Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением с использованием интенсивной пластической деформации и предназначено для получения нанокристаллической структуры металлов в длинномерных заготовках, например прутках, проволоке и т.п. для повышения их механических свойств.
Известен способ обработки длинномерных заготовок давлением (Патент РФ №2417857, МПК B21J 5/06, заявл. 11.01.2010, опубл. 10.05.2011), включающий подачу заготовки в рабочий канал, образованный между вращающимся диском и неподвижной ограничивающей основой. На выходе рабочего канала обеспечивают изменение его направления посредством опорной детали, установленной в кольцевой канавке. Продвижение заготовки по рабочему каналу в направлении его выхода производят вращением диска и осуществляют при этом непрерывное равноканальное угловое прессование без значительного изменения поперечного сечения заготовки. Непрерывное равноканальное угловое прессование заготовки осуществляют поэтапно. На каждом этапе последовательно уменьшают поперечное сечение рабочего канала. Заготовку перед каждым последующим этапом прессования подвергают формообразующей пластической деформации. Температура деформации ниже температуры рекристаллизации обрабатываемого материала. В результате обеспечивается повышение механических свойств обрабатываемого материала за счет более интенсивного измельчения структуры.
Недостатки известного способа заключаются в следующем.
1. Ввиду того что продвижение заготовки по рабочему каналу осуществляют с помощью вращающегося диска, то при обработке пластичных металлов силы трения, возникающие между заготовкой и стенкой желоба, вызывают искажение поперечного сечения заготовки, обуславливая включение (при необходимости) в процесс обработки материала операций по восстановлению первоначальной формы сечения заготовки. При этом после каждого этапа равноканального углового прессования для осуществления формообразующих операций пластического деформирования заготовку извлекают из рабочего канала. Это повышает трудоемкость обработки материала заготовки. Кроме того, реализация способа предполагает создание устройства, оснащенного электродвигателем, обеспечивающим вращение центрального вала. При этом неизбежны потери мощности электродвигателя на преодоление сил трения во вращающихся элементах устройства, что приводит к повышению энергоемкости при реализации способа.
2. Так как заготовка в процессе обработки накапливает одни и те же деформации по своей длине, то способ не позволяет получать на различных частях заготовки по ее длине различных нормированных механических свойств материала. Это ограничивает технологические возможности способа.
Также известен способ обработки давлением длинномерных заготовок из металлов и сплавов (Патент РФ №2159162, МПК B21C 37/04, B21J 5/08, заявл. 01.10.1998, опубл. 20.11.2000), при котором заготовку устанавливают в две опоры, перемещающиеся с помощью привода, и осуществляют деформацию заготовки по различным схемам: выполняют редуцирование инструментом, имеющим возможность относительных перемещений вдоль и поперек оси заготовки и относительной обкатки его поверхности, например роликом, при этом заданную степень деформации обеспечивают, используя, по крайней мере, также одну из схем деформации, реализуемой при кручении, осадке или растяжении, которые осуществляют с помощью опор, имеющих возможность воздействия на заготовку силами, соответствующими схемам деформации. Температуру деформируемого участка, необходимую для получения заданных структуры и физико-механических свойств в материале заготовки, создают с помощью печи, которую перемещают вдоль заготовки.
Такой способ требует сложного оборудования, такого как подвижные опоры, выполненные с возможностью силового воздействия на заготовку, наличие специальной печи, также имеющей возможность перемещения вдоль заготовки, наличие роликов. Такой способ является длительным и трудоемким.
Также известен способ обработки давлением длинномерных заготовок из металлов и сплавов, включающий деформацию, по крайней мере, участка длинномерной заготовки, преимущественно проволоки, которую размещают в двух опорах, поддерживающих и перемещающих заготовку, при этом деформацию обеспечивают созданием растягивающих напряжений в заготовке посредством перемещения заготовки через инструмент с созданием электропластического эффекта, который создают применением импульсного или постоянного тока. В качестве опор, поддерживающих и перемещающих заготовку, используют размоточный узел волочильной машины, инструментом является волока, а электропластический эффект обеспечивают источники переменного, постоянного или импульсного тока. Подведение электрического тока к проволоке во время волочения осуществляют роликовыми и щеточными контактами к участку проволоки, включающий очаг деформации, т.е. волоку (Спицын В.И., Троицкий О.А. Электропластическая деформация металлов - М.: Наука, 1985. Стр.34…36).
