). После первого нагрева первоначальную деформированную структуру подвергают воздействию второго этапа нагрева, который осуществляют при температуре, равной или выше температуры плавления первого волокна в структуре. Этот второй этап нагрева более подробно описан выше, и его должно быть достаточно (как по температуре, так и по продолжительности) для расплавления первого волокна в достаточной степени, чтобы расплавленные части связали оставшиеся волокна в структуре. Полученный материал охлаждается либо в том же устройстве, которое используют для нагрева структуры, либо после извлечения из нагревательного устройства, образуя полученное имплантируемое устройство. При желании полученное имплантируемое устройство можно имплантировать.
Размер определенного нагреваемого пространства, особенно на первом этапе нагрева, зависит от типа рассасывающегося волокна, количества и числа объединенных волокон и массового номера волокон, используемых при неплотном плетении. Размер определенного нагреваемого пространства может быть еще одним фактором, определяющим конечную плотность полученного материала, а также гибкость полученного материала. В общем, определенное пространство большего размера обеспечивает более свободное перемещение материала, предоставляя дающим усадку волокнам, включенным в плетение, больше возможностей для стягивания (за счет снижения сопротивления трению), таким образом обеспечивая однородное стягивание большого количества рассасывающихся и нерассасывающихся волокон внутри определенного нагреваемого пространства. В отличие от этого, определенное нагреваемое пространство меньшего размера способствует повышению сопротивления трению перемещения, таким образом ограничивая стягивание, в результате чего происходит стягивание меньшего количества волокон, а плотность полученного материала уменьшается. Размер определенного нагреваемого пространства на первом этапе нагрева, таким образом, может меняться для обеспечения различных уровней усадки и конечной постоянной плотности и гибкости полученного имплантируемого устройства.
Второй этап нагрева можно изменить для повышения или снижения прочностных свойств материала, например путем приложения сжатия во время второго этапа нагрева. Отсутствие сжатия способствует получению более объемного гибкого полуструктурированного материала, который может подходить для уплотнения или заполнения пространства внутри тела, где необходима минимальная прочность или структурность. Однако сжатие во время второго этапа нагрева может применяться для сжатия материала во время этапа термостабилизации, придавая ему заданную структуру и ориентацию. Это сжатие обеспечивает, по меньшей мере, два преимущества: во-первых, происходит расплавление, по меньшей мере, одного волокна или пучка, соединяющего все смежные волокна при расплавлении и под воздействием давления; и, во-вторых, это позволяет получить желаемую форму путем вдавливания материала в определенную полость под воздействием тепла и давления в течение определенного цикла нагрева и/или охлаждения. Полученное имплантируемое устройство может иметь различную прочность на разрыв и прочность на изгиб, а также определенные формы, а при хранении в контролируемой среде, такой как стерильная упаковка, или в токе азота, будет сохранять свойства материалов.
Полученное имплантируемое устройство может применяться непосредственно после получения или может храниться в стерильной среде. Устройство можно подвергнуть стерилизации перед упаковкой или имплантацией. Имплантируемому устройству можно дополнительно придать любой желаемый размер и форму и упаковать его, или имплантируемое устройство большого размера можно упаковать, и пользователь при необходимости может придать устройству требуемый размер и форму. Важно, чтобы упаковка была воздухо- и влагонепроницаемой, чтобы избежать преждевременного гидролиза рассасывающегося (-ихся) волокна (волокон) в устройстве. Когда устройство готово к имплантации, пользователь, как правило, врач или ассистент, вскрывает стерильную и влагонепроницаемую упаковку, придает требуемый размер и/или имплантирует устройство, как описано выше. В вариантах осуществления, где устройство представляет собой более рыхлый гибкий полуструктурированный материал, который может подходить для уплотнения или заполнения пространства внутри тела, где требуется минимальная прочность и структурность, пользователь может использовать только то количество, которое необходимо для заполнения пустого пространства внутри тела пациента.
Как описано выше, устройство, обладающее признаками изобретения, может применяться для различных целей и принимать различные формы, включая, например, восстановление, такое как восстановление сухожилия, восстановление тазового дна, лечение стрессового недержания мочи, герниопластику; поддержку, такую как поддержка мочевого пузыря или поддержка грудных имплантатов; деформацию ткани или общее заполнение ткани; наращивание ткани; косметическое лечение; терапевтическое лечение, применение в качестве устройства для контроля маточного кровотечения или по существу устройства для восстановления или уплотнения ткани.
В одном варианте осуществления устройство может применяться для контроля маточного кровотечения. В этом случае настоящее изобретение может применяться путем создания сращивания в матке, которое будет способствовать закрытию нижней части матки и прекращению менструации. Способ включает обеспечение инструмента для подготовки области имплантации, например, увеличения соответствующего диаметра и потенцирования эндометрия. Способ также включает имплантацию имплантируемого устройства в верхнюю часть шейки матки/нижнюю часть матки. Устройство, обладающее признаками изобретения, как описано выше, включающее в себя комбинацию нерассасывающихся и рассасывающихся компонентов, может применяться в качестве имплантата и, в частности, устройство, обладающее признаками изобретения, может быть выполнено в форме цилиндра с диаметром, соответствующим размеру шейки матки, в которую его имплантируют. Цилиндр можно образовать путем скатывания плоской полосы материала, обладающего признаками изобретения, и последующего прессования для получения желаемой плотности для создания требуемых усилий сжатия, чтобы удерживать устройство и для его эффективности, или путем получения устройства цилиндрической формы. Устройство может включать в себя шовный материал или шовные материалы, проходящие по осевой длине цилиндра, где цилиндр имеет, по меньшей мере, одну прорезь и может включать в себя две прорези, четыре прорези или более прорезей, и в результате натягивания элементарной нити или элементарных нитей цилиндр может сжиматься (например, при натягивании первого конца ко второму концу) после имплантации для обеспечения более надежной посадки. Для предотвращения перемещений вверх можно закрепить диск или пластину. Для имплантации устройства может применяться аппликатор.
Полученное устройство может применяться для создания поддерживающей повязки для мочеиспускательного канала, обеспечивающей немедленный эффект после размещения и, таким образом, сокращающей риск прокола мочевого пузыря и оставляющей после себя незначительное количество инородного материала. В этом варианте осуществления имплантируемое устройство можно поместить в соединительную ткань мочеполовой диафрагмы или внутренней мышцы для первоначальной прочной фиксации имплантата. Поперечное сечение может иметь круглую, прямоугольную или эллиптическую форму и может изменяться по длине имплантата. Часть имплантата в области под мочеиспускательным каналом может быть уплощенной. Кончики на обоих концах могут быть упрочнены за счет прессования или плавления матричного материала под воздействием нагрева. Шовный материал можно зафиксировать внутри расплавленного кончика, внутри матричных цилиндров или можно прикрепить к инструменту для вставки. Стержни для вставки или аппликатор также могут применяться для эффективной доставки устройства к месту имплантации. Аппликатор может удерживать устройство внутри или снаружи с помощью различных средств доставки. Это также позволяет оттянуть имплантат назад. Концы имплантата могут быть очень жесткими и могут быть проштампованы или вырезаны в соответствии с любой нужной формой для улучшения первоначальной фиксации в ткани. Предполагается, что имплантат можно ввести в соединительную ткань мочеполовой диафрагмы или в запирательный комплекс, который включает в себя наружную запирательную мышцу, внутреннюю запирательную мышцу и мембрану. Альтернативно он может находиться на лобковой кости или в контакте с ней. Крепление обеспечивается за счет применения средств фиксации, таких как клей, адгезивы, крючки или вдавливание внутрь соединительной ткани в этой области. Нанесение адгезивов может быть выполнено через просвет устройства или путем распыления через отверстие или посредством пор имплантата. Адгезивы при применении могут быть постоянными или рассасывающимися.
