Результат интеллектуальной деятельности: СПОСОБ НАМОТКИ И УСТРОЙСТВО ДЛЯ НАМОТКИ НАПОЛНИТЕЛЬНОГО ШНУРА БОРТА ДЛЯ ШИНЫ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу намотки и устройству для намотки наполнительного шнура борта (в дальнейшем называемого просто наполнительным шнуром), заделанного в бортовую часть шины, содержащей воздух.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Кольцевой наполнительный шнур борта образуют посредством намотки резинового профиля, имеющего треугольное поперечное сечение, который был экструдирован из экструдера и отрезан с заданной длиной, и соединения противоположных концов резинового профиля друг с другом (см., например, патентный документ 1).
ДОКУМЕНТ ПО ПРЕДШЕСТВУЮЩЕМУ УРОВНЮ ТЕХНИКИ
Патентный документ
[0003] Патентный документ 1: Японская патентная публикация № 2002-361757
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача, которую должно решить изобретение
[0004] После экструзии из экструдера резиновый профиль охлаждается и подвергается усадке с течением времени. В этом случае резиновый профиль подвергается усадке на бóльшую величину в тонкой части, которая охлаждается быстро. Следовательно, в случае резинового профиля, имеющего треугольное поперечное сечение и неоднородную толщину в направлении ширины, резиновый профиль подвергается усадке быстрее в продольном направлении резинового профиля в тонкой части участка, концевого в направлении ширины, чем в толстой части. Если в этом состоянии противоположные концы резинового профиля, который был отрезан до заданной длины, соединяют друг с другом, то может быть образован зазор между противоположными концами резинового профиля или прочность соединения между концами резинового профиля может оказаться недостаточной. Это может вызвать недостаточное соединение, в результате чего снижается качество наполнительного шнура.