Механизм электроимпульсного воздействия тока обеспечивает активное залечивание микронесплошностей материала заготовки под действием градиентов термомеханических сжимающих напряжений, возникающих на границе дефекта во время пропускания импульсного электрического тока. Этот процесс происходит во время прохождения заготовки через волоку.
Однако для получения наноструктурированного материала одного прохода может быть недостаточно вследствие малой степени накапливаемой деформации, а использование волоки в качестве инструмента не позволяет совершать возвратно - поступательное перемещение заготовки для более интенсивного дробления зерен материала. В этом случае надо переустанавливать заготовку, что делает способ трудоемким и малопроизводительным.
Импульсное воздействие тока на материал заготовки осуществляется в области инструмента, т.е. в волоку поступает материал, имеющий незалеченные микронесплошности.
Кроме того, раздельное выполнение опор и источника тока делает устройство для реализации этого способа сложным и неудобным в использовании.
Техническим результатом, на достижение которого направлено изобретение, является обеспечение высокой степени наноструктурирования материала за счет повышения качества материала, поступающего в инструмент, путем обеспечения формирования в материале мелкозернистой равноосной структуры уже в опорах, возможность обеспечения возвратно-поступательного перемещения заготовки через инструмент необходимое число раз без переустановки заготовки, а также возможность регулирования и силы, проталкивающей заготовку через инструмент. Кроме того, техническим результатом является упрощение устройства, реализующего способ, за счет выполнения опорами не только поддерживающих и перемещающих заготовку функций, но и функции источника тока.
Заявляемый технический результат достигается тем, что способ обработки давлением длинномерных заготовок из металлов и сплавов включает деформацию, по крайней мере, участка длинномерной заготовки, преимущественно проволоки, которую размещают в двух опорах, поддерживающих и перемещающих заготовку. Деформацию обеспечивают созданием растягивающих напряжений в заготовке посредством перемещения заготовки через инструмент с созданием электропластического эффекта с применением импульсного или постоянного тока.
Новым в изобретении является то, что в качестве инструмента используют матрицу с равными пересекающимися каналами, а в качестве опор, поддерживающих и перемещающих заготовку, и одновременно источника импульсного или постоянного тока - реверсивные линейные электродвигатели, при этом деформацию заготовки также осуществляют сжимающими напряжениями. Растягивающие и сжимающие напряжения в заготовке создают комбинацией направлений действия сил, для чего осуществляют реверсирование линейных двигателей, а величину создаваемых напряжений регулируют изменением величины сил, развиваемых двигателями.
