Результат интеллектуальной деятельности: СПОСОБ ЗАМЕНЫ ТРУБ ЗАЩИТНОГО КОЖУХА И РАЗМЕЩЕННОГО В НЕМ РАБОЧЕГО ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области трубопроводного транспорта и может быть использовано при ремонте магистрального трубопровода с заменой дефектного участка.
В процессе эксплуатации магистрального трубопровода при его аварийном ремонте возникает необходимость замены поврежденных труб на участках размещения рабочего трубопровода в защитном кожухе с обеспечением надежной герметичности отремонтированного дефектного участка. При этом следует обеспечивать сохранение рабочего трубопровода от повреждений в процессе производства сварочно-монтажных работ.
При рассмотрении технической литературы выявлены технические решения, относящиеся к ремонту магистрального трубопровода с заменой дефектного участка.
Известен способ замены дефектного участка магистрального трубопровода, заключающийся в опорожнении ремонтируемого участка, вырезке дефектной катушки, обеспечении изоляции горючих и взрывоопасных газов и жидкостей от мест сварки, установкой по концам труб прилегающих участков ремонтируемого трубопровода перекрывающих элементов, приварке новой катушки, подаче инертного газа в полость новой катушки, устанавливаемой между перекрывающими элементами, создании давления, несколько превышающего давление в прилегающих участках ремонтируемого трубопровода, и осуществлении процесса сварки (патент на изобретение RU 2249142, кл. F16L 1/028, опубл. 27.03.2005 г.).
Недостатками данного способа являются: отсутствие технических решений по ремонту рабочего трубопровода, размещенного в защитном кожухе; недостаточно оправданные затраты на применение технологии подачи инертного газа в полость устанавливаемой ремонтной «катушки».
Наиболее близким к изобретению техническим решением является способ ремонта магистрального трубопровода, включающий обнаружение дефектного участка, рытье котлована для высвобождения трубопровода с расположением его стенок асимметрично относительно дефектного участка с образованием после его вырезки разноплечих труб: короткоплечей неподвижной и длинноплечей подвижной труб, вырезку дефектного участка, центрирование труб регулированием положения длинноплечей трубы путем смещения ее в горизонтальной и вертикальной плоскостях до обеспечения соосности обеих труб, разметку, установку и сварку ремонтной «катушки» с трубами трубопровода (патент на изобретение RU 2298717, кл. F16L 1/00, опубл. 10.05.2007 г.).
Недостатком данного способа является отсутствие технических решений по ремонту рабочего трубопровода, размещенного в защитном кожухе.
Задача, решаемая в изобретении, заключается в разработке технического решения, обеспечивающего устранение указанных недостатков путем применения технологии замены труб рабочего трубопровода и защитного кожуха и устройства для его осуществления.
Техническим результатом заявленного изобретения является обеспечение надежной герметичности отремонтированного дефектного участка с сохранением рабочего трубопровода от повреждений в процессе производства сварочно-монтажных работ.
