Результат интеллектуальной деятельности: Способ асимметричной прокатки передних концов толстых полос в клети с индивидуальным приводом валков
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано при прокатке толстых полос в клетях станов горячей прокатки с индивидуальным приводом валков.
Известен «способ лыжеобразования слитка на реверсивном стане горячей прокатки с индивидуальным приводом валков», в котором для защиты станинных роликов от ударов прокатываемым слитком необходимо обеспечить некоторый изгиб вверх выходящего из валков слитка («лыжеобразование»), который достигается за счет установки превышения скорости вращения нижнего рабочего валка над скоростью вращения верхнего до момента захвата слитка и доведения этой разности скоростей до нуля после окончания процесса лыжеобразования, причем рассогласование скоростей изменяют в зависимости от величины скорости (см. авторское свидетельство СССР №528974, М. кл.2 В21В 37/72, опубл. 23.02.1977 г.). Недостатками известного технического решения является низкая надежность и неустойчивость работы. Это связано с тем, что направление изгиба переднего конца раската определяется большим набором параметров прокатки и асимметрии по толщине полосы: соотношение диаметров и скоростей верхнего и нижнего валков, распределение температуры раската по высоте, соотношение количества окалины на верхней и нижней поверхностях раската, положения проводок клети относительно валков, «свала» валков, уровня температура прокатки, величины пластического изгиба раската в вертикальной плоскости, величины обжатия и т.п. - см. например, Целиков А.И., Никитин Г.С., Рокотян С.Е. Теория продольной прокатки. М.: Металлургия, 1980 г., с. 214-225. Оператор стана для каждой полосы достоверно не знает все эти параметры (особенно связанные с распределением температуры и окалины), и поэтому вероятны ситуации, когда происходит непредсказуемый чрезмерный изгиб переднего конца раската вверх, например, как на фиг. 1, что приводит к аварийной поломке оборудования за клетью и простоям стана. Этот отрицательный опыт вынуждает технологический персонал настраивать рассогласование скоростей валков так, чтобы раскат изгибался преимущественно вниз (фиг. 2) с возможностью компенсации редкого непредсказуемого изгиба раската вверх. Это приводит к силовому контакту раската со станинными роликами и роликами рольгангов и, в конце концов, через некоторое время к аварийным поломкам роликов.
Известен способ ассиметричной прокатки передних концов толстых листов на реверсивных станах (патент РФ №2486974, В21В 1/22, опубл. 10.07.2013 г.) В этом техническом решении для управления вертикальным изгибом переднего конца раската применяют фактор кинематической асимметрии - рассогласование скоростей рабочих валков. Для этого на переднем участке раската длиной не более 1500 мм создают рассогласование скоростей валков, величина которого зависит от обжатия за проход, толщины и температуры слитка (раската). Данный способ, по нашему мнению, наиболее близок к предлагаемому и, поэтому, принят за прототип. Недостатком данного технического решения является отсутствие достоверной информации о толщине, температуре и распределении температуры по толщине металла из-за наличия окалины и воды на его поверхности, а также соотношении количества окалины сверху и снизу слитка (раската). Поэтому, аналогично уже описанной выше ситуации, из-за неопределенности некоторых технологических параметров слитка (раската) у обслуживающего персонала существует опасение получить чрезмерный, приводящий к аварии изгиб переднего конца раската вверх, подобно фиг. 1, что вынуждает персонал преднамеренно изгибать раскат вниз, разбивая ролики рольганга.