Способ иллюстрируется чертежами, где:
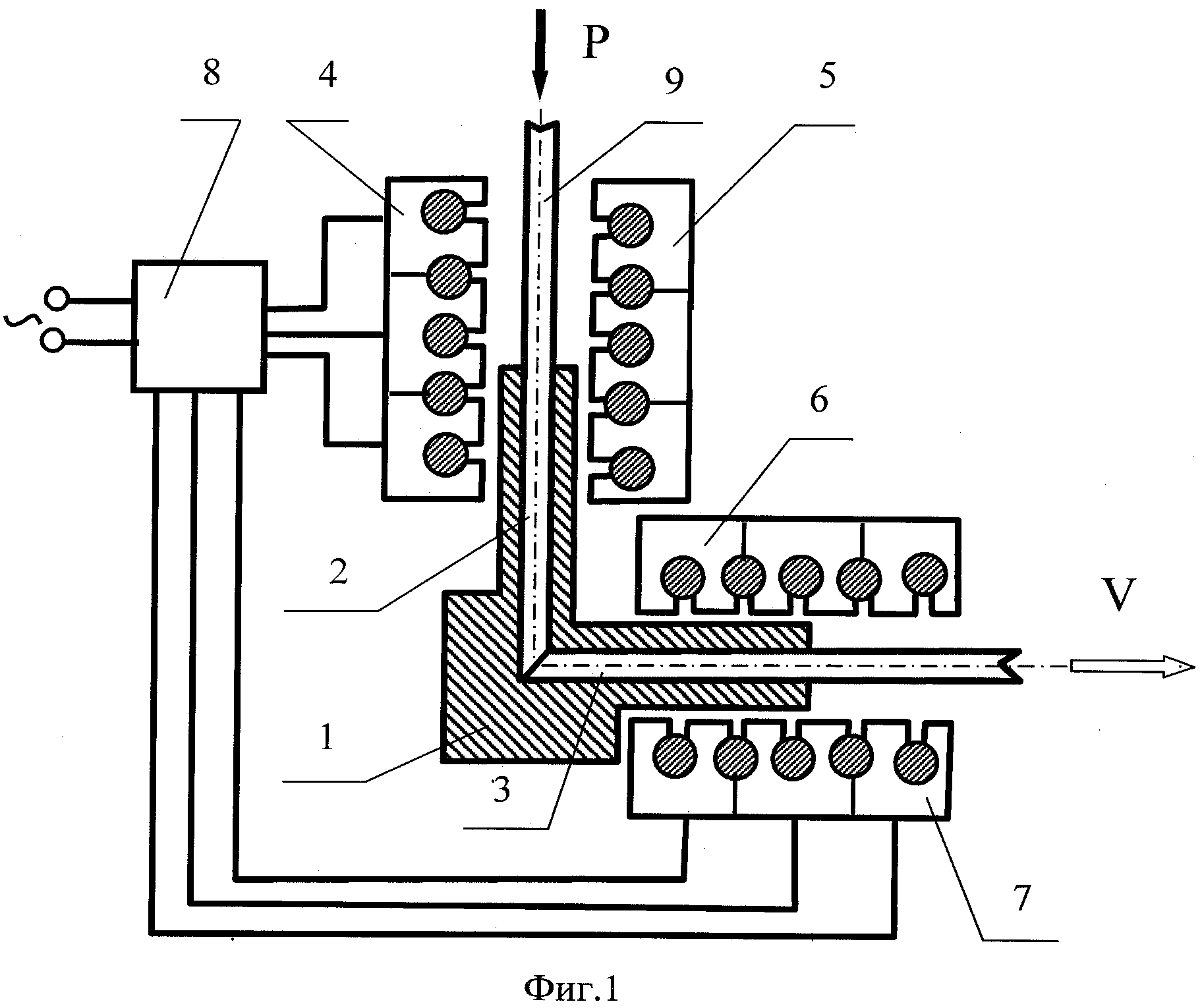
фиг.1 - вариант реализации равноканального углового прессования длинномерной заготовки под воздействием проталкивающей силы со стороны основного линейного двигателя и наложением на очаг пластической деформации сжимающих или растягивающих напряжений вспомогательным линейным двигателем;
фиг.2 - длинномерная заготовка с различной нанокристаллической структурой по ее длине.
