Результат интеллектуальной деятельности: ПРЕССУЮЩЕЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННОГО ИЗДЕЛИЯ, ИСПОЛЬЗУЯ ПРЕССУЮЩЕЕ УСТРОЙСТВО, И ПРЕССОВАННОЕ ИЗДЕЛИЕ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к прессованному изделию, имеющему внешнюю форму, L-образно изогнутую вдоль продольного направления на виде сверху. Более конкретно, настоящее изобретение относится к прессующему устройству для изготовления прессованного изделия, имеющего корытообразную форму сечения, способу изготовление прессованного изделия, используя прессующее устройство, и прессованному изделию.
УРОВЕНЬ ТЕХНИКИ Кузов автомобиля включает в себя различные конструктивные элементы (например, нижний внешний усиливающий элемент передней стойки, внутренний элемент передней стойки, внешний задний усиливающий элемент порога кузова, внутренний элемент порога кузова и задний боковой элемент). Прессованные изделия часто используются в качестве конструктивных элементов. Во многих случаях, форма сечения прессованного изделия, которое используется в качестве конструктивного элемента, является корытообразной или имеет профиль канавки.
Фиг.1(a) и (b) представляют собой виды, которые схематично изображают пример прессованного изделия, имеющего корытообразное сечение. Среди этих фигур, фиг.1(a) показывает вид сбоку, и фиг.1(b) показывает вид в сечении вдоль линии A-A на фиг.1(a). Как показано на фиг.1(b), прессованное изделие 90 включает в себя участок 90a верхней пластины, участки 90b и 90c вертикальной стенки и фланцевые участки 90d и 90e. Участки 90b и 90c вертикальной стенки присоединены к двум боковым участкам участка 90a верхней пластины соответственно. Фланцевые участки 90d и 90e присоединены к участкам 90b и 90c вертикальной стенки соответственно. Прессованное изделие 90, показанное на фиг.1(a) и (b), продолжается прямолинейно вдоль продольного направления на виде сверху.
Вышеописанный тип прессованного изделия, имеющего корытообразное сечение, сформирован посредством штамповки, используя пуансон и штамп. Во время штамповки, прижим заготовки иногда используется для удерживания края металлической пластины (например, стальной пластины), которая является исходным материалом. Штамповка, которая использует прижим заготовки, также называется «вытяжкой». Дополнительно, при штамповке (вытяжке), иногда вместо прижима заготовки используется плита.
Фиг.2(a) – фиг.2(f) представляют собой виды в сечении, которые схематично изображают рабочие процессы традиционной обычной штамповки (вытяжке). Среди этих фигур, фиг.2(a) изображает состояние до начала штамповки. Фиг.2(b) изображает состояние, в котором заготовка металлической пластины зажата посредством прижимов заготовки. Фиг.2(c) изображает состояние, в котором заготовка металлической пластины зажата, используя плита. Фиг.2(d) и (e) последовательно изображают состояния во время процесса вдавливания пуансона в штамп. Фиг.2(f) изображает состояние, когда формирование завершено. Рабочие процессы, изображенные на фиг.2(a)-(f), изображают случай, когда штамповка выполняется на заготовке металлической пластины 70 для формирования прессованное изделие, имеющее корытообразное сечение. Прессованное изделие имеет участок верхней пластины, участок вертикальной стенки и фланцевый участок.
Прессующее устройство 20 снабжено верхним штампом 40 и нижним штампом 30. Верхний штамп 40 включает в себя штамп 50 и плиту 41. Нижний штамп 30 включает в себя пуансон 31 и прижимы 32 и 33 заготовки, которые смежны двум боковым участкам пуансона 31 соответственно.
Пуансон 31 имеет гравюру штампа, которая отражает форму прессованного изделия. Другими словами, как показано на фиг.2(a), пуансон 31 имеет торцевую поверхность 31a, которая имеет форму, соответствующую участку верхней пластины прессованного изделия. Дополнительно, пуансон 31 имеет внешние боковые поверхности 31b и 31c, которые имеют форму, соответствующую участку вертикальной стенки прессованного изделия.
Штамп 50 имеет гравюру штампа, которая отражает форму прессованного изделия. Другими словами, штамп 50 имеет направляющие поверхности 50c и 50d, которые имеют форму, соответствующую фланцевому участку прессованного изделия соответственно. Кроме того, штамп 50 имеет внутренние боковые поверхности 50a и 50b, которые имеют форму, соответствующую участку вертикальной стенки прессованного изделия. Плита 41 составляет одну часть штампа 50, и имеет торцевую поверхность, которая имеет форму, соответствующую участку верхней пластины прессованного изделия.
Плита 41 установлена на штамп 50 посредством прижимного механизма 42 плиты (например, пружины, резины, газового цилиндра или гидроцилиндра). Тем самым, плита 41 выполнена с возможностью скольжения в направлении штамповки. Следовательно, плита 41 выполнена с возможностью отдельного скольжения относительно штампа 50. Торцевая поверхность плиты 41 обращена к торцевой поверхности 31a пуансона 31. Отметим, что в некоторых случаях плита 41 установлена на штамп или крепежную оснастку или подобное, который выполнен заодно с ползуном (не изображен на чертежах) прессующего устройства, и совершает такое же перемещение, как и ползун.
Прижимы 32 и 33 заготовки поддерживаются скользящим образом в направлении штамповки посредством прижимных механизмов 36 и 37 прижимов заготовки (например, пружины, резины, гидроцилиндра или газового цилиндра) соответственно. В этом случае, термин «направление штамповки» относится к направлению, в котором пуансон 31 и штамп 50 перемещаются относительно во время штамповки. В прессующем устройстве 20, изображенном на фиг.2(a)-(f), вертикальное направление является направлением штамповки.
Прессованное изделие, имеющее корытообразное сечение, которое показано на фиг.1, изготовлено посредством следующих процессов c использованием прессующего устройства 20, выполненного как описано выше. Как показано на фиг.2(a), в состоянии, в котором верхний штамп 40 отведен к верхней стороне, заготовка металлической пластины 70 помещена на верхнюю поверхность нижнего штампа 30. В этом состоянии, верхний штамп 40 опускается. После этого, как показано на фиг.2(b), направляющие поверхности 50c и 50d штампа 50 упираются в прижимы 32 и 33 заготовки через заготовку металлической пластины 70, и прижимные механизмы 36 и 37 прижимов заготовки перемещаются вниз, в то же время, прикладывая возвращающее усилие в направлении вверх. Прижимы 32 и 33 заготовки прижимаются к заготовке металлической пластины 70 посредством возвращающего усилия прижимных механизмов 36 и 37 прижимов заготовки. Тем самым, заготовка металлической пластины 70 зажимается посредством штампа 50 и прижимов 32 и 33 заготовки.
Когда верхний штамп 40 опускается ниже, как показано на фиг.2(c), плита 41 упирается в пуансон 31 через заготовку металлической пластины 70, и прижимной механизм 42 плиты сжимается. Плита 41 прижимается к заготовке металлической пластины 70 посредством возвращающего усилия прижимного механизма 42 плиты. Тем самым, заготовка металлической пластины 70 зажимается посредством пуансона 31 и плиты 41.
В состоянии, в котором заготовка металлической пластины 70 зажата таким образом, верхний штамп 40 опускается ниже. После этого, как показано на фиг.2(d) и (e), пуансон 31 и штамп 50 перемещаются относительно, и пуансон 31 вдавливается в штамп 50. В результате, оба боковых участка в направлении по ширине заготовки металлической пластины 70 перемещаются по направлению к центру вдоль направляющих поверхностей 50c и 50d штампа 50, и совместно с ними, один участок заготовки металлической пластины 70 вдавливается в гравюру штампа 50.
Впоследствии, как показано на фиг.2(f), верхний штамп 40 доходит до нижней мертвой точки. В результате, участок верхней пластины закончен посредством торцевой поверхности 31a пуансона 31 и плиты 41, и участки вертикальной стенки закончены посредством внешних боковых поверхностей 31b и 31c пуансона 31 и внутренних боковых поверхностей 50a и 50b штампа 50. Дополнительно, фланцевые участки закончены посредством направляющих поверхностей 50c и 50d штампа 50 и прижимов 32 и 33 заготовки. Посредством выполнения штамповки таким образом, изготавливается прессованное изделие, имеющее корытообразное сечение.
Следующая технология доступна в качестве предшествующего уровня техники для формирования прессованного изделия, имеющего корытообразное сечение.
Опубликованная японская патентная заявка № 2009-255116 (патентная литература 1) раскрывает технологию, которая использует плиту при выполнении штамповки посредством пуансона и штампа. Согласно технологии, раскрытой в Патентной литературе 1, положение пуансона, положение штампа и положение плиты во время штамповки измеряются. На основе измеренных значений, положение плиты регулируется так, чтобы относительное смещение между плитой и пуансоном оставалось в пределах от 10 до 20 мм до тех пор, пока относительное смещение между штампом и плитой с начала формирования не станет равно нулю. Посредством управления положением плиты таким образом, зазор образуется в заготовке металлической пластины между пуансоном и плитой, и зазор, который образован, выдавливается на более позднем этапе штамповки. Тем самым, технология, описанная в патентной литературе 1, увеличивает области гибки, так чтобы в результате можно было уменьшить пружинение.
Опубликованная международная заявка № WO2011/145679 (патентная литература 2) раскрывает технологию, относящуюся к способу штамповки, который использует штамп, гибочный штамп и плиту. Прессованное изделие, которое изготовлено, используя технологию, раскрытую в патентной литературе 2, имеет внешнюю форму, которая изогнута L-образно вдоль продольного направления на виде сверху. Прессованное изделие включает в себя участок верхней пластины, участки вертикальной стенки, присоединенные к участку верхней пластины, и фланцевые участки, присоединенные к участкам вертикальной стенки. Конкретно, среди двух боковых участков участка верхней пластины, участок вертикальной стенки образован по всей площади бокового участка на изогнутой внутренней стороне. На боковом участке на изогнутой внешней стороне участка верхней пластины образован участок вертикальной стенки только в области от одного края до положения, в котором боковой участок изгибается. Другими словами, прессованное изделие, описанное в патентной литературе 2, имеет неполное корытообразное сечение, в котором участок вертикальной стенки отсутствует на большой области на изогнутой внешней стороне участка верхней пластины.
Согласно технологии, раскрытой в патентной литературе 2, заготовка металлической пластины расположена между штампом и плитой и гибочным штампом, и штамповка выполняется в состоянии, в котором плита расположена смежно или в контакте с заготовкой металлической пластины. В это время, формируются участки вертикальной стенки и фланцевые участки, в то же время смещая скользящим образом по меньшей мере одну часть заготовки металлической пластины по области, соответствующей участку верхней пластины среди всей области штампа. Тем самым, согласно патентной литературе 2, выбрана конфигурация, которая позволяет исключить образование трещин на фланцевом участке и также позволяет исключить образование складок на участке верхней пластины в изогнутой области прессованного изделия.
СПИСОК ПРОТИВОПОСТАВЛЕННЫХ МАТЕРИАЛОВ
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентная литература 1: Опубликованная японская патентная заявка № 2009-255116.
Патентная литература 2: Опубликованная международная заявка № WO2011/145679.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
Конструктивные элементы корпуса транспортного средства (участок передней стойки, участок бокового порога и подобное) образованы отдельными прессованными изделиями, или образованы путем соединения множества прессованных изделий посредством точечной сварки или подобного. Нижний конец участка передней стойки присоединен к переднему концу участка бокового порога. На участке передней стойки, ее участок, который присоединен к участку бокового порога, образован нижним внешним усиливающим элементом передней стойки и внутренним элементом передней стойки. Прессованное изделие, имеющее корытообразное сечение, используется для нижнего внешнего усиливающего элемента передней стойки. Прессованное изделие, раскрытое в вышеописанной патентной литературе 2, может быть указанно в качестве одного его примера.
Такой нижний внешний усиливающий элемент передней стойки выполнен в форме, которая изогнута L-образно вдоль продольного направления. Эта форма выбрана для того, чтобы улучшить характеристики, такие как жесткость корпуса транспортного средства, а также характеристики безопасности при столкновении.
Фиг.3(a) и (b) представляют собой виды, которые схематично изображают другой пример прессованного изделия, имеющего корытообразное сечение. Среди этих фигур, фиг.3(a) показывает вид сверху, и фиг.3(b) показывает вид в сечении вдоль линии B-B на фиг.3(a). Прессованное изделие, показанное на фиг.3(a) и (b), применено к нижнему внешнему усиливающему элементу передней стойки, и имеет внешнюю форму, которая изогнута L-образно вдоль продольного направления на виде сверху, и имеет корытообразное сечение по всей области в продольном направлении. Здесь прессованное изделие такой формы также называется «определенное прессованное изделие». Следует отметить, что на фиг.3(a) и (b), чтобы упростить описание, прессованное изделие, которое используется в качестве нижнего внешнего усиливающего элемента передней стойки, изображено в качестве примера, его нижняя торцевая сторона, которая присоединена к участку бокового порога, называется «задней» в продольном направлении (см. ссылочную позицию «B», обведенную кругом нафиг.3(a)), и верхняя торцевая сторона, которая противоположна «задней», называется «передней» в продольном направлении (см. ссылочную позицию «F», обведенную кругом на фиг.3(a)).
Как показано на фиг.3(b), прессованное изделие 10 включает в себя участок 10a верхней пластины, первый участок 10b вертикальной стенки, второй участок 10с вертикальной стенки, первый фланцевый участок 10d и второй фланцевый участок 10e. Участок 10a верхней пластины имеет L-образно изогнутую область. Первый участок 10b вертикальной стенки присоединен ко всей области бокового участка на изогнутой внутренней стороне среди двух боковых участков участка 10a верхней пластины. Второй участок 10c вертикальной стенки присоединен ко всей площади бокового участка на изогнутой внешней стороне среди двух боковых участков участка 10a верхней пластины. Первый фланцевый участок 10d присоединен к первому участку 10b вертикальной стенки. Второй фланцевый участок 10e присоединен ко второму участку 10c вертикальной стенки.
Как показано на фиг.3(a) и (b), граничный участок 10f между участком 10a верхней пластины и первым участком 10b вертикальной стенки имеет по существу дугообразную область 10j длиной в четверть окружности (здесь также называемую «первая дугообразная область участка верхней пластины»), которая изогнута вдоль изогнутой области участка 10a верхней пластины (см. жирную линию на фиг.3(a)). Дополнительно, граничный участок 10g между участком 10a верхней пластины и вторым участком 10c вертикальной стенки также имеет по существу дугообразную область 10k длиной в четверть окружности (здесь также называемую как «вторая дугообразная область участка верхней пластины»), которая изогнута вдоль изогнутой области участка 10a верхней пластины (см. жирную линию на фиг.3(a)).
Определенное прессованное изделие 10 может быть изготовлено посредством штамповки, используя пуансон, штамп и прижим заготовки. Однако, при использовании высокопрочной металлической пластины, например, металлической пластины, имеющей прочность на растяжение (TS - tensile strength) 590 МПа или более, в качестве заготовки металлической пластины, возможно образование трещин или складок в прессованном изделии 10.
С другой стороны, даже в случае использования металлической пластины, имеющей прочность на растяжение (TS) менее 590 МПа, в качестве заготовки металлической пластины, если глубина d1 первого участка 10b вертикальной стенки или глубина d2 второго участка 10c вертикальной стенки велика, возможно образование трещин или складок в прессованном изделии 10. Дополнительно, трещины или складки также могут образоваться в прессованном изделии 10 в случае, когда радиус кривизны первой дугообразной области 10j участка верхней пластины мал, или в случае, когда радиус кривизны второй дугообразной области 10k участка верхней пластины мал.
Фиг.4(a)-(c) представляют собой виды, которые изображают распределение показателя уменьшения толщины пластины, когда определенное прессованное изделие изготовлено посредством штамповки. Среди этих фигур, фиг.4(a) изображает случай, когда определенное прессованное изделие, показанное на вышеописанной фиг.3, изготовлено посредством вытяжки, используя пуансон, штамп и прижим заготовки. Фиг.4(b) изображает случай, когда определенное прессованное изделие, имеющее форму, в которой один конец в продольном направлении закрыт, изготовлено посредством такой же вытяжки, как используется в случае, изображенном на фиг.4(a). Фиг.4(c) изображает случай, когда определенное прессованное изделие, показанное на вышеописанной фиг.3, изготовлено посредством вытяжки, используя плиту помимо пуансона, штампа и прижима заготовки. На фиг.4(a)-(c), показатели уменьшения толщины пластины обозначены степенями затенения, и форма контура заготовки металлической пластины 70 до штамповки показана сплошной линией. Показатель уменьшения толщины пластины является показателем (%) уменьшения толщины пластины на основе толщины заготовки металлической пластины 70.