В заявленном способе асимметричной прокатки передних концов толстых полос в клети с индивидуальным приводом валков решается задача управляемого изгиба переднего конца раската вверх для безударного транспортирования раската по роликам рольганга и с гарантированным исключением чрезмерного изгиба длинного переднего конца вверх, чреватым аварийной ситуацией. Данная задача решается за счет того, что в способе асимметричной прокатки передних концов толстых полос в клети с индивидуальным приводом валков, включающем обжатие металла с различной скоростью валков, рассогласование скоростей верхнего и нижнего валков задают для двух зон прокатки переднего конца раската: в первой зоне перед входом металла в валки, скорость нижнего валка превышает скорость верхнего валка и на протяжении прокатки переднего конца раската в этой зоне с заданной длиной, но не больше 2-5 толщин раската, уменьшают величину этого превышения вплоть до отрицательных значений, но больше -15%, а затем, на протяжении следующей второй зоны, также с заданной длиной, но не больше 2-5 толщин, выравнивают линейные скорости валков.
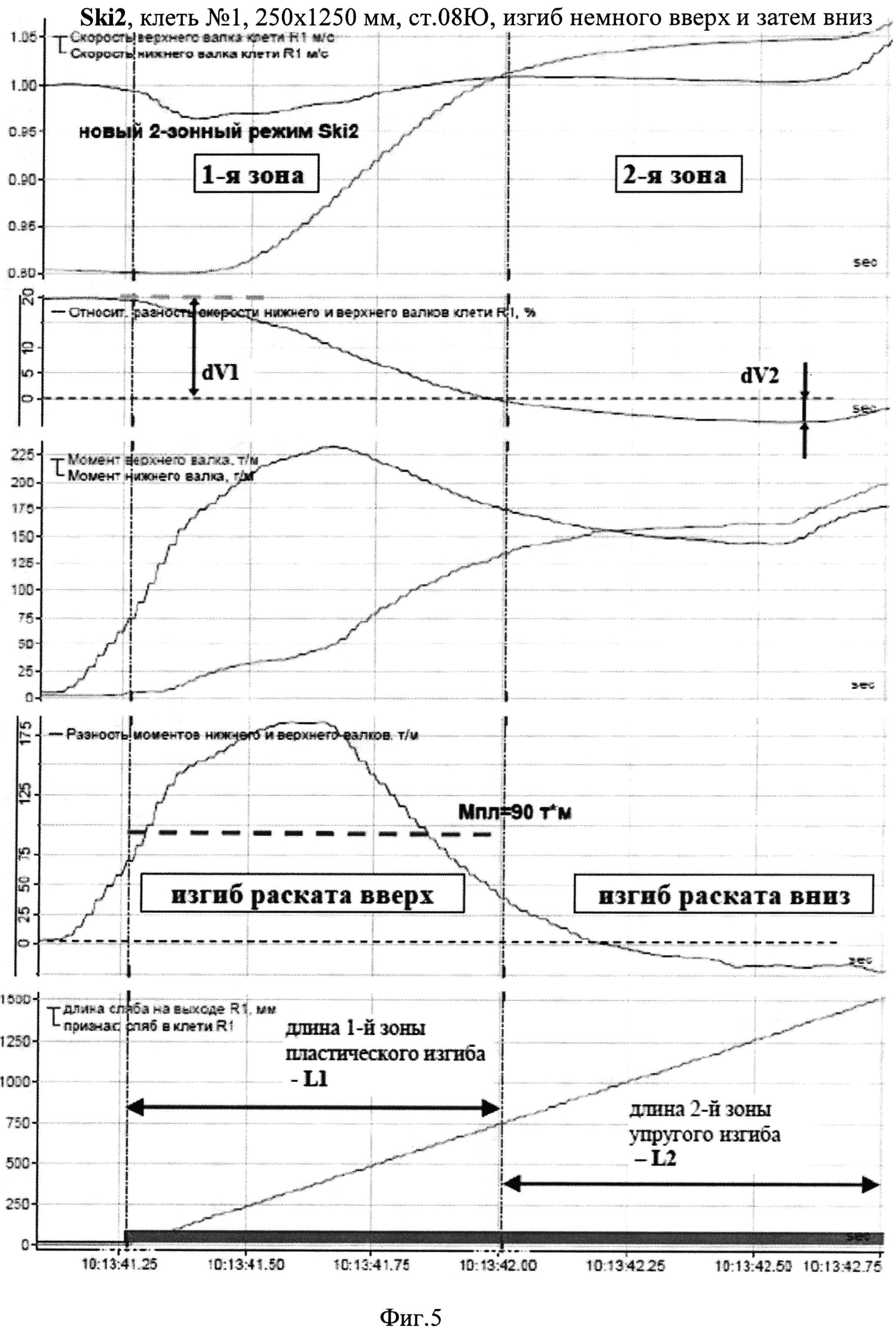
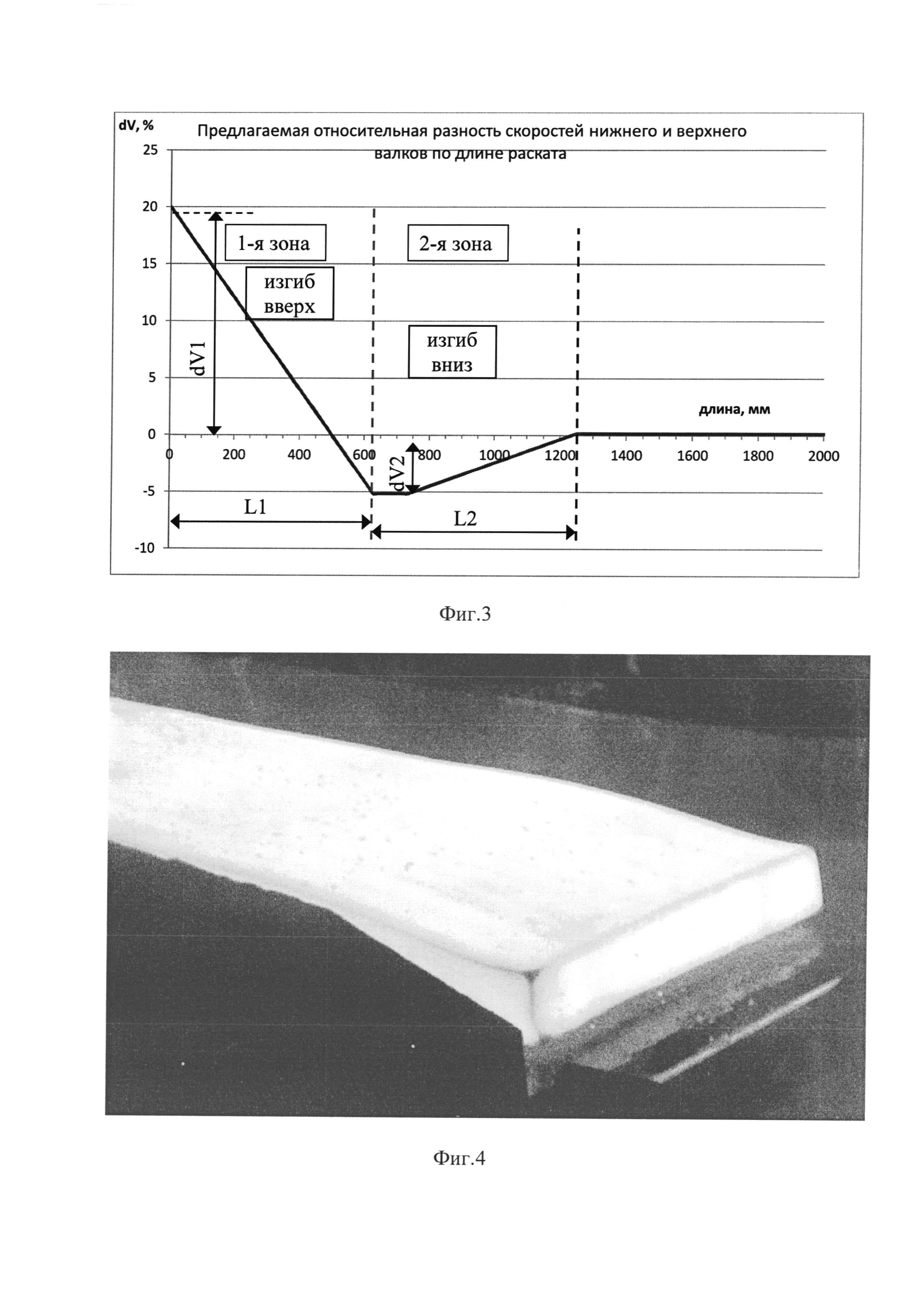
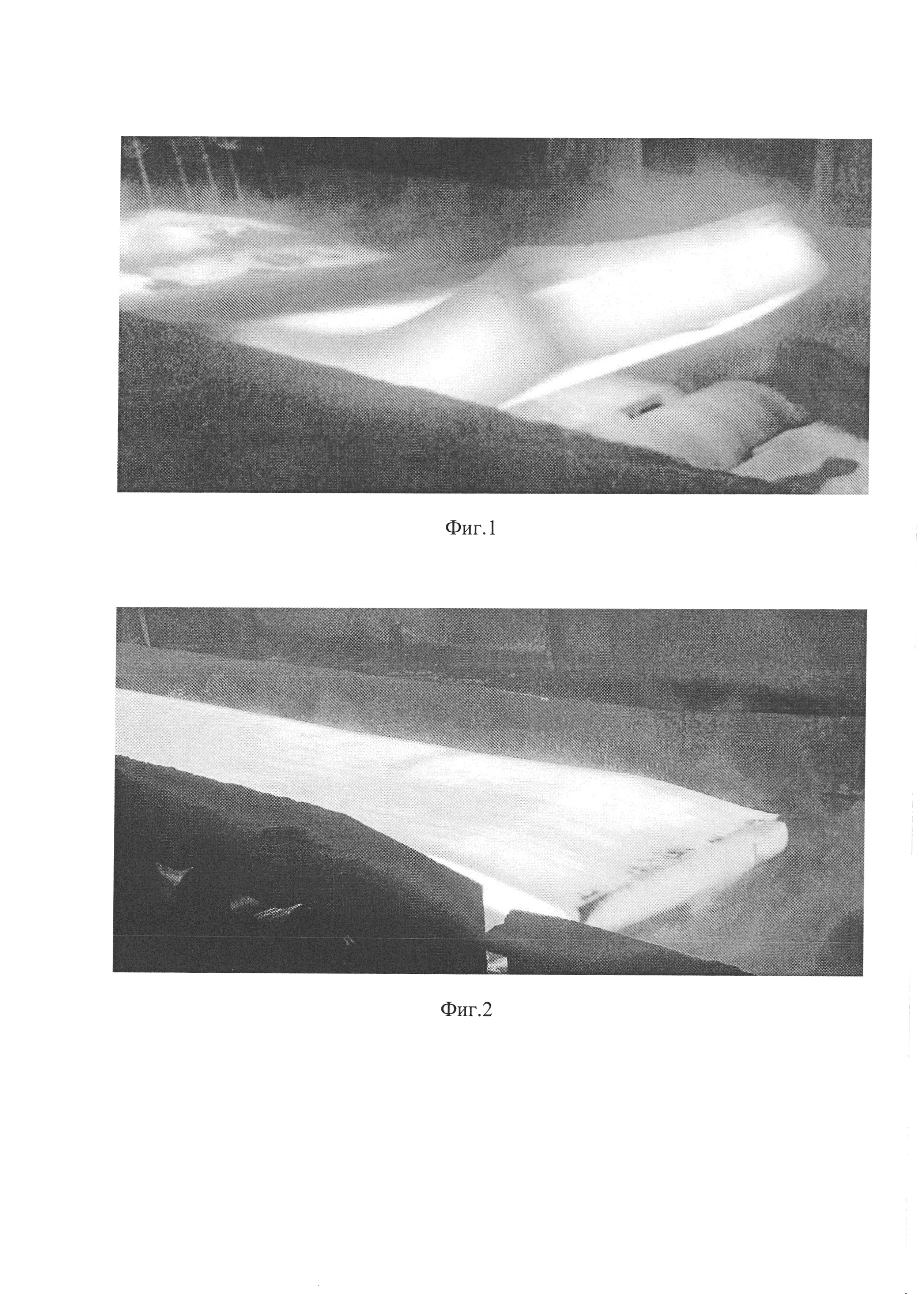
На фиг. 1 и фиг. 2 приведены фотографии чрезмерного изгиба переднего конца раската вверх, приводящего к аварийной ситуации, и типового изгиба раската вниз, транспортировка которого по рольгангу сопровождается ударами о ролики, соответственно, при использовании известных способов асимметричной прокатки толстых полос в клети с индивидуальным приводом. На фиг. 3 приведен пример изменения относительной разности скоростей валков (рассогласование скоростей) по предлагаемому способу. На фиг. 4 приведена фотография переднего конца раската при опробовании предлагаемого способа в клети №1 стана 2000 ПАО «НЛМК». На фиг. 5 представлены тренды сигналов с системы диагностики ibaPDA, иллюстрирующие пример реализации предлагаемого способа прокатки.