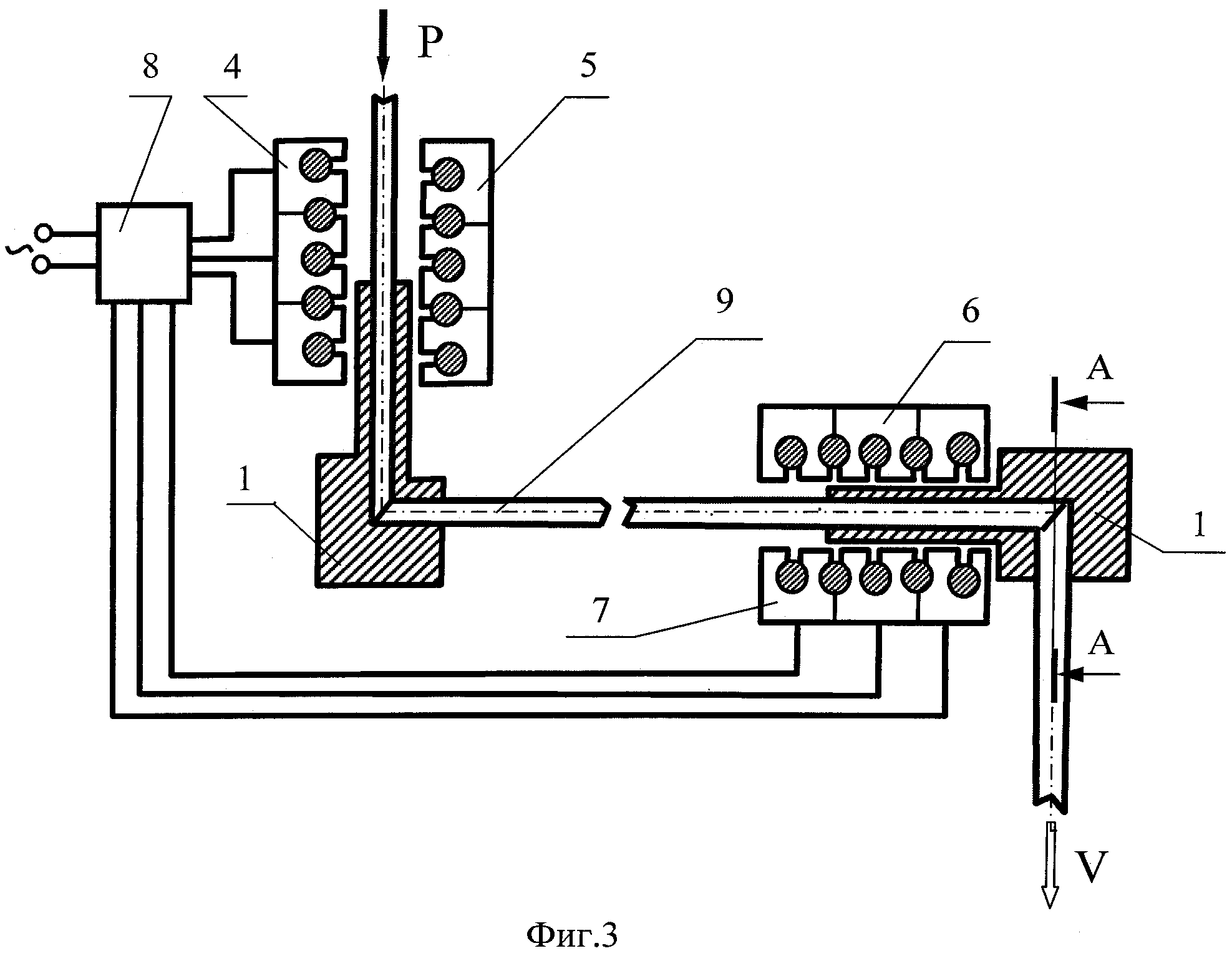
фиг.3 - вариант реализации последовательного равноканального углового прессования длинномерной заготовки в нескольких матрицах;
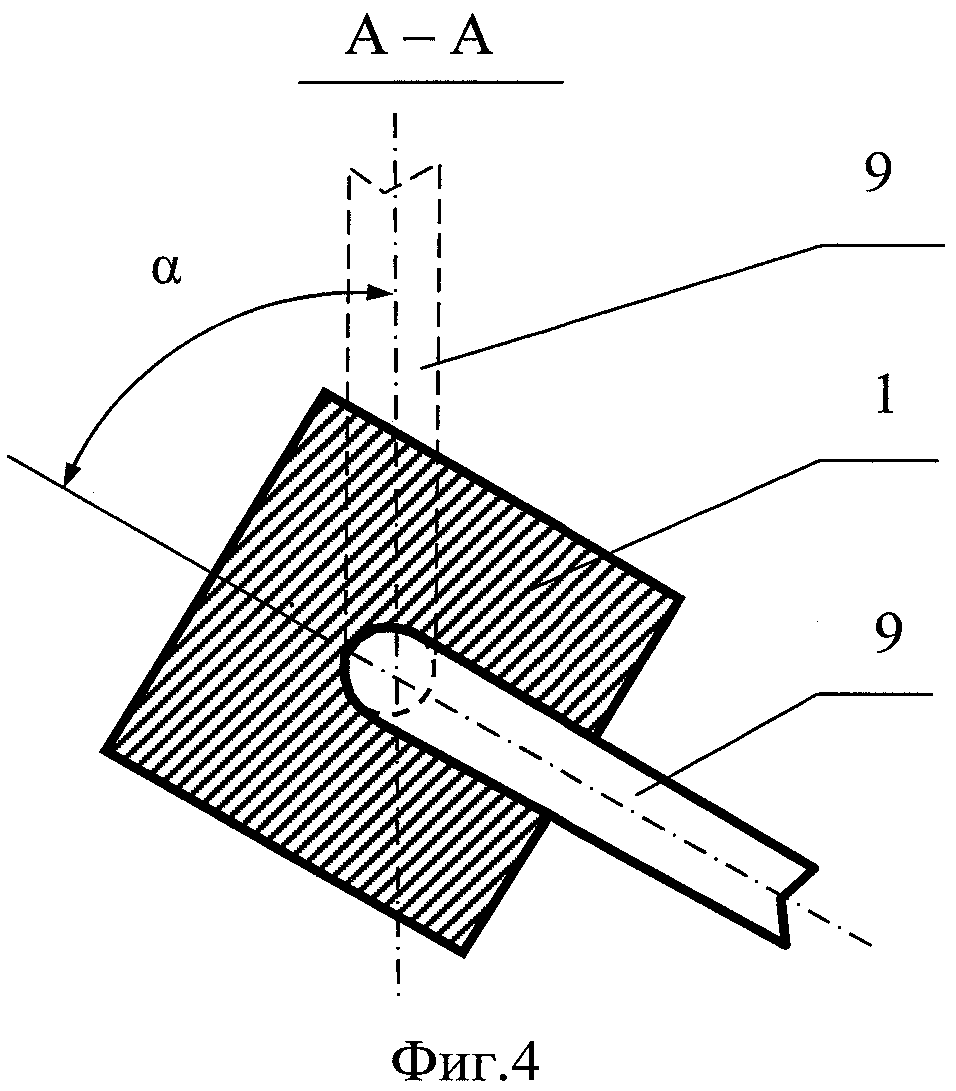
фиг.4 - сечение А-А фиг.3.
Устройство для реализации способа включает матрицу 1 (фиг.1), имеющую пересекающиеся каналы 2 и 3, поперечные сечения которых равны поперечному сечению обрабатываемой заготовки. На входе матрицы установлен основной реверсивный линейный двигатель со статорами 4 и 5, а на выходе из матрицы - дополнительный реверсивный линейный двигатель со статорами 6 и 7. Управление двигателями осуществляют блоком управления 8.
Способ обработки длинномерных заготовок из металлов и сплавов, преимущественно проволоки, осуществляют следующим образом.
Заготовку 9, которая может быть как в виде проволоки круглого или иного поперечного сечения, так и в виде полос различных поперечных сечений, размещают между статорами 4 и 5 реверсивного линейного двигателя, который выполняет функцию ее опоры, а заготовка является вторичным элементом двигателя.
При подключении статоров 4 и 5 двигателя к сети переменного тока образуется магнитное поле, ось которого будет перемещаться вдоль воздушного зазора между статорами 4, 5 и заготовкой. 9. Это перемещающееся магнитное поле пересекает обрабатываемую заготовку 9 и индуктирует в ней электродвижущую силу, под действием которой в заготовке 9 начнут протекать токи. Механизм электроипульсного воздействия тока обеспечивает активное залечивание микронесплошностей материала заготовки 9 уже в опорах - линейных двигателях - во время протекания через заготовку 9 импульсного электрического тока и в матрицу 1 заготовка 9 поступает с улучшенными физико-механическими свойствами, в частности с подготовленными благоприятными условиями (зависящими от плотности тока), для интенсификации формирования в материале мелкозернистой равноосной структуры при прохождению заготовкой очага пластической деформации в зоне пересечения каналов 2 и 3.