[0005] Соответственно, задача настоящего изобретения состоит в разработке способа намотки и устройства для намотки, обеспечивающих возможность соответствующего соединения противоположных концов резинового профиля друг с другом и гарантирования высококачественного наполнительного шнура.
Средства решения задачи
[0006] Для решения вышеописанной задачи в соответствии с настоящим изобретением разработан способ намотки наполнительного шнура борта для шины, включающий в себя намотку резинового профиля заданной длины с кольцеобразной формой и соединение противоположных концов резинового профиля друг с другом. Посредством данного способа перед соединением противоположных концов резинового профиля по меньшей мере один из концов резинового профиля удлиняют.
[0007] Таким образом, усадка концевого участка тонкой части резинового профиля ограничивается, и получают высокоточный кольцеобразный наполнительный шнур.
Для ограничения уменьшения длины предпочтительно удерживать по меньшей мере один из противоположных концов резинового профиля посредством притягивания данного конца и вытягивания и удлинения удерживаемой концевой части резинового профиля в направлении, противоположном направлению транспортирования резинового профиля.
Результат изобретения
[0008] В соответствии с настоящим изобретением формуют высокоточный наполнительный шнур.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
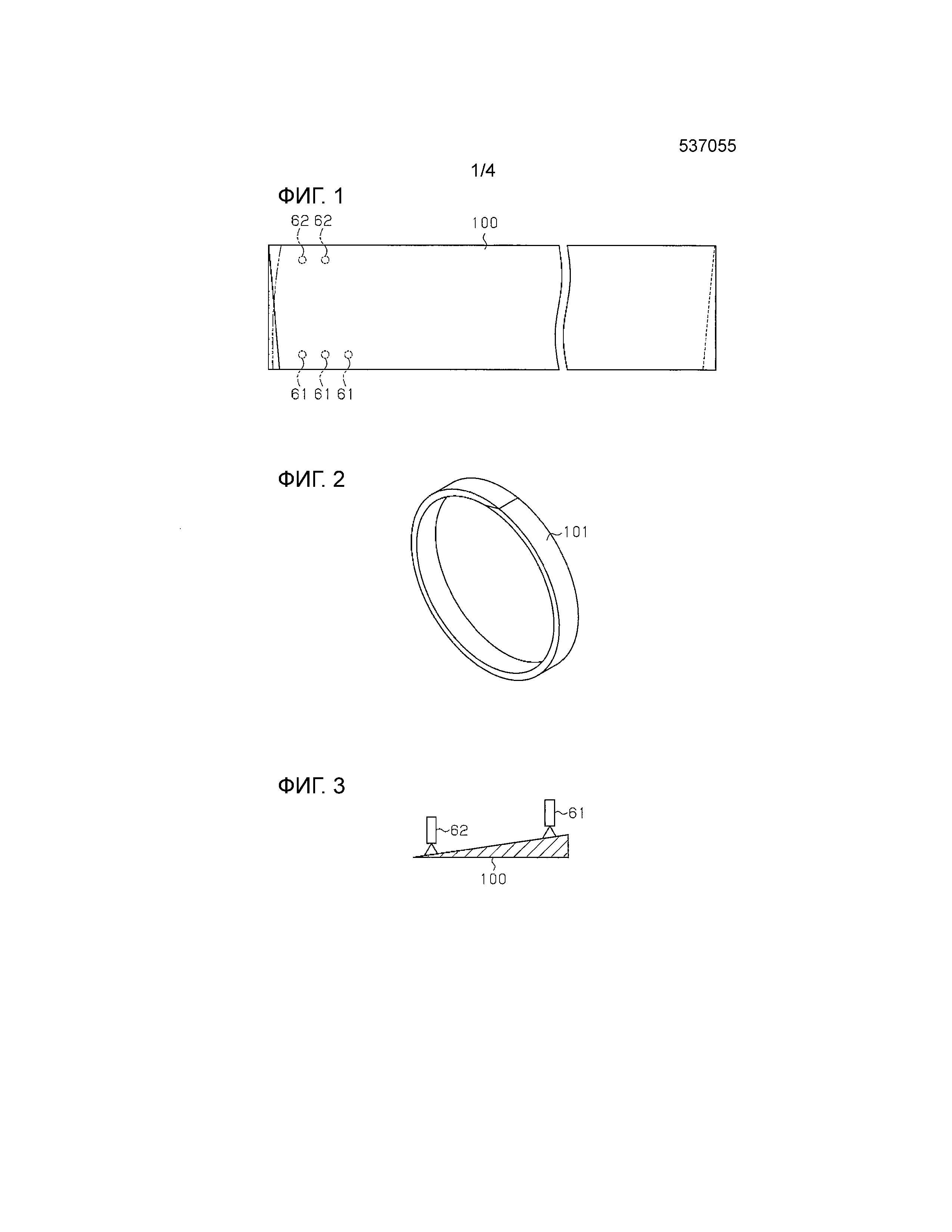
[0009] Фиг.1 представляет собой выполненный с частичным пропуском вид в плане, показывающий резиновый профиль.
Фиг.2 - общий вид, показывающий наполнительный шнур.
Фиг.3 представляет собой сечение, показывающее взаимное положение резинового профиля и присосок.