Поставленная задача решается, а технический результат достигается в результате того, что согласно изобретению способ замены труб защитного кожуха и размещенного в нем рабочего трубопровода заключаются в том, что:
- в плоскости, перпендикулярной оси защитного кожуха, на границах дефектного участка рабочего трубопровода выполняют вырезку в защитном кожухе технологических разъемов шириной, обеспечивающей производство сварочно-монтажных работ на рабочем трубопроводе, в плоскости, перпендикулярной оси защитного кожуха и рабочего трубопровода, вырезают через него дефектный участок рабочего трубопровода;
- трубу, предназначенную для замены дефектного участка рабочего трубопровода, выполняют диаметром, равным диаметру рабочего трубопровода, и длиной, равной длине дефектного участка, помещают ее в трубу, предназначенную для замены участка защитного кожуха, с обеспечением одинаковой длины выступа трубы, предназначенной для замены дефектного участка рабочего трубопровода, с каждого конца трубы, предназначенной для замены участка защитного кожуха;
- трубу, предназначенную для замены участка защитного кожуха, выполняют диаметром, равным диаметру защитного кожуха и длиной, равной разности между длиной дефектного участка рабочего трубопровода и суммарной шириной технологических разъемов;
- на каждом из концов трубы, предназначенной для замены участка защитного кожуха, и на каждом из концов защитного кожуха закрепляют сваркой металлическую манжету таким образом, чтобы перемычка ее уплотнительных губ была обращена соответственно к торцу трубы, предназначенной для замены участка защитного кожуха, и к торцу защитного кожуха, находясь с ним в одной плоскости;
- на каждую из металлических манжет, закрепленных на трубе, предназначенной для замены участка защитного кожуха, запрессовывают раструб в положении, при котором его торец, обращенный к торцу трубы, предназначенной для замены участка защитного кожуха, находится в одной плоскости с торцом этой трубы;
- соединяют сваркой трубу, предназначенную для замены дефектного участка рабочего трубопровода, с рабочим трубопроводом и снабжают сварной шов изоляционным покрытием;
