Результат интеллектуальной деятельности: СОНОТРОД
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к сонотроду, в частности, к сонотроду для запечатывания (сваривания) в поперечном направлении упаковки объемом около 200 мл.
Уровень техники, к которой относится изобретение
Множество текучих продуктов питания, таких как фруктовый сок, пастеризованное или УП (ультрапастеризованное - обработанное при сверхвысоких температурах) молоко, вино, томатный соус и т.д., продают в упаковках, выполненных из стерилизованного упаковочного материала.
Обычным примером этого типа упаковки является упаковка в форме параллелепипеда для жидких или текучих продуктов питания, известная как Tetra Brik Aseptic (зарегистрированный торговый знак), которую выполняют, складывая и запечатывая слоистый полосовой упаковочный материал.
Упаковочный материал имеет многослойную структуру, по существу содержащую слой основы для жесткости и прочности, который может содержать слой волокнистого материала, например, бумагу, или полипропиленового материала с минеральным заполнителем; и ряд слоев термосвариваемого пластмассового материала, например, полиэтиленовой пленки, покрывающей обе стороны слоя основы.
В случае асептических упаковок для продуктов длительного хранения, таких как УП молоко, упаковочный материал также содержит слой газо- и светонепроницаемого материала, например, алюминиевую фольгу или этилен-виниловый спирт (ЭВС), который наносят на слой термосвариваемого пластмассового материала, и, в свою очередь, покрывают другим слоем термосвариваемого пластмассового материала, образуя внутреннюю поверхность упаковки, соприкасающуюся, в конечном счете, с продуктом питания.
Как известно, такие упаковки выполняют на полностью автоматических упаковочных машинах, на которых из упаковочного материала с рулонной подачей образуют непрерывную трубку; рулон упаковочного материала стерилизуют на самой упаковочной машине, например, применяя химическое стерилизующее вещество, такое как раствор перекиси водорода, которое, после стерилизации, удаляют с поверхностей упаковочного материала, например, выпаривая нагреванием; и рулон упаковочного материала, стерилизованный таким образом, удерживают в закрытой стерильной окружающей среде и его складывают и запечатывают в длину с образованием вертикальной трубки.
Трубку заполняют сверху стерилизованным или стерильно обработанным продуктом питания и зажимают в равномерно распределенных поперечных сечениях двумя парами захватов (зажимных губок). Более конкретно, пары захватов действуют циклически и последовательно на трубке, запечатывая упаковочный материал трубки и образуя непрерывную полосу подушкообразных пакетов, соединенных друг с другом соответствующими лентами поперечного запечатывания.
Подушкообразные пакеты разделяют, отрезая соответственные ленты запечатывания, и затем передают на устройство окончательного сгибания, где их механически сгибают в окончательную форму параллелепипеда.
В первой альтернативе упаковочная машина содержит два формообразующих узла, перемещающихся вдоль соответствующих направляющих, и которые взаимодействуют циклически с трубкой, термосваривая упаковочный материал трубки. Каждый формообразующий узел содержит ползун, перемещающийся назад и вперед вдоль соответствующей направляющей; и два захвата, которые шарнирно прикреплены в нижней части к соответствующему ползуну и перемещаются между закрытым положением, в котором они взаимодействуют с трубкой, запечатывая ее, и открытым положением, в котором они отделены от трубки.
Во второй альтернативе упаковочная машина содержит два цепных конвейера, определяющие соответствующий замкнутый путь и оснащенные соответствующим числом захватов. Эти два пути имеют соответствующие ответвления, по существу параллельные и обращенные друг к другу, и между которыми подается трубка упаковочного материала так, что захваты на одном конвейере взаимодействуют с соответствующими захватами на другом конвейере вдоль ответвлений соответствующих путей, зажимая трубку в ряде последовательных поперечных сечений и запечатывая, и отрезая пакеты.
В случае асептических упаковок с алюминиевым слоем в качестве барьерного упаковочного материала поперечные сечения трубки обычно запечатывают индукцией тока утечки в алюминиевом слое, локально расплавляя термосвариваемый пластмассовый материал.
Более конкретно, один из захватов в каждой паре содержит основной корпус, выполненный из непроводящего материала, и катушку индуктивности, размещенную в гнезде на поверхности на основном корпусе; в то время как другой захват имеет прижимные подушки, выполненные из эластичного материала, такого как резина.
Катушка индуктивности возбуждается, когда соответствующая пара захватов зажимает трубку с тем, чтобы запечатать поперечное сечение трубки термосвариванием пластмассового покрывающего материала.
В случае упаковок без слоя алюминия или других электрически проводящих материалов, поперечные сечения трубки обычно запечатывают, используя нагревательную пластину для локального нагревания внутренней части упаковочного материала.
Более конкретно, один из захватов оснащен нагревательной пластиной, в то время как другой обычно имеет одну или более прижимных подушек из эластичного материала. Этот способ, общеизвестный как запечатывание «нагревательной пластиной», требует относительно длительного контакта между нагревательной пластиной и упаковочным материалом.
Для ускорения локального расплавления упаковочного материала, и увеличения таким образом скорости изготовления упаковки, все больше используют ультразвуковые запечатывающие устройства, которые по существу содержат механической вибратор или сонотрод и опорную плиту, известные, например, из документа EP-B-615907 на имя того же заявителя, приспособленные к соответствующим захватам в каждой паре и которые взаимодействуют друг с другом, нагревая упаковочный материал посредством ультразвуковых колебаний.
Более точно, сонотрод, раскрытый в документе EP-B-615907, по существу содержит головку и уникальный приводной блок, который состоит из стопки чередующихся пьезоэлектрических керамических пластин и проводящих металлических листов.
Головка образует запечатывающую поверхность, которая простирается вдоль первого направления, и приводной блок прикреплен к головке на противоположной стороне запечатывающей поверхности.
Приводной блок соединен с генератором переменного тока. Таким образом, пьезоэлектрические керамические пластины преобразуют подаваемое электрическое напряжение в механическое напряжение, которое вызывает колебание головки и, следовательно, сваривание ленты поперечного запечатывания.
В частности, сонотрод составляет полуволновой резонатор, т.е. вся длина сонотрода вдоль второго направления, перпендикулярного первому направлению, состоит из половины длины волны колебания головки.
Ультразвуковые запечатывающие устройства, описанного в документе EP-B-615907 типа, имеют следующий недостаток.
Когда требуется более длинная лента поперечного запечатывания, для дополнительной длины должно быть соединено множество вышеописанных сонотродов.
Как следствие, когда упаковку объемом около 200 мл необходимо запечатать в поперечном направлении, должны быть соединены друг с другом два сонотрода.
Кроме того, неизбежные ошибки во время соединения сонотродов вероятно создадут неравномерную вибрацию между такими сонотродами. Соответственно, получающаяся лента поперечного запечатывания может быть неравномерной.
Чтобы преодолеть этот недостаток, документ WO-A-2007/020208, на имя того же заявителя, раскрывает цельный сонотрод, который вмещает три приводных блока, питаемые единственным генератором. Более подробно, три приводных блока установлены в соответствующие выемки сонотрода и имеют соответствующее множество пьезо-элементов.
Однако сонотрод, раскрытый в документе WO-A-2007/020208, не оптимизирован для запечатывания упаковок около 200 мл в поперечном направлении, потому что запечатывающая поверхность, получающаяся в результате наличия трех приводных блоков, больше, чем необходимо. По той же причине сонотрод, раскрытый в документе WO-A-2007/020208, не может заменить два смежных сонотрода раскрытого в документе EP-B-615907 типа в существующей упаковочной машине. На самом деле запечатывающая поверхность сонотрода, раскрытого в документе WO-A-2007/020208, больше, чем сумма длины двух запечатывающих поверхностей соответствующих смежных сонотродов раскрытого в документе EP-B-615907 типа.