Взаимодействие наведенных в заготовке токов с магнитным полем приводит к появлению силы Р, действующей по известному правилу Ленца, в направлении перемещения магнитного поля. При этом заготовка 9 получает перемещение через пересекающиеся каналы 2 и 3 матрицы 1. На выходе из матрицы 1 заготовку направляют в зазор между статорами 6 и 7 дополнительного реверсивного линейного двигателя. При работе линейного двигателя в заготовке будет наводиться электрический ток: постоянный или импульсный, что приводит к возникновению электропластического эффекта.
В процессе работы линейных двигателей обрабатываемая заготовка 9 подвергается нагреву, что повышает пластические свойства ее материала и снижает тем самым потребную силу P. Температура нагрева определяется конструкцией линейного двигателя, скоростью перемещения заготовки 9 через каналы 2, 3 матрицы, величиной зазора между заготовкой 9 и статорами 4, 5 основного двигателя и 6, 7 дополнительного линейного двигателя, а также физико-механическими свойствами материала обрабатываемой заготовки 9.
Сила P, требующаяся для реализации равноканального углового прессования длинномерной заготовки, может быть определена с помощью энергетического метода, например методом баланса мощностей внешних и внутренних сил, прикладываемых к заготовке и расходуемых на преодоление сопротивления заготовки пластическому деформированию, в зоне пересекающихся каналов 2 и 3.
Пример.
Для обработки проволоки в холодном состоянии (материал: латунь марки Л62, напряжение текучести σS=300 МПа (30 кг/мм2), диаметр - 2 мм) равноканальным угловым прессованием через матрицу, имеющую протяженность каналов 2 и 3 до их пересечения по 10 мм и углом между пересекающимися каналами - 90°, необходима сила P=500,6 кг, тогда как экспериментально установлено, что при обработке заявляемым способом необходима сила P=390,3 кг.
Способ предусматривает также реализацию равноканального углового прессования длинномерной заготовки 9 совместным воздействием проталкивающей силы P со стороны основного линейного двигателя и наложением на очаг пластической деформации заготовки 9 сжимающих или растягивающих напряжений дополнительным линейным двигателем.
При этом дополнительный линейный двигатель может работать (как и основной) как в импульсном, так и постоянном режимах, создавая дополнительную силу, прикладываемую к заготовке 9, в направлении движения заготовки 9 или противодействуя этому движению. В первом случае в очаге пластической деформации заготовки будут наводиться дополнительные растягивающие напряжения, во втором - сжимающие.
С точки зрения силовых параметров способа наложение на очаг деформации заготовки 9 растягивающих напряжений способствует уменьшению потребной технологической силы P, развиваемой основным линейным двигателем, а с технологической точки зрения - способствует расшатыванию кристаллической - структуры материала в очаге пластической деформации, способствуя ее дроблению.
Наложение на очаг пластической деформации дополнительных сжимающих напряжений вызывает «смягчение» схемы напряженно-деформированного состояния заготовки, повышая ее пластичность. Это позволяет обрабатывать предложенным способом длинномерные заготовки из малопластичных в обычных условиях материалов.
Кроме того, в зависимости от программы, реализуемой блоком управления 8, вспомогательный линейный двигатель может развивать сжимающую силу больше силы P, развиваемой основным линейным двигателем, а основной линейный двигатель - работать в режиме вспомогательного двигателя или быть выключенным. В этом случае обрабатываемая заготовка 9 изменит направление перемещения относительно матрицы 1 и материал заготовки подвергнется вновь обработке деформацией сдвига в зоне пересечения каналов 2, 3 матрицы 1. При этом хотя положение плоскости сдвига в очаге пластической деформации сохраняется, однако направления сдвига, испытываемых кристаллической структурой материала на входе в очаг деформации и выходе будет изменено на противоположное по сравнению с первоначальным. Это приводит к увеличению степени накопленной заготовкой 9 деформации и способствует дальнейшему дроблению кристаллической структуры материала заготовки. В этом случае реализуется эффект Баушингера, который присущ всем металлам, взятым как в монокристаллическом, так и в поликристаллическом состояниях, причем как при малых, так и при конечных пластических деформациях, заключающийся в снижении сопротивления деформированию.