- каждый из раструбов с помощью прижимных элементов разъемного монтажного устройства запрессовывают на металлическую манжету, установленную на конце защитного кожуха, сваривают с раструбом эту металлическую манжету и металлическую манжету, закрепленную на трубе, предназначенной для замены участка защитного кожуха, снабжают сварной шов изоляционным покрытием.
Поставленная задача решается, а технический результат достигается также в результате того, что устройство для замены труб защитного кожуха и размещенного в нем рабочего трубопровода включает раструб, металлическую манжету, разъемное монтажное устройство, причем:
- раструб выполнен с внутренним диаметром, превышающим не менее чем на 5% внешний диаметр защитного кожуха, шириной, равной сумме ширины технологического разъема и удвоенной ширины металлической манжеты, и толщиной стенки, равной толщине стенки защитного кожуха;
- металлическая манжета выполнена U-образной формы с диаметром внутренней уплотнительной губы, равным наружному диаметру защитного кожуха, и диаметром ее внешней уплотнительной губы, равным внутреннему диаметру раструба, и толщиной стенки, равной 0,5 толщины стенки защитного кожуха;
- разъемное монтажное устройство выполнено состоящим из двух соединенных между собой стяжными винтами прижимных элементов, в которых упоры обращены друг к другу, при этом диаметр каждого прижимного элемента выполнен равным диаметру средней части перемычки металлической манжеты.
Способ замены труб защитного кожуха и размещенного в нем рабочего трубопровода и устройство для его осуществления проиллюстрированы на фиг. 1-8.
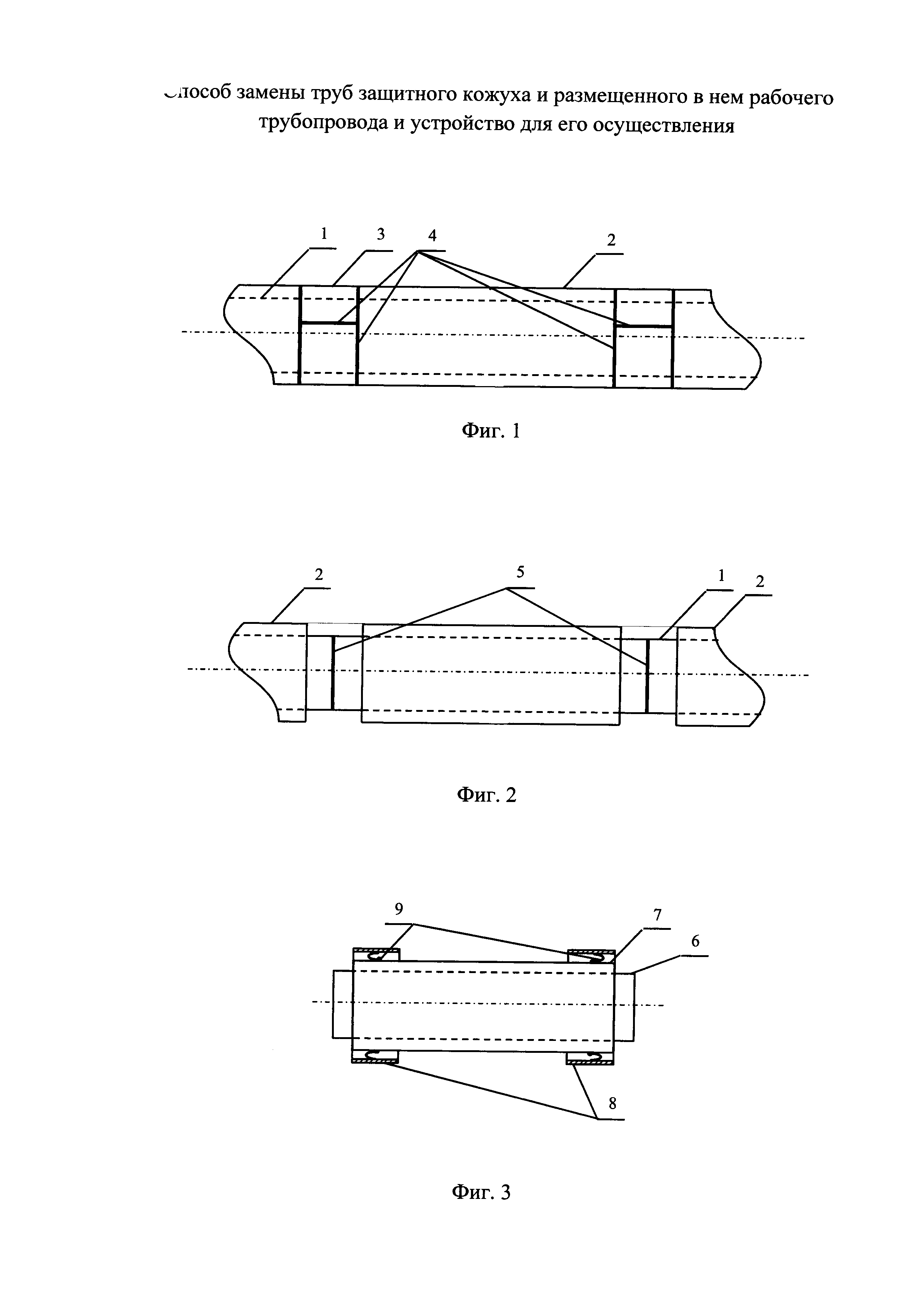
На фиг. 1 изображен участок магистрального трубопровода в месте замены дефектного участка с обозначением мест выреза технологического разъема в защитном кожухе.
На фиг. 2 изображен участок магистрального трубопровода в месте замены дефектного участка с обозначением мест выреза рабочего трубопровода.
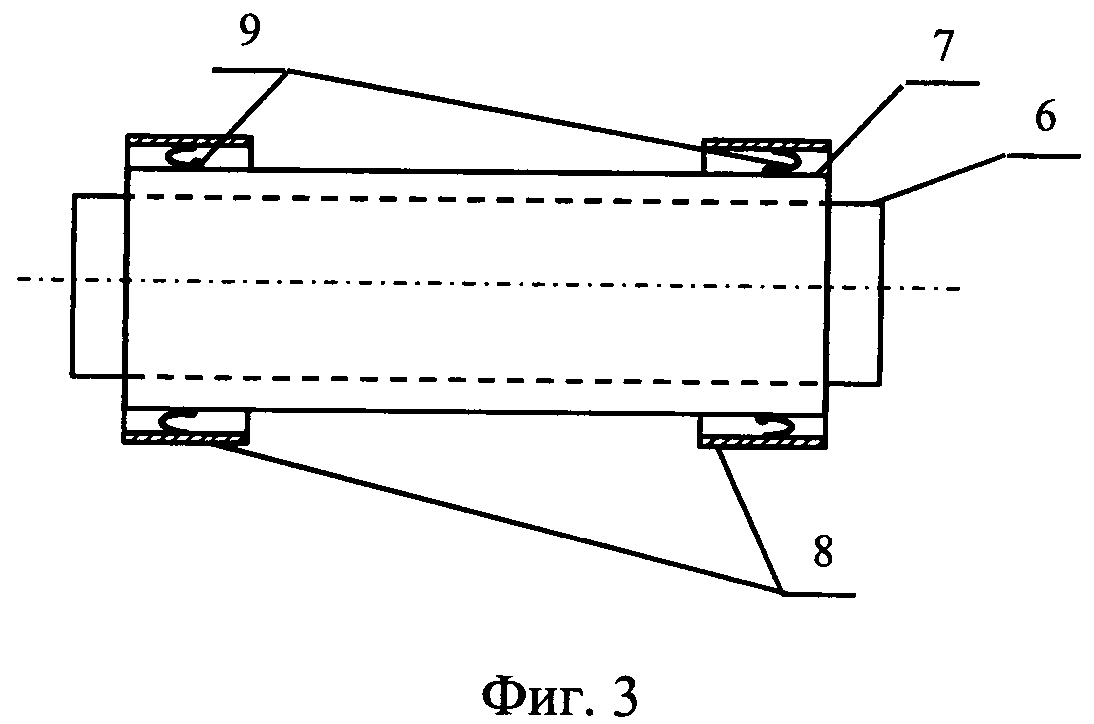
На фиг. 3 изображена конструкция из трубы, предназначенной для замены дефектного участка рабочего трубопровода, размещенной в трубе защитного кожуха.