Устройство может применяться в качестве барьера между сетчатым имплантатом и тканью, например, в имплантате для лечения стрессового недержания мочи или в любом другом устройстве, использующем сетчатый имплантат. Таким образом, устройство образует новый слой ткани, который функционирует в качестве барьера между сеткой и стенкой влагалища. Это может ограничить или предотвратить эрозию или обнажение сетки, уменьшить боль впоследствии и сократить число реконструктивных операций в послеоперационном периоде. Материал, обладающий признаками изобретения, может дополнительно подходить для имплантации между сеткой или внешней стенкой влагалища и мочеиспускательным каналом для оказания большего давления на мочеиспускательный канал. Это может быть отдельное устройство, которое располагают вручную, его можно предварительно прикрепить к сетчатому устройству перед имплантацией или можно установить с помощью пинцета под ткань перед наложением швов для фиксации сетки.
Устройство можно использовать в качестве имплантируемого наружного уретрального устройства с заранее заданной формой для лечения умеренного стрессового недержания мочи, такого как наружное объемообразующее устройство. Этот вариант осуществления подразумевает размещение объемообразующего устройства снаружи относительно уретральной мышцы и сжимающее воздействие на среднюю часть мочеиспускательного канала. При использовании имплантат может не проникать сквозь мочеполовую диафрагму, вместо этого он размещается под и/или вокруг средней части мочеиспускательного канала, при этом окружающая ткань функционирует в качестве первоначальной поддержки для сохранения эффекта скручивания или наружного объемообразования. В некоторых вариантах осуществления из материала, обладающего признаками изобретения, можно получить имплантат, имеющий первый конец, второй конец и центральную секцию, где любой из первого конца или второго конца или центральная секция могут быть выполнены из материала, обладающего признаками изобретения. В этом варианте осуществления первый и второй концы могут иметь размер и форму, которые подходят для имплантации с любой стороны мочеиспускательного канала для обеспечения поддержки мочеиспускательного канала. Немедленная коррекция стрессового недержания мочи достигается за счет сжатия мочеиспускательного канала благодаря наружному уретральному объемообразующему устройству, тогда как в результате конечного прорастания ткани образуется постоянная структура, поддерживающая мочеиспускательный канал. В этом варианте осуществления обе концевые зоны устройства можно разместить или закрепить в контакте с нижним краем лобковой кости для образования полос новой постоянной ткани для долгосрочной коррекции стрессового недержания мочи. Наружному устройству для мочеиспускательного канала заранее заданной формы для лечения стрессового недержания мочи можно придать либо V-образную, либо U-образную форму, и первый конец и/или второй конец могут иметь гладкую или текстурную поверхность. Поперечное сечение может иметь круглую, прямоугольную или эллиптическую форму и может изменяться по длине имплантата. Кроме того, при желании центральная часть имплантата может быть уплощенной. Имплантат можно установить между средней частью мочеиспускательного канала и приблизительно одной третью расстояния от шейки мочевого пузыря.
В некоторых вариантах осуществления предложен способ лечения стрессового недержания мочи, которой может включать в себя этапы выполнения разреза передней стенки влагалища и размещения материала, обладающего признаками изобретения, между наружной частью мочеиспускательного канала и наружной поверхностью вагинального канала. В таких вариантах осуществления материал может иметь свернутую или удлиненную форму, или он может иметь неопределенную аморфную форму, или он может иметь спиральную форму до или после вставки. Разрез можно выполнить в любом желаемом месте, и он может располагаться проксимально относительно средней части мочеиспускательного канала. Небольшой разрез плоскости ткани можно выполнить в месте размещения материала, обладающего признаками изобретения.
Имплантируемое устройство можно использовать для пластической хирургии, например, для заполнения дефектов, таких как полости под кожей, образовавшиеся в результате естественного или хирургического удаления ткани. Это позволяет получить постоянный наполнитель для первоначальной коррекции дефекта, имеющий гладкий естественный внешний вид и обеспечивающий долгосрочный эффект. Этот вариант осуществления дополнительно предусматривает применение устройства в качестве косметического средства для увеличения щек, устранения морщин или в других косметических целях в форме полосы, шарика, нити, тампона или в форме частиц, где частицы получают путем измельчения полученного материала, обладающего признаками изобретения, так что измельченный материал легко поддается формованию под кожей, что позволяет сделать имплантат незаметным. Из-за сухой природы частиц и адгезивных свойств материала проросшая ткань связывает частицы вместе, таким образом препятствуя выходу наполнителя за пределы места расположения, что часто случается с жидкими или гелевыми наполнителями.
Имплантируемое устройство можно использовать для лечения стрессового недержания мочи, когда хирургическое лечение стрессового недержания мочи с помощью поддерживающей повязки у некоторых пациентов не приводит к излечению, не позволяя добиться полной сухости, следовательно, необходимо вторичное лечение, например, за счет объемообразования. Устройство, обладающее признаками изобретения, можно использовать для вторичного лечения вместо объемообразования, чтобы обеспечить внешнее сжатие мочеиспускательного канала путем заполнения материалом области между мочеиспускательным каналом и ранее установленной поддерживающей повязкой. Из-за линейной конструкции материала вероятность его миграции мала. Материал можно утрамбовать в ткань или извлечь, если есть необходимость в соответствующем немедленном результате. Устройство может иметь форму полос и храниться в рулонах. Устройство можно вдавить в желаемое отверстие вручную или с помощью пинцета.
Если устройство применяется для восстановления тазового дна, то, например, можно открыть влагалищный канал и вставить устройство, обладающее признаками изобретения. При вагинальном пролапсе материал, обладающий признаками изобретения, можно разместить между внешней стенкой влагалища и окружающими структурами. Устройство может применяться в качестве материала, обладающего признаками изобретения, или во взаимодействии с сеткой. Вагинальная шина или иное фиксирующее устройство может применяться для поддержания влагалища в его анатомическом положении до достижения достаточной степени прорастания.
При использовании для восстановления или увеличения груди можно получить легкий эластичный мешок для облегчения вставки имплантата. Это позволяет ограничить или исключить перемещение грудного имплантата во время заживления и в фазе нормального стягивания ткани при выполнении этой хирургической операции. Аналогичный мешок может применяться для восстановления и/или поддержки мягких органов, таких как мочевой пузырь. Из-за неструктурированной матрицы нерассасывающихся смежных волокон устройство, обладающее признаками изобретения, может дополнительно подходить для восстановления ткани у детей, тело которых еще продолжает расти.
В другом варианте осуществления с применением на одной стороне имплантируемого устройства пленки или барьера, например PDS, настоящее изобретение может применяться вместе с биологическими препаратами для контроля гемостаза или без них или в качестве устройства для восстановления ткани, обладающего свойствами разделения ткани, чтобы избежать образования нежелательных спаек восстанавливаемого участка с окружающей тканью. Устройству можно придать различные формы или конфигурации, чтобы использовать его в качестве разделителя ткани, чтобы избежать нежелательных спаек с окружающей тканью.
Другие варианты осуществления включают в себя применение имплантируемого материала в форме трубочки с центральным просветом, концы которой впоследствии можно заглушить или создать отверстия.