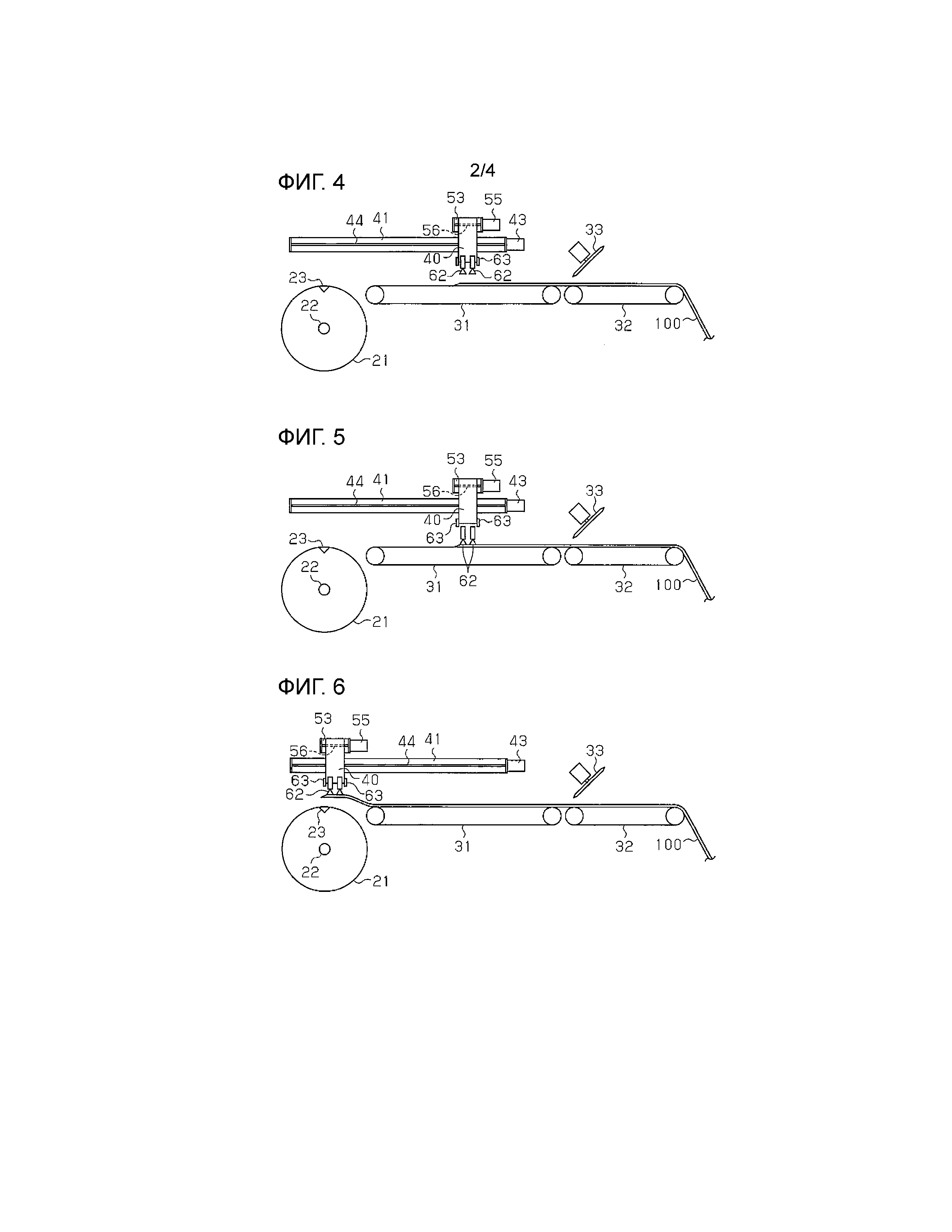
Фиг.4 - схематичное изображение, показывающее начальную стадию этапа намотки наполнительного шнура.
Фиг.5 - схематичное изображение, показывающее этап намотки наполнительного шнура, следующий за этапом по фиг.4.
Фиг.6 - схематичное изображение, показывающее этап намотки наполнительного шнура, следующий за этапом по фиг.5.