Отмеченный выше прием реверсирования прессования заготовки может быть повторен n число раз задаваемым блоком управления 8 как ко всей обрабатываемой заготовке 9, так и к отдельным участкам по ее длине. При этом возникает возможность управления степенью дробления кристаллической структуры материала по длине заготовки 9, получая длинномерную заготовку (фиг.2) с заранее регламентированными структурой материала на ее участках, например участках 10 и 11, а следовательно и различными свойствами этих участков заготовки 9.
Т.о. изобретение позволяет обеспечить высокую степень наноструктурирования материала заготовки за счет повышения качества материала, поступающего в инструмент, путем создания благоприятных условий по формированию в материале мелкозернистой равноосной структуры уже в опорах, возможность обеспечения возвратно-поступательного перемещения заготовки через инструмент необходимое число раз без переустановки заготовки. Способ позволяет также получать различные степени структурирования материала на отдельных участках заготовки.
Кроме того, изобретение обеспечивает возможность регулирования силы, проталкивающей заготовку через инструмент.
Устройство, реализующее способ, имеет более простую конструкцию за счет выполнения опорами не только поддерживающих и перемещающих заготовку функций, но и функции источника тока
При обработке материала заготовки в импульсном режиме работы основного и вспомогательного линейных двигателей, а также при работе одного из двигателей в импульсном, а другого в постоянном режиме возникает достаточно большое количество вариантов обработки материала заготовки.
Дополнительно способ предусматривает многократную обработку материала длинномерных заготовок путем последовательного прессования заготовки через несколько матриц 1 (фиг.3), имеющих плоскости сдвига очагов пластической деформации, развернутые в пространстве друг относительно друга на угол α (фиг.4).