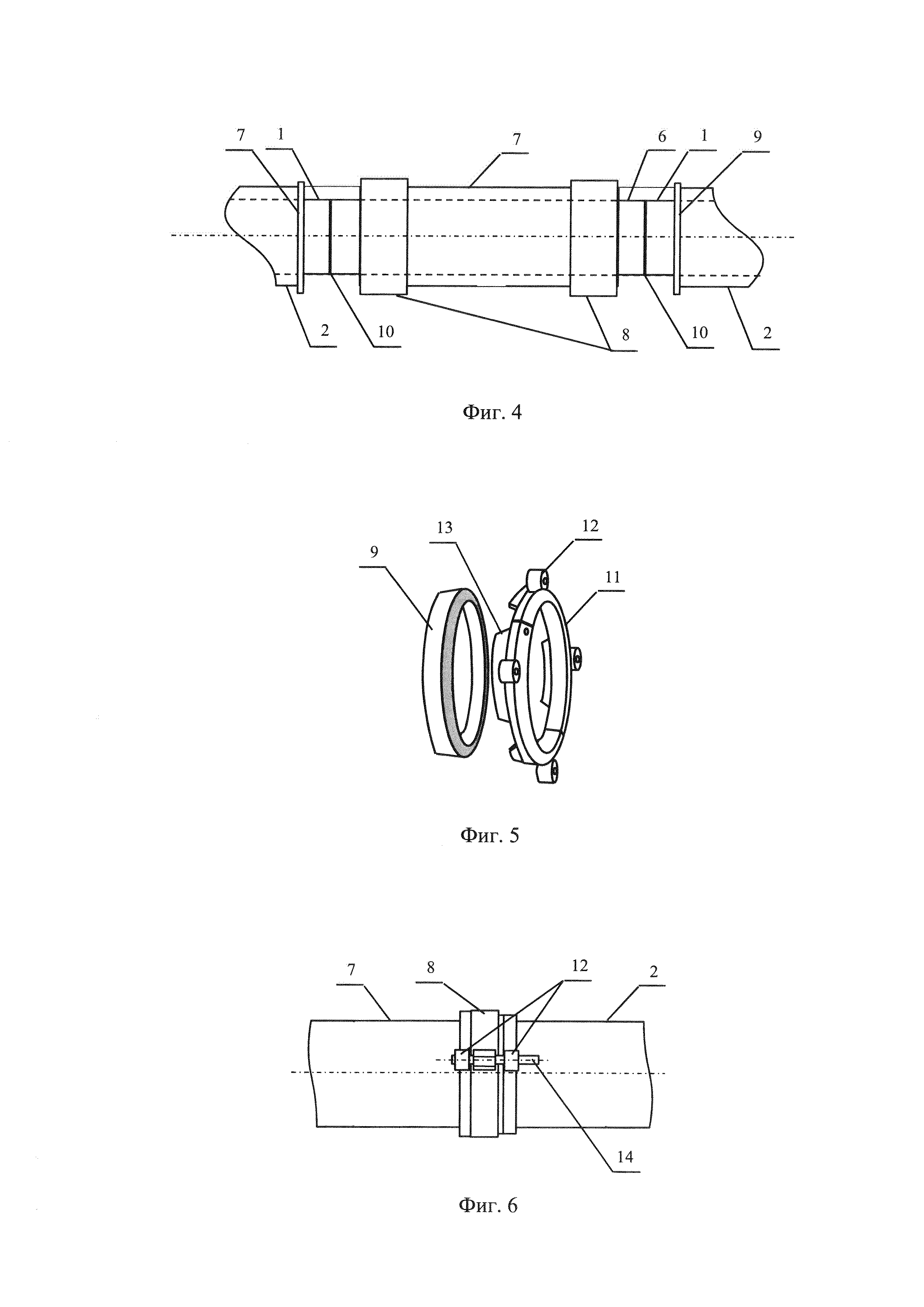
На фиг. 4 изображена конструкция соединения трубы, предназначенной для замены дефектного участка рабочего трубопровода, с рабочим трубопроводом.