Примеры
Пример 1. Испытание материала после имплантации через 7, 14 и 28 суток
Проведено исследование на испытание усилия отрыва материала, обладающего признаками изобретения, после имплантации кроликам. Кроликам имплантировали образцы материала, обладающего признаками изобретения (включая волокна полипропилена, полиглактина 910 и полидиоксанона, обработанные с использованием зазора нагрева 2,35 мм), и контрольного материала (Gynemesh ®, нерассасывающийся полипропиленовый мягкий сетчатый имплантат). Использовали по два имплантата разного размера для каждого из материала, обладающего признаками изобретения, и контрольного материала. «Маленький» имплантат представлял собой лист размером 1,5 см × 1,0 см, покрытый полиэтиленовой оболочкой размером 1,0 см × 1,4 см, причем секция размером 0,5 см × 1,0 см не имела покрытия. «Большие» имплантаты имели размер 2,0 см × 1,0 см, были покрыты полиэтиленовой оболочкой размером 1,0 см × 1,4 см, причем секция размером 1,0 см × 1,0 см не имела покрытия. Оболочка и имплантируемые материалы были соединены с помощью ультразвуковой сварки. Оболочка блокирует или ограничивает прорастание ткани над плоскостью ткани и образует пространство для захвата конструкции для испытания после воздействия in vivo. Для двух кроликов задали три временные точки, каждому кролику установили по шесть имплантатов в околопозвоночную мускулатуру по обе стороны от позвоночника. Контрольный имплантат поместили с левой стороны, а имплантат, обладающий признаками изобретения, поместили с правой стороны.
По истечении желаемого времени после имплантации провели испытание на отрыв с помощью зажима для легкого и динамометра 10 фунтов (50 Н). Результаты представлены ниже в таблице 1. I- большой образец, обладающий признаками изобретения, большого размера; C - большой контрольный образец большого размера; I- малый образец, обладающий признаками изобретения, малого размера; и C - малый контрольный образец малого размера.
|
На 7 сутки после имплантации материал, обладающий признаками изобретения, показал большее прорастание ткани/фиксацию по сравнению с контрольным материалом для обоих размеров, что выражалось в том, что сила сопротивления отрыву испытуемых изделий была больше более чем в 2 раза. Во время испытания все испытуемые изделия были извлечены из ткани без повреждений. Первоначальная разница в усилии отрыва/фиксации ткани может объясняться тем, что площадь контакта с тканью у материала, обладающего признаками изобретения, больше площади контакта у контрольного материала за счет текстурированного контура первого и структуры открытого плетения последнего. Кроме того, если на момент имплантации структурная устойчивость материала, обладающего признаками изобретения, и контрольного материала была одинаковой (не показано в таблице 1, но подтверждается результатами других испытаний на растяжение, которые показывают сходство в профилях конструкций), то спустя 7 суток прикрепление ткани было в 2 раза больше с обеспечением сопротивления перемещению между I (большим) и C (большим).
Через 14 суток после имплантации величины силы для групп большого и малого размера были ближе друг к другу, чем через 7 суток. Наблюдаемое сопоставимое сопротивление отрыву может указывать на ускорение прорастания ткани в контрольной группе. Однако поведение различных изделий во время испытания позволяет предположить, что материал, обладающий признаками изобретения, фактически показал лучшую интеграцию в эти временные точки. Материал, обладающий признаками изобретения, при растягивании во время испытания или при полном отделении на границе ткани оставляет после себя в ткани проросшую часть испытуемого изделия. С применением силы такой же величины все контрольные изделия были полностью извлечены из ткани (после обжатия).
Начиная с 14 суток после имплантации прочность прорастания превысила структурную целостность испытуемого рассасывающегося материала, как и предполагалось, и, следовательно, отделение материала во время испытания. Аспект «усилия отрыва» скорее используется для относительного измерения степени прорастания ткани, а не является мерой сопротивления отрыву с точки зрения того, что материал/устройство невозможно «вытянуть» из ткани таким образом.
Через 28 суток после имплантации все структурные компоненты волокон материала, обладающего признаками изобретения, распались над плоскостью ткани и интегрировались внутрь ткани под плоскостью ткани. Разрыв больших контрольных изделий произошел при среднем усилии, сопоставимом с усилием, необходимым для отделения больших изделий I на 14 сутки, и не существенно по существу превышал усилие, необходимое для отрыва больших контрольных изделий на 14 сутки. Материалы, обладающие признаками изобретения, у обоих животных разрывались или отделялись у оболочки/ткани, что приводило к более низким величинам усилия отрыва, чем на 14 сутки. Такое поведение во время испытания указывает на то, что часть, не покрытая оболочкой, также интегрируется внутрь ткани.
Считается, что материал, обладающий признаками изобретения (большой), является более представительной моделью для испытаний, чем испытуемый образец малого размера. Как показано в таблице 1, материал I (большой) достиг 48% (4,85 Н (1,09 фунта)) своей конечной величины 10,0 Н (2,25 фунта) через 7 суток против 14 суток, тогда как сетчатый контрольный материал C (большой) достиг только 24% (2,4 Н (0,53 фунта)) своей конечной величины 9,83 Н (2,21 фунта) через 7 суток против 14 суток. При этом материал, обладающий признаками изобретения, I (большой) достигает 98,2% (10,0 Н (2,25 фунта)) усилия отрыва на 14 сутки против величины 10,5 Н (2,37 фунта), достигаемой контрольным материалом C (большим) на 28 сутки.
Как показано в таблице выше, падение величины усилия отрыва через 28 суток для материала, обладающего признаками изобретения (I, большой размер), показывает более низкое усилие отрыва. Это демонстрирует неструктурированную природу имплантируемого устройства после распада рассасывающихся волокон через 28 суток. Это меньше или равно усилию отрыва для контрольного изделия, 7 суток (с использованием Gynamesh в качестве имплантата). Эти данные показывают, что после распада и замены рассасывающихся материалов волокнами ткани имплантат остается стабильным, а если бы распад произошел без интеграции ткани, имплантат не имел бы структурной стабильности, а полученный гидролизованный материал имел бы больший профиль растяжения, чем первоначальное негидролизованное имплантируемое устройство. Это дополнительно отличает материал, обладающий признаками изобретения, от устройств, в которых применяется или интегрирована сетка, причем сетка сама по себе образует структуру в области имплантации.
Пример 2. Испытание веса по площади, количества нерассасывающегося материала и прочности материалов
Подготовка первоначальных тканых структур
Подготовили три имплантируемых устройства, каждое из них содержало различное количество рассасывающихся и нерассасывающихся материалов. Все вязание выполнено с использованием технологических параметров альвеолярной тампонады, за исключением обновленных размеров петель для гладкого вязаного полотна, определенных в ходе предварительных испытаний, как показано ниже. Для альвеолярной тампонады сначала изготовили два одинаковых круглых вязаных трубчатых (чулочных) полотна. Затем оба трубчатых полотна одновременно распустили и использовали полученную скрученную нить, состоящую из элементарных нитей, для вязания гладкого полотна, такого как первоначальная неплотная тканая структура. Элементарные нити, использованные для получения материалов, включают в себя Vicryl®, окрашенный в пурпурный цвет, PDS и полипропилен. Чулочное полотно A получено из первого рассасывающегося материала и второго рассасывающегося материала. Чулочное полотно B получено из первого рассасывающегося материала, второго рассасывающегося материала и первого нерассасывающегося материала. Чулочное полотно С получено из первого рассасывающегося материала и второго нерассасывающегося материала. Каждое трубчатое полотно получили, исходя из одного из трех соотношений материалов, приведенных ниже в таблице 2.
|
Затем вязаные чулочные полотна распускали с обеспечением скрученных элементарных нитей. Нити получили из этих элементарных нитей. Каждая из нитей A, B и C содержала материалы в соотношениях, приведенных выше в таблице 2. Используя эти три нити, получали три разных первоначальных неплотных тканых структуры (платка). Параметры вязания первоначальных тканых структур 1, 2 и 3 представлены ниже в таблице 3. Содержание сырья в трех первоначальных тканых структурах представлено ниже в таблице 4. Наконец, соотношение сырья представлено ниже в таблице 5.