Показатель уменьшения толщины пластины был определен путем анализа методом конечных элементов (МКЭ). Тогда в качестве заготовки металлической пластины была использована двухфазная пластина из высокопрочной стали класса 980 МПа, имеющая толщину 1,6 мм. Размеры и форма прессованного изделия были такими же, как в примерах, которые описаны ниже. Показатель rtb уменьшения толщины пластины (%) был вычислен по следующей Формуле (1).
rtb=(tb-t)/tb×100 (1)
В вышеприведенной формуле (1), tb представляет толщину (мм) заготовки металлической пластины, и t представляет толщину (мм) прессованного изделия.
Как показано на фиг.4(a), в случае, когда определенное прессованное изделие было изготовлено посредством вытяжки, используя пуансон, штамп и прижим заготовки, возникает заметное уменьшение толщины в области X изогнутой внутренней стороны второй дугообразной области участка верхней пластины. В этом случае, вследствие характеристик материала, выбранного для заготовки металлической пластины, если показатель уменьшения толщины пластины составляет более чем около 18%, трещины образуются в фактическом выполненном изделии, которое получено штамповкой. Следовательно, в определенном прессованном изделии, показанном на Фиг.4(a), трещины образуются в области X. Отметим, что область X включает в себя вторую дугообразную область участка верхней пластины, которая граничит с областью X, а также окрестность этой дугообразной области.
Дополнительно, в случае определенного прессованного изделия, показанного на фиг.4(a), в области Y на изогнутой внешней стороне первой дугообразной области участка верхней пластины, показатель уменьшения толщины пластины неоднократно увеличивается и уменьшается в течение короткого цикла вдоль продольного направления. Это означает, что складки образуются в фактически выполненном изделии, которое получено штамповкой. Следовательно, для определенного изделия, показанного на фиг.4(a), складки образуются в области Y. Отметим что, область Y включает в себя первую дугообразную область участка верхней пластины, граничащую с областью Y, а также окрестность этой дугообразной области.
Как показано на фиг.4(b), в случае, когда определенное прессованное изделие, имеющее форму, в которой один конец в продольном направлении закрыт, было изготовлено посредством вытяжки, выполненной аналогично тому, как в случае с определенным прессованным изделием, изображенным на фиг.4(a), уменьшение толщины возникает в той же области X, как и на фиг.4(a). Однако, поскольку величина уменьшения толщины сократилась по сравнению с определенным прессованным изделием, изображенным на фиг.4(a), образование трещин сокращено. Дополнительно, в определенном прессованном изделии, показанном на фиг.4(b), складки образуются в той же области Y, как и на фиг.4(a). Отметим, что поскольку определенное прессованное изделие, показанное на фиг.4(b), имеет форму, в которой первый участок вертикальной стенки и второй участок вертикальной стенки соединены на заднем конце в продольном направлении, формы пуансона, штампа и заготовки металлической пластины были изменены для соответствия этой форме.
Как показано на фиг.4(c), в случае, когда определенное прессованное изделие было изготовлено посредством вытяжки, выполненной используя плиту помимо пуансона, штампа и прижима заготовки, возникает заметное уменьшение толщины в той же области X, как и на фиг.4(a). Следовательно, трещины образуются в области X. Дополнительно, в определенном прессованном изделии, показанном на фиг.4(c), образование складок исключено в области Y.
В определенных прессованных изделиях, показанных на фиг.4(a)-(c), большое количество остаточного металла обеспечено в области Z (см. вышеописанную фиг.3(a)) первого фланцевого участка на изогнутой внутренней стороне, которая соответствует изогнутой области участка верхней пластины. Этот остаток металла получен из-за увеличения ширины заготовки металлической пластины. В случае, когда этот остаточный металл не обеспечен, как показано на вышеописанной фиг.3(a), возможно образование трещин в области Z. Область Z включает в себя дугообразную область (здесь также называемую «первая дугообразная область фланцевого участка»), которая граничит с областью Z среди всей площади граничного участка между первым фланцевым участком и первым участком вертикальной стенки, а также окрестность этой дугообразной области.
В качестве способа подавления образования таких трещин или складок, возможно применить технологию, раскрытую в вышеуказанной патентной литературе 1 для вытяжки определенного прессованного изделия. В этом случае, поскольку плита используется при штамповке посредством пуансона и штампа, возможно до некоторой степени сократить складки в области Y. Однако, с другой стороны, складки будут образовываться в области W (см. вышеописанную фиг.3(a)) на втором фланцевом участке на изогнутой внешней стороне, которая соответствует изогнутой области участка верхней пластины. Область W включает в себя дугообразную область (здесь также называемая «вторая дугообразная область фланцевого участка»), которая граничит с областью W, среди всей площади граничного участка между вторым фланцевым участком и вторым участком вертикальной стенки, а также окрестность этой дугообразной области.
Дополнительно, прессованное изделие, которое выбрано в качестве объекта производства при помощи технологии, раскрытой в вышеуказанной патентной литературе 2, является прессованным изделием, имеющим неполное корытообразное сечение, в котором участок вертикальной стенки отсутствует на большом протяжении. Следовательно, трудно применить технологию, раскрытую в патентной литературе 2, для вытяжки определенного прессованного изделия. Если, например, технология, раскрытая в патентной литературе 2, были применена для вытяжки определенного прессованного изделия, складки будут образовываться в области W (смотри вышеуказанную фиг.3(a)) второго фланцевого участка.
Настоящее изобретение было предложено с учетом фактических обстоятельств, которые описаны выше. Задача настоящего изобретения состоит в обеспечении прессующего устройства, имеющего признак, описанный здесь в отношении прессованного изделия, которое имеет внешнюю форму, которая изогнута L-образно вдоль продольного направления на виде сверху, и также имеет корытообразное сечение по приблизительно всей площади в продольном направлении, способа изготовления прессованного изделия, используя прессующее устройство, и прессованного изделия:
обеспечение прессованного изделия, в котором сокращены трещины и складки.
РЕШЕНИЕ ЗАДАЧИ
Прессующее устройство согласно одному варианту выполнения настоящего изобретения является прессующим устройством для изготовления прессованного изделия, имеющего внешнюю форму, которая изогнута L-образно вдоль продольного направления на виде сверху.
Прессованное изделие включает в себя:
участок верхней пластины, включающий в себя L-образно изогнутую область;
первый участок вертикальной стенки, который присоединен к боковому участку на изогнутой внутренней стороне среди двух боковых участков участка верхней пластины;
второй участок вертикальной стенки, который присоединен к боковому участку на изогнутой внешней стороне среди двух боковых участков участка верхней пластины;
первый фланцевый участок, который присоединен к первому участку вертикальной стенки; и
второй фланцевый участок, который присоединен ко второму участку вертикальной стенки.
Прессующее устройство включает в себя пуансон, первый прижим заготовки, второй прижим заготовки, штамп, плиту, предшествующий участок и ограничительный механизм.
Пуансон имеет торцевую поверхность, первую внешнюю боковую поверхность и вторую внешнюю боковую поверхность, которые имеют формы, которые соответствуют участку верхней пластины, первому участку вертикальной стенки и второму участку вертикальной стенки соответственно.
Первый прижим заготовки расположен смежно с изогнутой внутренней стороной пуансона, и выполнен с возможностью скольжения в направлении штамповки.
Второй прижим заготовки расположен смежно с изогнутой внешней стороной пуансона, и выполнен с возможностью скольжения в направлении штамповки.
Штамп образует пару с пуансоном, первым прижимом заготовки и вторым прижимом заготовки, и включает в себя первую внутреннюю боковую поверхность и вторую внутреннюю боковую поверхность, которые имеют формы, которые соответствуют первому участку вертикальной стенки и второму участку вертикальной стенки соответственно, и первую направляющую поверхность и вторую направляющую поверхность, которые обращены к первому прижиму заготовки и второму прижиму заготовки соответственно.
Плита составляет одну часть штампа и выполнена с возможностью скольжения в направлении штамповки и среди всей области торцевой поверхности пуансона обращена по меньшей мере к области, которая соответствует изогнутой области участка верхней пластины.
Предшествующий участок составляет одну часть штампа и выполнен с возможностью скольжения в направлении штамповки и среди всей области первой направляющей поверхности и первой внутренней боковой поверхности включает в себя по меньшей мере область, которая соответствует изогнутой области участка верхней пластины.
Операции прессующего устройства описаны ниже.
При вдавливании пуансона в штамп посредством относительного перемещения пуансона и штампа в направлении штамповки для формирования из металлической пластины прессованного изделия, первая направляющая поверхность предшествующего участка предшествует второй направляющей поверхности штампа, и формируются первый участок вертикальной стенки и первый фланцевый участок. После этого, скольжение первого прижима заготовки и предшествующего участка относительно пуансона ограничивается посредством ограничительного механизма, и вдавливание пуансона в штамп продолжается в ограниченном состоянии, и формируются второй участок вертикальной стенки и второй фланцевый участок.
Вышеописанное прессующее устройство может иметь конфигурацию, которая дополнительно включает в себя буфер и ограничитель.
Буфер скользящим образом поддерживает первый прижим заготовки в направлении штамповки посредством штока буфера.
Ограничитель ограничивает скольжение первого прижима заготовки.
В случае этой конфигурации, посредством отделения штока буфера и первого прижима заготовки, в то же время ограничивая скольжение первого прижима заготовки посредством ограничителя, ограничительный механизм ограничивает скольжение первого прижима заготовки, и ограничивает скольжение предшествующего участка, следуя за ограничением первого прижима заготовки.
Вышеописанное прессующее устройство может использовать конфигурацию, которая дополнительно включает в себя прижимной механизм взамен вышеописанной конфигурации.
Прижимной механизм скользящим образом поддерживает первый прижим заготовки в направлении штамповки.
В случае этой конфигурации, ограничительный механизм ограничивает первый прижим заготовки посредством ограничения скольжения первого прижима заготовки, и ограничивает скольжение предшествующего участка, следуя за ограничением первого прижима заготовки.
Способ изготовления прессованного изделия согласно одному варианту выполнения настоящего изобретения является способом, который, при изготовлении вышеописанного прессованного изделия из металлической пластины посредством штамповки, формирует первый участок вертикальной стенки и первый фланцевый участок перед формированием второго участка вертикальной стенки и второго фланцевого участка.
Описанный способ изготовления может использовать следующую конфигурацию.
Способ изготовления прессованного изделия использует вышеописанное прессующее устройство, и включает в себя процесс удерживания и процесс формирования.
В процессе удерживания, в состоянии, в котором первая направляющая поверхность предшествующего участка предшествует второй направляющей поверхности штампа, металлическая пластина зажимается посредством первого прижима заготовки, второго прижима заготовки и плиты.
В процессе формирования, посредством относительного перемещения пуансона и штампа в направлении штамповки, пуансон вдавливается в штамп для формирования из металлической пластины прессованного изделия.
Процесс формирования включает в себя первый этап и второй этап.
На первом этапе, в состоянии, в котором первая направляющая поверхность предшествующего участка предшествует второй направляющей поверхности штампа, выполняют вдавливание пуансона в штамп для формирования первого участка вертикальной стенки и первого фланцевого участка.
На втором этапе, скольжение первого прижима заготовки и предшествующего участка относительно пуансона ограничивают посредством ограничительного механизма, и продолжают вдавливание пуансона в штамп в ограниченном состоянии для формирования второго участка вертикальной стенки и второй фланцевый участок.
Прессованное изделие согласно одному варианту выполнения настоящего изобретения имеет внешнюю форму, которая изогнута L-образно вдоль продольного направления на виде сверху.
Прессованное изделие включает в себя:
участок верхней пластины, включающий в себя L-образно изогнутую область;
первый участок вертикальной стенки, который присоединен к боковому участку изогнутой внутренней стороны среди двух боковых участков участка верхней пластины;
второй участок вертикальной стенки, который присоединен к боковому участку изогнутой внешней стороны среди двух боковых участков участка верхней пластины;
первый фланцевый участок, который присоединен к первому участку вертикальной стенки; и
второй фланцевый участок, который присоединен ко второму участку вертикальной стенки;
в котором, его прочность на растяжение составляет 590 МПа или более.
ПОЛЕЗНЫЕ ЭФФЕКТ ИЗОБРЕТЕНИЯ
Прессующее устройство, способ изготовления прессованного изделия, используя прессующее устройство, и прессованное изделие настоящего изобретения имеют следующий примечательный полезный эффект:
обеспечение прессованного изделия, в котором сокращены трещины и складки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[Фиг.1] Фиг.1(a) и (b) представляют собой виды, которые схематично изображают один пример прессованного изделия, имеющего корытообразное сечение.
[Фиг.2] Фиг.2(a) - Фиг.2(f) представляют собой виды в сечении, которые схематично изображают рабочие процессы традиционной штамповки.
[Фиг.3] Фиг.3(a) и (b) представляют собой виды, которые схематично изображают другой пример прессованного изделия, имеющего корытообразное сечение.
[Фиг.4] Фиг.4(a)-(c) представляют собой виды, которые изображают распределение показателя уменьшения толщины пластины, когда определенное прессованное изделие изготовлено посредством штамповки.
[Фиг.5] Фиг.5 представляет собой вид в сечении, который схематично изображает прессующее устройство первого варианта выполнения настоящего изобретения.
[Фиг.6] Фиг.6(a)-(e) представляют собой виды в сечении, которые схематично изображают рабочие процессы штамповки посредством прессующего устройства первого варианта выполнения настоящего изобретения.
[Фиг.7] Фиг.7(a)-(e) представляют собой виды в сечении, которые схематично изображают рабочие процессы штамповки посредством прессующего устройства второго варианта выполнения настоящего изобретения.
[Фиг.8] Фиг.8 представляет собой вид в сечении, который схематично изображает верхний штамп в прессующем устройстве третьего варианта выполнения настоящего изобретения.
[Фиг.9] Фиг.9 представляет собой вид сверху прессованного изделия, который схематично изображает пример области, в которую упирается предшествующий участок в нижней мертвой точке.
[Фиг.10] Фиг.10 представляет собой вид сверху прессованного изделия, который схематично изображает пример области, в которую упирается плита в нижней мертвой точке.
[Фиг.11] Фиг.11(a)-(g) представляют собой виды в сечении, которые схематично изображают рабочие процессы штамповки согласно четвертому варианту выполнения настоящего изобретения.
[Фиг.12] Фиг.12 представляет собой вид сверху, который схематично изображает прессованное изделие, которое изготовлено посредством штамповки по примеру 1.
[Фиг.13] Фиг.13 представляет собой вид, который изображает распределение показателя уменьшения толщины пластины, когда определенное прессованное изделие изготовлено посредством штамповки по примеру 1.
[Фиг.14] Фиг.14 представляет собой вид, который изображает пример распределения показателя уменьшения толщины пластины, когда определенное прессованное изделие изготовлено посредством штамповки по примеру 2.
[Фиг.15] Фиг.15(a)-(c) представляют собой виды, которые изображают зависимость между разностью хода между штампами и показателем уменьшения толщины пластины по результатам примера 2.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Для достижения вышеописанной задачи, настоящие авторы выполнили различные эксперименты и провели локальные исследования. В результате, как показано на фиг.5, которая описана ниже, настоящие авторы обнаружили, что при штамповке (вытяжке), используя прижимы 32 и 33 заготовки вместе с плитой 41, предпочтительно, чтобы направляющая поверхность (первая направляющая поверхность) 50c на изогнутой внутренней стороне штампа предшествовала направляющей поверхности (вторая направляющая поверхность) 50d на его изогнутой внешней стороне. В этом случае, до других участков формируется изогнутая внутренняя сторона изогнутой области участка верхней пластины, более конкретно, первый участок вертикальной стенки и первый фланцевый участок. В результате, заготовка металлической пластины опирается на изогнутую внутреннюю сторону. Следовательно, по сравнению со случаем, когда первая направляющая поверхность 50c не предшествует, формируется состояние, в котором имеется избыток заготовки металлической пластины вблизи второй дугообразной области 10k участка верхней пластины. В этом состоянии, формируется изогнутая внешняя сторона изогнутой области участка верхней пластины, более конкретно, второй участок вертикальной стенки и второй фланцевый участок. Тем самым, уменьшение толщины в области X изогнутой внутренней стороны второй дугообразной области 10k участка верхней пластины может быть сокращено, и в результате возможно сократить образование трещин.
Дополнительно, используя прижимы 32 и 33 заготовки вместе с плитой 41, образование складок в области Y изогнутой внешней стороны первой дугообразной области 10j участка верхней пластины может быть сокращено. В результате, возможно уменьшить изменение толщины пластины прессованного изделия.
Здесь, варианты выполнения настоящего изобретения описаны со ссылкой на чертежи.