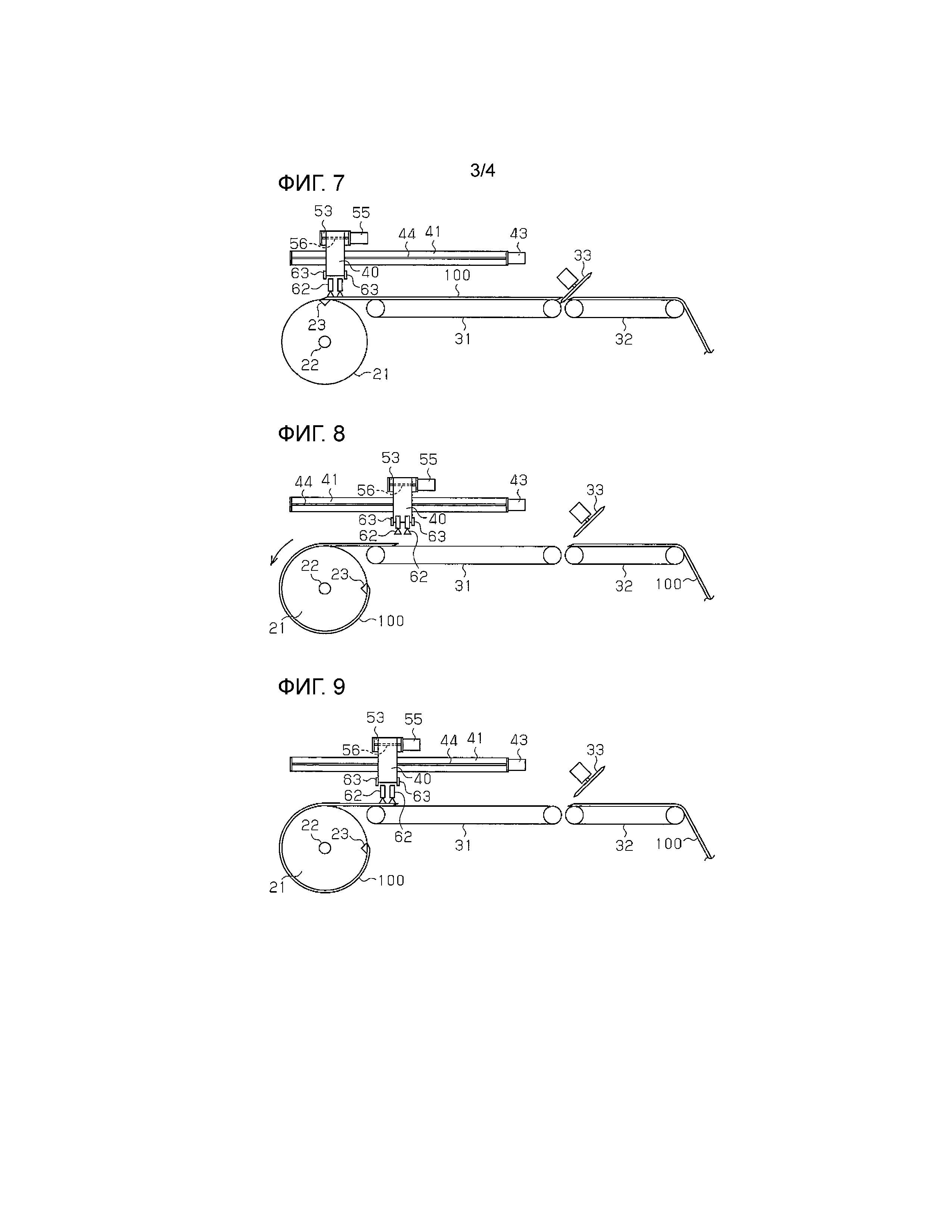
Фиг.7 - схематичное изображение, показывающее этап намотки наполнительного шнура, следующий за этапом по фиг.6.
Фиг.8 - схематичное изображение, показывающее этап намотки наполнительного шнура, следующий за этапом по фиг.7.
Фиг.9 - схематичное изображение, показывающее этап намотки наполнительного шнура, следующий за этапом по фиг.8.
