Результат интеллектуальной деятельности: УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ РАСПЛАВЛЕННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
В этой заявке заявлен приоритет по заявке на патент США с порядковым № 13/792929, поданной 11 марта 2013 года, и заявлен приоритет по заявке на патент США с порядковым № 14/169665, поданной 31 января 2014 года, раскрытия которых полностью включены в настоящую заявку посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
ОБЛАСТЬ ТЕХНИКИ
Настоящее описание изобретения в целом относится к оборудованию и способам центробежного литья. Настоящее описание изобретения относится, более конкретно, к оборудованию и способам центробежного литья металлических материалов.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
Литье металлов обычно включает подачу порции расплавленного металлического материала в статическую или центробежную изложницу и обеспечение возможности остывания материала с получением отливки, имеющей форму изложницы. Отливки могут быть отлиты близкими к заданной форме, либо могут быть дополнительно модифицированы в последующих доработках ковкой или механической обработкой для получения конечных деталей. При фазовом переходе из жидкого состояния в твердое, металлические материалы сжимаются, что может приводить к получению отливок с неконтролируемой усадочной пористостью, особенно в трудных для литья металлических материалах, таких как, например, сплавы на основе алюминида титана (TiAl) и другие материалы TiAl. Усадочная пористость неотъемлемо связана с фундаментальными механизмами затвердевания и может негативно воздействовать как на микроструктуру отливки, так и на выход литья. В общем случае, минимизированную внутреннюю пористость можно уменьшить при помощи такого способа обработки как горячее изостатическое прессование (HIP). Тем не менее, неконтролируемая внутренняя пористость может приводить к искажениям поверхности, влияющим на качество поверхности отливки, и к повышению производственных затрат. Неконтролируемая внутренняя пористость может также оказываться на поверхности, когда отливки делят на части или отделяют от литейных деталей. Когда поры выходят на поверхность, современные технологии обработки могут оказаться непригодными для многих сфер применения литья. Например, способы обработки поверхности, предназначенные для заполнения или закрытия пор, могут оказаться непригодными в аспекте сохранения целостности отливки, что может пагубно влиять на механические свойства литого материала. Способы, включающие съем материала, такие как обработка резанием для удаления наружной пористости, могут также уменьшать выход литья и вскрывать дополнительные поры.
Традиционные литейные технологии для литья различных металлических материалов, таких как сплавы на основе алюминида титана, не приспособлены для управления пористостью таким образом, чтобы сосредоточивать ее внутри отливки, обеспечивая удаление пор как от поверхности отливки, так и от зон отливки, которые могут впоследствии подвергаться резке. Например, другие авторы описали изготовление профилей из алюминида титана при помощи последовательного применения технологий статического литья и вакуумно-дугового переплава. Тем не менее, технология статического литья приводит к появлению значительной пористости, которую невозможно удалить при помощи горячего изостатического прессования (HIP). Другие авторы описали также способы центробежного литья для изготовления отливок из алюминида титана, в которых требуется подавать расплавленный материал в центрифугу до того, как центрифуга достигнет числа оборотов. Однако скорость остывания и затвердевания контролировать трудно, что очевидно из условий способа раздельного нагрева и отдельной изложницы для каждой литой детали. Хотя сообщалось и о различных других способах центробежного литья, ни один из них не пригоден для должного управления усадочной пористостью.
Принимая во внимание недостатки, связанные с традиционными технологиями литья металлических материалов, включая способ центробежного литья, представляется полезным разработать усовершенствованные способы литья металлических материалов.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ТЕХНОЛОГИИ
В соответствии с одним аспектом настоящего описания, в неограничивающем варианте реализации изобретения устройство для центробежного литья включает вращающийся узел, выполненный с возможностью вращения вокруг оси вращения. Вращающийся узел включает канал вертикального литника, расположенный вокруг оси вращения и предназначенный для приема порции расплавленного материала. Первый и второй питатели расположены таким образом, чтобы принимать расплавленный материал из канала вертикального литника в основном направлении центробежной силы. Первая и вторая полости находятся друг над другом и расположены таким образом, чтобы принимать расплавленный материал, соответственно, из первого и второго питателей в основном направлении центробежной силы.