|
|
|
Как можно увидеть, первоначальная тканая структура 1 включает в себя комбинацию из двух различных нитей: нить A (первый и второй рассасывающийся материал), и нить B (первый и второй рассасывающийся материал и первый нерассасывающийся материал). Первоначальная тканая структура 2 включает в себя одну нить: нить B (первый и второй рассасывающийся материал и первый нерассасывающийся материал). Первоначальная тканая структура 3 включает в себя комбинацию из двух различных нитей: нить A (первый и второй рассасывающийся материал), и нить С (первый рассасывающийся материал и первый нерассасывающийся материал). Количество волокон каждого материала может варьироваться, и полученное соотношение рассасывающихся и нерассасывающихся материалов указано выше. Первоначальная тканая структура 1 включает в себя больше рассасывающегося материала, чем нерассасывающегося материала, и двойное количество PDS для усадки/скручивания неплотного вязаного полотна на 1 этапе нагрева по сравнению с первоначальной тканой структурой 3, и первоначальная тканая структура 2 включает в себя меньше рассасывающегося материала, чем нерассасывающегося материала.
Нагрев первоначальных тканых структур
Из первоначальных тканых структур, подготовленных, как описано выше, получили три лицевых полотна размером 130 мм х 130 мм, подвергали их воздействию первого этапа нагрева при температуре 103°C и второго этапа нагрева при температуре 105-120°C, затем каждое лицевое полотно разрезали на 6 полос для испытания однородности плотности каждого лицевого полотна. Затем каждую полосу оценивали по протоколу, включая измерения толщины, выполненные в 3 точках на каждой полосе, для оценки однородности усадки при различных величинах зазора первого нагрева, причем первый нагрев проводили при температуре приблизительно 103°C в течение приблизительно 20 секунд. Усадка достигалась за счет помещения лицевых полотен первоначальных тканых структур между двумя пластинами с заданной величиной зазора между пластинами. Испытания проводили с использованием зазоров разной величины: 2,35 мм, 1,85 мм и 1,35 мм. Полученные материалы назвали «первоначальными нагретыми структурами». Затем после усадки первоначальные нагретые структуры подвергали воздействию второго нагрева. Второй нагрев осуществляли с использованием нагретых пластин при величине зазора 0,9 мм в течение приблизительно 120 секунд и при температуре 105°C или 120°C.
Вес полученных нагретых структур
Используя конечные полученные полосы, проводили измерение среднего веса для каждого лицевого полотна, данные представлены ниже в таблицах 6A, 6B и 6C.
|
|
|
Как можно увидеть, присутствует статистически значимое различие в весе полос при сопоставлении типов материала и размеров зазора между нагревательными пластинами. Наименьший вес полос отмечен в полученной структуре 2, затем он повышается в полученной структуре 3 и, наконец, достигает максимального значения в полученной структуре 1. Это ожидаемый результат с точки зрения физического содержания материала и соотношения компонентов. Кроме того, вес полосы увеличивается с увеличением размера зазора, что подтверждает возможность размещения большего количества материала внутри пространства зазора во время усадки. Таким образом, чем больше пространство зазора, тем больше места доступно для скапливания материала. Влияние переменной температуры не показало наличия обычного статистически значимого различия в разрезе структур и в зависимости от размеров зазора.
Толщина полученных нагретых структур
После нагрева лицевых полотен, как описано ниже, лицевые полотна разрезали на 6 полос и каждую полосу измеряли в 3 точках; проводили измерение средней толщины, данные измерений представлены ниже в таблицах 7A, 7B и 7C.
|
|
|
Как можно увидеть, присутствует статистически значимое различие в толщине при изменении материала и изменении размера зазора. В общем самая маленькая толщина материала отмечена в полученной структуре 2, затем она увеличивается в полученной структуре 3 и достигает максимального значения в полученной структуре 1. Это может быть возможно из-за увеличения физического содержания материала (масса). Толщина также увеличивается вместе с увеличением размера зазора, предположительно из-за того, что пространство большего размера вмещает большее количество материала. Статистически значимое различие в толщине в зависимости от температуры отмечено только для полученной структуры 1. На основе выполненных измерений считается, что незначительная отдача после прессования возникает под влиянием массы обрабатываемого материала, зазора усадки и температуры прессования. Температура и давление были одинаковыми для всех образцов.
Вес по площади и количество нерассасывающегося материала в полученных структурах
Для каждой из трех полученных нагретых структур, образованных как описано выше, измерили вес по площади структуры и измерили количественное содержание полипропилена (ПП). Каждое измерение выполняли для разных технологических параметров, например, изменение размера зазора и изменение температуры второго нагрева с 105°C до 120°C. Результаты представлены ниже в таблице 8.
|
Для каждой из структур, указанных выше, установлено количество Vicryl и PDS и соотношение материалов. Установлено, что полученная структура 1 содержит приблизительно 70% Vicryl, приблизительно 15% PDS и приблизительно 15% полипропилена. Установлено, что полученная структура 2 содержит приблизительно 60,9% Vicryl, приблизительно 13% PDS и приблизительно 26,1% полипропилена. Установлено, что полученная структура 3 содержит приблизительно 75,7% Vicryl, приблизительно 8,1% PDS и приблизительно 16,2% полипропилена.
Как можно увидеть, самый низкий вес по площади был у полученной структуры 2, он увеличивался в полученной структуре 3 и достигал максимального значения в полученной структуре 1. У всех полученных структур количество полипропилена увеличивается с увеличением размера зазора. Структурой с самым низким содержанием полипропилена оказалась полученная структура 3. Вероятно, это связано с тем, что структура с большим количеством Vicryl против одной пряди PDS содержалась в полученной структуре 1. Поскольку все пряди находятся вместе, в зазор первого нагрева попадает меньшее количество ПП. Аналогично полученная структура 2 и полученная структура 1 имеют одинаковые соотношения материалов (Vicryl и PDS), так что процентное содержание ПП в целом было одинаковым.
Прочность на разрыв полученных структур
Три полученные структуры получили, как описано выше, каждую структуру получили с использованием зазоров размером 2,35 мм, 1,85 мм или 1,35 мм и температуры второго нагрева 105°C или 120°C. Каждую полученную полосу измеряли с помощью измерительной машины ZWICK для оценки различий в прочности на разрыв. Уровень напряжения (Н) измеряли при деформации 1% и при деформации 10%.
Установили статистически значимое различие в прочности на разрыв для всех трех типов материалов при изменении температуры, независимо от размера зазора. В общем более низкая температура второго нагрева способствовала обеспечению более высокой прочности на разрыв и меньшего доверительного уровня (допустимое отклонение) для каждого размера зазора. Дополнительное плавление PDS при более высокой температуре может оказывать влияние на результат. Установили статистически значимое различие в прочности на разрыв, обусловленное размером зазора, только в полученных структурах, образованных при температуре второго нагрева 120°C. В целом при температуре второго нагрева 120°C по мере увеличения размера зазора увеличивается прочность на разрыв. Полученные структуры, образованные при более низкой температуре второго нагрева (105°C), не показали существенного изменения прочности на разрыв, обусловленного изменением размера зазора. Установлено, что полученная структура 1 имела статистически более высокую прочность на разрыв, чем обе полученные структуры 2 и 3, образованные при такой же температуре нагрева и с использованием зазора такого же размера. Количественное содержание PDS и степень плавления PDS могут служить стимуляторами прочности на разрыв полученного материала. Дополнительное количество PDS может обеспечить усиление эффекта усадки во время этапов нагрева с обеспечением, таким образом, повышения прочности на разрыв. По сути PDS выступает в качестве «клея» для связывания материалов вместе. Однако снижение прочности на разрыв при увеличении температуры свидетельствует о том, что повышенное плавление PDS может иметь неблагоприятный эффект.