Предлагаемый способ прокатки осуществляется следующим образом.
Перед прокаткой слитка в клети с индивидуальным приводом валков с обжатием с различной скоростью валков устанавливают в первой зоне превышение линейной скорости нижнего над скоростью верхнего валка dV1 (относительная разность линейных скоростей нижнего и верхнего валков). На фиг. 3 на холостом ходу до захвата металла валками dV1=20% - скорость нижнего валка больше скорости верхнего. После начала прокатки передний конец раската под воздействием скоростной асимметрии на этом участке изгибается вверх в направлении от более «скоростного» валка. В это время начинают интенсивно уменьшать первоначальное превышение скорости dV1. И на протяжении прокатки раската в первой зоне длиной L1, равной 2-5 толщин раската, доводят превышение скоростей вплоть до отрицательной величины dV2= -5% к концу зоны, т.е. скорость верхнего валка становится больше скорости нижнего - фиг. 3. Во второй зоне раскат под воздействием скоростной асимметрии при прокатке стремится изогнуться вниз. На протяжении длины L2 этой зоны длиной также 2-5 толщин раската рассогласование скоростей валков уменьшают до нуля, т.е. выравнивают скорости валков. И так продолжают прокатку до конца раската. Передний конец раската с гарантией изгибается вверх на коротком участке длиной около L1 и безударно транспортируется по роликам рольганга. Технологический персонал не опасается увеличивать рассогласование скоростей в 1-й зоне для гарантированного изгиба раската вверх и при этом ошибиться в выборе величины рассогласования вплоть до создания аварийной ситуации из-за чрезмерного изгиба конца раската вверх, так как выбранная короткая длина 1-й зоны и изгиб раската вниз во 2-й зоне предохраняют от чрезмерного изгиба раската вверх. Основные параметры двухзонного режима асимметричной прокатки: dV1, L1, dV2 и L2 определяются экспериментально. Также опытным путем получено, что разность скоростей dV2 в конце первой зоны устанавливать меньше (-15%) не требуется.
