Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ГРАДИЕНТНОГО ПОКРЫТИЯ СИСТЕМЫ TI-AL НА СТАЛЬНОЙ ДЕТАЛИ В ВАКУУМЕ
Вид РИД
Изобретение
Изобретение относится к области получения износостойких покрытий и может быть использовано для расширения ассортимента деталей машин и инструмента, на которые наносят износостойкое покрытия.
Известен способ получения покрытий на основе Ti3Al-интерметаллических композиционных материалов, в котором процесс разделен на два этапа: сначала наносят чистый Al на подложку из Ti6Al4V с использованием плазменного напыления и затем осуществляют лазерное азотирование Al-покрытия в атмосфере азота. (Z.D. Liu, Х.С. Zhang, F.Z. Xuan, Z.D. Wang, S.T. Tu. In situ synthesis of TiN/Ti3Al intermetallic matrix composite coatingson Ti6Al4V alloy. // Z.D. Liu et al. / Materials and Design 37 (2012), 268-273 p.).
Недостатком способа является разделение процесса на два этапа в двух установках за счет этого увеличивается время получения покрытия и ухудшается качество покрытия.
Известен способ нанесения износостойкого покрытия на основе нитрида или карбонитрида титана, содержащего алюминий и легирующий компонент молибден. Покрытие наносят вакуумно-плазменным методом двумя противоположно расположенными составными катодами, содержащими титан и алюминий, и размещенным между ними составным катодом, содержащим титан и молибден TiAlMoN (патент РФ №2269596, МПК С23С 14/06, опубл. 10.02.2006).
Недостатком способа является использование составных катодов: во-первых, необходимость изготовления составных катодов, во-вторых, процентное соотношение Ti и Al будет постоянно, и его невозможно будет менять в ходе процесса напыления.
Известен способ нанесения защитного износостойкого покрытия на режущий инструмент. Износостойкое ионно-плазменное покрытие на основе сложного нитрида титана, алюминия и хрома ((TixAlyCrz)N, нанесенное на металлическое изделие. Для нанесения покрытия используется "несбалансированный" магнетронный источник (патент РФ №2405060, МПК С23С 14/06, С23С 14/35, опубл. 15.10.2009).
Недостатком способа является использование покрытия на основе сложного нитрида титана, алюминия и хрома, которые приводят к удорожанию и усложнению реализации способа.
Наиболее близким по технической сущности и достигаемому результату является способ, при котором на титановый сплав наносят порошок алюминия и расплавляют в атмосфере азота. При этом происходит поверхностное легирование с образованием нитридов титан алюминия ( J. de la Fuente, J.J. de Damborenea' (Ti, Al) (Ti, Al N) coatings produced by laser surface alloying //
J. de la Fuente, J.J. de Damborenea' (Ti, Al) (Ti, Al N) coatings produced by laser surface alloying //  et al. rMaterials Letters 53 2002 44-51 p.).
et al. rMaterials Letters 53 2002 44-51 p.).
Недостатком способа является образование на поверхности не равномерного слоя покрытия.
Задача изобретения заключается в получении равномерных износостойких покрытий.
Технический результат заключается в получении градиентных износостойких покрытий, обеспечивающих повышение механических свойств, адгезионной прочности покрытия.
Поставленная задача решается и технический результат достигается тем, что в способе получения износостойкого градиентного покрытия системы Ti-Al на стальной детали в вакууме, включающий осаждение интерметаллидного покрытия системы Ti-Al из плазмы вакуумно-дугового разряда в течение 180 мин при давлении Р=1.5*10-1 Па в среде инертного газа в виде аргона и токах дуговых испарителей в диапазоне 60-120 А и последующие азотирование в дуговом разряде посредством плазменного источника с накальным катодом в течение 60 мин при давлении 2*10-1 Па в среде реакционного газа в виде азота, токе накального катода 100 А и токе дугового разряда плазменного источника 50 А и температуре детали 550°С.
Существо изобретения поясняется чертежами.