Наконец, сонотрод, раскрытый в документе WO-A-2007/020208, содержит пару пазов, которые расположены между соответствующими парами приводных блоков, смежных друг с другом.
Сонотрод также содержит множество, в частности три пары, S-образных крюков для прикрепления сонотрода к раме захвата. S-образные крюки каждой пары расположены на противоположных боковых поверхностях сонотрода и могут быть приварены или образованы как одно целое с сонотродом. Соответственно, сонотрод предотвращен от колебания на S-образных крюках. Другими словами, S-образные крюки определяют соответствующие узловые точки сонотрода и лежат на «так называемой» узловой плоскости такого сонотрода.
Более точно пазы простираются перпендикулярно запечатывающей (сваривающей) поверхности сонотрода и между двумя последующими парами S-образных крюков. В частности, пазы простираются и выше, и ниже S-образных крюков. Соответственно, пазы проходят через узловую плоскость сонотрода.
Заявитель обнаружил, что вибрация сонотрода, раскрытого в документе WO-A-2007/020208, делается нестабильной при некоторых дополнительных паразитных частотах.
Соответственно, получающаяся в результате лента поперечного запечатывания все еще может быть не полностью равномерной и непрерывной. Кроме того, эти дополнительные паразитные частоты приводят к дополнительным усталостным напряжениям на сонотроде с последующим уменьшением его усталостного остаточного ресурса.