Предлагаемый способ был реализован в черновой реверсивной клети №1 широкополосного стана 2000 ПАО «НЛМК», имеющей индивидуальный привод валков, с помощью специально разработанной в соответствии с заявляемым способом системы автоматического управления скоростным режимом валков Ski2 (системы «лыжеобразование» переднего конца раската). На графиках технологических параметров из системы диагностики ibaPDA (фиг. 5) видно, что перед началом первого прохода прокатки сляба 250×1250 мм на толщину 215 мм (левый вертикальный маркер) относительная разность скоростей нижнего и верхнего валков клети R1 равнялась dV1= 20%. На протяжении прокатки раската в 1-й зоне длиной L1= 750 мм разность скоростей, в соответствии с заявленным способом, изменили до dV2= -5%. Затем в течение 2-й зоны длиной L2= 750 мм скорости валков были выравнены, и разность скоростей стала близка нулю. Кроме того, на фиг. 5 видно, что разность моментов нижнего и верхнего валков (dM) в 1-й зоне достигает 175 т⋅м, что превышает расчетный момент пластического изгиба раската в вертикальной плоскости  σs = 90 т⋅м, где В - ширина раската, h - толщина раската, σs - предел текучести материала раската (см. например, Дмитриев В.А. Детали машин. Л.: Судостроение, 1970, с. 47). Раскат под действием момента dM пластически изгибается вверх на переднем участке длиной около L1 - см. фотографию раската на фиг. 4. Во 2-й зоне разность моментов становится отрицательной dM = -20 т⋅м, так как момент от верхнего валка превышает момент нижнего валка - фиг. 5. Но эта разность моментов dM по величине меньше момента пластического изгиба Мпл равного 90 т⋅м. Раскат под действием dM в 2-й зоне упруго изгибается вниз на длине порядка L2 - фиг. 4. Раскат с небольшим управляемым изгибом вверх мягко транспортируется по рольгангам, не разбивая ролики, устраняется вероятность аварийной ситуации из-за чрезмерного изгиба раската вверх.
σs = 90 т⋅м, где В - ширина раската, h - толщина раската, σs - предел текучести материала раската (см. например, Дмитриев В.А. Детали машин. Л.: Судостроение, 1970, с. 47). Раскат под действием момента dM пластически изгибается вверх на переднем участке длиной около L1 - см. фотографию раската на фиг. 4. Во 2-й зоне разность моментов становится отрицательной dM = -20 т⋅м, так как момент от верхнего валка превышает момент нижнего валка - фиг. 5. Но эта разность моментов dM по величине меньше момента пластического изгиба Мпл равного 90 т⋅м. Раскат под действием dM в 2-й зоне упруго изгибается вниз на длине порядка L2 - фиг. 4. Раскат с небольшим управляемым изгибом вверх мягко транспортируется по рольгангам, не разбивая ролики, устраняется вероятность аварийной ситуации из-за чрезмерного изгиба раската вверх.