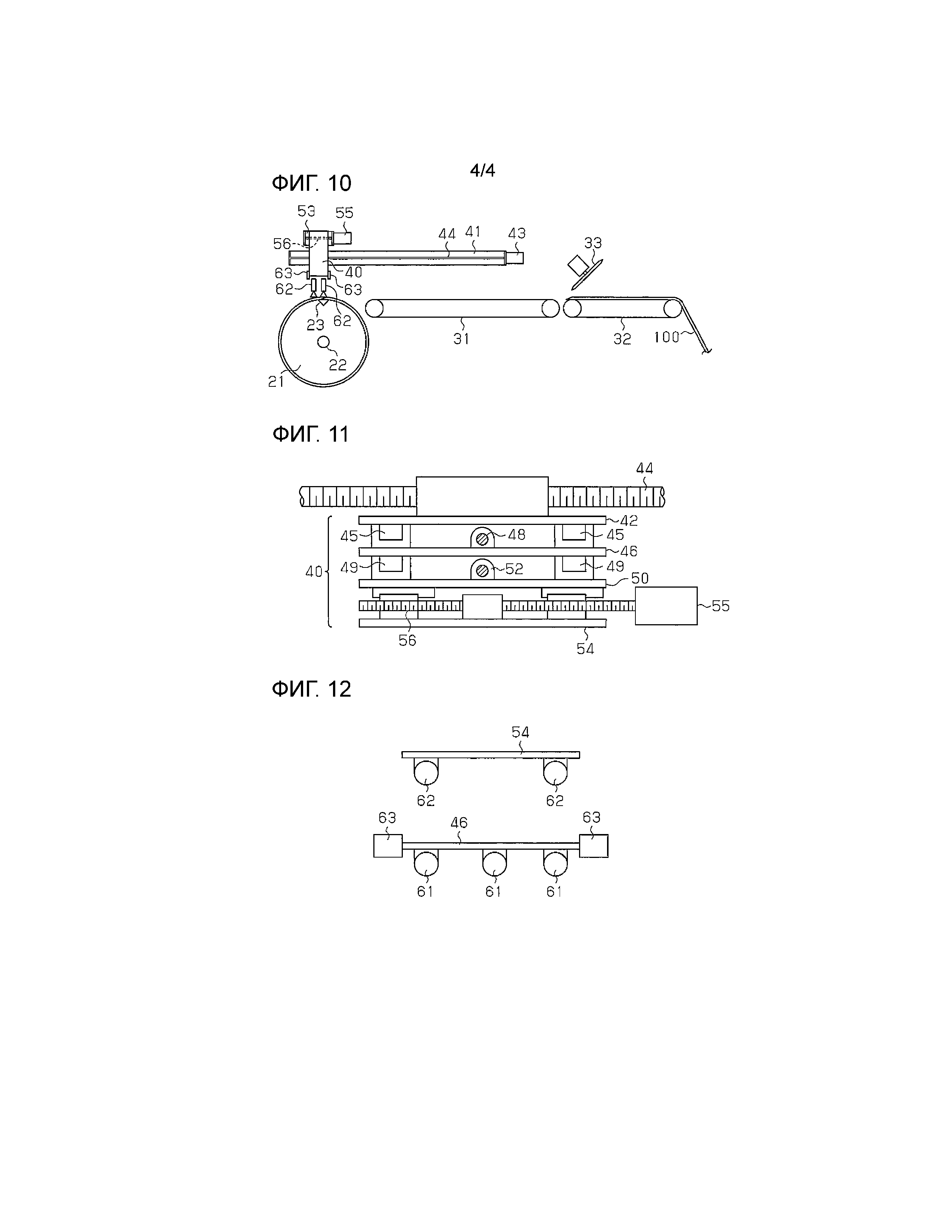
Фиг.10 - схематичное изображение, показывающее этап намотки наполнительного шнура, следующий за этапом по фиг.9.
Фиг.11 - схематичный вид в плане, показывающий модуль с подвижными элементами.
Фиг.12 - схематичный вид в плане, показывающий присоски и датчики.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0010] Далее будет описан один вариант осуществления способа намотки и устройства для намотки наполнительного шнура борта для шины.
Как показано на фиг.1, резиновый профиль 100 образуют экструзией из не проиллюстрированного здесь экструдера и отрезают с заданной длиной. Как показано на фиг.2, кольцеобразный наполнительный шнур 101 образуют посредством намотки резинового профиля 100 и соединения противоположных концов резинового профиля 100 друг с другом. Как проиллюстрировано на фиг.3, как резиновый профиль 100, так и наполнительный шнур 101 имеют сплющенное треугольное поперечное сечение. В дальнейшем толстая часть резинового профиля 100 будет названа базовой частью, и тонкая часть резинового профиля 100 будет названа верхней частью.
[0011] В дальнейшем будет описано устройство для намотки, предназначенное для формования наполнительного шнура 101 посредством намотки резинового профиля 100.