[Первый вариант выполнения изобретения]
Фиг.5 представляет собой вид в сечении, который схематично изображает прессующее устройство первого варианта выполнения настоящего изобретения. Прессующее устройство 20 первого варианта выполнения используется при вытяжке для изготовления определенного прессованного изделия 10, которое показано на вышеописанной фиг.3. Отметим, что сечение, показанное на фиг.5, является сечением вдоль линии B-B на вышеописанной фиг.3(a). То же самое относится ко второму варианту выполнения и третьему варианту выполнения, которые описаны ниже.
Прессующее устройство 20 включает себя ползун 61, верхний штамп 40, нижний штамп 30, подштамповую подушку 62 и буфер 35. Ползун 61 скользит в направлении штамповки (вертикальном направлении). Буфер 35 расположен под подштамповой подушкой 62. Буфер 35 создает равномерное давление в направлении вверх посредством пружины или давления текучей среды или подобного. Отметим, что заготовка 70 металлической пластины также показана на фиг.5.
Нижний штамп 30 включает в себя пуансон 31, первый прижим 32 заготовки и второй прижим 33 заготовки. Пуансон 31 имеет гравюру штампа, которая отражает форму прессованного изделия 10. Другими словами, пуансон 31 имеет торцевую поверхность 31a, которая имеет форму, соответствующую участку 10a верхней пластины прессованного изделия 10. Кроме того, пуансон 31 имеет первую внешнюю боковую поверхность 31b, которая имеет форму, соответствующую первому участку 10b вертикальной стенки, и также имеет вторую внешнюю боковую поверхность 31c, которая имеет форму, соответствующую второму участку 10c вертикальной стенки. Соответственно, аналогично прессованному изделию 10, форма пуансона 31 на виде сверху является формой, которая изогнута L-образно вдоль продольного направления.
Первый прижим 32 заготовки расположен на изогнутой внутренней стороне пуансона 31 и выполнен смежно пуансону 31. Второй прижим 33 заготовки расположен на изогнутой внешней стороне пуансона 31 и выполнен смежно пуансону 31.
Первый прижим 32 заготовки и второй прижим 33 заготовки установлены на верхнем конце штока 34 буфера соответственно. Штоки 34 буфера проникают через подштамповую подушку 62 и поддерживаются так, чтобы быть выполненными с возможностью перемещения по отдельности в направлении штамповки (вертикальном направлении). Нижние концы штоков 34 буфера прижаты к буферу 35. Следовательно, первый прижим 32 заготовки и второй прижим 33 заготовки скользящим образом поддерживаются в направлении штамповки, в то время как направленное вверх возвращающее усилие сообщается им посредством буфера 35 через штоки 34 буфера.
Ограничитель 56, который прикреплен к прессующему устройству и который используется для ограничения скользящего перемещения первого прижима 32 заготовки, обеспечен на штоке 34 буфера, который поддерживает первый прижим 32 заготовки. Ограничитель 56 образует ограничительный механизм, который ограничивает скольжение первого прижима 32 заготовки и также ограничивает скольжение предшествующего участка 54 штампа, который описан ниже. Первый прижим 32 заготовки установлен на шток 34 буфера в состоянии, в котором первый прижим 32 заготовки выполнен с возможностью удаления со штока 34 буфера.
Верхний штамп 40 включает в себя штамп 50 (51-53) и плиту 41. Штамп 50 образован плитой 51 штампа, первым штампом 52 и вторым штампом 53, и имеет гравюру штампа, которая отражает форму прессованного изделия 10 в состоянии, в котором эти штампы соединены. В части гравюры штампа, плита 41 составляет одну часть штампа 50, и имеет торцевую поверхность, имеющую форму, которая соответствует участку 10a верхней пластины прессованного изделия 10. Другими словами, плита 41 расположена обращенной к торцевой поверхности 31a пуансона 31.
Первый штамп 52 обращен к первому прижиму 32 заготовки. Другими словами, первый штамп 52 расположен на изогнутой внутренней стороне пуансона 31 (прессованного изделия 10). Первый штамп 52 имеет первую направляющую поверхность 50c, которая имеет форму, соответствующую первому фланцевому участку 10d прессованного изделия 10. Кроме того, первый штамп 52 имеет первую внутреннюю боковую поверхность 50a, которая имеет форму, соответствующую первому участку 10b вертикальной стенки прессованного изделия 10. Первая внутренняя боковая поверхность 50a также имеет форму, которая соответствует первой внешней боковой поверхности 31b пуансона 31.
Второй штамп 53 обращен ко второму прижиму 33 заготовки. Другими словами, второй штамп 53 расположен на изогнутой внешней стороне пуансона 31 (прессованного изделия 10). Второй штамп 53 имеет вторую направляющую поверхность 50d, которая имеет форму, соответствующую второму фланцевому участку 10e прессованного изделия 10. Кроме того, второй штамп 53 имеет вторую внутреннюю боковую поверхность 50b, которая имеет форму соответствующую второму участку 10c вертикальной стенки прессованного изделия 10. Вторая внутренняя боковая поверхность 50b также имеет форму, которая соответствует второй внешней боковой поверхности 31c пуансона 31.
Предшествующий участок 54 обеспечен в первом штампе 52, который расположен на изогнутой внутренней стороне пуансона 31 (прессованного изделия 10). Среди всей области первой направляющей поверхности 50c и первой внутренней боковой поверхности 50a, предшествующий участок 54 включает в себя по меньшей мере область, которая соответствует изогнутой области участка 10a верхней пластины прессованного изделия 10. Другими словами, предшествующий участок 54 составляет одну часть первой направляющей поверхности 50c и первой внутренней боковой поверхности 50a первого штампа 52. Как описано, используя фиг.9, которая описана ниже, граничный участок 10h между первым фланцевым участком 10d и первым участком 10b вертикальной стенки прессованного изделия 10 включает в себя по существу область 10l длиной в четверть окружности (первая дугообразная область фланцевого участка), которая изогнута вдоль изогнутой области участка 10a верхней пластины. Например, первая направляющая поверхность 50c предшествующего участка 54 соответствует области 10n, которая включает в себя область на изогнутой внутренней стороне первой дугообразной области 10l фланцевого участка.
Предшествующий участок 54 может быть выполнен заодно с первым штампом 52 или может являться участком, который отделен и независим от первого штампа 52. На Фиг.5, показан пример, в котором предшествующий участок 54 выполнен заодно с первым штампом 52. Предшествующий участок 54 (первого штампа 52) поддерживается посредством прижимного механизма 55 предшествующего участка (например, пружины, резины, газового цилиндра или гидроцилиндра). Тем самым, предшествующий участок 54 выполнен с возможностью скольжения в направлении штамповки. С другой стороны, второй штамп 53 прикреплен посредством, например, болта к плите 51 штампа. Соответственно, первая направляющая поверхность 50c предшествующего участка 54 выполнена с возможностью скольжения относительно второй направляющей поверхности 50d второго штампа 53.
Плита 41 поддерживается посредством прижимного механизма 42 плиты (например, пружины, резины, газового цилиндра или гидроцилиндра). Тем самым, плита 41 выполнена с возможностью скольжения в направлении штамповки. Из всей области торцевой поверхности 31a пуансона 31, плита 41 обращена по меньшей мере к области, которая соответствует изогнутой области участка 10a верхней пластины прессованного изделия 10. Другими словами, плита 41 составляет одну часть штампа 50. Например, как описано, используя фиг.10, которая описана ниже, плита 41 соответствует области 10m, которая включает в себя область на изогнутой внешней стороне первой дугообразной области 10j участка верхней пластины прессованного изделия 10. На участке 10a верхней пластины прессованного изделия 10, область 10m, которая соответствует плите 41, и особенно область области 10m, которая смежна первой дугообразной области 10j участка верхней пластины, является областью, в которой складки склонны к образованию (здесь также называемой «область образования складок»).
Определенное прессованное изделие 10, изображенное на вышеописанной фиг.3, изготовлено посредством следующих процессов, используя прессующее устройство 20, имеющее вышеописанную конфигурацию.
Фиг.6(a)-(e) представляют собой виды в сечении, которые схематично изображают рабочие процессы штамповки (вытяжки) посредством прессующего устройства первого варианта выполнения настоящего изобретения. Среди этих фигур, фиг.6(a) изображает состояние до начала штамповки. Фиг.6(b) изображает состояние, в котором заготовка металлической пластины зажата посредством прижимов заготовки. Фиг.6(c) изображает состояние, в котором заготовка металлической пластины зажата, используя плита. Фиг.6(d) изображает состояние в момент времени, когда предшествующий участок ограничен. Фиг.6(e) изображает состояние, когда формирование завершено.
В состоянии до штамповки, как показано на фиг.6(a), верхний штамп 40 расположен в верхней мертвой точке и отделен в направлении вверх от нижнего штампа 30. В этом состоянии, в отношении верхнего штампа 40, торцевая поверхность плиты 41 и вторая направляющая поверхность 50d второго штампа 53 расположены в одном положении по высоте. Однако торцевая поверхность плиты 41 также может быть расположена в более высоком положении, чем вторая направляющая поверхность 50d второго штампа 53. Первая направляющая поверхность 50c предшествующего участка 54 (первого штампа 52) расположена в более низком положении, чем вторая направляющая поверхность 50d второго штампа 53. С другой стороны, в отношении нижнего штампа 30, первый прижим 32 заготовки и второй прижим 33 заготовки расположены в более высоком положении, чем пуансон. Дополнительно, первый прижим 32 заготовки расположен в более высоком положении, чем второй прижим 33 заготовки. Согласно этой конструкции верхнего штампа 40, во время штамповки, первая направляющая поверхность 50c предшествующего участка 54 предшествует второй направляющей поверхности 50d второго штампа 53. Дополнительно, заготовка металлической пластины 70 помещена на нижний штамп 30 (строго говоря, на первый прижим 32 заготовки и второй прижим 33 заготовки).
Из этого состояния, верхний штамп 40 опускается, и пуансон 31 и штамп 50 перемещаются относительно в направлении штамповки. После этого, как показано на фиг.6(b), первая направляющая поверхность 50c первого штампа 52 и предшествующего участка 54 упирается в первый прижим 32 заготовки посредством заготовки металлической пластины 70. Вместе с этим, вторая направляющая поверхность 50d второго штампа 53 упирается во второй прижим 33 заготовки посредством заготовки металлической пластины 70. Тем самым, заготовка металлической пластины 70 зажата посредством предшествующего участка 54 (первого штампа 52) и первого прижима 32 заготовки и также зажата посредством второго штампа 53 и второго прижима 33 заготовки. В это время, возвращающее усилие буфера 35 сообщается посредством штоков 34 буфера первому прижиму 32 заготовки и второму прижиму 33 заготовки. Дополнительно, возвращающее усилие предшествующего участка прижимного механизма 55 сообщается предшествующему участку 54.
Далее, верхний штамп 40 опускается дальше. После этого, как показано на фиг.6(c), плита 41 упирается в пуансон 31 посредством заготовки металлической пластины 70. В результате, заготовка металлической пластины 70 зажата посредством пуансона 31 и плиты 41. В это время, возвращающее усилие прижимного механизма 42 плиты сообщается пуансону 31.
Возвращающее усилие предшествующего участка прижимного механизма 55, которое сообщается предшествующему участку 54, превышает возвращающее усилие буфера 35, которое сообщается первому прижиму 32 заготовки. Следовательно, первый прижим 32 заготовки толкается вниз посредством предшествующего участка 54, и как показано на фиг.6(c), сохраняется состояние, в котором первая направляющая поверхность 50c предшествующего участка 54 предшествует второй направляющей поверхности 50d второго штампа 53.
В состоянии, в котором заготовка металлической пластины 70 зажата таким образом, верхний штамп 40 опускается дальше. После этого, в состоянии, в котором первая направляющая поверхность 50c предшествующего участка 54 предшествует второй направляющей поверхности 50d второго штампа 53, пуансон 31 вдавливается в штамп 50, и заготовка металлической пластины 70 обрабатывается. С течением времени, как показано на фиг.6(d), заготовка металлической пластины 70 прижимается к первой внешней боковой поверхности 31b пуансона 31, чтобы таким образом по существу завершить формирование первого участка 10b вертикальной стенки в заготовке металлической пластины 70. Формирование первого участка 10b вертикальной стенки также выполняется посредством первой внутренней боковой поверхности 50a первого штампа 52 (предшествующего участка 54), прижатой к заготовке металлической пластины 70. Дополнительно, формирование первого фланцевого участка 10d в заготовке металлической пластины 70 посредством предшествующего участка 54 и первого прижима 32 заготовки по существу завершено. С другой стороны, поскольку состояние является состоянием, в котором первая направляющая поверхность 50c предшествующего участка 54 предшествует второй направляющей поверхности 50d второго штампа 53, формирование второго участка 10c вертикальной стенки и второго фланцевого участка 10e продолжается.
Когда первый участок 10b вертикальной стенки и первый фланцевый участок 10d предварительно сформированы из заготовки металлической пластины 70, заготовка металлической пластины 70 вытягивает к стороне предшествующего участка 54 (стороне первого штампа 52) на изогнутой внутренней стороне. Более конкретно, заготовка металлической пластины 70 вытягивается в направлении, обозначенном сплошной стрелкой на вышеописанной фиг.3.
Как показано на фиг.6(d), в состоянии, в котором формирование первого участка 10b вертикальной стенки и первого фланцевого участка 10d завершено, скольжение первого прижима 32 заготовки и предшествующего участка 54 ограничено посредством ограничительного механизма (ограничителя) 56. Тем самым, предотвращается дополнительное изменение формы сформированного первого участка 10b вертикальной стенки и первого фланцевого участка 10d. Следуя за ограничением скольжения таким образом первого прижима 32 заготовки, скольжение предшествующего участка 54 относительно пуансона 31 также ограничено.
Верхний штамп 40 затем опускается дальше. После этого, поскольку скольжение первого прижима 32 заготовки и предшествующего участка 54 относительно пуансона 31 ограничено, первый прижим 32 заготовки и шток 34 буфера отделяются друг от друга, и предшествующий участок 54 вдавливается в сторону плиты 51 штампа. С другой стороны, второй штамп 53 опускается, и обработка второго участка 10c вертикальной стенки и второго фланцевого участка 10e продолжается.
Далее, как показано на фиг.6(e), верхний штамп 40 достигает нижней мертвой точки. Тем самым, формирование второго участка 10c вертикальной стенки и второго фланцевого участка 10e завершается. Посредством выполнения штамповки таким образом, изготавливается определенное прессованное изделие 10, изображенное на вышеописанной фиг.3.
При штамповке согласно настоящему варианту выполнения, когда формирование первого участка 10b вертикальной стенки и первого фланцевого участка 10d по существу завершено, заготовка металлической пластины 70 вытягивается по направлению к стороне предшествующего участка 54 (стороне первого штампа 52) на изогнутой внутренней стороне. Тем самым, формируется состояние, в котором имеется избыток заготовки металлической пластины 70 во второй дугообразной области 10k участка верхней пластины и его окрестности. Из этого состояния, формирование второго участка 10c вертикальной стенки посредством торцевой поверхности 31a и второй внешней боковой поверхности 31c пуансона 31 продолжается и завершается. Следовательно, даже когда в качестве заготовки металлической пластины 70 используется высокопрочная металлическая пластина, например, металлическая пластина, имеющая прочность на растяжение (TS) 590 МПа или более, уменьшение толщины в области X (участок 10a верхней пластины; см. фиг.4) на изогнутой внутренней стороне второй дугообразной области 10k участка верхней пластины может быть уменьшено, и в результате образование трещин может быть сокращено. Вместе с этим, уменьшение толщины также может быть сокращено на втором участке 10c вертикальной стенки на изогнутой внешней стороне области X.
Дополнительно, при штамповке согласно настоящему варианту выполнения, плита 41 упирается в заготовку металлической пластины 70 на по меньшей мере изогнутой внешней стороне первой дугообразной области 10j участка верхней пластины. В результате зажима заготовки металлической пластины 70 посредством плита 41 и пуансона 31, образование складок может быть сокращено в области Y (участок 10a верхней пластины; см. фиг.4) на изогнутой внешней стороне первой дугообразной области 10j участка верхней пластины. Кроме того, поскольку вытяжка выполняется в состоянии, в котором заготовка металлической пластины 70 зажата, используя первый прижим 32 заготовки и второй прижим 33 заготовки, натяжение, которое создается в направлении ширины заготовки металлической пластины 70 увеличивается. Тем самым также образование складок в области Y может быть сокращено.
В частности, используя второй прижим 33 заготовки, образование складок в области W (см. фиг.3) на изогнутой внешней стороне второй дугообразной области фланцевого участка также может быть сокращено.