Чтобы уменьшить как можно больше вышеупомянутые дополнительные паразитные частоты, документ WO-A-2011/117119, на имя того же заявителя, раскрывает сонотрод, в котором головка продолжает вмещать три приводных блока, но пазы не пересекают узловую плоскость.
Другими словами, сонотрод содержит пару первых пазов, расположенных на первой стороне узловой плоскости, и пару вторых пазов, расположенных на второй стороне узловой плоскости.
Кроме того, и первые пазы, и вторые пазы простираются по существу параллельно плоскости симметрии сонотрода и, следовательно, перпендикулярно запечатывающей поверхности сонотрода.
По тем же причинам, как и в раскрытом в документе WO-A-2007/020208, сонотрод, раскрытый в документе WO-A-2011/117119, не оптимизирован для запечатывания упаковок в поперечном направлении, имеющих объем около 200 мл, и не может быть модернизирован в существующих упаковочных машинах.
Следовательно, ощущается потребность сделать вышеуказанные сонотроды, оптимизированные для запечатываемых в поперечном направлении упаковок около 200 мл и подходящих для модификации в существующих упаковочных машинах вместо двух пар смежных сонотродов, показанных в документе EP-B-615907.
Кроме того, хотя очень надежный и эффективный, сонотрод, раскрытый в документе WO-A-2011/117119, оставляет место для дополнительного усовершенствования.