Как показано на фиг.4-10, формующий барабан 21 выполнен с возможностью вращения вокруг горизонтальной оси 22 барабана и приводится во вращение посредством не проиллюстрированного здесь приводного двигателя в направлении против часовой стрелки, как видно на чертежах. Притягивающая часть 23, в которой используется вакуум, расположена на наружной периферийной поверхности формующего барабана 21. Начальный конец (левый конец, как видно на фиг.4-10) резинового профиля 100 притягивается к наружной периферийной поверхности формующего барабана 21 посредством притягивающей части 23. В этом состоянии посредством вращения формующего барабана 21 в направлении против часовой стрелки по фиг.4-10 резиновый профиль 100 наматывают вокруг наружной периферийной поверхности формующего барабана 21 и, таким образом, формуют в кольцеобразную форму.
[0012] Первый транспортер 31, служащий в качестве основного транспортирующего элемента, расположен вблизи формующего барабана 21. Первый транспортер 31 транспортирует резиновый профиль 100 к формующему барабану 21. Второй транспортер 32 расположен по ходу перед первым транспортером 31 с небольшим зазором, образованным между вторым транспортером 32 и первым транспортером 31. Второй транспортер 32 транспортирует резиновый профиль 100 к первому транспортеру 31.
[0013] Режущее устройство 33 расположено в некотором месте между первым транспортером 31 и вторым транспортером 32. Режущее устройство 33 отрезает резиновый профиль 100 с заданной длиной в зазоре между первым транспортером 31 и вторым транспортером 32.
[0014] Направляющая 41, которая проходит в направлении, в котором транспортируется резиновый профиль 100, расположена над формующим барабаном 21 и первым транспортером 31. Как показано на фиг.4 и 11, модуль 40 с подвижными элементами опирается на направляющую 41. Модуль 40 с подвижными элементами приводится в возвратно-поступательное движение вдоль направляющей 41 в направлении транспортирования резинового профиля 100 посредством вращения ходового винта 44, который приводится во вращение электродвигателем 43.
[0015] Модуль 40 с подвижными элементами имеет первый подвижный элемент 42. Подвижный элемент 42 направляется посредством направляющей 41. Ходовой винт 44 обеспечивает приложение движущей силы к первому подвижному элементу 42.
[0016] Как проиллюстрировано на фиг.11, первый подвижный элемент 42 имеет направляющие 45, которые продолжаются в направлении вверх и вниз. Направляющие 45 служат опорой для второго подвижного элемента 46. Второй подвижный элемент 46 избирательно поднимается и опускается вдоль направляющих 45 посредством ходового винта 48, который приводится во вращение не проиллюстрированным здесь электродвигателем. Второй подвижный элемент 46 имеет направляющие 49, которые продолжаются в направлении вверх и вниз. Направляющие 49 служат опорой для третьего подвижного элемента 50. Третий подвижный элемент 50 избирательно поднимается и опускается вдоль направляющих 49 посредством ходового винта 52, который приводится во вращение не проиллюстрированным здесь электродвигателем 51. Третий подвижный элемент 50 имеет направляющую 53, которая продолжается в направлении транспортирования резинового профиля 100. Направляющая 53 служит опорой для четвертого подвижного элемента 54. Четвертый подвижный элемент 54 приводится в возвратно-поступательное движение вдоль направляющей 53 в вышеуказанном направлении транспортирования посредством ходового винта 56, который приводится во вращение электродвигателем 55, опирающимся на третий подвижный элемент 50.
[0017] Как показано на фиг.4 и 12, второй подвижный элемент 46 имеет три присоски 61, которые выровнены в направлении транспортирования резинового профиля 100. Каждая из присосок 61 выполнена с возможностью притягивания боковой поверхности базовой части резинового профиля 100. Четвертый подвижный элемент 54 имеет две присоски 62, которые выровнены в вышеуказанном направлении транспортирования. Каждая из присосок 62 выполнена с возможностью притягивания боковой поверхности верхней части резинового профиля 100. Две присоски 62 образуют вспомогательный транспортирующий элемент вместе с электродвигателем 43, который обеспечивает перемещение модуля 40 с подвижными элементами в вышеуказанном направлении транспортирования, и ходовым винтом 44.
[0018] Как проиллюстрировано на фиг.12, второй подвижный элемент 46 имеет два датчика 63. Датчики 63 выровнены в вышеуказанном направлении транспортирования.
В дальнейшем будет описан способ намотки, в котором используется устройство для намотки.