Использование предлагаемого способа прокатки толстых полос в клетях с индивидуальным приводом валков позволяет снизить количество застреваний и аварийных поломок оборудования стана из-за неуправляемого изгиба раската на выходе из клетей вверх или вниз.
Способ асимметричной прокатки передних концов толстых полос в клети с индивидуальным приводом валков, включающий обжатие металла с рассогласованием линейных скоростей верхнего и нижнего валков, отличающийся тем, что рассогласование скоростей верхнего и нижнего валков задают для двух зон прокатки переднего конца раската, при этом перед входом металла в валки скорость нижнего валка устанавливают с превышением скорости верхнего валка, на протяжении первой зоны прокатки, длина которой составляет 2-5 толщин раската, уменьшают величину указанного превышения вплоть до отрицательных значений более -15%, а затем, на протяжении второй зоны прокатки, длина которой составляет 2-5 толщин раската, линейные скорости валков выравнивают.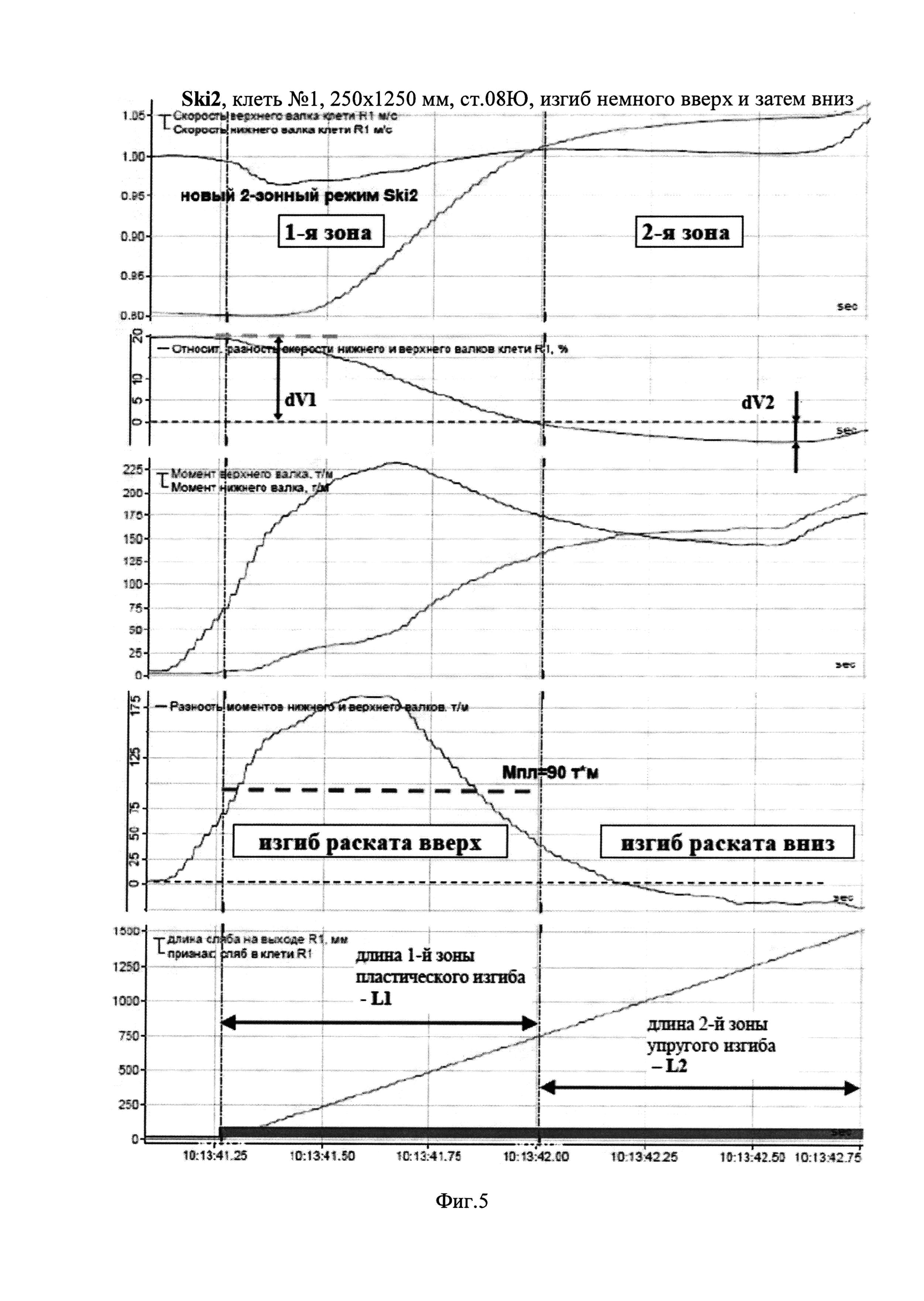
Установка придоменной грануляции шлака
Зажигательный горн агломерационной машины
Проволока для внепечной обработки металлургических расплавов
Способ производства электротехнической анизотропной стали с высокими характеристиками адгезии и коэффициента сопротивления электроизоляционного покрытия
Способ производства конструкционной низколегированной стали
Способ управления прокаткой полосы в непрерывной группе клетей широкополосного стана
Способ производства полупроцессной электротехнической изотропной стали с низкими удельными магнитными потерями
Способ ремонта тракта горячего дутья доменной печи
Способ определения уровня металла спокойной ванны конвертера
Способ производства коррозионностойкого окрашенного стального проката с цинк-алюминий-магниевым покрытием
Способ прокатки полос из трансформаторной стали и стан для холодной прокатки
Способ управления прокаткой полосы в непрерывной группе клетей широкополосного стана
Ролик рольганга преимущественно станов горячей прокатки
Ролик петледержателя