Образование трещин в области Z (см. фиг.3) на изогнутой внутренней стороне первой дугообразной области фланцевого участка сокращено посредством увеличения ширины заготовки металлической пластины 70. Причина состоит в том, что во время штамповки область, расположенная на задней стороне в продольном направлении заготовки металлической пластины 70, склонна к перетеканию по направлению к области Z и ее периметру, и в результате участок, имеющий остаточный металл, формируется на изогнутой внутренней стороне первого фланцевого участка 10d. Прессованное изделие требуемой формы может быть получено посредством удаления участка, имеющего остаточный металл, посредством обрезки после штамповки.
Как описано выше, при штамповке согласно настоящему варианту выполнения, поскольку уменьшение толщины в прессованном изделии 10 сокращено, образование трещин может быть сокращено. Более того, складки могут быть сокращены. Следовательно, изменение толщины пластины прессованного изделия 10 может быть уменьшено. Следовательно, возможно получить прессованное изделие 10, в котором трещины и складки сокращены. Прессованное изделие 10 сформировано, используя заготовку металлической пластины 70, которая имеет прочность на растяжение 590 МПа или более, посредством штамповки согласно настоящему варианту выполнения. Соответственно, прочность на растяжение прессованного изделия 10 составляет 590 МПа или более, предпочтительно 980 МПа или более, и дополнительно предпочтительно 1180 МПа или более.
Штамповка согласно настоящему варианту выполнения также применима в случае, когда в качестве заготовки металлической пластины 70 используется низкопрочная металлическая пластина. В этом случае, даже если радиус кривизны первой дугообразной области 10j участка верхней пластины мал, может быть получено прессованное изделие 10, в котором изменение толщины пластины, а также трещины и складки сокращены. Естественно, проблема не будет возникать, даже если радиус кривизны второй дугообразной области 10k участка верхней пластины мал. Более того, проблема не будет возникать даже если глубина d1 первого участка 10b вертикальной стенки или глубина d2 второго участка 10c вертикальной стенки велика. Соответственно, степень свободы в конструировании формы прессованного изделия увеличивается, посредством использования штамповки согласно настоящему варианту выполнения.
[Второй вариант выполнения изобретения]
Фиг.7(a)-(e) представляют собой виды в сечении, которые схематично изображают рабочие процессы при штамповке (вытяжке) посредством прессующего устройства согласно второму варианту выполнения настоящего изобретения. Каждый из этих чертежей изображает аналогичное состояние, как и соответствующие чертежи с фиг.6(a)-(e), которые описаны выше.
Прессующее устройство 20 второго варианта выполнения основано на конфигурации прессующего устройства 20 первого варианта выполнения, изображенного на вышеописанной фиг.6. То же самое относится к третьему и четвертому вариантам выполнения, которые описаны ниже. Различие между прессующим устройством 20 второго варианта выполнения и прессующим устройством 20 первого варианта выполнения состоит в том, что форма ограничительного механизма изменена. Во втором варианте выполнения, первый прижим 32 заготовки скользящим образом поддерживается в направлении штамповки посредством прижимного механизма 36 первого прижима заготовки взамен штока буфера. Например, пружина, резина, газовый цилиндр или гидроцилиндр или подобное может быть использовано в качестве прижимного механизма 36 первого прижима заготовки.
Во втором варианте выполнения, скольжение первого прижима 32 заготовки ограничено посредством ограничителя 56 посредством прижимного механизма 36 первого прижима заготовки. Первый прижим 32 заготовки ограничен, в результате такого ограничения, и скольжение предшествующего участка 54 ограничено, следуя данному ограничению первого прижима 32 заготовки.
[Третий вариант выполнения изобретения]
Фиг.8 представляет собой вид в сечении, который схематично изображает верхний штамп в прессующем устройстве согласно третьему варианту выполнения настоящего изобретения. Различие между прессующим устройством 20 третьего варианта выполнения и прессующим устройством 20 первого и второго вариантов выполнения состоит в том, что форма верхнего штампа 40 изменена. В третьем варианте выполнения, первый штамп 52 образован основным корпусом 52a первого штампа и предшествующим участком 54. Предшествующий участок 54 третьего варианта выполнения составляет всю площадь в направлении ширины в отношении первой направляющей поверхности 50c, и составляет один участок вблизи первой направляющей поверхности 50c в отношении первой внутренней боковой поверхности 50a. Основной корпус 52a первого штампа составляет остальную часть первой внутренней боковой поверхности 50a, исключая предшествующий участок 54. Основной корпус 52a первого штампа прикреплен к плите 51 штампа. Предшествующий участок 54 поддерживается посредством прижимного механизма 55 предшествующего участка, который прикреплен к основному корпусу 52a первого штампа.
В случае третьего варианта выполнения, линия разъема штампа расположена между предшествующим участком 54 и основным корпусом 52a первого штампа. Существует риск того, что линия разъема штампа будет перенесена на прессованное изделие 10. Следовательно, с точки зрения обеспечения качества поверхности прессованного изделия 10, предпочтительно использовать предшествующий участок 54, как описано вышеприведенных первом и втором вариантах выполнения.
В вышеописанных первом - третьем вариантах выполнения, предшествующий участок 54 составляет всю площадь в направлении ширины первой направляющей поверхности 50c. Однако до тех пор пока, штамповка (вытяжка) заготовки металлической пластины 70 может быть выполнена, также может быть использована форма, в которой предшествующий участок 54 составляет одну часть в направлении ширины первой направляющей поверхности 50c.
Дополнительно, хотя предшествующий участок 54 может быть обеспечен по всей площади первого штампа 52 в продольном направлении, также может быть использована конфигурация, в которой предшествующий участок 54 частично обеспечен в продольном направлении первого штампа 52. Если предшествующий участок 54 частично обеспечен, линия разъема штампа будет существовать. Линия разъема штампа может быть задана надлежащим образом, например, в соответствии с ограничениями в отношении качества поверхности прессованного изделия 10, и более того, в соответствии со смещенной нагрузкой, приложенной к штампу и прессующей машине. Фактически, с точки зрения обеспечения качества поверхности прессованного изделия 10, предпочтительно, чтобы предшествующий участок 54 был обеспечен на всей площади первого штампа 52 в продольном направлении.
Фиг.9 вид сверху прессованного изделия, который схематично изображает один пример области, в который предшествующий участок упирается в нижней мертвой точке. Предшествующий участок 54 упирается в по меньшей мере область 10n (см. заштрихованный участок на фиг.9) на изогнутой внутренней стороне первой дугообразной области 10l фланцевого участка (жирная линия на фиг.9). Это служит для сокращения уменьшения толщины в области X (см. Фигфиг.4) на изогнутой внутренней стороне второй дугообразной области 10k участка верхней пластины. Вместе с этим, это служит для сокращения образования трещин в области Z (см. Фиг.3) первого фланцевого участка 10d.
Фиг.10 вид сверху прессованного изделия, который схематично изображает пример области, в которую плита упирается в нижней мертвой точке. Плита 41 упирается в по меньшей мере область 10m (см. заштрихованный участок на фиг.10) на изогнутой внешней стороне первой дугообразной области 10j участка верхней пластины (смотри жирную линию на фиг.10). Это служит для сокращения складок в области Y (см. фиг.4) участка 10a верхней пластины. Как показано на фиг.10, область 10m, в которую упирается плита 41, может включать в себя, среди всей области участка 10a верхней пластины, переднюю область в продольном направлении изогнутой области. Дополнительно, область 10m, в которую упирается плита 41, может являться всей областью участка 10a верхней пластины. В этом случае, как необходимо, плита 41 может быть расположена в разделенном состоянии в продольном направлении.
Кратко, плита 41 расположена для того, чтобы упираться в по меньшей мере область образования складок участка 10a верхней пластины. Во многих случаях, область образования складок выходит в области Y (см. фиг.4) на изогнутую внешнюю сторону первой дугообразной области 10j участка верхней пластины (см. жирную линию на фиг.10). Область образования складок может быть определена посредством анализа методом конечных элементов (FEM - finite elements method). Дополнительно, область образования складок также может быть определена посредством изготовления прессованного изделия посредством традиционного общего способа штамповки, и исследования свойств поверхности прессованного изделия.
В этом случае, как описано выше, образование трещин в области Z (см. фиг.3) на изогнутой внутренней стороне первой дугообразной области фланцевого участка может быть сокращено посредством увеличения ширины заготовки металлической пластины 70 и формирования участка, имеющего остаточный металл на изогнутой внутренней стороне первого фланцевого участка 10d. В этом случае, во время штамповки, область, которая расположена на задней стороне в продольном направлении заготовки металлической пластины 70, перетекает по направлению к области Z и ее периметру. Чтобы предотвратить блокирование вышеуказанного притока, в случае когда плита 41 упирается в область, расположенную на задней стороне в продольном направлении заготовки металлической пластины 70, предпочтительно задать надлежащим образом прижимающее усилие плиты 41.
Во время штамповки согласно настоящему варианту выполнения, первая направляющая поверхность 50c предшествующего участка 54 расположена для того, чтобы предшествовать второй направляющей поверхности 50d второго штампа 53. Величина m опережения (единицы измерений: мм; см. фиг.5) предшествующего участка 54 задана, используя в качестве показателя отношение (здесь также называемое «отношение величины опережения») R, которое величина m опережения занимает относительно глубины d2 (единицы измерений: мм; см. фиг.3(b)) второго участка 10c вертикальной стенки. Величина m опережения предшествующего участка 54 задана надлежащим образом в соответствии с формой прессованного изделия 10 и качества материала заготовки металлической пластины 70, и например задана так, чтобы отношение R величины опережения составляло от 3 до 100%. С точки зрения дополнительного сокращения образования трещин в области X (см. фиг.4), с точки зрения смещенной нагрузки, которая нагружает штамп и прессующую машину, и с точки зрения сокращения образования складок, в то же время улучшая производительность, предпочтительно задавать величину m опережения предшествующего участка 54 так, чтобы отношение R величины опережения составляло от 10 до 70%. Величину m опережения также можно назвать разностью хода между предшествующим участком 54 и вторым штампом 53 (то есть, разностью между соответствующими оставшимися ходами до нижней мертвой точки) во время процесса вдавливания.
Расположение предшествующего участка 54 на раннем этапе процесса вдавливания может быть оценено посредством разности n высот (единицы измерений: мм; см. вышеописанную фиг.5) между первой направляющей поверхностью 50c предшествующего участка 54 и второй направляющей поверхностью 50d второго штампа 53. Разность n высот принимает положительное значение в состоянии, в котором первая направляющая поверхность 50c предшествующего участка 54 выступает относительно второй направляющей поверхности 50d второго штампа 53, как показано на вышеуказанной фиг.5, и принимает отрицательное значение в состоянии, в котором вторая направляющая поверхность 50d выступает относительно первой направляющей поверхности 50c предшествующего участка 54.
Во время штамповки согласно настоящему варианту выполнения, независимо от того равно ли значение разности n высот между первой направляющей поверхностью 50c и второй направляющей поверхностью 50d положительному значению, 0 (нулю) и отрицательному значению, образование трещин в области X может быть сокращено. С точки зрения сокращения в большей степени образования трещин в области X, предпочтительно разность n высот между первой направляющей поверхностью 50c и второй направляющей поверхностью 50d является положительным значением, и состояние на начальном этапе процесса вдавливания является состоянием, в котором первая направляющая поверхность 50c предшествующего участка 54 выступает относительно второй направляющей поверхности 50d второго штампа 53. С другой стороны, с точки зрения смещенной нагрузки, которая нагружает штамп и прессующую машину, а также с точки зрения сокращения образования складок, в то же время улучшая производительность, предпочтительно разность n высот между первой направляющей поверхностью 50c и второй направляющей поверхностью 50d выполнена меньшей, чем глубина d1 первого участка 10b вертикальной стенки.
Граничный участок 10i между вторым участком 10c вертикальной стенки и вторым фланцевым участком 10e прессованного изделия 10 включает в себя по существу дугообразную область 10q длиной в четверть окружности (вторая дугообразная область фланцевого участка), которая изогнута вдоль изогнутой области участка 10a верхней пластины (см. фиг.12, которая описана ниже). При штамповке согласно настоящему варианту выполнения, расстояние между вторым прижимами 33 заготовки и вторым штампом 53 предпочтительно поддерживается в состоянии, в котором расстояние превышает толщину заготовки металлической пластины 70 по меньшей мере в области на изогнутой внешней стороне второй дугообразной области 10q фланцевого участка. Тем самым, возможно стимулировать приток в гравюру штампа 50 области заготовки металлической пластины 70, которая упирается во второй прижим 33 заготовки. В результате, уменьшение толщины в области X (см. фиг.4) прессованного изделия 10 может быть сокращено. Более того, уменьшение толщины также может быть сокращено на втором участке 10c вертикальной стенки на изогнутой внешней стороне области X.
Конфигурация, которая поддерживает расстояние между вторым прижимом 33 заготовки и вторым штампом 53 в состоянии, в котором расстояние превышает толщину заготовки металлической пластины 70, может быть выполнена, например, посредством обеспечения ступени во взаимнообращенных поверхностях второго прижима 33 заготовки и второго штампа 53. Дополнительно, например, такая конфигурация может быть выполнена посредством обеспечения между вторым прижимом 33 заготовки и вторым штампом 53 распорного блока, который служит в качестве контактного участка поверхности штампа второго прижима 33 заготовки и второго штампа 53. Такая конфигурация также может быть выполнена посредством объединения второго прижима 33 заготовки и второго штампа 53.
В случае использования конфигурации, которая поддерживает расстояние между вторым прижимом 33 заготовки и вторым штампом 53 в состоянии, в котором расстояние превышает толщину заготовки металлической пластины 70, если расстояние между вторым прижимом 33 заготовки и вторым штампом 53 слишком велико, существует риск того, что складки образуются в области W (см. фиг.3). Следовательно, достаточно задать надлежащим образом расстояние между вторым прижимом 33 заготовки и вторым штампом 53 до такого уровня, чтобы складки не образовывались в области W. Расстояние d (мм) между вторым прижимом 33 заготовки и вторым штампом 53 может быть задано, например, чтобы удовлетворять следующей формуле (2).
tb×1,01≤d≤tb×1,50 (2)
В вышеприведенной формуле (2), tb представляет собой толщину (мм) заготовки металлической пластины.
Как описано выше, в случае, когда трещины в области Z (см. фиг.3) сокращаются посредством формирования участка, имеющего остаточный металл на изогнутой внутренней стороне первого фланцевого участка 10d, более предпочтительно поддерживать расстояние между вторым прижимом 33 заготовки и вторым штампом 53 в состоянии, в котором расстояние превышает толщину заготовки металлической пластины 70 в области (смотри заштрихованный участок, обозначенный ссылочной позицией «10p» на фиг.12, которая описана ниже), которая среди всей области второго фланцевого участка 10e является задней в продольном направлении от второй дугообразной области 10q фланцевого участка. Кроме того, более предпочтительно поддерживать расстояние между первым прижимом 32 заготовки и первым штампом 52 (предшествующего участка 54) в состоянии, в котором расстояние превышает толщину заготовки металлической пластины 70 в области (см. заштрихованный участок, обозначенный ссылочной позицией «10o» на фиг.12, которая описана ниже), которая среди всей области первого фланцевого участка 10d является задней в продольном направлении от первой дугообразной области 10l фланцевого участка.
Тем самым, уменьшение толщины в области X (см. фиг.4) прессованного изделия 10 может быть сокращено, и уменьшение толщины также может быть сокращено на втором участке 10c вертикальной стенки на изогнутой внешней стороне области X. Более того улучшен эффект, который сокращает трещины в области Z (см. фиг.3).
При штамповке согласно настоящему варианту выполнения отсутствует ограничение в отношении порядка зажатия заготовки металлической пластины 70. Зажатие, используя плиту 41, может быть выполнено после зажатия посредством первого прижима 32 заготовки и второго прижима 33 заготовки как в рабочих процессах, изображенных на вышеописанных фиг.6 и фиг.7, или зажатие может быть выполнено в обратном порядке.
Хотя в прессующем устройстве, изображенном на вышеописанных Фиг.5 - Фиг.8, используется конфигурация, в которой штамп и плита расположены в качестве верхнего штампа, и пуансон и прижимы заготовки расположены в качестве нижнего штампа, также может быть использована конфигурация, в которой расположение верхнего и нижнего штампов перевернуто в вертикальном направлении.
Отметим, что процесс правки может быть добавлен после штамповки согласно настоящему варианту выполнения. В процессе правки область, имеющая неполную форма (например, небольшой участок R или подобное), формируется в конечную форму.
Определенное прессованное изделие 10, которое изготовлено посредством штамповки согласно настоящему варианту выполнения, относится не только к нижнему внешнему усиливающему элементу передней стойки, но также к конструктивным элементам, таким как внутренний элемент порога кузова, внешний задний усиливающий элемент порога кузова, передний боковой элемент и задний боковой элемент.