На фиг. 5 изображена металлическая манжета и прижимной элемент разъемного монтажного устройства с крепежным выступом и упором.
На фиг. 6 изображен защитный кожух с замененным участком.
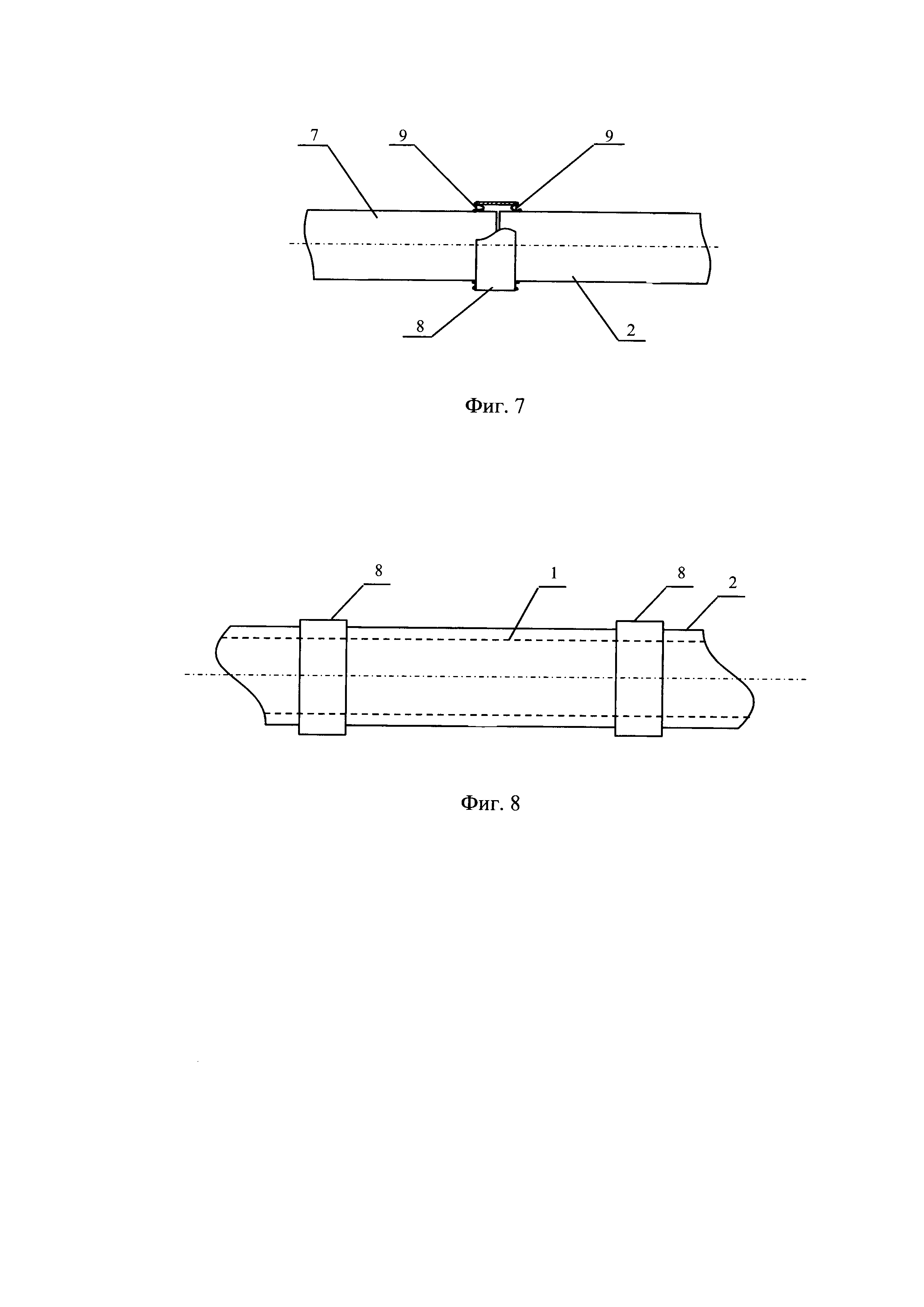
На фиг. 7 изображено соединение защитного кожуха с трубой, предназначенной для замены участка защитного кожуха посредством раструба и металлической манжеты.