В частности, в промышленности ощущается потребность сделать вышеуказанное амплитудное распределение вибрации как можно ровнее, чтобы увеличить качество запечатывания в поперечном направлении вдоль длины такого же запечатывания в поперечном направлении.
По тем же причинам в промышленности ощущается потребность сделать вышеуказанное амплитудное распределение вибрации как можно стабильнее, когда вдоль запечатывающей поверхности прикладывают неравномерную нагрузку.
По тем же причинам в промышленности ощущается потребность увеличить расстояния между паразитными частотами по сравнению с известными решениями.
Раскрытие изобретения
Цель настоящего изобретения - обеспечить сонотрод, предназначенный, чтобы удовлетворить по меньшей мере одну из вышеупомянутых потребностей.
В соответствии с настоящим изобретением, обеспечен сонотрод, который заявлен в п.1 формулы изобретения.
Краткое описание чертежей
Предпочтительный, неограничивающий вариант осуществления настоящего изобретения будет описан путем примера со ссылкой на прилагаемые чертежи, на которых:
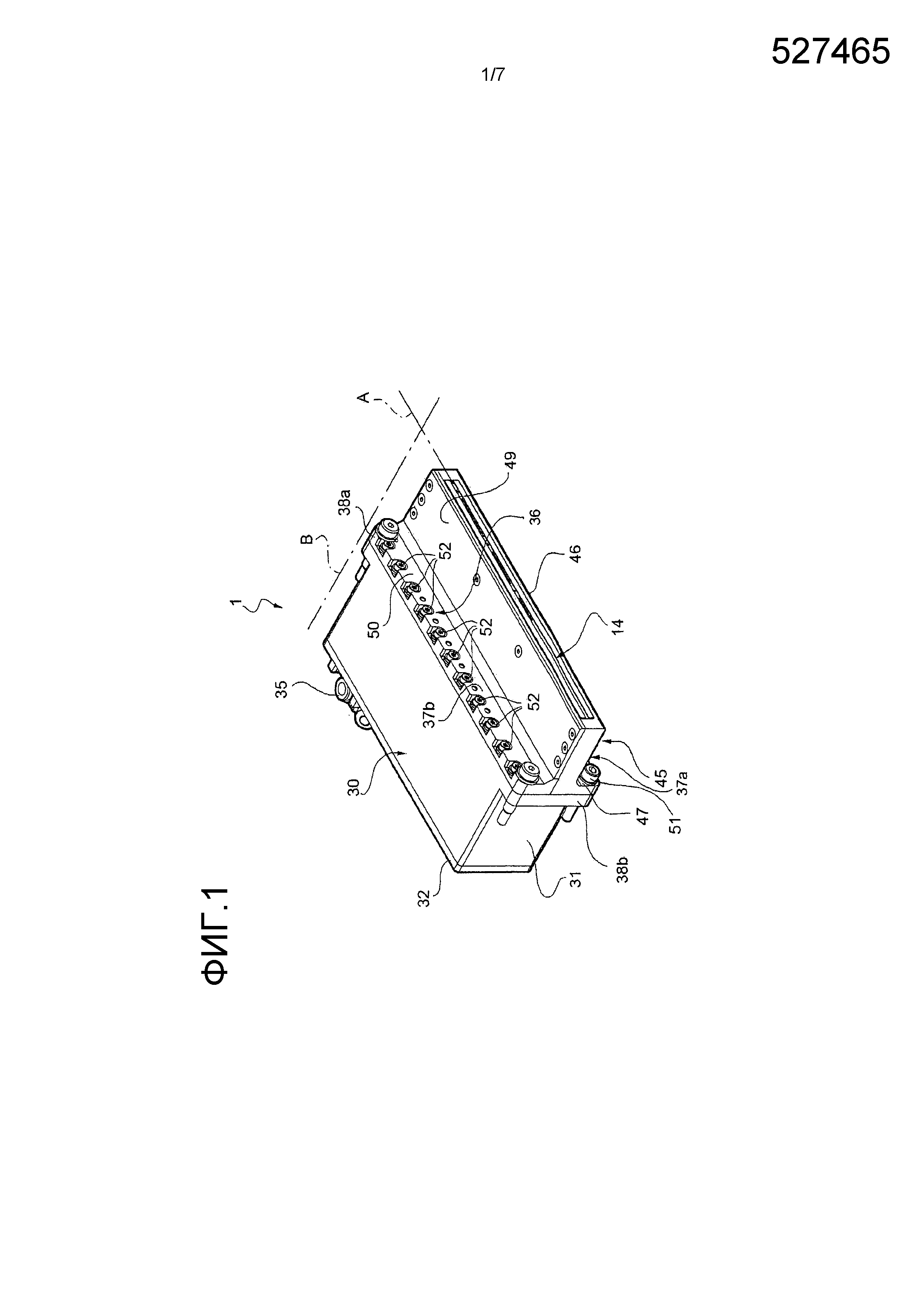
фиг.1 - вид в перспективе сонотрода в соответствии с настоящим изобретением;
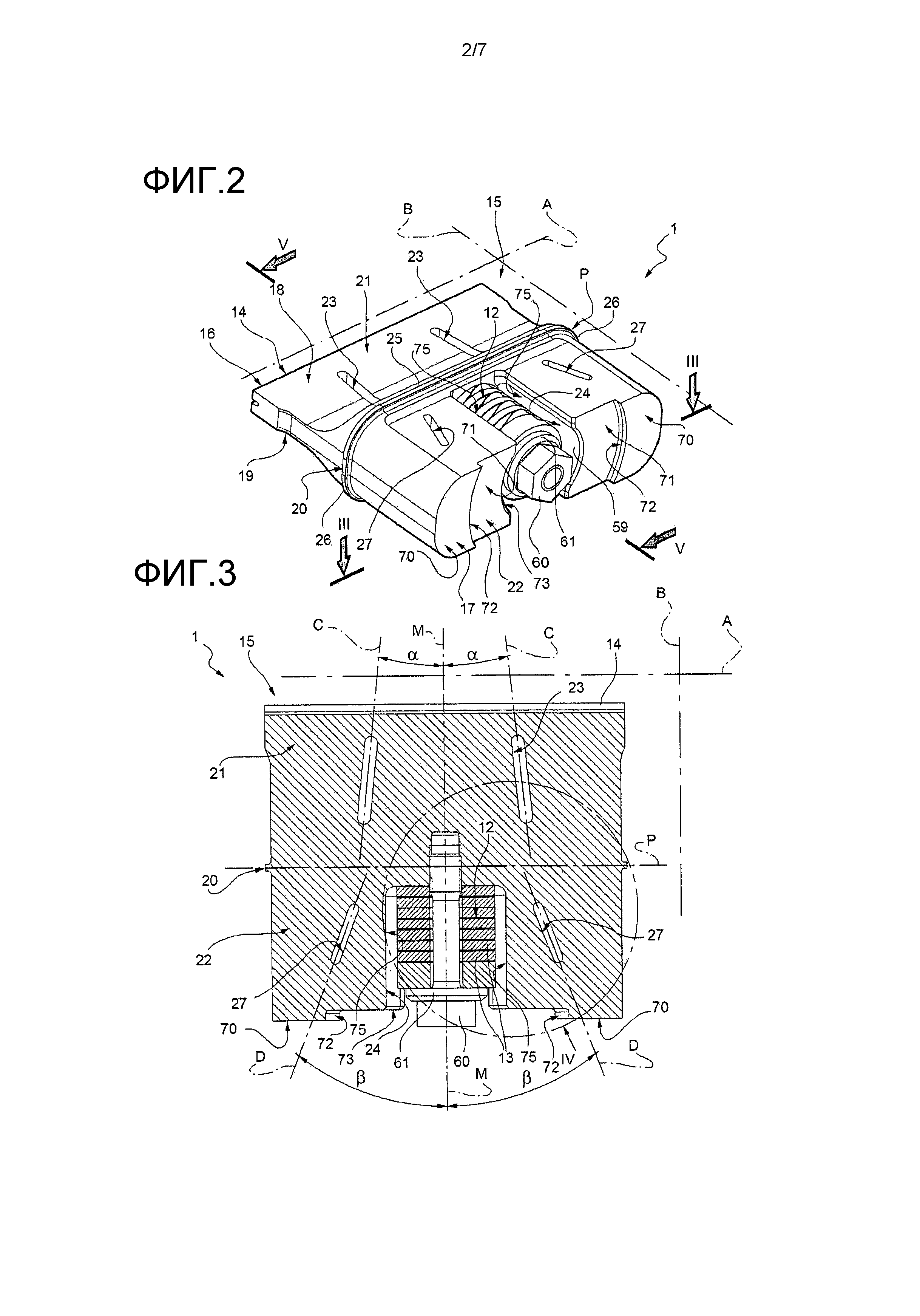