[0019] Как показано на фиг.4, после экструзии из не проиллюстрированного здесь экструдера резиновый профиль 100 транспортируют к формующему барабану 21 посредством первого транспортера 31 и второго транспортера 32. На этом этапе модуль 40 с подвижными элементами расположен в среднем положении в направлении транспортирования, обеспечиваемого первым транспортером 31. Между тем второй подвижный элемент 46 расположен в поднятом положении, и каждый из третьего и четвертого подвижных элементов 50, 54 также расположен в поднятом положении. Когда начальный конец резинового профиля 100 достигнет положения под модулем 40 с подвижными элементами, левый датчик из датчиков 63 обнаружит начальный конец резинового профиля 100.
[0020] В качестве реакции на такое обнаружение второй подвижный элемент 46 модуля 40 с подвижными элементами опускается посредством вращения ходового винта 48. Следовательно, третий и четвертый подвижные элементы 50, 54 опускаются вместе со вторым подвижным элементом 46. В результате, как ясно из фиг.5, 1 и 3, присоски 61 и присоски 62 входят в контакт соответственно с боковой поверхностью базовой части и боковой поверхностью верхней части на начальном конце резинового профиля 100 так, что начальный конец резинового профиля 100 будет удерживаться посредством притягивающих воздействий со стороны присосок 61, 62. В этом состоянии при вращении ходового винта 48 второй подвижный элемент 46 возвращается в поднятое положение вместе с третьим и четвертым подвижными элементами 50, 54. Между тем модуль 40 с подвижными элементами перемещается в направлении транспортирования со скоростью, которая равна скорости первого транспортера 31 и второго транспортера 32. Таким образом, осуществляется транспортирование резинового профиля при его одновременном удерживании присосками 61, 62. После этого, как проиллюстрировано на фиг.6, начальный конец резинового профиля 100 достигает положения над притягивающей частью 23 формующего барабана 21.
[0021] Впоследствии, как показано на фиг.7, второй подвижный элемент 46 опускается вместе с третьим и четвертым подвижными элементами 50, 54 для расположения начального конца резинового профиля 100 на притягивающей части 23 формующего барабана 21. После этого притягивание посредством присосок 61, 62 прекращается, и начинается операция притягивания притягивающей частью 23 формующего барабана 21. Таким образом, начальный конец резинового профиля 100 удерживается притягивающей частью 23. На этом этапе режущее устройство 33 отрезает резиновый профиль 100 с заданной длиной.
[0022] После этого второй подвижный элемент 46 возвращается в поднятое положение, и каждая из присосок 61, 62 также возвращается в поднятое положение. Впоследствии, как показано на фиг.8, модуль 40 с подвижными элементами отводится к расположенной дальше по ходу, концевой части первого транспортера 31. С другой стороны, формующий барабан 21 приводится во вращение в направлении против часовой стрелки для транспортирования и намотки резинового профиля 100 вокруг наружной периферийной поверхности формующего барабана 21.
[0023] Далее, когда расположенный с правой стороны датчик 63 обнаружит завершающий конец резинового профиля 100, третий подвижный элемент 50 опускается посредством вращения ходового винта 52, как проиллюстрировано на фиг.9. Таким образом, две присоски 62 входят в контакт с боковой поверхностью верхней части резинового профиля 100. После этого начинается операция притягивания присосками 62 для удерживания верхней части резинового профиля 100 посредством присосок 62. На этом этапе второй подвижный элемент 46 зафиксирован в поднятом положении, и каждая из присосок 61 удерживается в месте, которое удалено в направлении вверх от базовой части резинового профиля 100.
[0024] Намотка резинового профиля 100 посредством формующего барабана 21 и транспортирование посредством первого транспортера 31 выполняются непрерывно. В этом случае ходовой винт 56 приводится во вращение посредством приведения в действие электродвигателя 55 для перемещения четвертого подвижного элемента 54 с определенной величиной хода в направлении, противоположном направлению транспортирования. В результате, как показано на фиг.1, верхняя часть резинового профиля 100 удлиняется/вытягивается в продольном направлении резинового профиля 100. Это компенсирует длину, на которую верхняя часть была «втянута» после экструзии, что показано штрихпунктирной линией с двумя штрихами на фиг.1. Величину, на которую резиновый профиль 100 удлиняют, определяют заранее.