На фиг. 8 изображено соединение трубы защитного кожуха с защитным кожухом в фазе монтажа раструба на металлическую манжету.
На фиг. 1-8 применены следующие обозначения:
1 - рабочий трубопровод;
2 - защитный кожух;
3 - технологический разъем;
4 - линия выреза защитного кожуха;
5 - линия выреза дефектного участка рабочего трубопровода;
6 - труба, предназначенная для замены дефектного участка рабочего трубопровода;
7 - труба, предназначенная для замены участка защитного кожуха;
8 - раструб;
9 - металлическая манжета;
10 - сварной шов;
11 - прижимной элемент разъемного монтажного устройства;
12 - крепежный выступ прижимного элемента разъемного монтажного устройства;
13 - упор прижимного элемента разъемного монтажного устройства;
14 - стяжной винт разъемного монтажного устройства.
Устройство и способ замены труб защитного кожуха и размещенного в нем рабочего трубопровода работает следующим образом.
В защитном кожухе 2 на границах дефектного участка рабочего трубопровода 1 по линиям выреза защитного кожуха 4 выполняют вырезку технологических разъемов 3 в плоскости, перпендикулярной оси защитного кожуха 2, и шириной, обеспечивающей производство сварочно-монтажных работ на рабочем трубопроводе 1 (см. фиг. 1).
После удаления вырезанных в технологических разъемах 3 элементов вырезают дефектный участок рабочего трубопровода 1 в плоскости, перпендикулярной оси рабочего трубопровода 1 (см. фиг. 2).
Измеряют длину вырезанного дефектного участка, по которому устанавливают длину трубы 6, предназначенной для замены дефектного участка рабочего трубопровода 1. При этом диаметр трубы 6, предназначенной для замены дефектного участка рабочего трубопровода 1, выбирают равным диаметру рабочего трубопровода 1. Трубу 7, предназначенную для замены участка защитного кожуха 2, выполняют диаметром, равным диаметру защитного кожуха 2 и длиной, равной разности между длиной дефектного участка рабочего трубопровода 1 и суммарной шириной технологических разъемов 3. На каждом из концов трубы 7, предназначенной для замены участка защитного кожуха 2, и на каждом из концов защитного кожуха 2 закрепляют сваркой металлическую манжету 9 таким образом, чтобы перемычка ее уплотнительных губ была обращена соответственно к торцу трубы 7, предназначенной для замены участка защитного кожуха 2, и к торцу защитного кожуха 2. При этом перемычка уплотнительных губ металлической манжеты 9, установленной на каждом из концов трубы 7, предназначенной для замены участка защитного кожуха 2, должна находиться в одной плоскости с торцом этой трубы, а перемычка уплотнительных губ металлической манжеты 9, установленной на конце защитного кожуха 2, - в одной плоскости с торцом защитного кожуха 2. Металлическую манжету 9 выполняют U-образной формы с диаметром внутренней уплотнительной губы, равным наружному диаметру защитного кожуха 2, и диаметром ее внешней уплотнительной губы, равным внутреннему диаметру раструба 8, и толщиной стенки, равной 0,5 толщины стенки защитного кожуха 2. На каждую из металлических манжет 9, закрепленных на трубе 7, предназначенной для замены участка защитного кожуха 2, запрессовывают раструб 8 в положении, при котором его торец, обращенный к торцу трубы 7, предназначенной для замены участка защитного кожуха 2, находится в одной плоскости с торцом этой трубы. Раструб 8 выполняют с внутренним диаметром, превышающим не менее чем на 5% внешний диаметр защитного кожуха 2, шириной, равной сумме ширины технологического разъема 3 и удвоенной ширины металлической манжеты 9, и толщиной стенки, равной толщине стенки защитного кожуха 2. Трубу 6, предназначенную для замены дефектного участка рабочего трубопровода 1, помещают в трубу 7, предназначенную для замены участка защитного кожуха 2, с обеспечением одинаковой длины выступа трубы, предназначенной для замены участка рабочего трубопровода 1, с каждого конца трубы, предназначенной для замены участка защитного кожуха 2 (см. фиг. 3).