Таким образом, оказалось, что полученная структура 1 обеспечивала конечный продукт, существенно отличающийся от полученных структур 2 и 3. Также можно увидеть, что помимо типов и соотношений имеющихся материалов размер зазора во время нагрева может обеспечивать статистически значимый эффект по весу, прочности и толщине конечного полученного продукта. Повышение температуры оказывает некоторый эффект, который оказывает наибольшее влияние на прочность на разрыв.
Пример 3. Испытание пористости и жесткости
Структуры, обладающие признаками изобретения, получили и испытали на пористость и прочность на изгиб, или жесткость. Структура, обладающая признаками изобретения, используемая в этом примере, включает в себя Vicryl, полипропилен и PDS в соотношении 5 частей (по весу) Vicryl, 1 часть полипропилена (по весу) и 1 часть PDS (по весу). Первоначальную неплотную тканую структуру получили и подвергли воздействию первого нагрева при температуре 103°C в зазоре 1,5 мм. Затем первоначальную нагретую структуру подвергли воздействию второго нагрева при температуре 105°C в зазоре 0,9 мм, получив конечное полученное устройство. Полученное устройство было по существу плоским и имело форму доски.
Жесткость устройства измеряли с помощью испытания на жесткость методом трехточечного изгиба, в частности с помощью испытания на растяжение с применением испытательной машины Zwick Roell. При проведении этого испытания трапециевидный индентор прижимали к испытуемому участку устройства, обладающего признаками изобретения, размером приблизительно 50 мм × 50 мм, где устройство размещают поверх зазора 12,5 мм. Зазор позволяет индентору прижимать испытуемую секцию, насколько это необходимо, чтобы установить максимальное усилие, которое образец может выдержать до того, как он начнет заходить в зазор. Испытанию подвергли четыре образца устройства, обладающего признаками изобретения. Для сравнения, два известных продукта (Ultrapro Mod®, устройство из полипропилена/полиглекапрона 25, и Prolene Softmesh®, полипропиленовая сетка) подвергли испытанию с теми же параметрами. Каждый из четырех образцов испытывали в обоих направлениях плюс три повторных измерения для проверки воспроизводимости результатов. Испытание на жесткость проходило с максимальным усилием 1,351 Н для устройства, обладающего признаками изобретения, с допустимым отклонением 0,2789. Это существенно выше жесткости, испытываемой на других известных продуктах (Ultrapro, 0,38 Н; Prolene Softmesh, 0,25 Н).
Пористость, которая относится к распределению пор по размерам, измеряли с помощью устройства POROLUX 1000. Для измерения пористости круглую секцию устройства, обладающего признаками изобретения, диаметром приблизительно 18 мм, смачивали в жидкости высокой плотности Silpore. Затем через образец пропускали газ, при этом машина регистрировала расход и давление газа. Из-за поверхностного натяжения первыми открываются поры самого большого размера, после чего открываются поры меньшего размера, а затем самые маленькие поры. Результаты рассчитывают на основе графика расхода газа и размера пор.
Испытанию подвергали пять образцов устройства, обладающего признаками изобретения, и измеряли самый большой размер пор и самый маленький размер пор. Самый большой размер пор для образца 1 составил 218,1 микрона, а самый маленький размер пор для образца 1-10,49 микрона. Самый большой размер пор для образца 2 составил 254,2 микрона, а самый маленький размер пор для образца 2-10,78 микрона. Самый большой размер пор для образца 3 составил 246,0 микрона, а самый маленький размер пор для образца 3-5,24 микрона. Самый большой размер пор для образца 4 составил 21,38 микрона, а самый маленький размер пор для образца 4-4,18 микрона. Самый большой размер пор для образца 5 составил 236,1 микрона, а самый маленький размер пор для образца 5-4,29 микрона.
Как можно увидеть, в среднем самый большой размер пор составил 233 микрона в диаметре, а самый маленький размер пор составил приблизительно 6 микрон в диаметре. Распределение пор по размерам было относительно равномерным на всех пяти испытуемых образцах.
Пример 4. Испытание на удлинение после гидролиза
Различные структуры, включая структуры, обладающие признаками изобретения, подвергали испытанию на удлинение. Для проверки удлинения использовали различные образцы структуры, обладающей признаками изобретения (как в имплантированном состоянии, так и после состоявшегося гидролиза), гидролизованного материала VYPRO® (приблизительно 1,5 см в длину × 2 см в ширину), гидролизованного материала Ultrapro® (приблизительно 5 см в длину × 1 см в ширину) и нерассасывающегося полипропиленового сетчатого продукта (Gynemesh®) (приблизительно 5 см в длину × 2 см в ширину). Измерения проводили на одном образце имплантируемого устройства перед его имплантацией (приблизительно 5 см в длину × 2 см в ширину), на двух образцах гидролизованного однослойного устройства, обладающего признаками изобретения (приблизительно 5 см в длину × 2 см в ширину; приблизительно 1,5 см в длину × 2 см в ширину), на одном образце гидролизованного двухслойного устройства, обладающего признаками изобретения (слои размещали под углом 90° друг к другу) (приблизительно 1,5 см в длину × 2 см в ширину) и на одном образце гидролизованного четырехслойного устройства, обладающего признаками изобретения (два слоя размещали под углом 90° относительно двух других слоев) (приблизительно 1,5 см в длину × 2 см в ширину). На продукт навешивали различный вес и измеряли полученную длину. Для некоторых образцов измеряли только один или два веса в зависимости от наличия образцов. В каждом случае для целей сравнения использовали самый низкий вес (10 грамм). Результаты представлены ниже в таблице 9.
|
|
Вышеописанные испытания дали ряд результатов, в частности, показали, что материал, обладающий признаками изобретения, в своем имплантированном состоянии (перед гидролизом) имеет значительную прочность, сопоставимую с нерассасывающимся полипропиленовым материалом. Однако после гидролиза материал, обладающий признаками изобретения, становится эластичнее приблизительно в 5-6 раз даже при низком весе (например, 10-20 грамм). Чем больше вес, тем больше степень удлинения, как показано в примере 7,5-кратного удлинения при весе 200 грамм. Степень удлинения после гидролиза больше у материала, обладающего признаками изобретения, чем у других гидролизованных материалов, что подтверждает эффективность и преимущество материала, обладающего признаками изобретения.