фиг.2 - вид в перспективе сонотрода по фиг.1 с частями, удаленными для ясности, и под другим углом зрения;
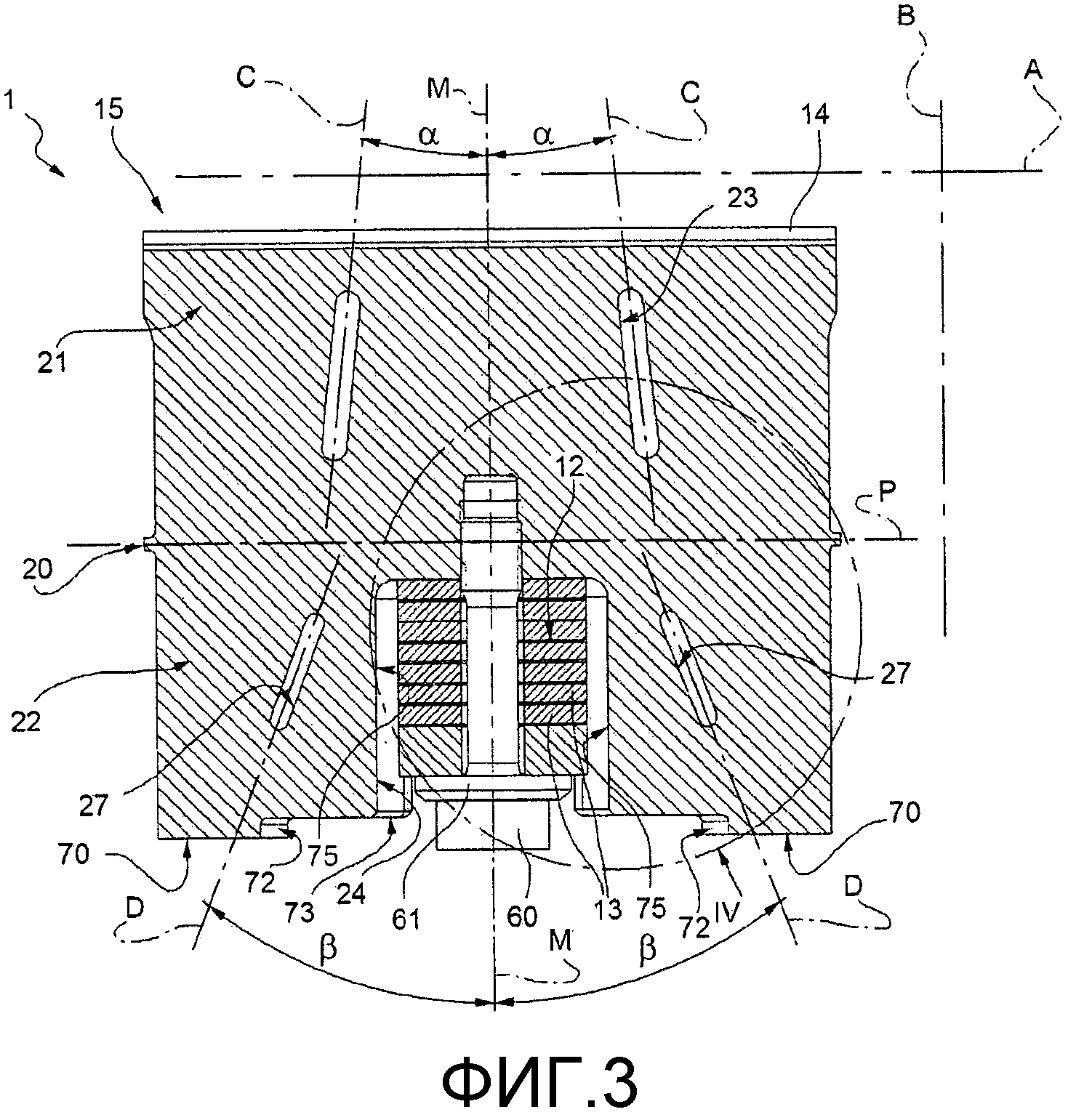
фиг.3 - разрез, взятый по линии III-III на фиг.2 в увеличенном масштабе;
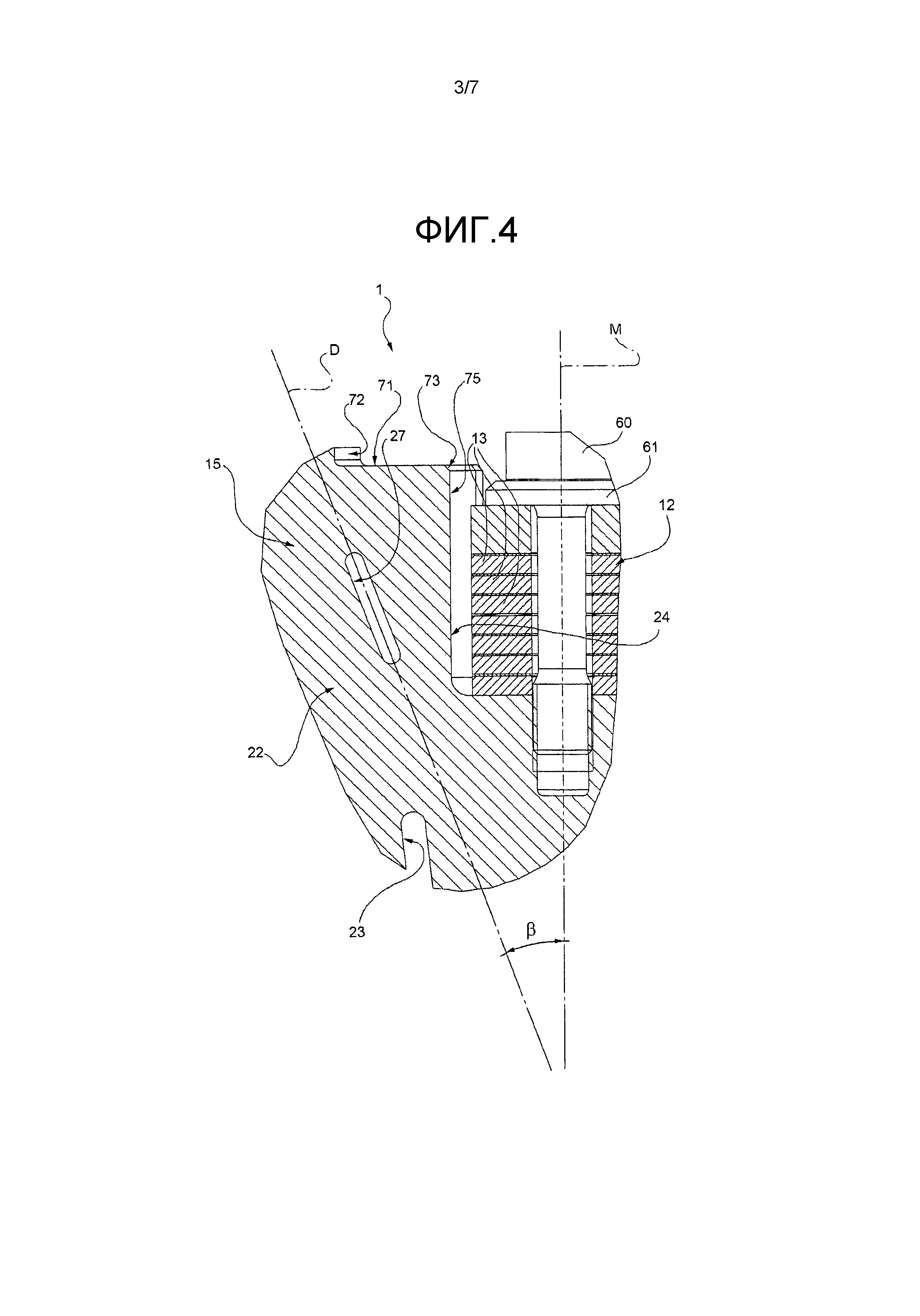
фиг.4 показывает некоторые компоненты фиг.3 в увеличенном виде;
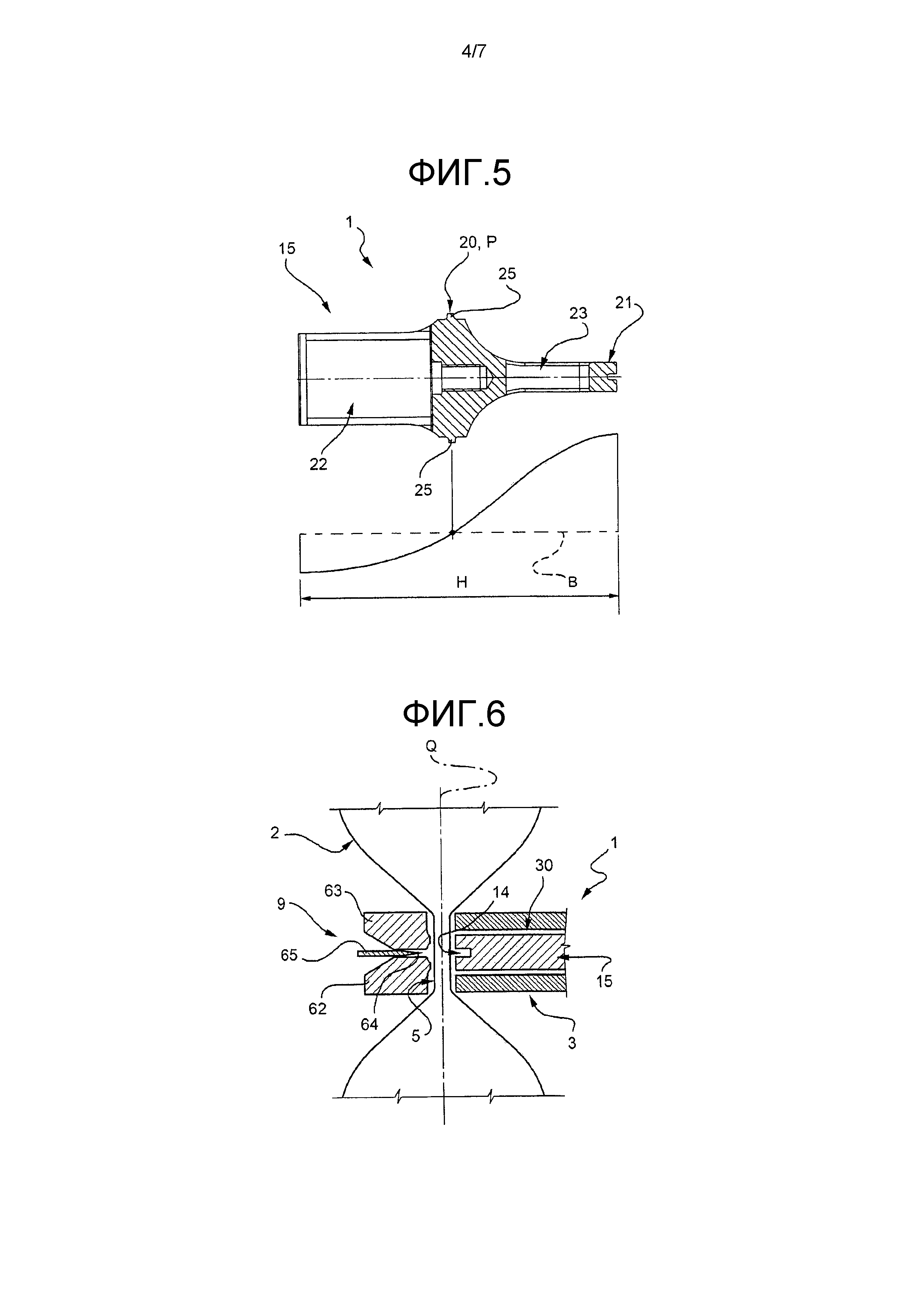
фиг.5 - разрез по линии V-V на фиг.2;
фиг.6 - схематическое изображение сонотрода по фиг.1-5 во время фазы запечатывания трубки упаковочного материала;
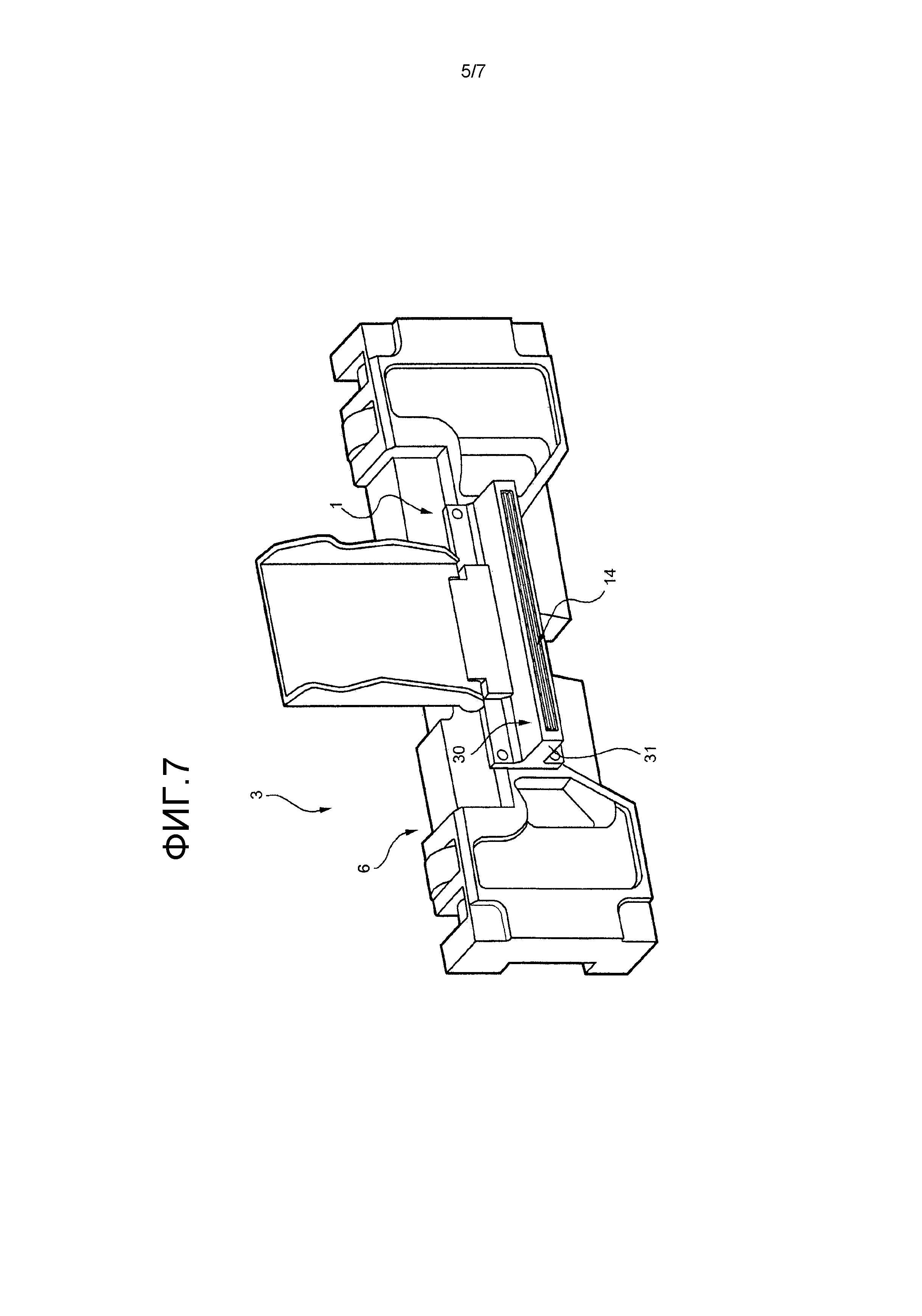
фиг.7 показывает захват и сонотрод по фиг.1-6, который прикреплен к захвату;
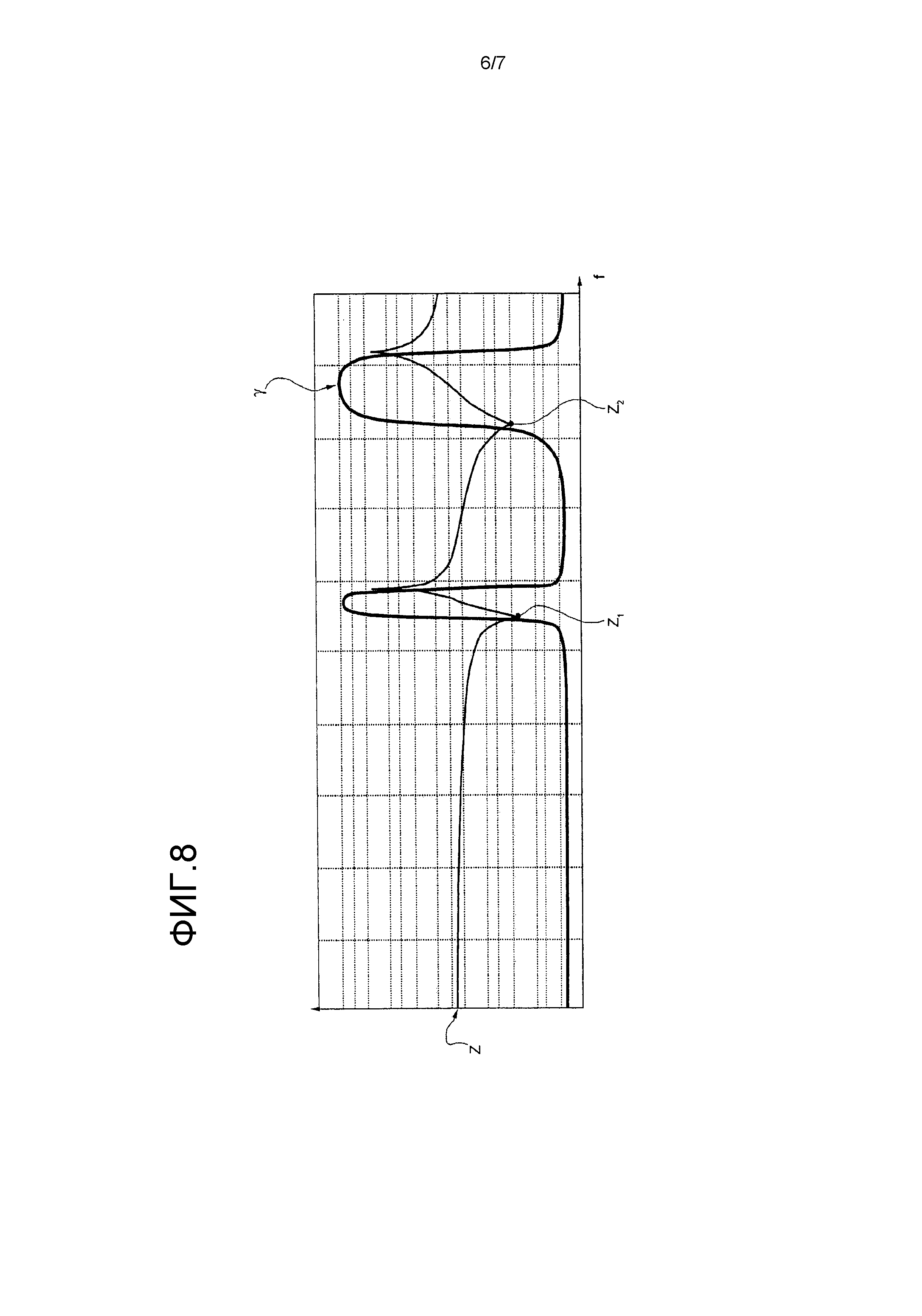
фиг.8 показывает график импеданса и фазу сонотрода по фиг.1-6 в зависимости от частоты генератора; и
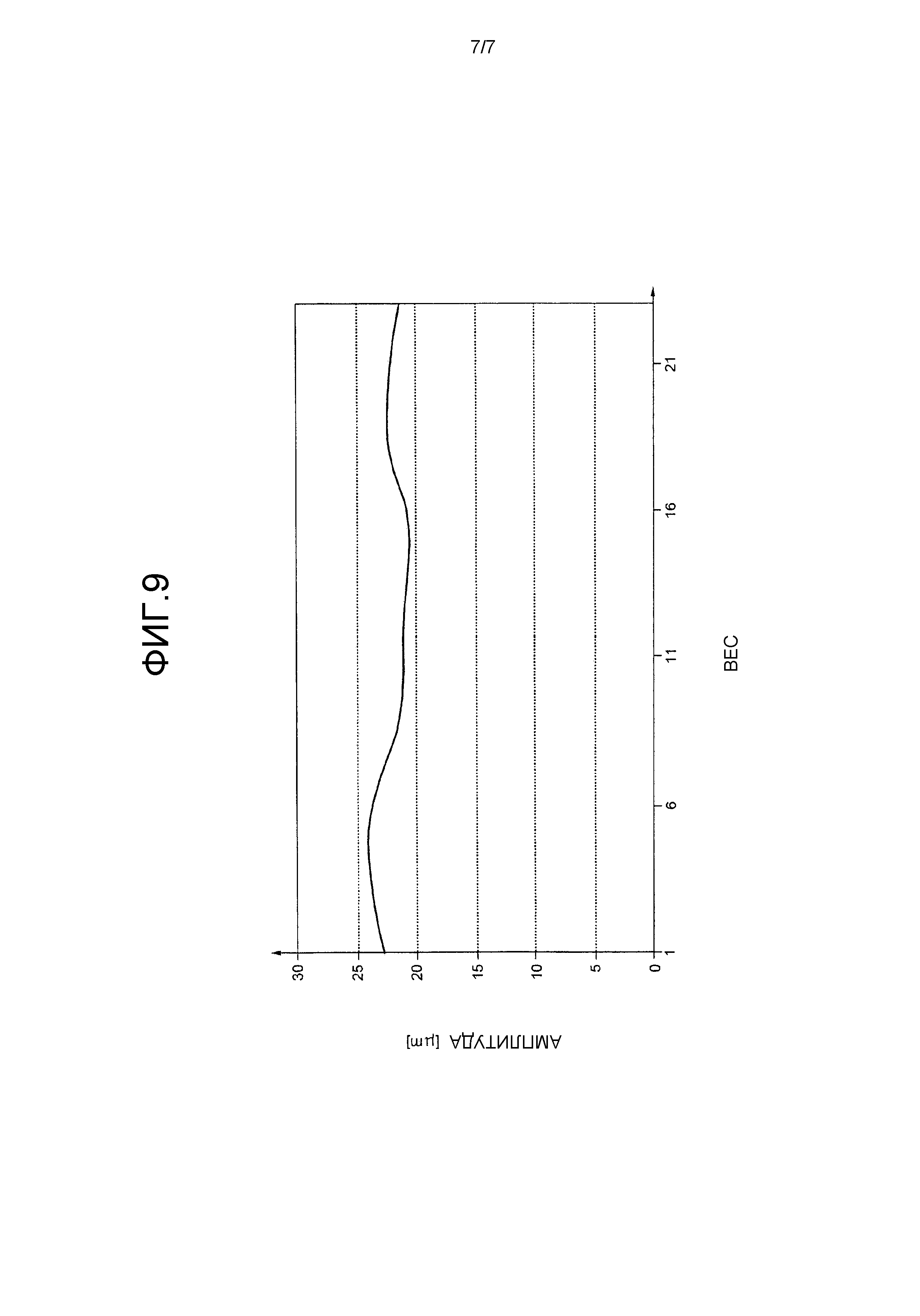
фиг.9 показывает график амплитуды вибрации сонотрода по фиг.8 в зависимости от положения вдоль сонотрода.
Подробное описание предпочтительных вариантов осуществления
Ссылочная позиция 1 на фиг.1-4 обозначает в целом сонотрод в соответствии с настоящим изобретением.
Сонотрод 1 можно включать в упаковочную машину (не показана) для изготовления запечатанных упаковок текучего продукта питания, такого как пастеризованное или УП молоко, фруктовый сок, вино и т.д., из трубки 2 упаковочного материала, подаваемого известными устройствами (не показаны) вдоль вертикального пути Q (фиг.6).