В случае определенного прессованного изделия, которое используется с вышеуказанными конструктивными элементами, предполагается, что центральный угол первой дугообразной области 10j участка верхней пластины и второй дугообразной области 10k участка верхней пластины составляет, например, от 15 до 120°. Дополнительно предполагается, что радиус кривизны первой дугообразной области 10j участка верхней пластины составляет, например, от 30 до 600 мм. Предполагается, что радиус кривизны второй дугообразной области 10k участка верхней пластины составляет, например, от 10 до 600 мм, или ∞ (является прямой линией). Предполагается, что глубина d1 первого участка вертикальной стенки 10b составляет, например, от 20 до 300 мм, и глубина d2 второго участка 10c вертикальной стенки составляет, например, от 20 до 300 мм.
Более конкретно, в случае использования определенного прессованного изделия в качестве заднего бокового элемента, центральный угол дугообразных областей 10j и 10k задан, например, от 15 до 85°. Дополнительно, радиус кривизны первой дугообразной области 10j участка верхней пластины задан, например, от 30 до 600 мм. Радиус кривизны второй дугообразной области 10k участка верхней пластины задан, например, от 30 до 600 мм. Глубина d1 первого участка вертикальной стенки задана, например, от 30 до 300 мм, и глубина d2 второго участка вертикальной стенки задана, например, от 30 до 300 мм.
В случае использования определенного прессованного изделия в качестве нижнего внешнего усиливающего элемента передней стойки, центральный угол дугообразных областей 10j и 10k задан, например, от 60 до 120.°. Дополнительно, радиус кривизны первой дугообразной области 10j участка верхней пластины задан, например, от 30 до 200 мм. Радиус кривизны второй дугообразной области 10k участка верхней пластины задан, например, от 10 до 200 мм. Глубина d1 первого участка вертикальной стенки и глубина d2 второго участка вертикальной стенки задана, например, от 20 до 200 мм.
В случае использования определенного прессованного изделия в качестве внутреннего элемента передней стойки, центральный угол дугообразных областей 10j и 10k задан, например, от 60 до 120°. Дополнительно, радиус кривизны первой дугообразной области 10j участка верхней пластины задан, например, от 30 до 200 мм. Радиус кривизны второй дугообразной области 10k участка верхней пластины задан, например, от 10 до 200 мм. Глубина d1 первого участка вертикальной стенки и глубина d2 второго участка вертикальной стенки задана, например, от 20 до 200 мм.
В случае использования определенного прессованного изделия в качестве внешнего заднего усиливающего элемента бруса боковины, центральный угол дугообразных областей 10j и 10k задан, например, от 15 до 85°. Дополнительно, радиус кривизны первой дугообразной области 10j участка верхней пластины задан, например, от 30 до 400 мм. Радиус кривизны второй дугообразной области 10k участка верхней пластины задан, например, от 70 до ∞ (прямая линия) мм. Глубина d1 первого участка вертикальной стенки и глубина d2 второго участка вертикальной стенки задана, например, от 20 до 200 мм.
[Четвертый вариант выполнения изобретения]
Фиг.11(a)-(g) представляют собой виды в сечении, которые схематично изображают рабочие процессы штамповки согласно четвертому варианту выполнения настоящего изобретения. В четвертом варианте выполнения, рабочие процессы штамповки разделены на два этапа. Хотя прессованное изделие, которое в конечном счете обеспечивается штамповкой согласно четвертому варианту выполнения, такое же, как прессованное изделие, обеспеченное штамповкой согласно первому - третьему вариантам выполнения, прессованное изделие, обеспеченное согласно четвертому варианту выполнения сформировано в законченное изделие после прохождения по очереди первого этапа и второго этапа. Другими словами, отдельные прессующие устройства используются для каждого этапа, причем формируется промежуточное изделие из заготовки металлической пластины на первом этапе, и промежуточное изделие завершается в законченное изделие на втором этапе. Хотя промежуточное изделие является изделием, в котором участок верхней пластины, первый участок вертикальной стенки на изогнутой внутренней стороне участка верхней пластины и первый фланцевый участок, который присоединен к первому участку вертикальной стенки, полностью сформированы, промежуточное изделие также является изделием, в котором второй участок вертикальной стенки на изогнутой внешней стороне участка верхней пластины, а также второй фланцевый участок, который присоединен ко второму участку вертикальной стенки, сформированы частично.
Фиг.11(a)-(d) изображают рабочие процессы первого этапа. Среди этих фигур, фиг.11(a) изображает состояние до начала формирования первого этапа. Фиг.11(b) изображает состояние, в котором заготовка металлической пластины зажата посредством прижимов заготовки. Фиг.11(c) изображает состояние, в котором заготовка металлической пластины зажата, используя плиту. Фиг.11(d) изображает состояние, когда формирование первого этапа завершено. Фиг.11(e)-(g) изображают рабочие процессы второго этапа. Среди этих фигур, фиг.11(e) изображает состояние до начала формирования второго этапа. Фиг.11(f) изображает состояние, когда формирование начинается. Фиг.11(g) изображает состояние, когда формирование второго этапа завершено.
Как показано на фиг.11(a)-(d), прессующее устройство 20A, которое используется на первом этапе, отличается от прессующего устройства 20 первого и второго вариантов выполнения в следующих отношениях. В отношении верхнего штампа 40 и штампа 50, первый штамп 52 и предшествующий участок 54, которые расположены на изогнутой внутренней стороне пуансона 31, выполнены заодно и прикреплены к плите 51 штампа. Другими словами, прижимной механизм 55 предшествующего участка, включенный в состав первого - третьего вариантов выполнения, не обеспечен. Аналогично первому - третьему вариантам выполнения, гравюра первого штампа 52 и предшествующего участка 54 является участком, который отражает форму законченного изделия.
Дополнительно, на первом этапе, второй штамп 53, который расположен на изогнутой внешней стороне пуансона 31, прикреплен к плите 51 штампа, аналогично первому - третьему вариантам выполнения. Однако, гравюра второго штампа 53 является участком, который частично отражает форму законченного изделия. Другими словами, глубина в направлении штамповки внутренней боковой поверхности 50b второго штампа 53 меньше глубины второго участка вертикальной стенки законченного изделия.
В отношении нижнего штампа 30, используемого на первом этапе, ограничитель 56, который ограничивает скользящее перемещение первого прижима 32 заготовки, как описано в первом - третьем вариантах выполнения, не обеспечен.
Как показано на фиг.11(e)-(g), прессующее устройство 20B, которое используется на втором этапе, отличается от прессующего устройства 20 первого и второго вариантов выполнения в следующих отношениях. В отношении верхнего штампа 40 и штампа 50, первый штамп 52 и предшествующий участок 54, которые расположены на изогнутой внутренней стороне пуансона 31, выполнены заодно таким образом, что включают в себя плиту 41. Выполненные заодно первый штамп 52, предшествующий участок 54 и плита 41 поддерживаются посредством прижимного механизма 42 плиты. Прижимной механизм 55 предшествующего участка, обеспеченный в первом - третьем вариантах выполнения, не обеспечен. Аналогично первому - третьему вариантам выполнения, гравюра первого штампа 52, предшествующего участка 54 и плита 41 является участком, который отражает форму законченного изделия.
Дополнительно, на втором этапе, аналогично первому - третьему вариантам выполнения, второй штамп 53, который расположен на изогнутой внешней стороне пуансона 31, прикреплен к плите 51 штампа. Более того, аналогично первому - третьему вариантам выполнения, гравюра второго штампа 53 является участком, который отражает форму законченного изделия.
В отношении нижнего штампа 30, который используется на втором этапе, первый прижим 32 заготовки, который расположен смежно изогнутой внутренней стороне пуансона 31, выполнен заодно с пуансоном 31. Другими словами, шток 34 буфера, который поддерживает первый прижим 32 заготовки в конфигурации первого - третьего вариантов выполнения, не обеспечен.
Как показано на фиг.11(a)-(d), при штамповке посредством прессующего устройства 20A на первом этапе, верхний штамп 40 опускается, и пуансон 31 и штамп 50 перемещаются относительно в направлении штамповки. Вместе с этим, аналогично первому - третьему вариантам выполнения, первая направляющая поверхность 50c предшествующего участка 54 (первого штампа 52) предшествует вторая направляющая поверхность 50d второго штампа 53. Формы первого участка 10b вертикальной стенки и первого фланцевого участка 10d затем формируются в заготовке металлической пластины 70. Кроме того, формы второго участка 10c вертикальной стенки и второго фланцевого участка 10e частично формируются в заготовке металлической пластины 70. Промежуточное изделие 71 сформировано посредством такой штамповки первого этапа.
Как показано на фиг 11(e)-(g), при штамповке посредством прессующего устройства 20B на втором этапе, верхний штамп 40 опускается, и пуансон 31 и штамп 50 перемещаются относительно в направлении штамповки. Вместе с этим, аналогично первому - третьему вариантам выполнения, скольжение первого прижима 32 заготовки и предшествующего участка 54 ограничено. Кроме того, в соответствии с опусканием второго штампа 53, формируются формы второго участка 10c вертикальной стенки и второго фланцевого участка 10e. Определенное прессованное изделие 10, изображенное на вышеописанной фиг.3, изготовлено посредством штамповки, в которой первый этап и второй этап выполняются друг за другом таким образом.
В четвертом варианте выполнения также, поскольку формирование первого участка 10b вертикальной стенки и первого фланцевого участка 10d предшествуют формированию второго участка 10c вертикальной стенки и второго фланцевого участка 10e, достигаются такие же полезные эффекты, как и в первом - третьем вариантах выполнения.
ПРИМЕРЫ
Анализ методом конечных элементов (FEM), как описано в следующих примерах 1 и 2, был выполнен для подтверждения эффекта настоящего изобретения.
[Пример 1]
В анализе методом конечных элементов (FEM) по примеру 1, заготовка металлической пластины была сформирована в определенное прессованное изделие, используя прессующее устройство вышеописанного первого варианта выполнения. ПоказателПоказатель уменьшения толщины пластины, трещины и складки на соответствующих участках были оценены в отношении прессованного изделия, которое было получено.
Двухфазная, высокопрочная стальная пластина, имеющая прочность на растяжение класса 980 МПа и толщину 1,6 мм, была использована в качестве заготовки металлической пластины. Форма заготовки металлической пластины была задана так, чтобы участок, имеющий остаточный металл шириной максимум около 97 мм, был сформирован на изогнутой внутренней стороне первого фланцевого участка, имеющего ширину приблизительно 15 мм в полученном прессованном изделии.
Радиус кривизны первой дугообразной области участка верхней пластины прессованного изделия был задан равным 80 мм. Радиус кривизны второй дугообразной области участка верхней пластины прессованного изделия был задан равным 36 мм. Глубина d1 первого участка вертикальной стенки была задана равной 44 мм, и глубина d2 второго участка вертикальной стенки была задана равной 51 мм.
Предшествующий участок был расположен так, чтобы величина m опережения составляла 25 мм, и разность n высот между первой направляющей поверхностью и второй направляющей поверхностью была задана равной 18 мм. Прижимающее усилие плиты было задано равным приблизительно 100 кН. Прижимающие усилия первого прижима заготовки и второго прижима заготовки были заданы в соответствии с фактической длиной в продольном направлении первого фланцевого участка и второго фланцевого участка соответственно, причем прижимающее усилие первого прижима заготовки задано приблизительно 160 кН и прижимающее усилие второго прижима заготовки задано приблизительно 260 кН. Прижимающее усилие предшествующего участка было задано приблизительно 600 кН.
Предшествующий участок был обеспечен по всей площади в продольном направлении первого штампа. С другой стороны, плита была обеспечена в области 10m, показанной на вышеописанной фиг.10. Ступень высотой 0,1 мм была обеспечена в одной части верхней поверхности первого прижима заготовки, и расстояние между первым прижимом заготовки и предшествующим участком (первым штампом) поддерживалось в состоянии, в котором расстояние превышало толщину заготовки металлической пластины. Ступень высотой 0,1 мм была обеспечена в одной части верхней поверхности второго прижима заготовки, и расстояние между вторым прижимом заготовки и вторым штампом поддерживалось в состоянии, в котором расстояние превышает толщину заготовки металлической пластины.
Фиг.12 вид сверху, который схематично изображает прессованное изделие, изготовленное посредством штамповки согласно примеру 1. Область 10o, которая обозначена заштрихованным участком среди всей области первого фланцевого участка 10d, является областью, на которой расстояние между первым прижимом заготовки и предшествующим участком (первым штампом) поддерживается в состоянии, в котором расстояние превышает толщину заготовки металлической пластины посредством ступени, обеспеченной на верхней поверхности первого прижима заготовки. Область 10p, которая обозначена заштрихованным участком среди всей области второго фланцевого участка 10e, является областью, на которой расстояние между вторым прижимом заготовки и вторым штампом поддерживается в состоянии, в котором расстояние превышает толщину заготовки металлической пластины посредством ступени, обеспеченной на верхней поверхности второго прижима заготовки.
Область 10o первого фланцевого участка 10d взята в качестве области на изогнутой внутренней стороне первой дугообразной области 10l фланцевого участка, вся область, которая является задней в продольном направлении от дугообразной области 10l, и соседняя область спереди в продольном направлении дугообразной области 10l. Область 10p второго фланцевого участка 10e взята в качестве области на изогнутой внешней стороне второй дугообразной области 10q фланцевого участка, вся область, которая является задней в продольном направлении от дугообразной области 10q, и соседняя область спереди в продольном направлении дугообразной области 10q.
Фиг.13 вид, который изображает распределение показателя уменьшения толщины пластины, когда определенное прессованное изделие было изготовлено посредством штамповки согласно примеру 1. На фиг.13, показатели уменьшения толщины пластины обозначены степенью затенения, и форма заготовки металлической пластины 70 перед штамповкой показана сплошной линией. Показатель rtb (%) уменьшения толщины пластины была вычислена по вышеописанной формуле (1). Показатель уменьшения толщины пластины является показателем (%) уменьшения толщины пластины на основе толщины заготовки металлической пластины 70.
Результаты, показанные на фиг.13, обуславливают следующие факты. В области X участка верхней пластины уменьшение толщины было сокращено, и образование трещин было исключено. В области Y участка верхней пластины образование складок было исключено. В области Z первого фланцевого участка образование трещин было исключено. В области W второго фланцевого участка образование складок было исключено. Показатель уменьшения толщины пластины для всего прессованного изделия составляла от -10 до 11%, и таким образом изменение толщины пластины было сокращено.
[Пример 2]
В анализе методом конечных элементов (FEM) по примеру 2, определенное прессованное изделие было сформировано, используя аналогичное прессующее устройство и заготовку металлической пластины как в примере 1, и величина m опережения предшествующего участка, то есть, разность хода между предшествующим участком и вторым штампом, менялась на различные значения. Показатель уменьшения толщины пластины, трещины и складки на соответствующих участках были оценены в отношении прессованного изделия, которое было получено. Отметим, что в прессованном изделии по примеру 2, глубина d1 первого участка вертикальной стенки и глубина d2 второго участка вертикальной стенки были выполнены глубже соответствующих глубины d1 и глубины d2 в прессованном изделии по примеру 1. Другими словами, в прессованном изделии по примеру 2, глубина d1 первого участка вертикальной стенки составляла 55 мм, и глубина d2 второго участка вертикальной стенки составляла 60 мм.
Фиг.14 представляет собой вид, который изображает один пример распределения показателя уменьшения толщины пластины, когда определенное прессованное изделие был изготовлено посредством штамповки по примеру 2. Фиг.15(a)-(c) представляют собой виды, которые изображают отношение между разностью хода между штампами и показателем уменьшения толщины пластины по результатам примера 2. Среди этих фигур, фиг.15(a) изображает результат для области Z первого фланцевого участка. Фиг.15(b) изображает результат для области X участка верхней пластины. Фиг.15(c) изображает результат для области Y участка верхней пластины.