[0025] После удлинения верхней части резинового профиля 100 резиновый профиль 100 перемещают при его одновременном сохранении в состоянии, в котором он удерживается присосками 62. После этого, как показано на фиг.10, завершающий конец резинового профиля 100 достигает положения над притягивающей частью 23 формующего барабана 21. После этого операция притягивания присосками 62 прекращается, и четвертый подвижный элемент 54 возвращается в исходное положение посредством вращения ходового винта 56. Между тем третий подвижный элемент 50 возвращается в верхнее положение. После этого у притягивающей части 23 формующего барабана 21 начальный конец и завершающий конец резинового профиля 100 соединяют друг с другом вручную или посредством использования устройства для соединения. Таким образом, резиновый профиль 100 будет отформован с кольцеобразной формой, и изготовление наполнительного шнура 101 будет завершено.
[0026] В этом случае «втягивание» верхней части резинового профиля 100 будет ограничено. Это обеспечивает возможность получения надлежащего соединения между двумя концами резинового профиля 100 без образования зазора или возникновения недостаточного соединения между концами резинового профиля 100. После формования наполнительного шнура 101 наружный диаметр формующего барабана 21 уменьшают для отделения наполнительного шнура 101 от формующего барабана 21. После этого наполнительный шнур 101 передают на последующий этап для изготовления шины.
[0027] Соответственно, данный вариант осуществления имеет преимущества, описанные ниже.
Ограничивается «втягивание» верхней части резинового профиля 100. Таким образом, получают наполнительный шнур 101, который имеет высокую точность и имеет кольцеобразную форму.
[0028] Для ограничения уменьшения длины резинового профиля 100 модуль 40 с подвижными элементами, который обеспечивает перемещение резинового профиля 100 вместе с первым транспортером 31, используют в качестве механизма для удлинения резинового профиля 100. Таким образом, механизм, используемый исключительно для удлинения резинового профиля 100, не нужен. Это упрощает конфигурацию устройства.
[0029] Проиллюстрированный вариант осуществления не ограничен вышеописанным вариантом осуществления, но может быть модифицирован до варианта, описанного ниже.
Единственный датчик может быть использован для обнаружения концевой части резинового профиля 100.
Возможно может быть использован датчик для обнаружения концевой части резинового профиля 100. В этом случае положения модуля 40 с подвижными элементами и резинового профиля 100 друг относительно друга определяют на основе величины вращения электродвигателя, приведенного в действие для транспортирования резинового профиля 100. После этого резиновый профиль 100 удлиняют.
[0030] В проиллюстрированном варианте осуществления удлиняют завершающий конец резинового профиля 100. Вместо этого могут быть удлинены или два конца, или начальный конец резинового профиля 100. Если удлиняют только начальный конец резинового профиля 100 или начальный конец резинового профиля 100 вместе с завершающим концом, удлинение резинового профиля 100 выполняют перед тем, как начальный конец резинового профиля 100 достигнет положения над формующим барабаном 21.
ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0031] 21 … формующий барабан, 31 … первый транспортер, 32 … второй транспортер, 40 … модуль с подвижными элементами, 61 … присоска, 62 … присоска, 63 … датчик, 100 … резиновый профиль, 101 … наполнительный шнур
Захватывающее устройство для бортового кольца
Намоточное устройство для бортового кольца
Устройство изготовления бортового кольца
Устройство намотки бортового кольца
Намоточная машина
Устройство для намотки бортового кольца
Наматывающее устройство
Устройство для намотки бортового кольца и установочный элемент
Устройство намотки скрепляющей нити бортового кольца
Намоточное устройство
Подающее устройство
Установка и способ для формирования бортов
Поддерживающее устройство для катушки
Экструзионная машина
Деформирующее устройство для стальной проволоки, предназначенной для сердечников бортов шин
Устройство для формирования сердечника борта
Устройство для нанесения резины на стальную проволоку
Зажимное устройство
Устройство для подъема наполнительного шнура