Трубку 2 образуют известным способом, сгибая в продольном направлении и запечатывая рулон термосвариваемого листового материала, и заполняют непрерывно сверху стерилизованным или стерильно обработанным продуктом питания.
Упаковочная машина содержит, известным образом, по меньшей мере одну пару формообразующих узлов 3 (на фиг.6 показан только один), которые взаимодействуют циклически и последовательно с трубкой 2 упаковочного материала, зажимая, запечатывая с помощью ультразвука и нарезая трубку 2 вдоль равномерно распределенных поперечных сечений. Более конкретно, формообразующие узлы 3 взаимодействуют с трубкой 2 с получением упаковки, соединенной с трубкой 2 лентами 5 поперечного запечатывания, вдоль которых затем нарезают трубку 2.
Каждый формообразующий узел 3, описанный здесь только как требуется для ясного понимания настоящего изобретения, по существу содержит размещенные на противоположных сторонах трубки 2 захват 6 (фиг.7) и противозахват, поддерживает механический вибратор или сонотрод 1 и опорную плиту 9, соответственно, и при этом захват и противозахват способны перемещаться в направлении, поперечном пути Q, между открытой конфигурацией и закрытой конфигурацией, в которой они зажимают и запечатывают трубку 2 в соответствующем поперечном сечении с образованием соответствующей ленты 5 запечатывания.