На фиг. 1 изображена вакуумная установка.
На фиг. 2 изображен первый этап нанесения покрытия.
На фиг. 3 изображена деталь после нанесения покрытия.
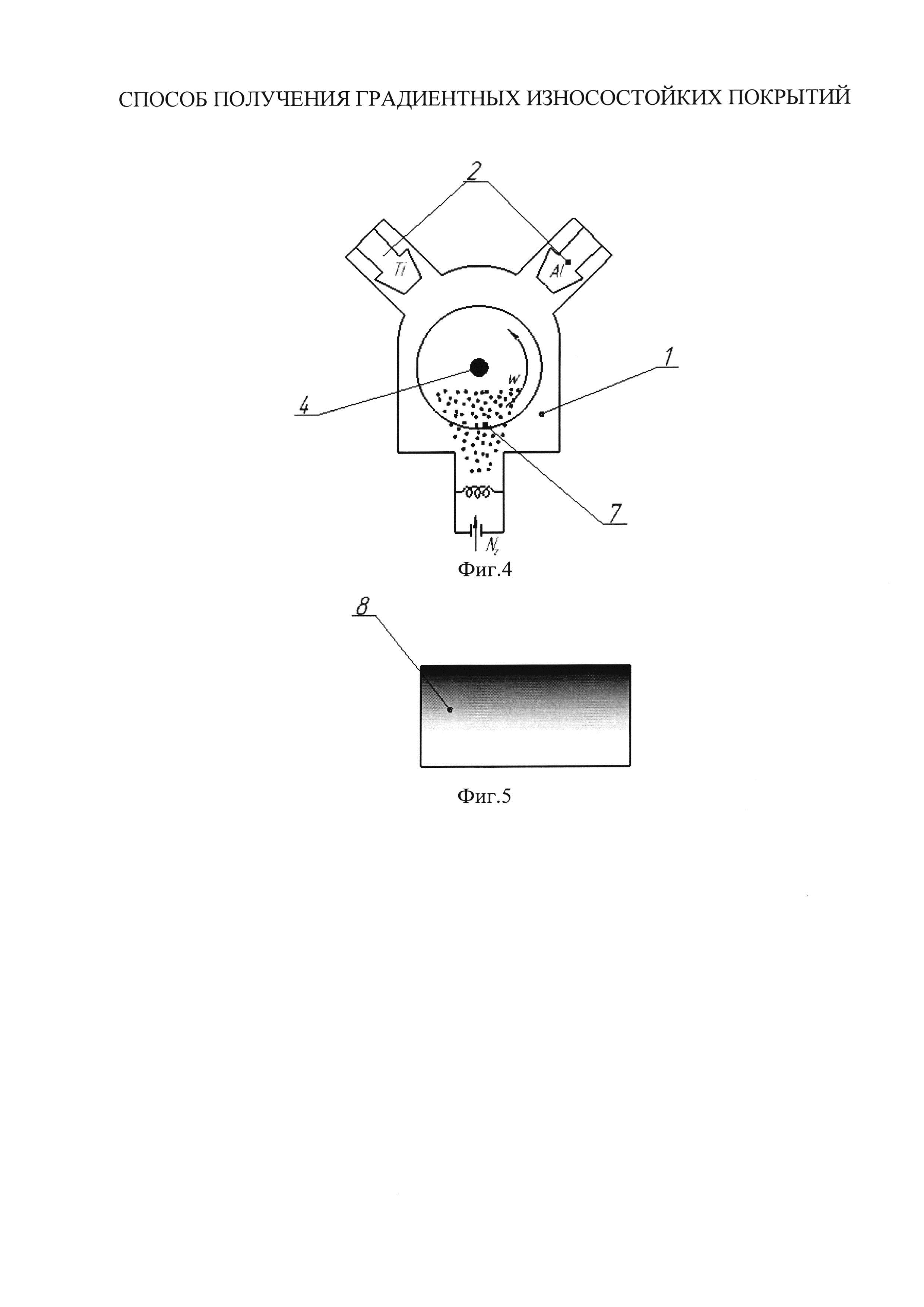
На фиг. 4 изображен второй этап азотирование.