Способ обработки давлением длинномерных заготовок из металлов и сплавов, включающий деформацию, по крайней мере, участка длинномерной заготовки, преимущественно проволоки, которую размещают в двух опорах, поддерживающих и перемещающих заготовку, при этом деформацию обеспечивают посредством создания напряжений в заготовке при ее перемещении через инструмент с созданием электропластического эффекта под воздействием импульсного или постоянного тока, отличающийся тем, что в качестве инструмента используют матрицу с равными пересекающимися каналами, а в качестве опор, поддерживающих и перемещающих заготовку, - реверсивные линейные электродвигатели, создающие импульсный или постоянный ток, при этом деформацию заготовки осуществляют растягивающими и сжимающими напряжениями, создаваемыми воздействием на нее комбинацией сил разных направлений посредством реверсирования линейных двигателей, причем величину создаваемых напряжений регулируют изменением величины сил, развиваемых упомянутыми двигателями.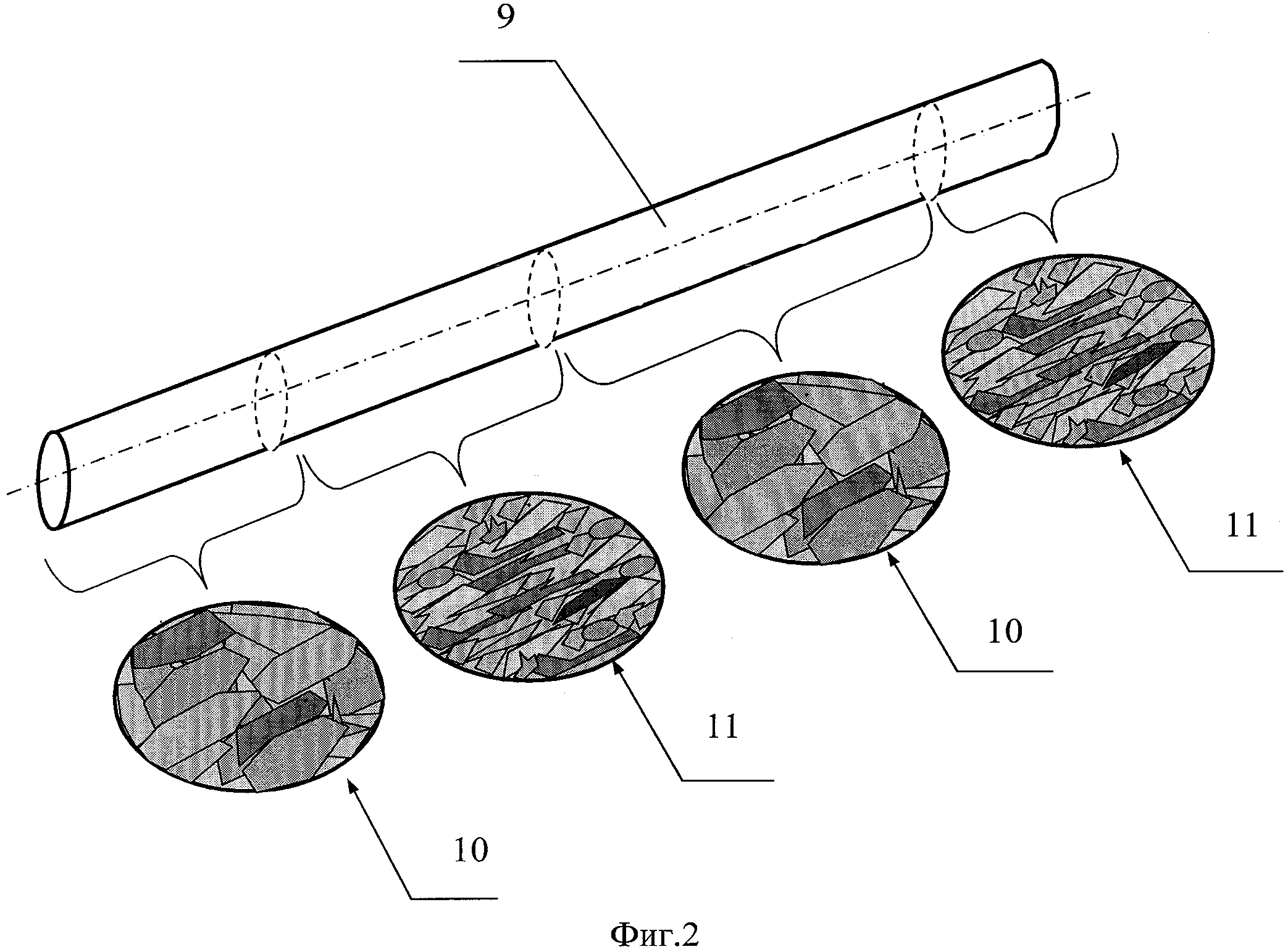
Стабилизатор переменного напряжения
Пилорама-автомат
Регулятор переменного напряжения
Планетарный зубчатый редуктор
Стабилизатор переменного напряжения
Способ обработки давлением длинномерных заготовок
Устройство для импульсного регулирования температуры многозонной электропечи сопротивления
Цифровой измеритель мощности
Противоточная водород-кислородная камера сгорания
Способ модифицирования алюминия и алюминиево-кремниевых сплавов (силуминов) углеродом
Стабилизатор переменного напряжения
Пилорама-автомат
Регулятор переменного напряжения
Способ изготовления штамповок лопаток переменного сечения с двумя хвостовиками
Планетарный зубчатый редуктор
Стабилизатор переменного напряжения
Способ обработки давлением длинномерных заготовок
Устройство для импульсного регулирования температуры многозонной электропечи сопротивления
Цифровой измеритель мощности
Противоточная водород-кислородная камера сгорания