В первой альтернативе упаковочной машины формообразующие узлы 3 перемещаются вдоль соответствующих направляющих и взаимодействуют циклически с трубкой 2, термосваривая упаковочный материал трубки 2. Каждый формообразующий узел 3 содержит ползун, перемещаемый назад и вперед вдоль соответствующей направляющей; и захват 6 и противозахват, которые шарнирно закреплены в нижней части с соответствующим ползуном и перемещаются между закрытым положением, в котором они взаимодействуют с трубкой 2, герметизируя ее, и открытым положением, в котором они отделены от трубки 2.
Во второй альтернативе упаковочная машина содержит два цепных конвейера, определяющих соответствующий замкнутый путь и оснащенные соответственным числом захватов 6 и соответствующими противозахватами. Эти два пути имеют соответствующие ответвления, по существу параллельные и обращенные друг к другу, между которыми подают трубку 2 упаковочного материала так, чтобы захваты 6 на одном конвейере взаимодействовали с соответствующими противозахватами на другом конвейере вдоль упомянутых ответвлений соответствующих путей, зажимая трубку в ряде последовательных поперечных сечений и уплотняя, и отрезая пакеты.
Сонотрод 1 по существу содержит (фиг.2-4):
- цельную головку 15, которая образует запечатывающую поверхность 14, простирающуюся вдоль направления A; и
- уникальный приводной блок 12, соединенный с головкой 15 и содержащий множество уложенных в стопку пьезоэлектрических элементов 13.
Кроме того, упаковочная машина содержит:
- уникальный генератор переменного тока (не показан), который электрически подключен к приводному блоку 12; и
- кожух 30 (фиг.1 и 7), который вмещает головку 15.
Более подробно, головка 15 определена парой стенок 16, 17, противоположных друг другу, и парой стенок 18, 19, противоположных друг другу и расположенных между стенками 16, 17.
Стенка 16 образует запечатывающую поверхность 14.
Высота H головки 15, измеренная вдоль направления B, перпендикулярного запечатывающей поверхности 14, равна половине длины волны волнового колебания вдоль направления B.
Головка 15 содержит сплошное ребро 20, образованное в виде замкнутой линии и которое определяет узловую линию колебания головки 15.
Другими словами, точки ребра 20 по существу не колеблются, когда пьезоэлектрические элементы 13 приводного блока 12 вызывают колебание оставшейся части головки 15.
Кроме того, точки ребра 20 определяют так называемую узловую поверхность, в частности, так называемую узловую плоскость P, которая перпендикулярна направлению B.
Ребро 20 по существу содержит два сегмента 25, параллельные направлению A, и два сегмента 26, перпендикулярные сегментам 25 и закругленные, на своих противоположных концах, к сегментам 25.
Кроме того, плоскость P делит головку 15 на первую и вторую часть 21, 22.
Часть 21, 22 соответственно содержит стенку 16, 17.
Толщина части 21 сначала постоянная, а затем увеличивается, продолжаясь от поверхности 14 к ребру 20.
Каждая часть 21, 22 дополнительно содержит соответствующую пару пазов 23, 27, которые вытянуты вдоль направления B и проходят через головку 15 от стенки 18 к стенке 19.
Пазы 23 простираются полностью в пределах части 21, пазы 27 простираются полностью в пределах части 22 и пазы 23, 27 простираются на определенном расстоянии от плоскости P.
Другими словами, пазы 23, 27 разделены и, следовательно, не пересекают плоскость P.
Иначе говоря, пазы 23, 27 прерываются на определенном расстоянии от плоскости P.
В частности, пазы 23 простираются по всей их длине между ребром 20 и запечатывающей поверхностью 14.
Сонотрод 1 также содержит симметричную среднюю плоскость M, которая параллельна направлению B (фиг.3 и 4).
Паз 23 предпочтительно простирается параллельно соответствующим направлениям C, которые и наклонены относительно направлений A, B, и определяют, каждая, угол α с плоскостью M и, следовательно, с направлением B.
Угол α - острый.
Пазы 23 простираются симметрично плоскости M и, следовательно, углы α равны друг другу.
В частности, пазы 23 сходятся друг к другу, продолжаясь от плоскости P к поверхности 14 вдоль направления B.
Таким же образом пазы 27 простираются параллельно соответствующим направлениям D, которые и наклонены относительно направлений A, B, и определяют, каждая, острый угол β с плоскостью M и, следовательно, с направлением B.
Пазы 27 простираются симметрично плоскости M и, следовательно, углы β равны друг другу.
В частности, пазы 27 сходятся друг к другу, продолжаясь к плоскости P вдоль направления B.
В показанном варианте осуществления, углы α меньше, чем углы β (фиг.3).
Каждый угол α составляет в диапазоне между 5,4 и 6,6 градусов.
В показанном варианте осуществления угол α равен 6 градусам +/- 0,5 градуса.
Каждый угол β составляет в диапазоне между и 18,9 и 23,1 градусов.
В показанном варианте осуществления угол β равен 21 градусу +/- 0,5 градуса.
Пазы 23, 27 проходят через головку 15 и закруглены на своих противоположных концах.
Каждый паз 23 имеет длину, которая составляет в диапазоне между 20,7 и 25,3 мм без закруглений на концах.
В показанном варианте осуществления каждый паз 23 имеет длину 23 мм +/- 0,5 мм.
Каждый паз 27 имеет длину, которая составляет в диапазоне между 14,85 и 18,15 мм без закруглений на концах.
В показанном варианте осуществления каждый паз 27 имеет длину 16,5 мм +/- 0,1 мм.
Часть 22 определяет гнездо 24 для приводного блока 12.
Гнездо 24 определено (фиг.2-4) двумя цилиндрическими поверхностями 75, которые расположены на противоположных сторонах плоскости M и между которыми вдоль направления B простирается приводной блок 12.
В частности, поверхности 75 отделены от приводного блока 12 кольцевым зазором.
Кроме того, стенка 17 содержит пару рельефных площадок 71 (фиг.2 и 3).
Более подробно стенка 17 содержит:
- пару площадок 70, расположенных на противоположных сторонах плоскости M;
- рельефные площадки 71, расположенные на противоположных боковых сторонах гнезда 24 и расположенные, каждая, между гнездом 24 и соответственной площадкой 70; и
- пару кромок 72, каждая отделяющая соответственную площадку 70 от соответствующей площадки 71.
Площадки 71 определяют соответствующие по существу кольцеобразные ребра 73 соответствующих поверхностей 75, которые находятся на противоположной стороне от плоскости P.
Площадки 71 находятся ближе вдоль направления B к плоскости P, чем площадки 70.
Сонотрод 1 также содержит (фиг.4):
- болт 60, прикрепленный к головке 15 и определяющий отверстие, зацепленное приводным блоком 12; и
- гайку 61, навинченную на болт 60 и которая прочно соединяет приводной блок 12 с головкой 15.
В показанных варианты осуществлениях болт 60 выполнен из титана.
Головку 15 соединяют с кожухом 30 вдоль ребра 20.
Кожух 30 содержит (фиг.1 и 7):
- элемент 31 в форме коробки, который вмещает часть 22 головки 15;
- пластину 32, взаимодействующую с боковиной элемента 31, которая противоположна запечатывающей поверхности 14; и
- соединитель 35 для подключения пьезоэлектрических элементов 13 к генератору и взаимодействия с пластиной 32 напротив головки 15.
Элемент 31 содержит на противоположной стороне к пластине 32 торцевое ребро 36.