На фиг. 5 изображена деталь после азотирования.
Пример конкретной реализации способа
Устройство, реализующее способ содержит: вакуумную камеру 1, в которой установлены электродуговые испарители (катоды) 2, накальный катод 3. В центре вакуумной камеры 1 установлен стол, на котором установлена обрабатываемая деталь 4 (фиг. 1). На первом этапе обрабатываемую деталь 4 бомбардируют потоками ионов металла 5 (фиг. 2), образуя покрытие 6 (фиг. 3), на втором этапе обрабатываемую деталь 4 бомбардируют потоками ионов газа азота 7 (фиг. 4). В результате получают градиентное покрытие 8 (фиг. 5).
Способ осуществляется следующим образом.
В вакуумной камере 1 устанавливают обрабатываемую деталь 4. В вакуумной камере 1 создают рабочее давление Р=1.5*10-1 Па. Токи дуговых испарителей устанавливают в диапазоне I=60-120 А. Далее происходит процесс осаждения многослойного композиционного покрытия системы Ti-Al в среде инертного газа Ar в течение 180 мин. На втором этапе в вакуумной камере создают давление Р=2*10-1 Па и подают реакционный газ азот (N2). Ток накального катода составляет Iнакал=100 А, ток дугового разряда плазменного источника Iдуги=50 А, температура детали t=550°C, при этом происходит азотирование образца, продолжительность процесса в течение в течении 60 мин.
Пример
В вакуумной камере обрабатывалась деталь из стали марки 12Х18Н10Т. Для подтверждения получения градиентного покрытия был сделан анализ химических элементов по глубине (табл. 1). Из (табл. 1) видно, что элементы покрытия Ti и Al доходили до глубины 23 мкм. А толщина покрытия после нанесения составляет 8-9 мкм. Из этого можно сделать вывод, что покрытие диффундировало в глубину материала детали, тем самым образуя градиентное покрытие.

Итак, заявляемое изобретение позволяет получать градиентные покрытия, за счет этого увеличивается износостойкость, увеличивается адгезионная прочность, механические свойства покрытия.