Результаты, показанные на фиг.14 и фиг.15(a)-(c), обуславливают следующие факты. В области, в которой разность хода между предшествующим участком и вторым штампом лежала в диапазоне от 10 до 40 мм, трещины не образовывались в области Z и области X, и также не образовывались складки в области Y. Разность хода, то есть, величина m опережения, составляющая от 10 до 40 мм, соответствует отношению R величины опережения (отношение, которое величина m опережения занимает относительно глубины d2 второго участка вертикальной стенки), составляющему от 10 до 70%. Таким образом, было найдено, что при условиях, когда отношение R величины опережения становится от 10 до 70%, трещины и складки на соответствующих участках прессованного изделия сокращаются.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение может быть эффективно использовано в производстве конструктивных элементов кузова автомобиля.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
10: Прессованное изделие
10a: Участок верхней пластины
10b: Первый участок вертикальной стенки
10c: Второй участок вертикальной стенки
10d: Первый фланцевый участок
10e: Второй фланцевый участок
20, 20A, 20B: Прессующее устройство
30: Нижний штамп
31: Пуансон
31a: Торцевая поверхность пуансона
31b: Первая внешняя боковая поверхность пуансона
31c: Вторая внешняя боковая поверхность пуансона
32: Первый прижим заготовки
33: Второй прижим заготовки
34: Шток буфера
35: Буфер
36: Прижимной механизм первого прижима заготовки