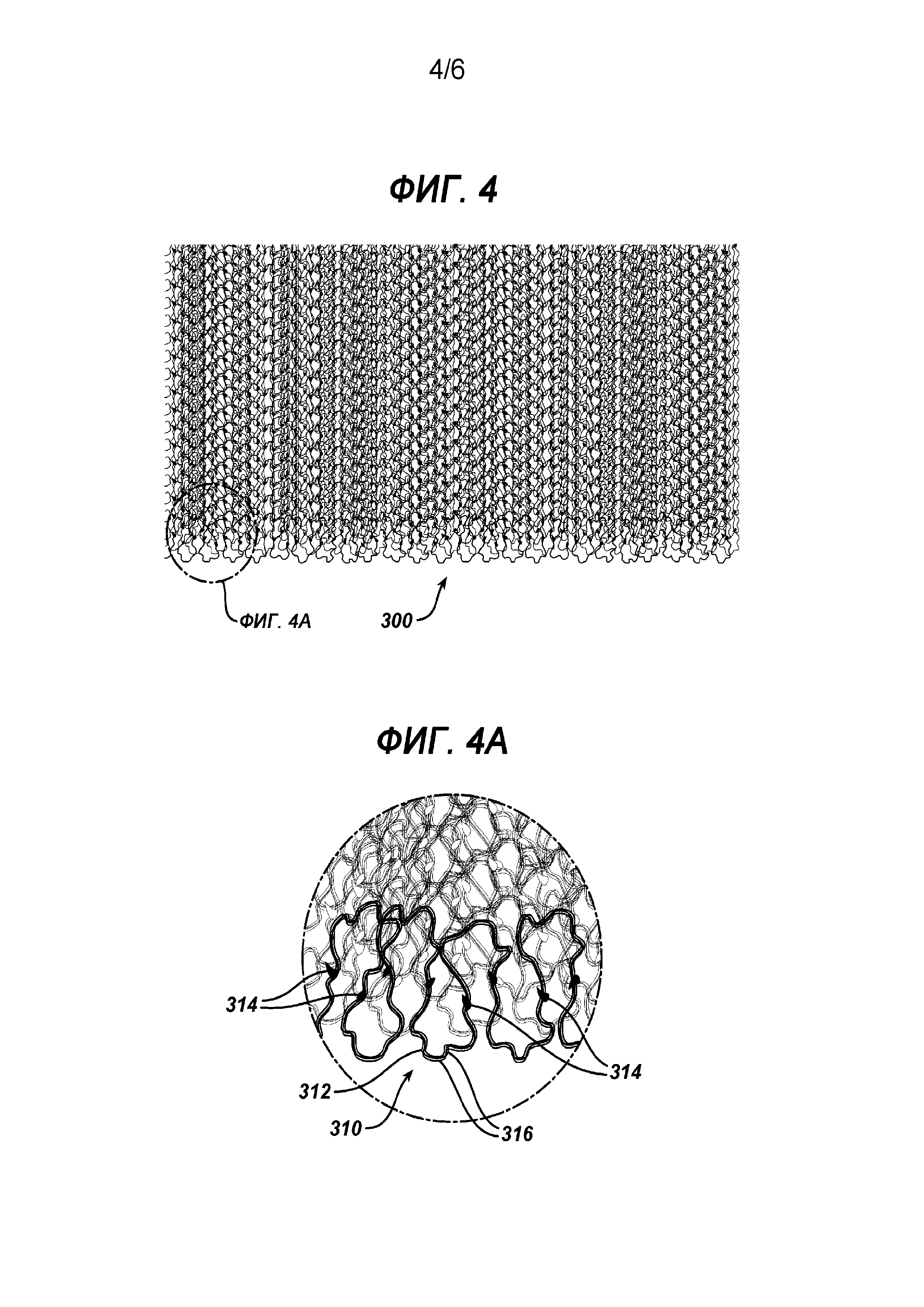
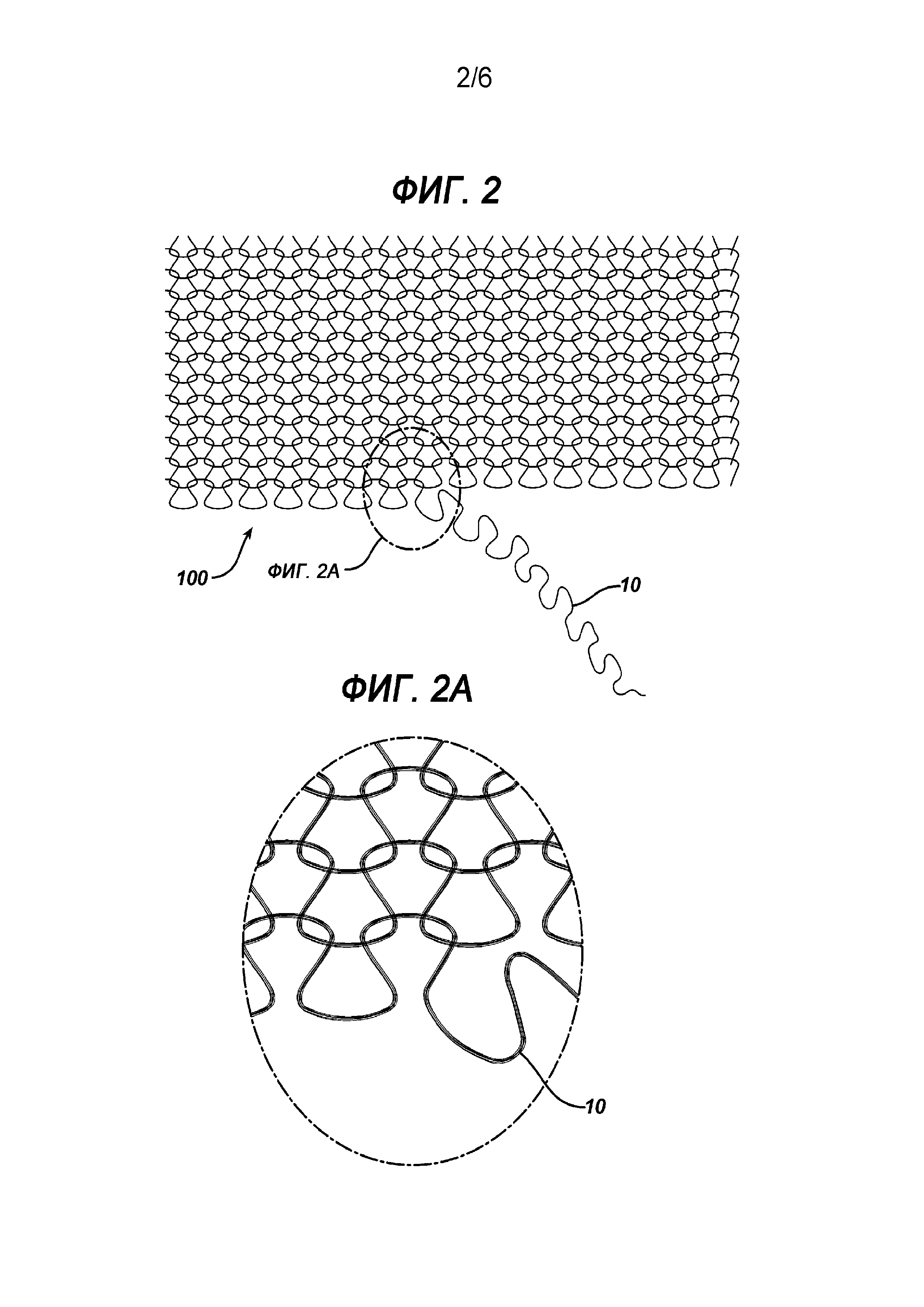
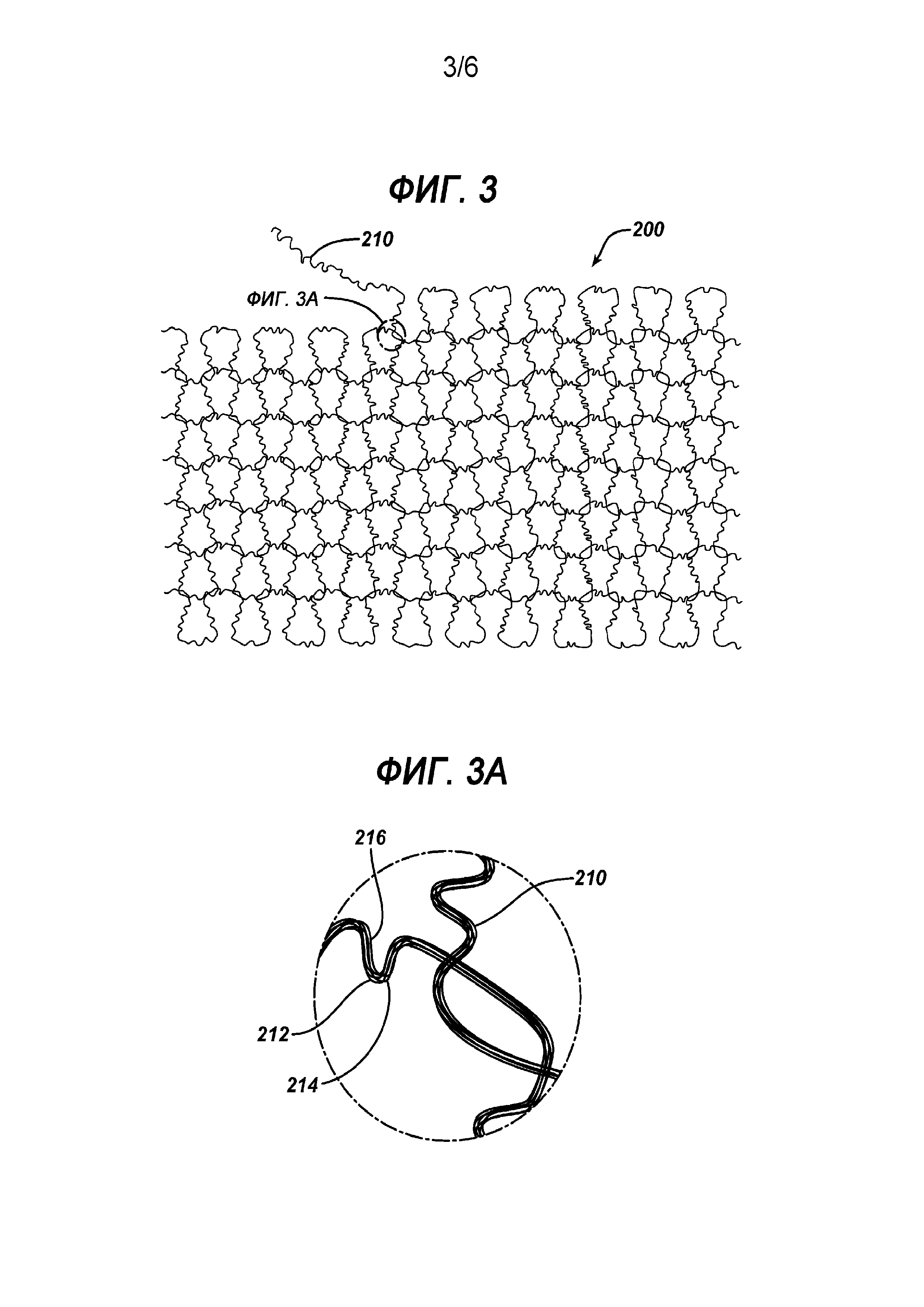
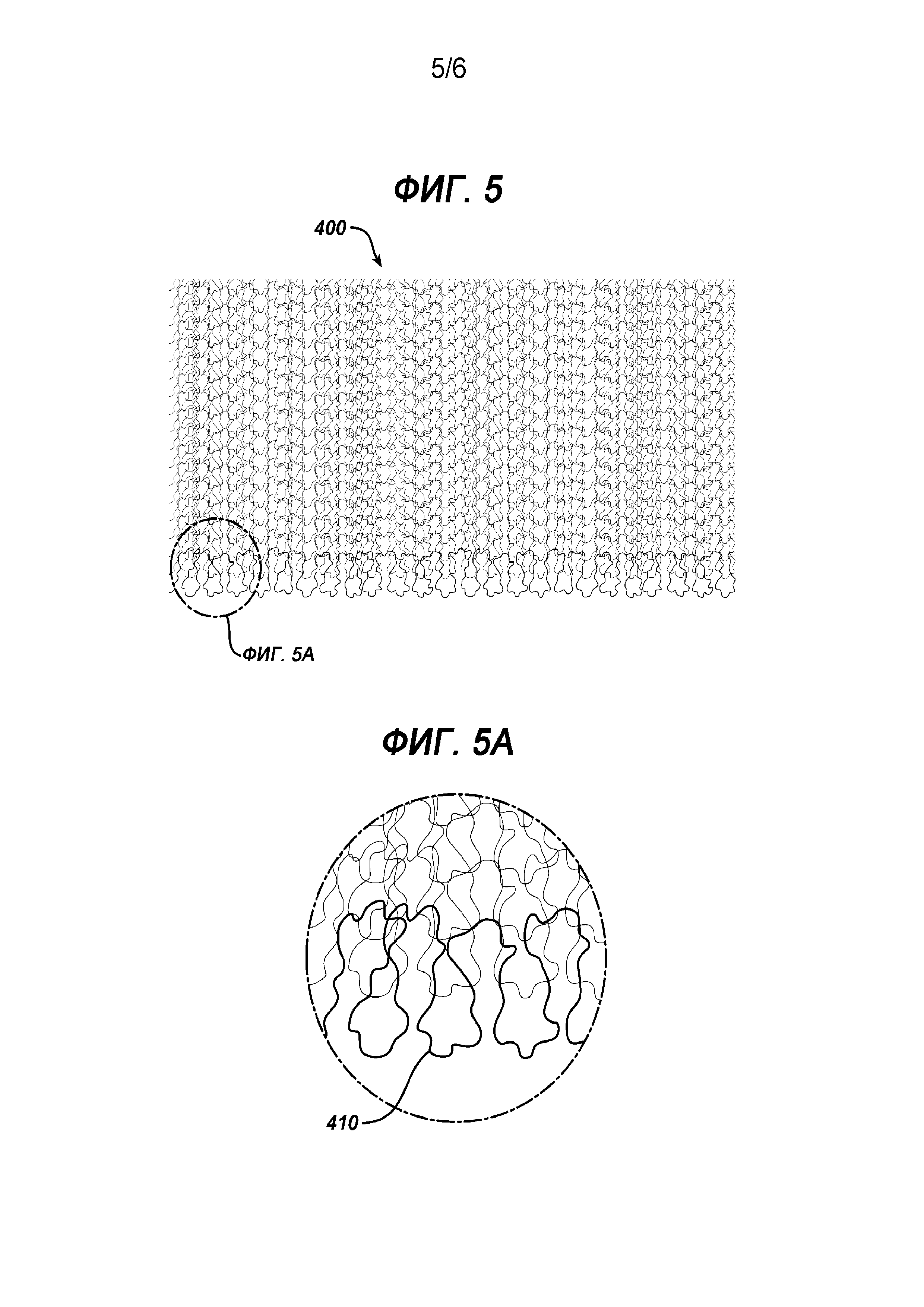
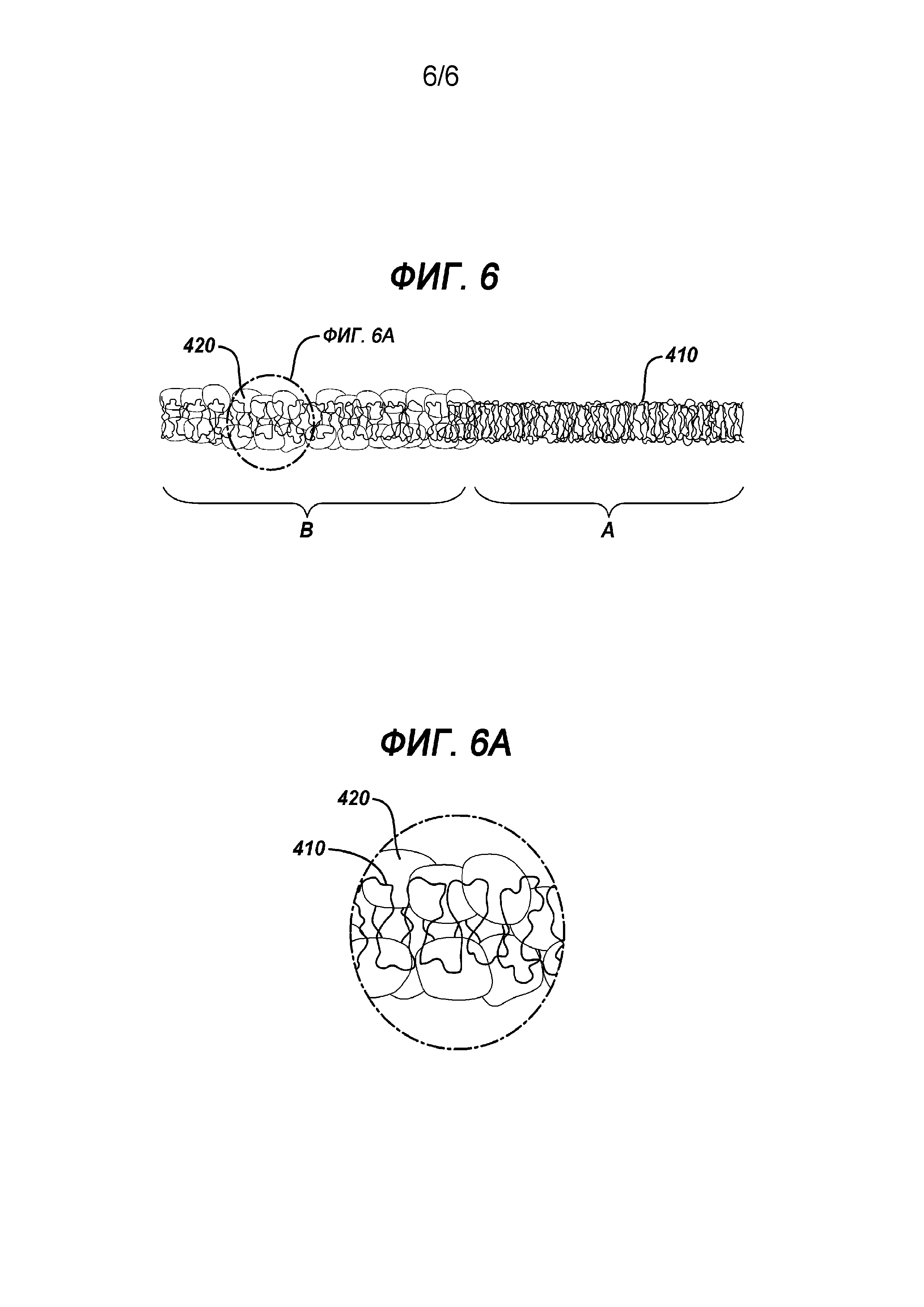
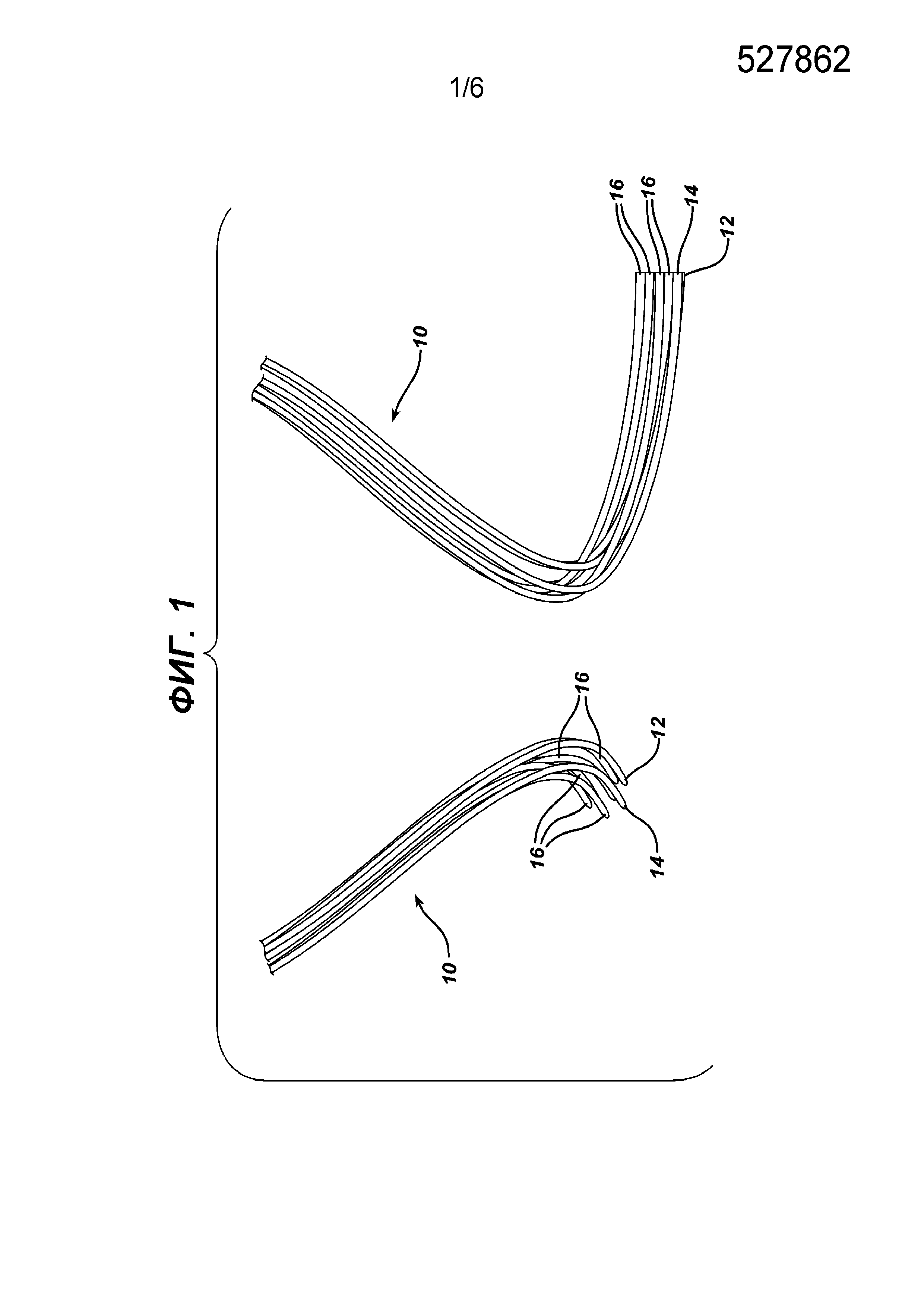
Хирургические барьеры с ингибирующими образование спаек свойствами
Пригодный для медицинского применения препарат, состоящий из макромера с концевыми диизоцианатными группами, используемый в качестве клея или уплотнителя для внутреннего применения
Термическое формование хирургических игл из тугоплавких сплавов
Инструменты для имплантации имплантируемых протезов
Имплантаты и способы для восстановления тазового дна
Быстрая термическая обработка для увеличения изгибной жесткости и пластического изгибающего момента изогнутых игл
Способы и устройства для формирования вспомогательного дыхательного пути для лечения обструктивного апноэ во сне
Процесс обработки хирургических игл из металлического сплава для повышения жесткости на изгиб
Магнитные имплантаты для лечения обструктивного апноэ сна
Быстросъемный гидроразъем
Разупорядоченный однородный трехмерный тканевый каркас из рассасывающегося и нерассасывающегося материала