Ребро 36 является прямоугольным и содержит две длинные стороны 37a, 37b, параллельные направлению A, и две короткие стороны 38a, 38b, перпендикулярные сторонам 37a, 37b и расположенные между ними.
Кожух 30 дополнительно содержит:
- элемент 45, образованный пластиной 46, и поперечину 47, удлиненную параллельно направлению A и выступающую вниз от пластины 46;
- пластину 49, прикрепленную к элементу 45 посредством множества винтов и простирающуюся параллельно плоскости M; и
- поперечину 50, перпендикулярную направлению B.
Элемент 45, пластина 49 и поперечина 50 определяют полое отделение, которое вмещает часть 21 головки 15.
Элемент 45 соединяют со стороной 37a торцевого ребра 36 посредством множества винтов 51, в то время как поперечину 50 соединяют со стороной 37b торцевого ребра 36 посредством множества винтов 52.
Таким образом, винты 51, 52 подсоединяют элемент 45 и поперечину 50 к элементу 31 соответственно вдоль сторон 37a, 37b торцевого ребра 36.
Кожух 30 соединяют с захватом 6 посредством множества, четырех в показанном варианте осуществления, невидимых винтов.
Обращаясь теперь к фиг.6, опорная плита 9 в показанном варианте осуществления представляет собой тип, описанный и показанный в патенте EP-B-615907, и по существу образована двумя отдельными верхним и нижним частями 62, 63, определяющими в промежутке гнездо 64 для вмещения ножа 65. Очень кратко, нож 65 размещен скользящим образом внутри гнезда 64 опорной плиты 9 и управляется известным исполнительным устройством (не показано), разрезая трубку 2 на лентах 5 поперечного запечатывания и тем самым отделяя от полосы 4 упаковки, выходящие из формообразующего узла 3 и предназначенные для сгибания в законченную форму.
Действие сонотрода 1 далее описано со ссылкой только на пару из захвата 6 и противозахвата, и начиная с конфигурации, в которой захват 6 и противозахват находятся в закрытой конфигурации и зажимают трубку 2 в поперечном сечении.
В такой конфигурации сонотрод 1 взаимодействует с опорной плитой 9, и поперечное сечение трубки 2 зажато между ними.
На этой стадии генератор питает приводной блок 12 данным значением переменного тока, таким образом, вызывая ультразвуковую вибрацию пьезоэлектрических элементов 13 и, следовательно, сонотрода 1.
Ультразвуковая вибрация сонотрода 1 вызывает запечатывание трубки 2 и образование ленты 5 запечатывания.
В частности, поскольку сонотрод 1 вибрирует, сплошное замкнутое ребро 20 не колеблется.
Фактически:
- ребро 20 расположено напротив торцевого ребра 36 элемента 31 кожуха 30;
- элемент 31 кожуха 30 соединен с элементом 45 и поперечиной 50 вдоль сторон 37a, 37b торцевого ребра 36; и
- торцевое ребро 36 кожуха 30 соединено с захватом 6.
Другими словами, ребро 20 образует непрерывную замкнутую узловую линию сонотрода 1.
Как только приводной блок 12 деактивирован и прежде, чем захват 6 и противозахват будут открыты, чтобы начать следующий цикл формообразования, нож 65 активируют и выпускают из гнезда 64 в опорной плите 9, чтобы отрезать упаковочный материал вдоль соответственной ленты 5 запечатывания и таким образом отделять от трубки 2 соответственный подушкообразный пакет, который впоследствии сгибают в законченную форму.
Преимущества сонотрода 1 в соответствии с настоящим изобретением будут ясны из предшествующего описания.
В частности, пазы 23, 27 простираются вдоль соответствующих направлений C, D, которые наклонены относительно плоскости симметрии M сонотрода 1.
В этом отношении заявитель обнаружил, что вышеуказанная конструкция пазов 23, 27 воспроизводит, в частности, даже амплитуду вибрации сонотрода 1 в зависимости от положения вдоль поверхности 14 (см. фиг.9).
На самом деле, график амплитуды вибрации сонотрода 1 в зависимости от положения вдоль поверхности 14 (см. фиг.9) является по существу постоянным.
Таким образом, все точки упаковочного материала, соприкасающиеся с поверхностью 14, достигают необходимой температуры для термосваривания сонотродом 1.
Кроме того, заявитель обнаружил, что вышеуказанная конструкция пазов 23, 27 воспроизводит особенно стабильно амплитуду вибрации сонотрода 1, даже когда к захвату 6 и противозахвату приложена неравномерная нагрузка.
Наконец, заявитель обнаружил, что вышеуказанная конструкция пазов 23, 27 отделяет паразитную частоту вибрации от основной частоты вибрации сонотрода 1 (см. фиг.8).
На самом деле импеданс Z и график фазы y вибрации сонотрода 1 имеют резонансные минимумы Z1, Z2, разнесенные друг от друга в зависимости от частоты f.
Подробно, импеданс Z равняется комплексному отношению между напряжением, приложенным к приводному блоку 12, и получающимся в результате переменным током, который проходит через пьезо-стопки того же приводного блока 12.
Соответственно, минимумы Z1, Z2 по существу соответствуют максимумам вышеуказанного переменного тока и, следовательно, максимумам колебания сонотрода 1.
В частности, минимум Z1 соответствует требуемой рабочей частоте, тогда как минимум Z2 соответствует паразитной частоте.
Вследствие того, что минимумы Z1, Z2 располагаются на расстоянии друг от друга в зависимости от частоты f, уменьшается продолжительность запечатывания и усиливается плотность запечатывания, получаемые посредством поверхности 14 сонотрода 1.
Сонотрод 1 комбинирует вышеуказанные преимущества с тем, что его можно легко модифицировать на существующей упаковочной машине для реализации эффективного поперечного запечатывания на упаковках объема около 200 мл.
На самом деле, благодаря тому, что он содержит уникальный приводной блок 12 и уникальную запечатывающую поверхность 14, сонотрод 1 преодолевает недостаток, возникающий от присутствия двух отдельных запечатывающих поверхностей, как в сонотроде, раскрытом в EP-615907.
Кроме того, длину поверхности 14 можно без проблемы выполнять по существу равной длине запечатывания в поперечном направлении на упаковках объемов около 200 мл. Таким образом, сонотрод 1 может легко заменить пару сонотродов раскрытого в документе EP-615907 типа на существующих упаковочных машинах, в отличии от сонотродов, показанных в документах WO-A-2007/020208 и WO-A-2011/117119, которые имеют слишком длинную запечатывающую поверхность.
Кроме того, вследствие того, что приводной блок 12 соединен с головкой 15 при помощи болта 60 и гайки 61, можно обеспечить приводной блок 12 большей мощностью, чем мощность, обычно подаваемая на множественный приводной блок известного сонотрода, обсужденного во вводной части настоящего описания.
Наконец, вследствие того, что он содержит уникальный приводной блок 12, сонотрод 1 может в поперечном направлении запечатывать упаковки объема около 200 мл при помощи только одного электрического генератора.
Ясно, что в описанный здесь сонотрод 1 можно вносить изменения, однако, не выходя за рамки объема настоящего изобретения.
В частности, головка 15 может содержать либо только пазы 23, либо только пазы 27.
В частности, головка 15 может содержать, вместо ребра 20, множество выступающих элементов, которые соединены с захватом 6.
В этом случае выступающие элементы определяют соответствующую узловую точку головки 15 и лежат на плоскости P, в то время как пазы 23, 27 отделены от плоскости P.
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Электронный подсчет циклов склеивания ультразвукового склеивающего устройства в упаковочной машине
Сонотрод