37: Прижимной механизм второго прижима заготовки
40: Верхний штамп
41: Плита
42: Прижимной механизм плиты
50: Штамп
50a: Первая внутренняя боковая поверхность штампа
50b: Вторая внутренняя боковая поверхность штампа
50c: Первая направляющая поверхность штампа
50d: Вторая направляющая поверхность штампа
51: Плита штампа
52: Первый штамп
52a: Основной корпус первого штампа
53: Второй штамп
54: Предшествующий участок
55: Прижимной механизм предшествующего участка
56: Ограничитель
70: Заготовка металлической пластины
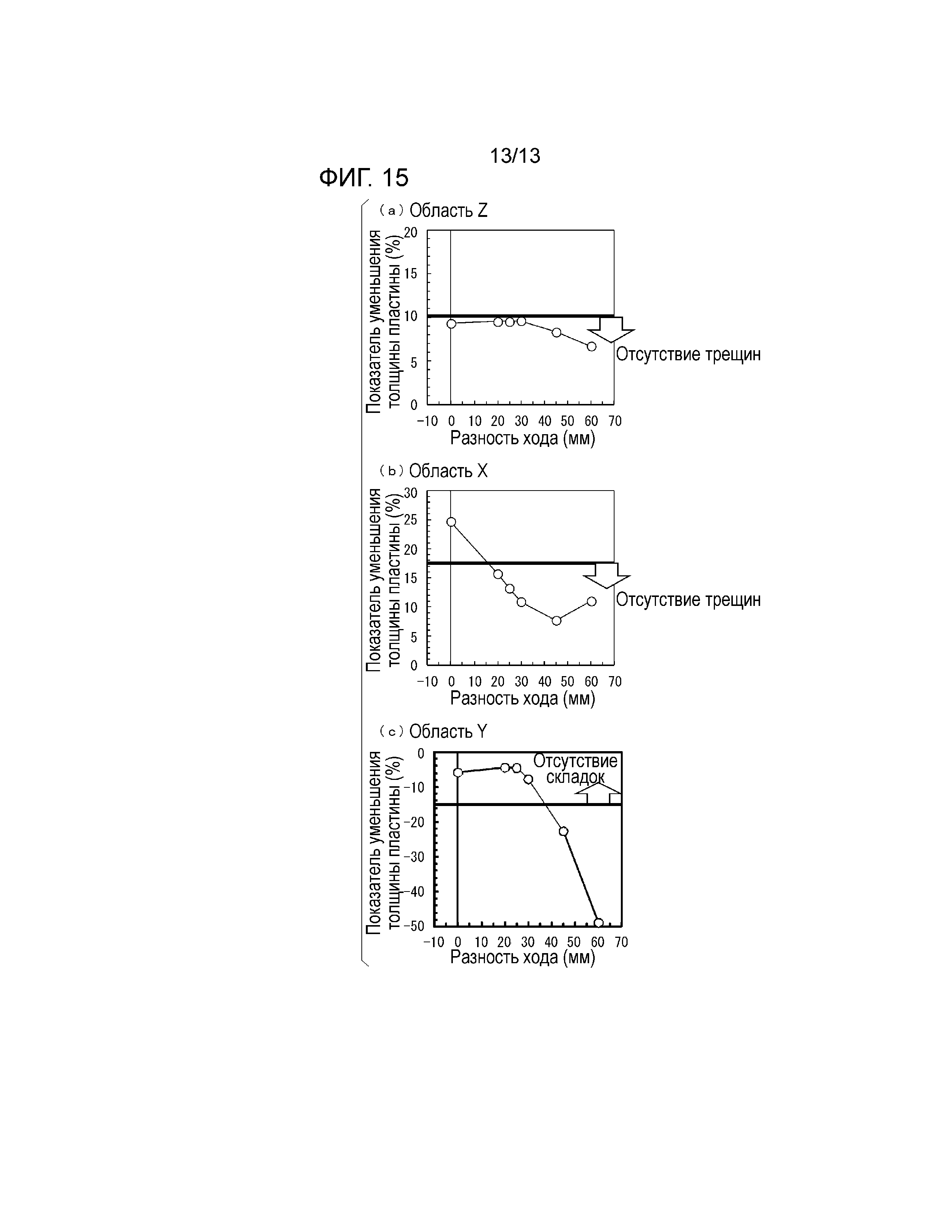
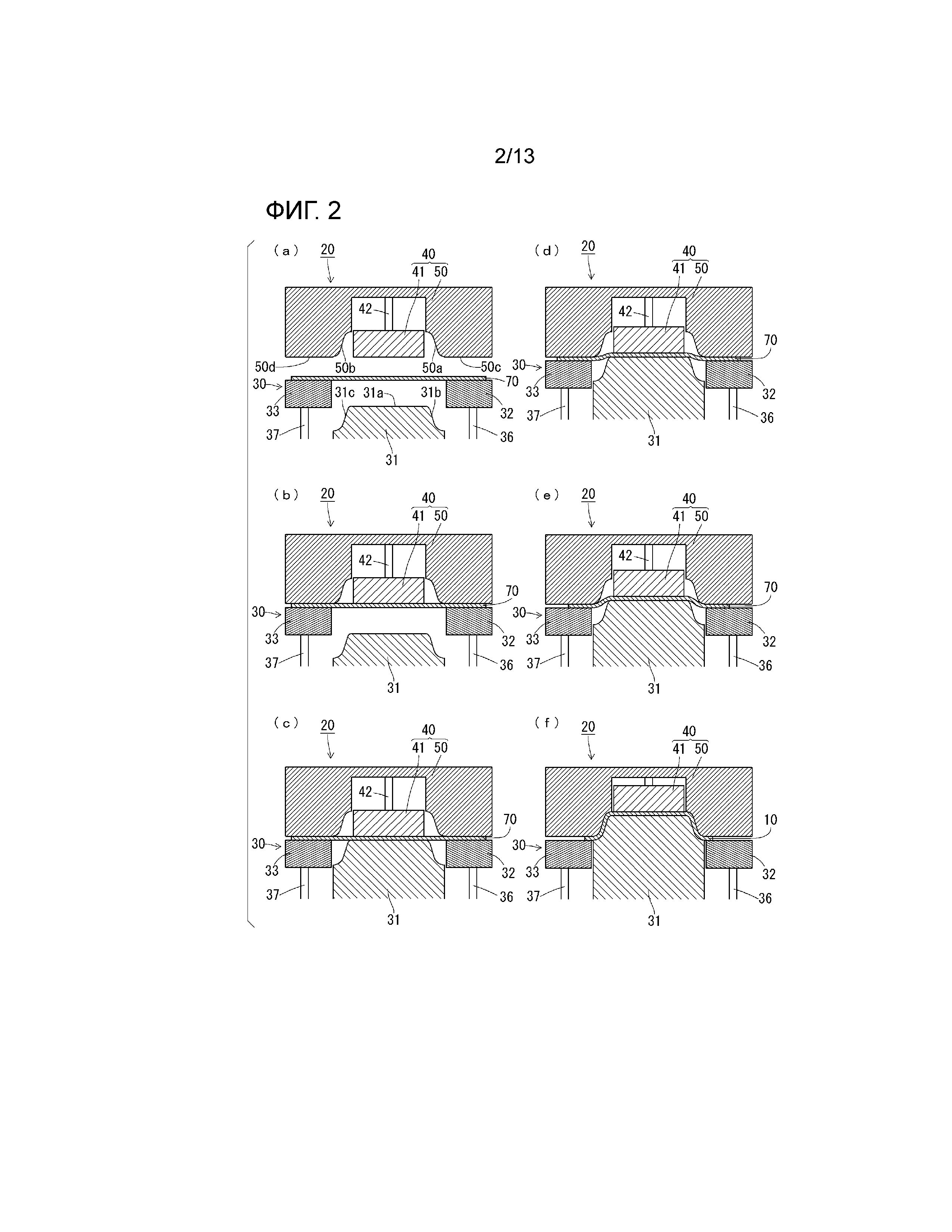
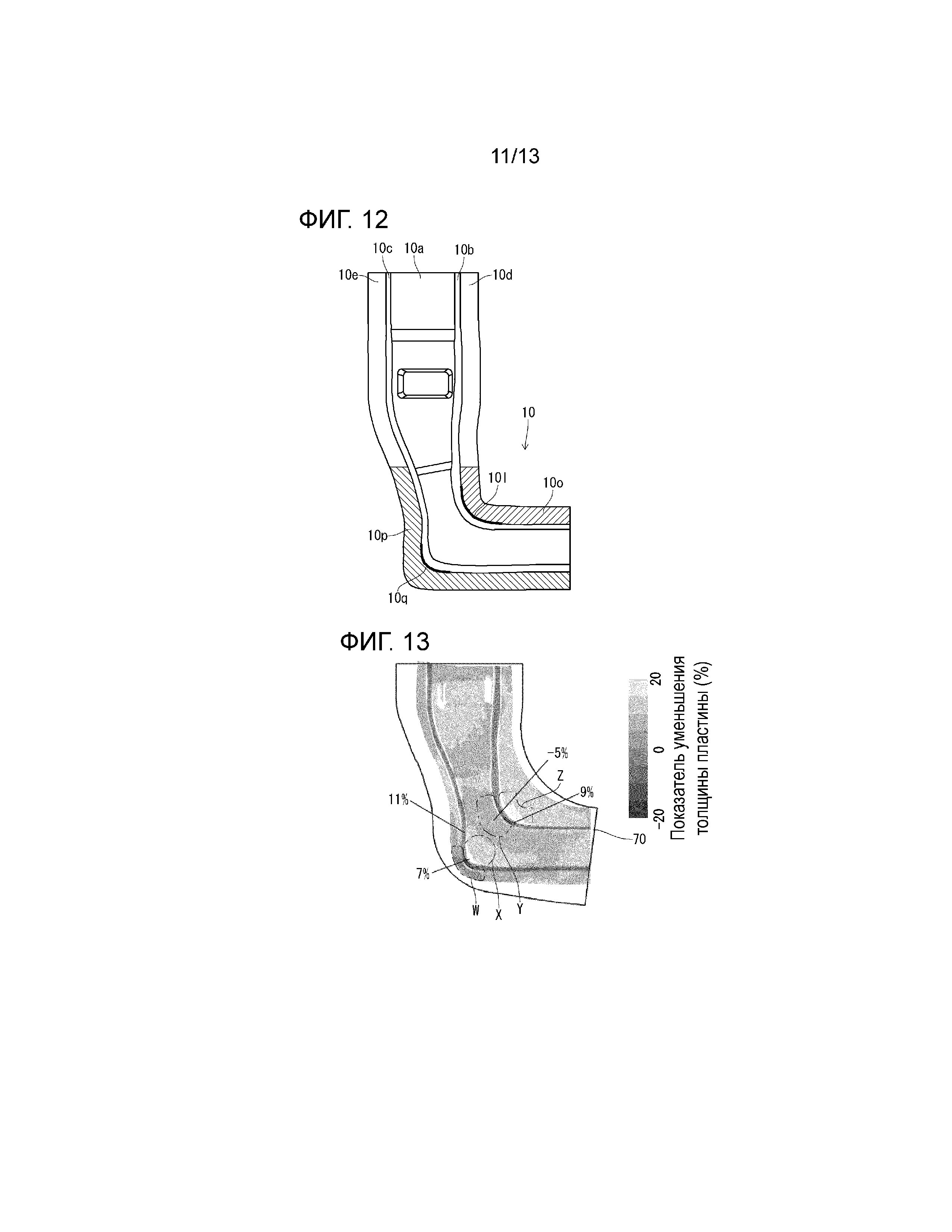
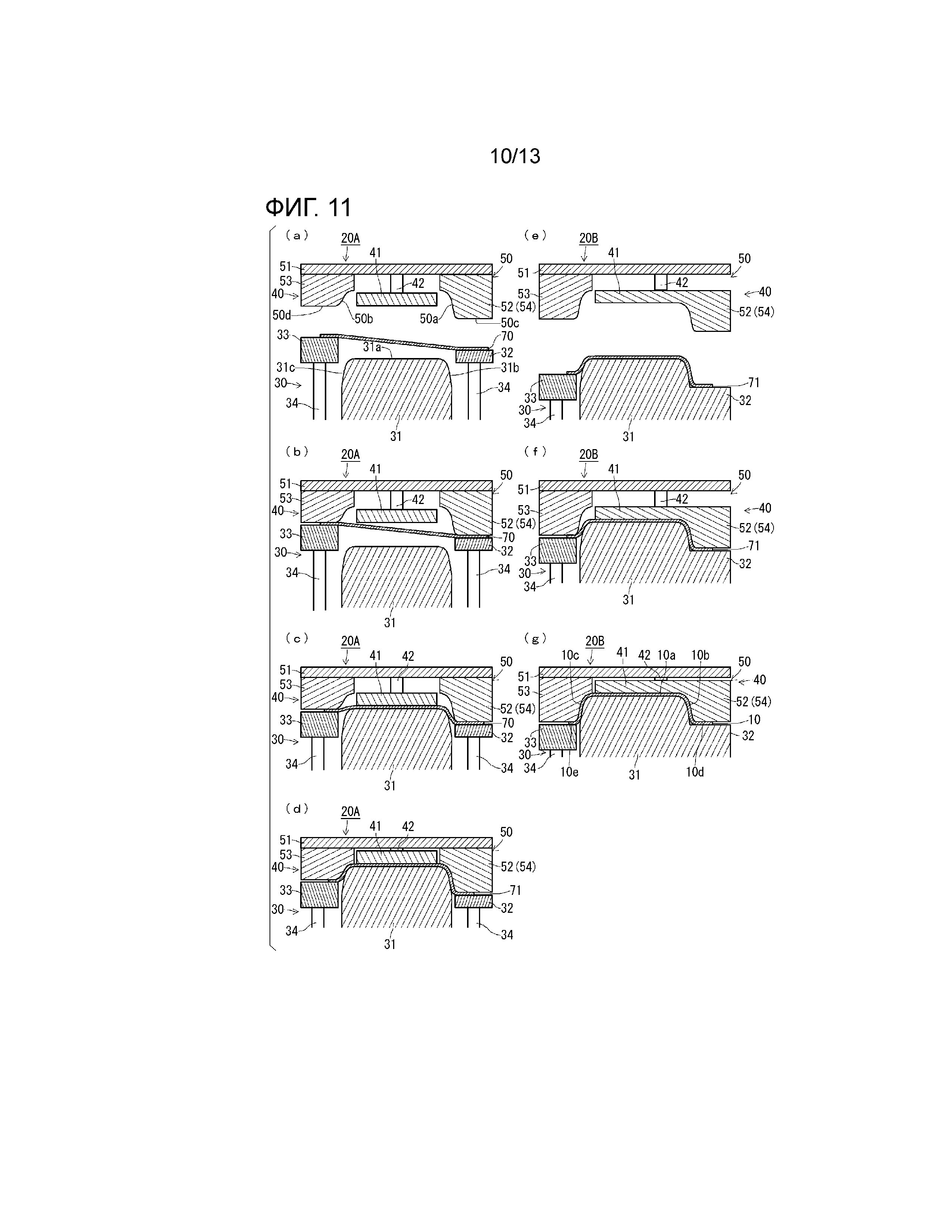
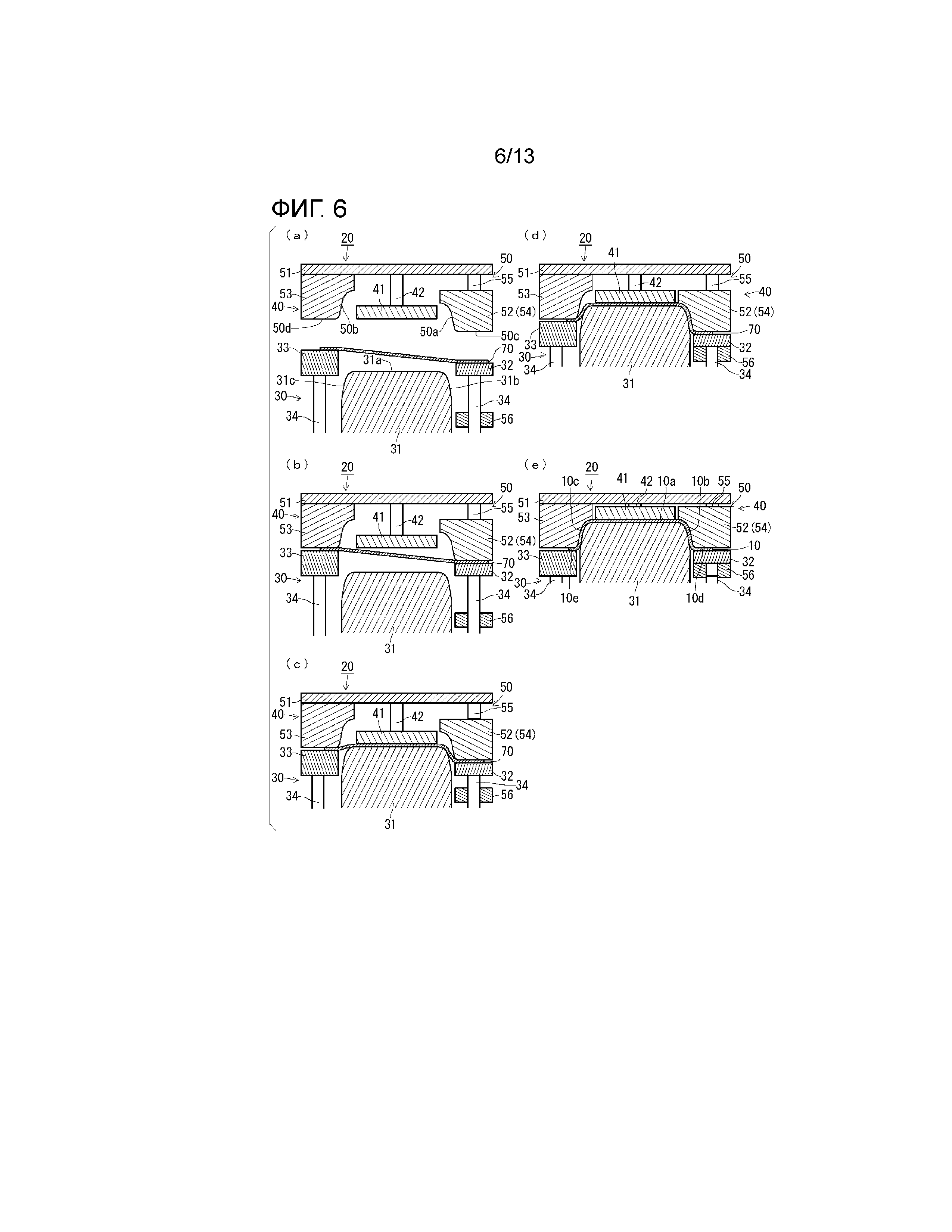
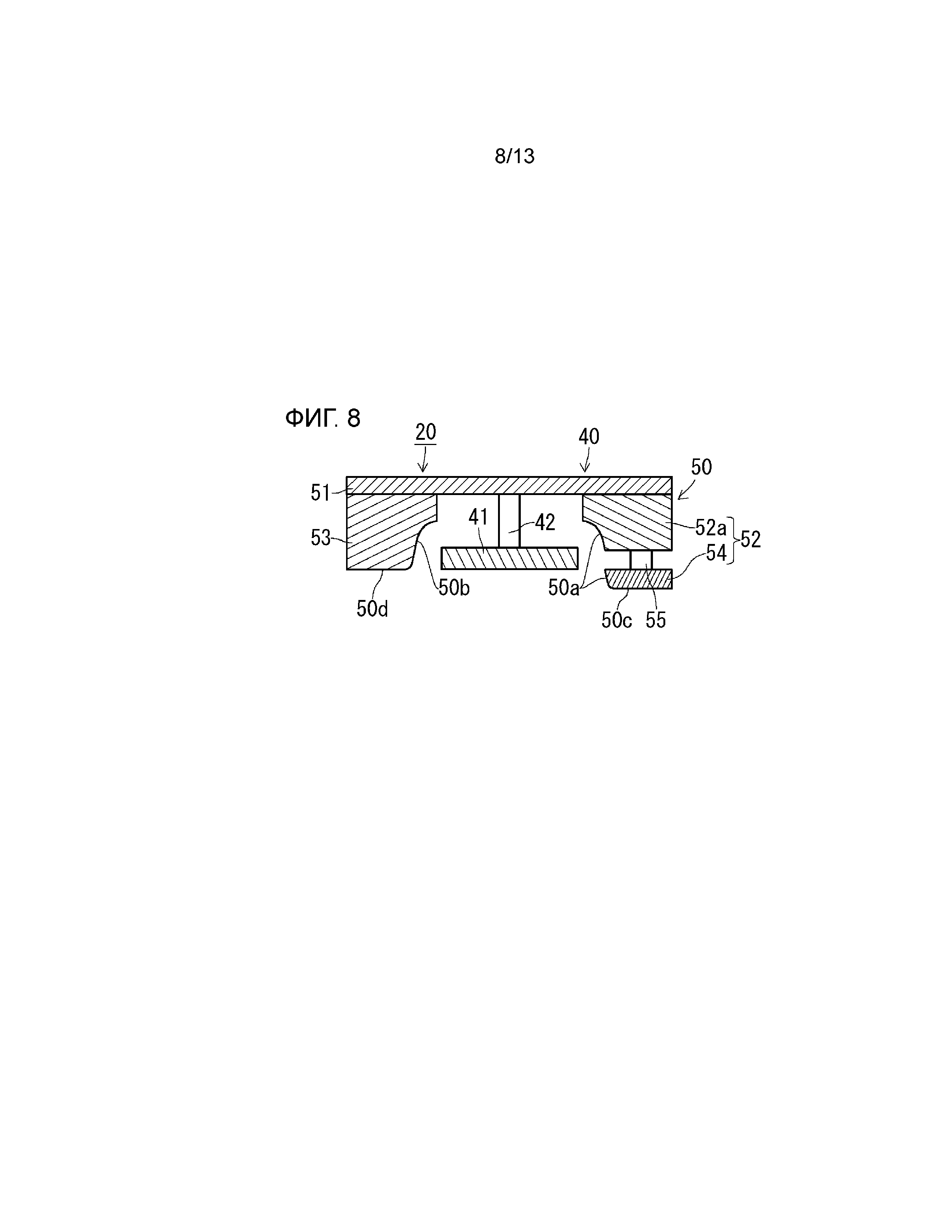
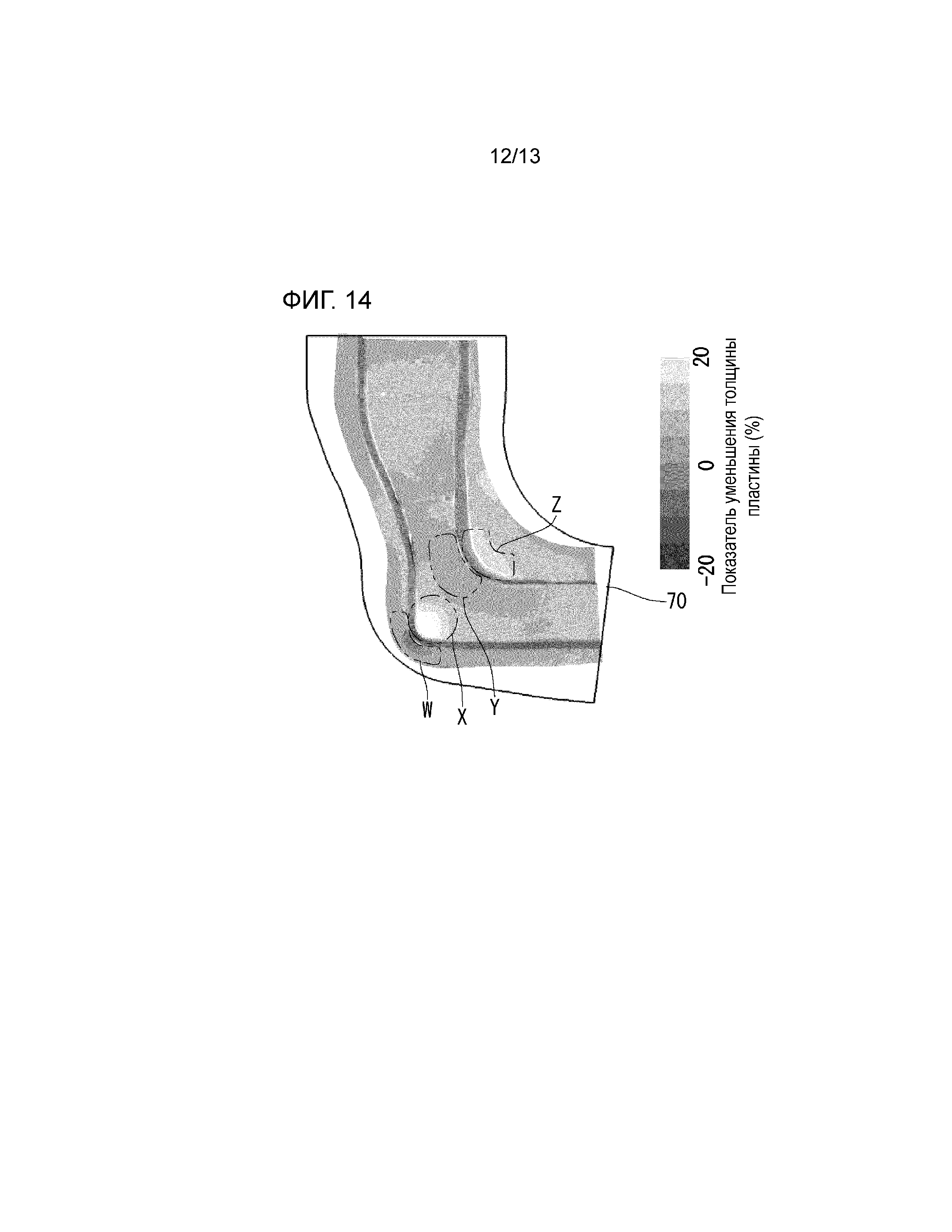
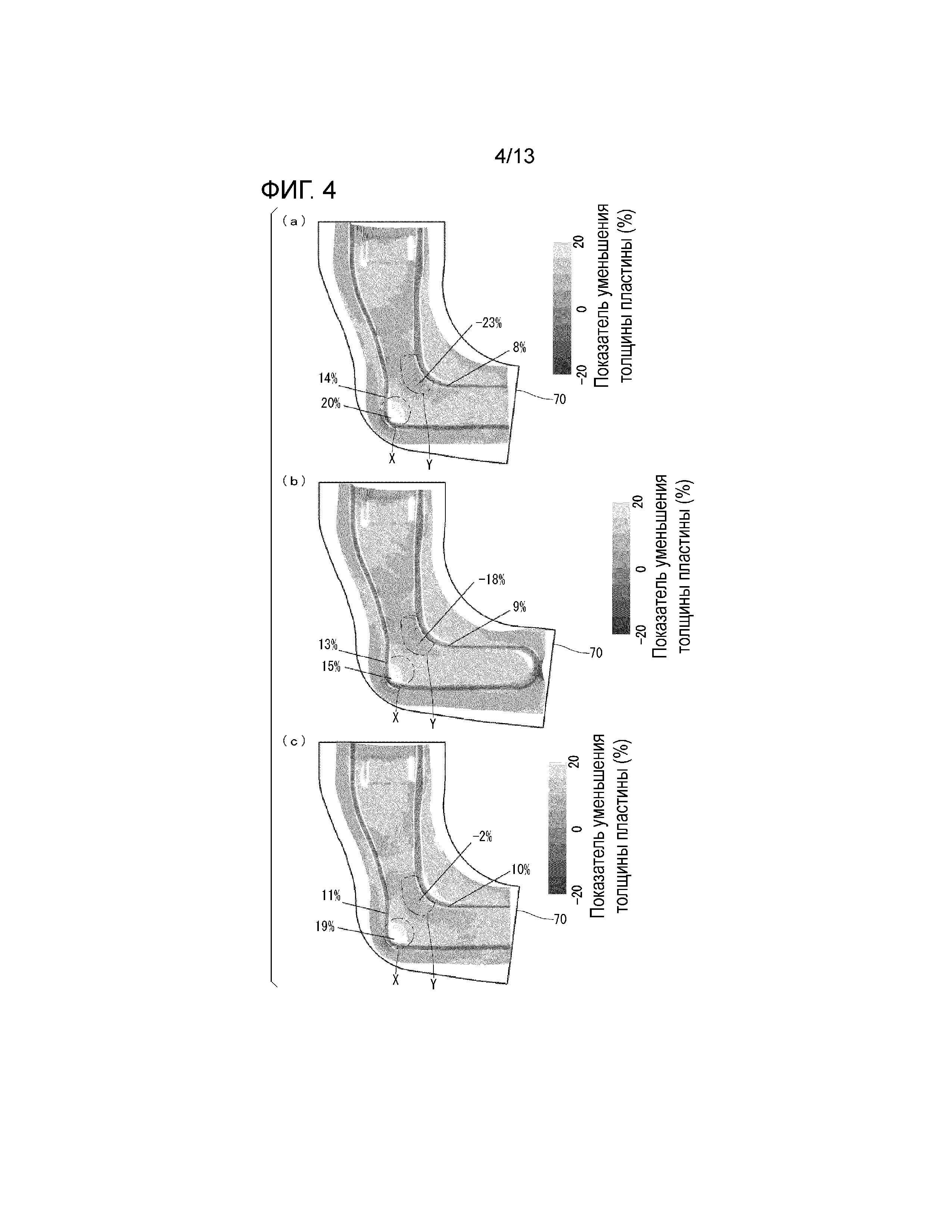
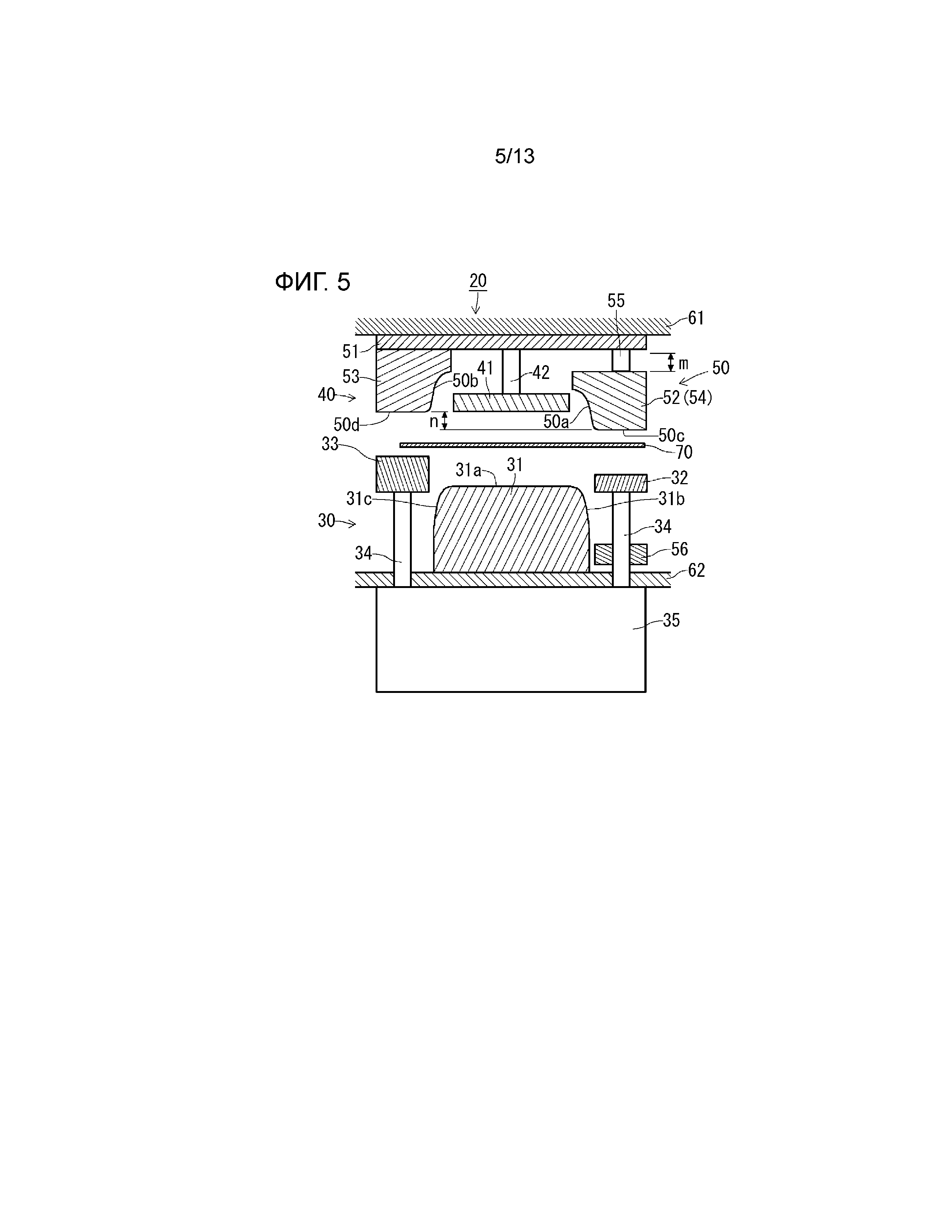
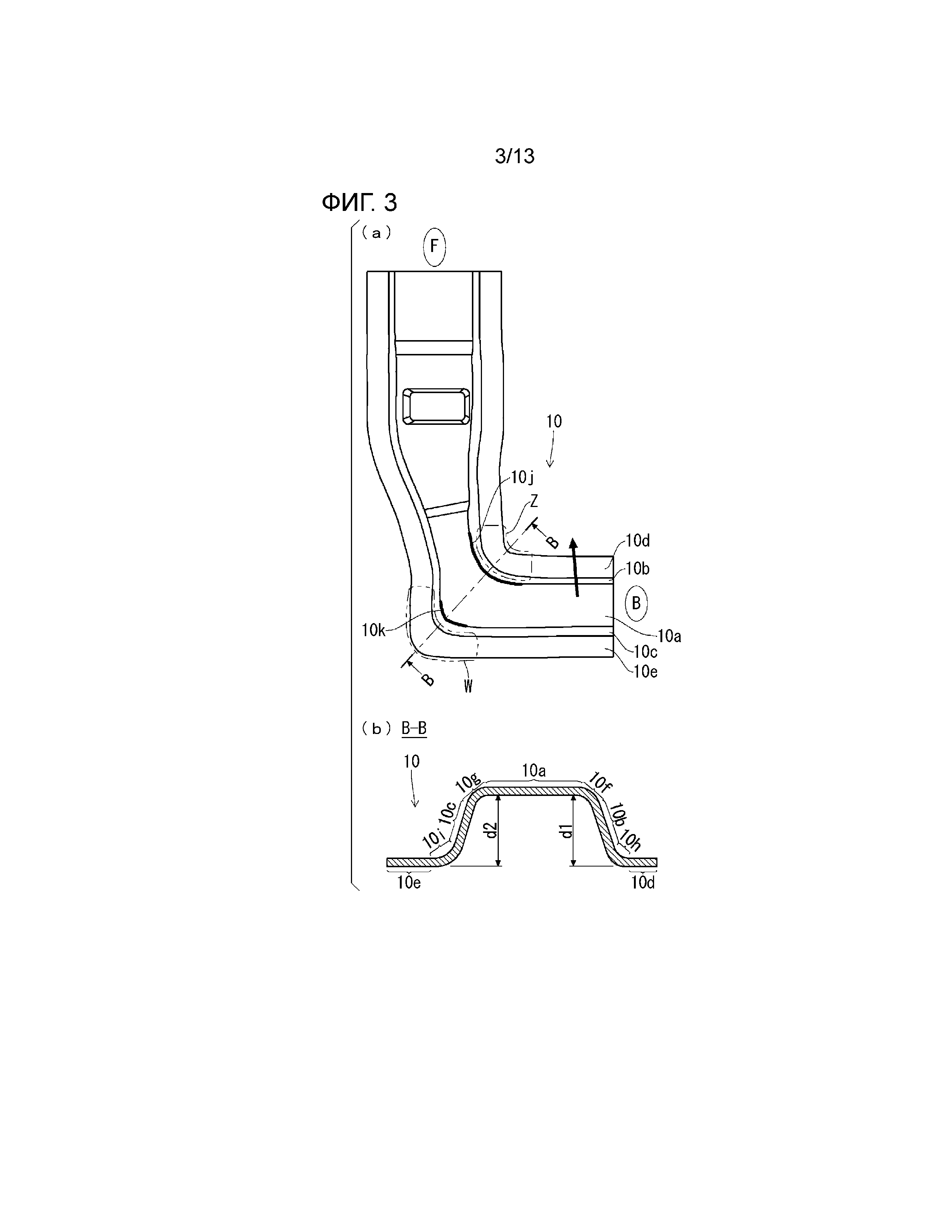
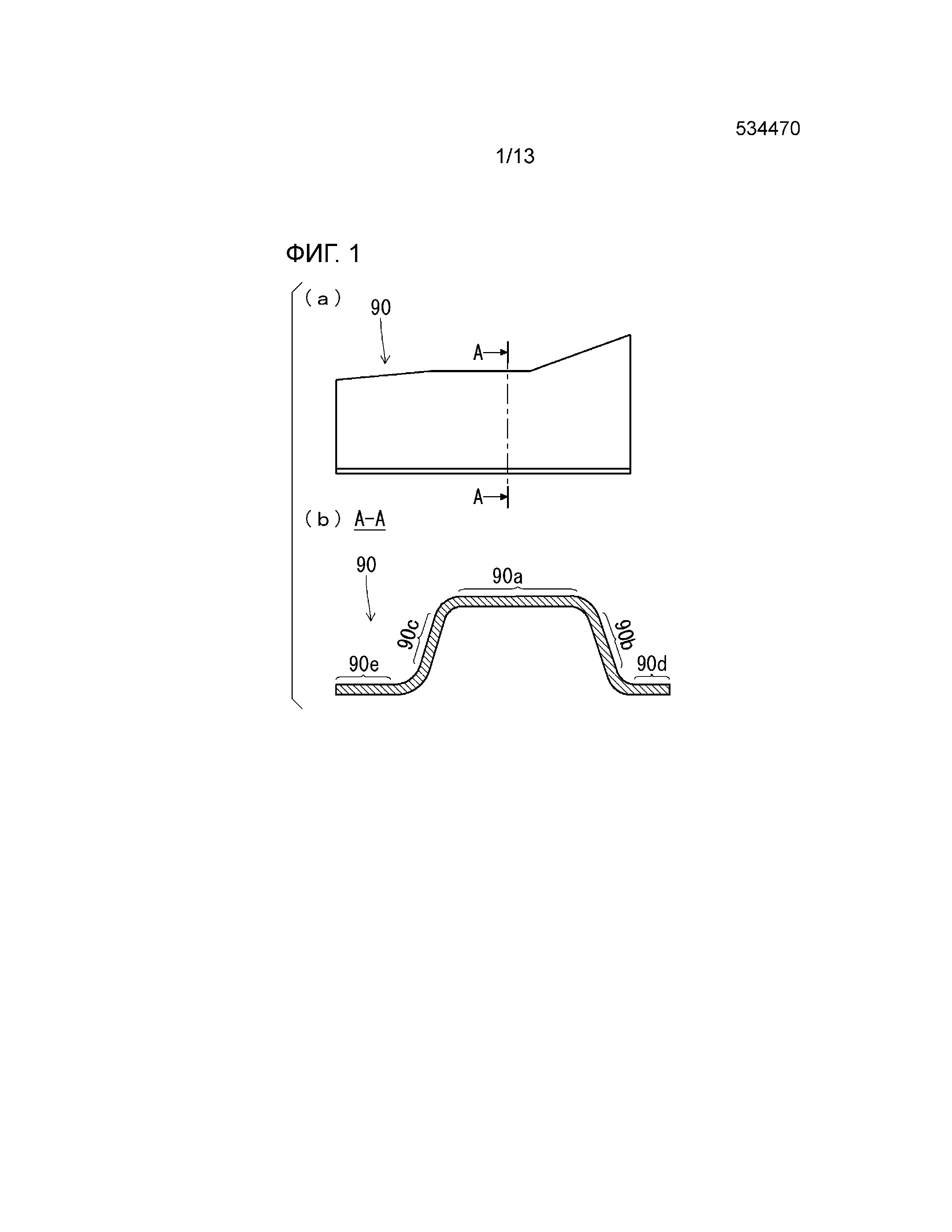
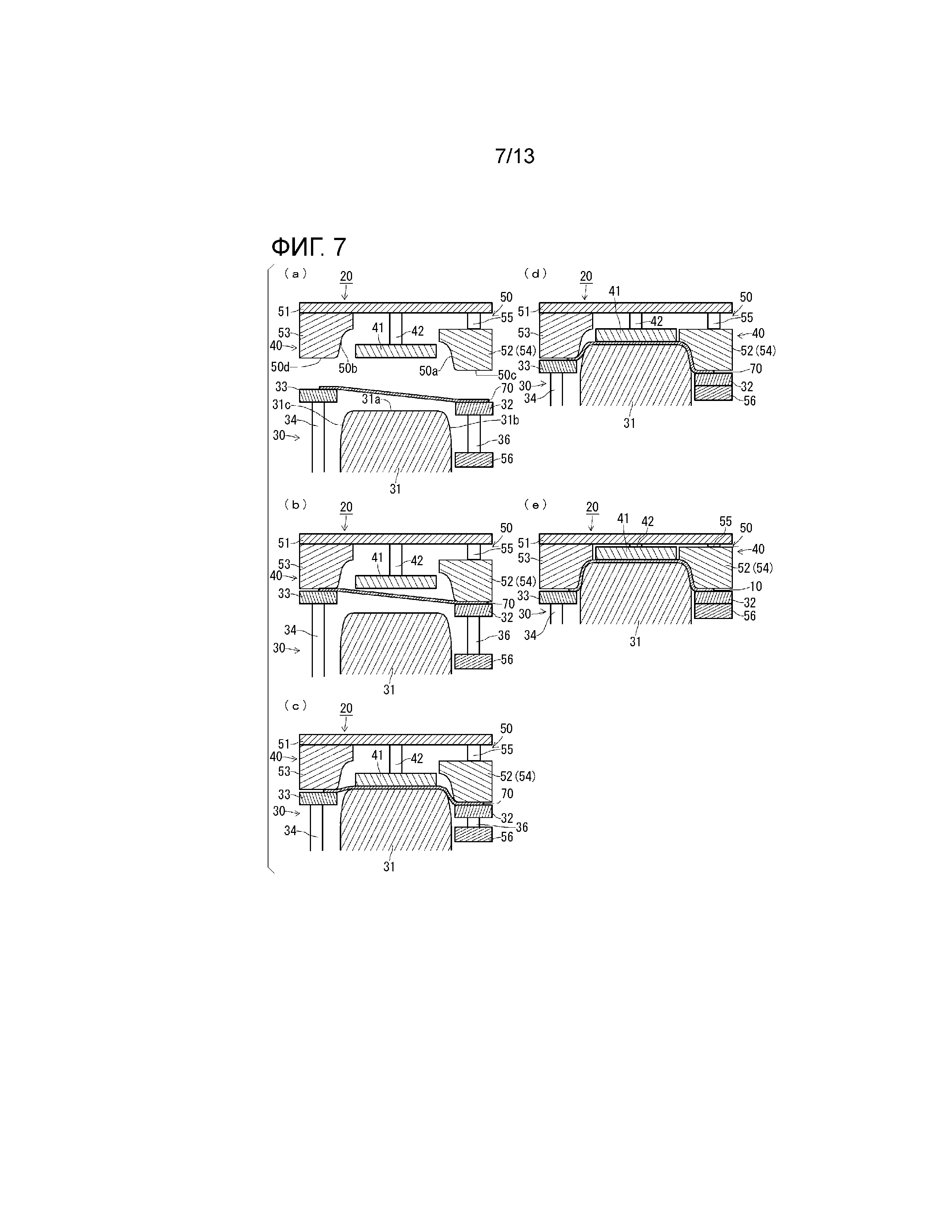
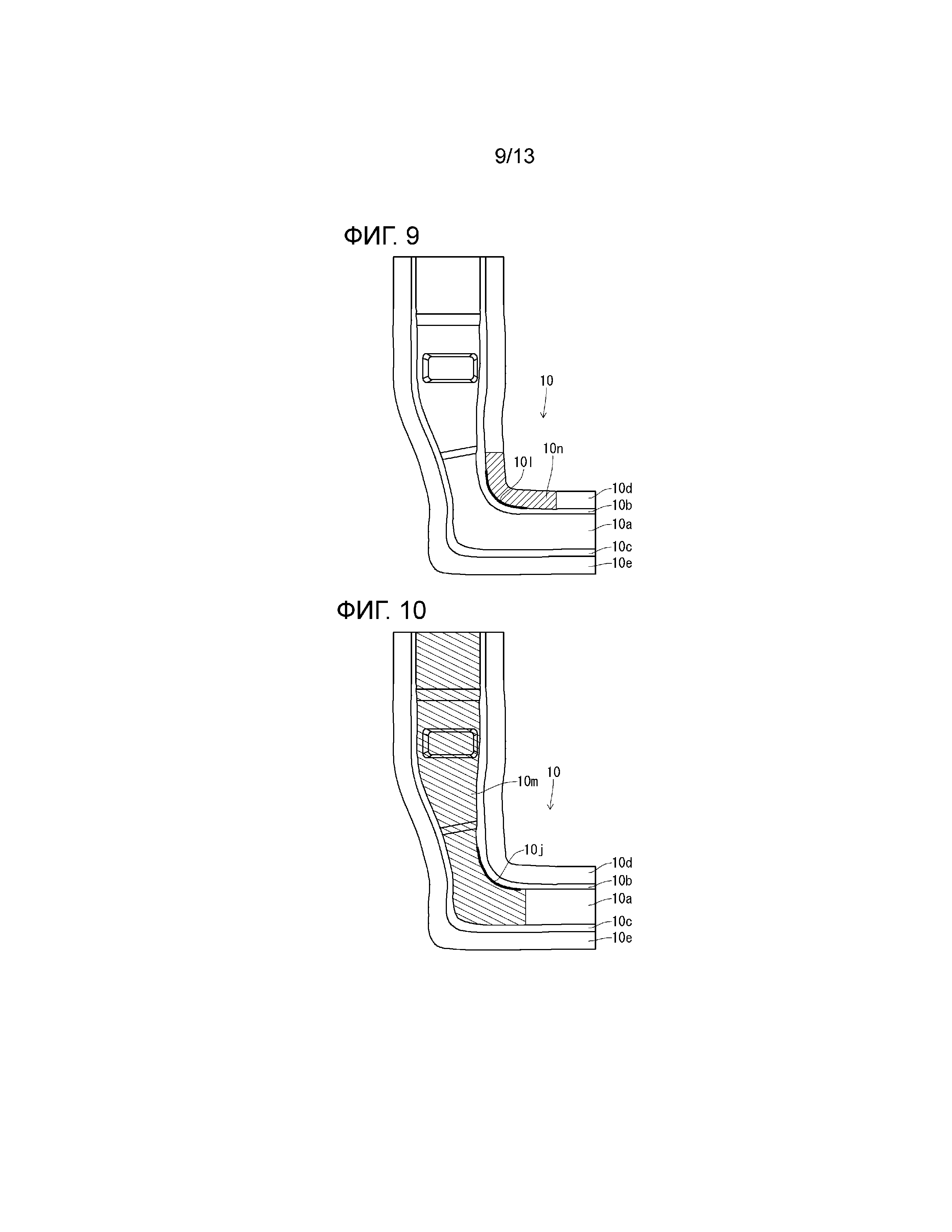
Высокопрочная нержавеющая сталь для нефтяных скважин и труба из высокопрочной нержавеющей стали для нефтяных скважин
Металлический лист c предварительно нанесённым покрытием с превосходной проводимостью и коррозионной стойкостью
Высокопрочный стальной лист, имеющий высокое сопротивление разрушению и hic
Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью, способ изготовления толстостенной сварной стальной трубы с превосходной низкотемпературной ударной вязкостью, и стальная пластина для изготовления толстостенной сварной стальной трубы
Способ штамповки компонента, имеющего l-образную форму (варианты)
Горячекатаный, холоднокатаный и плакированный стальной лист, имеющий улучшенную равномерную и локальную пластичность при высокой скорости деформации
Вращающийся трансформатор для устройства вращательной ультразвуковой дефектоскопии и устройство вращательной ультразвуковой дефектоскопии, в котором он используется
Титановый материал
Способ повторного нагрева сварной зоны рельсов
Сталь для колеса
Способ изготовления, устройство для изготовления и производственная линия для изготовления штампованных деталей
Балка бампера и транспортное средство, содержащее упомянутую балку
Способ изготовления штампованного компонента, штампованный компонент, штамп и штамповочное устройство
Способ изготовления и устройство изготовления штампованного изделия
Способ изготовления металлического листа с гребнями, металлический лист с гребнями и конструктивный элемент
Способ производства формованного продукта и формованный продукт
Способ изготовления металлического листа с гребнями, металлический лист с гребнями и конструктивный элемент
Усилитель бампера и транспортное средство, содержащее такой усилитель бампера
Способ изготовления штампованного компонента, штампованный компонент и устройство для обработки давлением
Режущее устройство и способ резания