Способ получения износостойкого градиентного покрытия системы Ti-Al на стальной детали в вакууме, включающий осаждение интерметаллидного покрытия системы Ti-Al из плазмы вакуумно-дугового разряда в течение 180 мин при давлении 1,5*10 Па в среде инертного газа в виде аргона и токах дуговых испарителей в диапазоне 60-120 А и последующее азотирование в дуговом разряде посредством плазменного источника с накальным катодом в течение 60 мин при давлении 2*10 Па в среде реакционного газа в виде азота, токе накального катода 100А и токе дугового разряда плазменного источника 50А и температуре детали 550°С.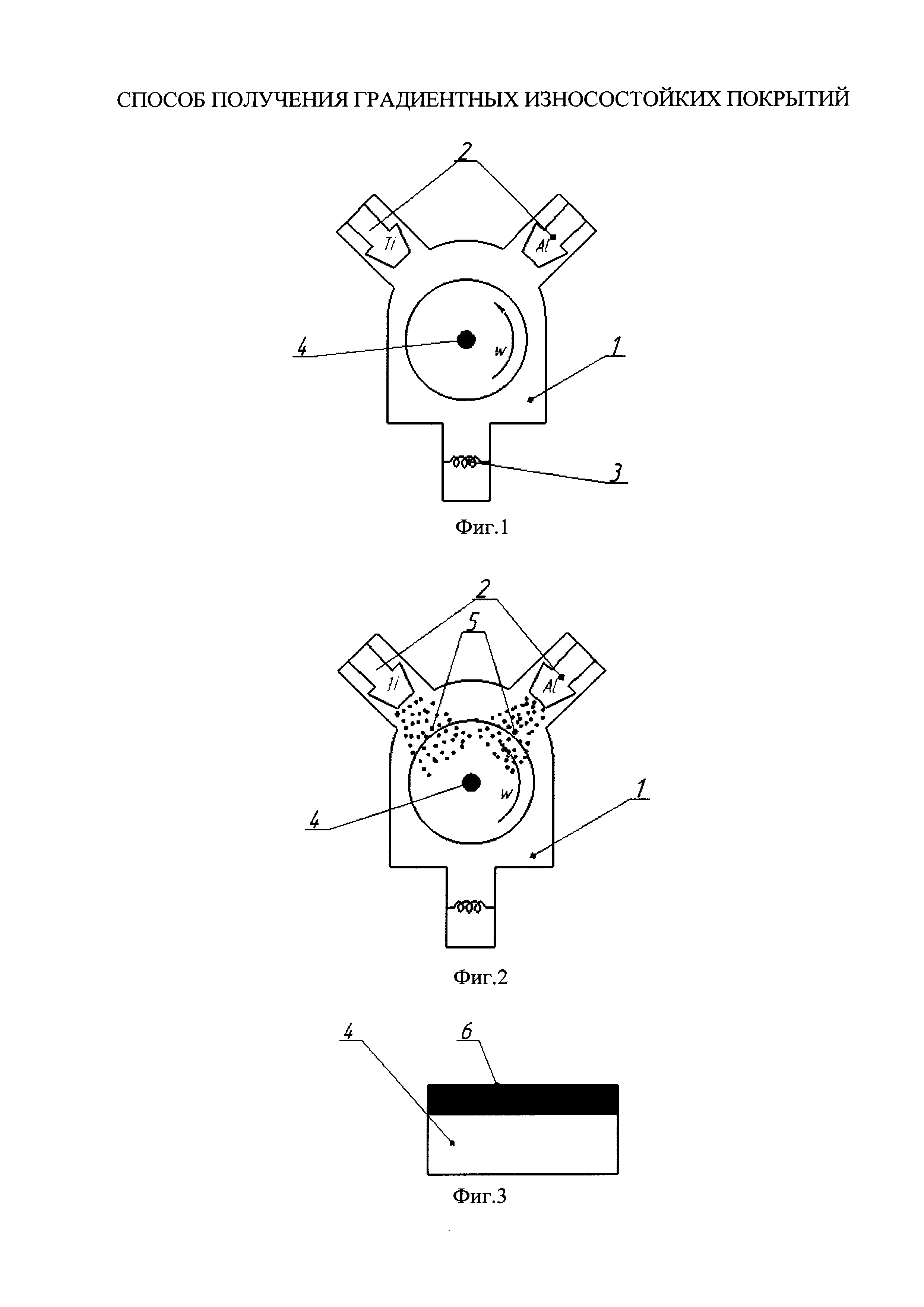
Способ низкотемпературного ионного азотирования титановых сплавов с постоянной прокачкой газовой смеси
Способ и устройство монтажа ротора в статор электрической машины
Способ получения покрытия на основе интерметаллидов системы ti-al, синтезированного в среде азота
Способ и устройство для запуска газотурбинного двигателя
Время-импульсный универсальный интегрирующий преобразователь напряжения
Смесь для изготовления литейных керамических стержней полых лопаток из жаропрочных сплавов литьем по выплавляемым моделям
Способ определения толщины покрытия в ходе процесса плазменно-электролитического оксидирования
Способ получения толстослойных теплозащитных покрытий методом микродугового оксидирования на высококремнистом алюминиевом сплаве
Способ электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ нанесения износостойкого покрытия ионно-плазменным методом
Способ нанесения градиентных жаростойких покрытий y-mo-o плазмы вакуумно-дугового разряда
Способ комбинированной обработки изделия из быстрорежущей стали
Способ комбинированной обработки изделия из быстрорежущей стали
Способ определения жаростойкости функциональных покрытий на инструментальных и конструкционных материалах с использованием синхротронного излучения