Соединяют сваркой трубу 6, предназначенную для замены дефектного участка рабочего трубопровода 1, с рабочим трубопроводом 1 и снабжают сварной шов 10 изоляционным покрытием (не показан), тем самым обеспечивают надежную герметичность отремонтированного рабочего трубопровода 1 (см. фиг. 4).
Каждый из раструбов 8 с помощью прижимных элементов 11 разъемного монтажного устройства запрессовывают на металлическую манжету 9, установленную на конце защитного кожуха 2, сваривают с раструбом 8 эту металлическую манжету 9 и металлическую манжету 9, закрепленную на трубе 7, предназначенной для замены участка защитного кожуха 2, снабжают сварной шов изоляционным покрытием (не показан), тем самым обеспечивают надежную герметичность отремонтированного защитного кожуха и сохранение рабочего трубопровода от повреждений расплавленным металлом при соединении сваркой трубы 7, предназначенной для замены участка защитного кожуха 2, с защитным кожухом 2 (см. фиг. 5, 6). Разъемное монтажное устройство выполняют состоящим из двух соединенных между собой стяжными винтами 14 прижимных элементов 11 разъемного монтажного устройства, в которых упоры 13 прижимных элементов 11 разъемного монтажного устройства обращены друг к другу. При этом диаметр каждого прижимного элемента 11 разъемного монтажного устройства выполняют равным диаметру средней части перемычки металлической манжеты 9. При запрессовке раструба 8 на металлическую манжету 9 упор 13 прижимного элемента 11 разъемного монтажного устройства помещают во внутреннюю полость металлической манжеты 9 и путем синхронного закручивания стяжных винтов 14 разъемного монтажного устройства, проходящих через крепежный выступ 12 прижимного элемента 11 разъемного монтажного устройства, запрессовывают раструб 8 на металлическую манжету 9. (см. фиг. 7, 8).
Таким образом, реализация предложенного технического решения позволяет обеспечивать замену труб защитного кожуха и размещенного в нем рабочего трубопровода с обеспечением надежной герметичности отремонтированного дефектного участка и сохранения рабочего трубопровода от повреждений в процессе производства сварочно-монтажных работ.
Система неразрушающего контроля методом tofd (варианты)
Способ изготовления конструкции узла сопряжения днища резервуара с его стенкой
Устройство для улавливания нефти, нефтепродуктов и взвешенных веществ в производственно-дождевых сточных водах
Внутритрубный многоканальный профилемер с использованием вихретоковых датчиков
Способ контроля трубопровода с использованием электромагнитно-акустической технологии
Способ определения прогнозного объема нестандартного дизельного топлива при проведении внутритрубной очистки и диагностирования
Оснастка для стендовых испытаний магистральных насосов
Способ очистки дизельного топлива
Буровой раствор для строительства подводных переходов трубопроводов методом наклонно-направленного бурения
Способ очистки резервуаров путем диспергирования отложений и устройство для его осуществления
Землеройный рабочий орган