В соответствии с другим аспектом настоящего описания, в неограничивающем варианте реализации изобретения устройство для центробежного литья включает переднюю сторону, выполненную с возможностью принимать порцию расплавленного материала, заднюю сторону, первую и вторую полости. Каждая из первой и второй полостей проходит от передней стороны в направлении задней поверхности, и обе они ограничены боковыми стенками и задней стенкой, примыкающей к задней стороне изложницы. Первая и вторая полости находятся друг над другом и выполнены с возможностью принимать расплавленный материал в основном направлении центробежной силы. Изложница выполнена с возможностью раздельной изоляции первой и второй полостей так, чтобы скорость теплоотвода от расплавленного материала у задних стенок была выше, чем у боковых стенок, чтобы содействовать направленному затвердеванию от задней стенки главным образом навстречу основному направлению центробежной силы.
В соответствии с другим аспектом настоящего описания, в неограничивающем варианте реализации изобретения изложница для непрерывного центробежного литья включает переднюю сторону, выполненную с возможностью приема порции расплавленного материала, заднюю сторону и первую полость, которая проходит от передней стороны в направлении задней стороны. Первая полость ограничена боковой стенкой и задней стенкой, примыкающей к задней стороне изложницы. Первый питатель, ограниченный в изложнице, расположен между передней стороной и первой полостью.
В соответствии с другим аспектом настоящего описания, способ получения отливки из металлического материала по технологии центробежного литья включает установку вращающегося узла, содержащего множество питателей и множество полостей, расположенных вокруг канала вертикального литника, таким образом, чтобы множество питателей и множество полостей были приспособлены к приему расплавленного металлического материала из канала вертикального литника в основном направлении центробежной силы. Каждый из множества питателей связан с одной из множества полостей, и по меньшей мере две из множества полостей установлены одна над другой. Кроме того, способ включает вращение вращающегося узла. Кроме того, способ включает поставку порции расплавленного металлического материала в канал вертикального литника.
В соответствии с другим аспектом настоящего описания, способ сборки устройства для центробежного литья включает помещение клина на вращающуюся ось. Способ также включает помещение по меньшей мере двух изложниц в плотное соединение с клином, где каждая из упомянутых по меньшей мере двух изложниц включает переднюю сторону и ограничивает по меньшей мере две полости, проходящие от передней стороны в изложницу. Кроме того, способ включает ограничение канала вертикального литника, выполненного с возможностью принимать расплавленный материал, где самое меньшее часть канала вертикального литника ограничивается по меньшей мере частью передних сторон упомянутых по меньшей мере двух изложниц.
В соответствии с одним аспектом настоящего описания, в варианте реализации изобретения изложница выполнена с возможностью функциональной связи с вращающимся узлом устройства для центробежного литья. Изложница может включать по меньшей мере одну полость, имеющую впускной проход, предназначенный для приема расплавленного материала в основном направлении центробежной силы, генерируемой при вращении вращающегося узла. Кроме того, питатель внутри изложницы может быть связан с впускным проходом полости, при этом питатель включает по меньшей мере один конусный участок, примыкающий к впускному проходу полости.
В соответствии с одним аспектом настоящего описания, в варианте реализации изобретения изложница выполнена с возможностью функциональной связи с вращающимся узлом устройства для центробежного литья. Изложница может включать по меньшей мере одну полость, имеющую впускной проход, предназначенный для приема расплавленного материала в основном направлении центробежной силы, генерируемой при вращении вращающегося узла. Кроме того, изложница может иметь расширенный питатель, связанный с впускным проходом полости, и полость может быть выполнена с возможностью производства литого компонента, пригодного для подразделения на многочисленные подкомпоненты с заданным соотношением сторон.
В соответствии с одним аспектом настоящего описания, в варианте реализации изобретения изложница выполнена с возможностью функциональной связи с вращающимся узлом устройства для центробежного литья. Изложница может включать по меньшей мере две полости, каждая из которых имеет впускной проход, предназначенный для приема расплавленного материала в основном направлении центробежной силы, генерируемой при вращении вращающегося узла. Полости могут совместно использовать общий питатель, связанный с обоими впускными проходами полостей.
В соответствии с одним аспектом настоящего описания, в варианте реализации изобретения изложница выполнена с возможностью функциональной связи с вращающимся узлом устройства для центробежного литья. Изложница может включать по меньшей мере одну полость, имеющую впускной проход, предназначенный для приема материала в основном направлении центробежной силы, генерируемой при вращении вращающегося узла. Кроме того, изложница может включать часть основного корпуса, содержащую первый материал, и часть задней стенки, присоединяемую к или отсоединяемую от части основного корпуса, при этом часть задней стенки содержит второй материал. Первый и второй материалы могут быть материалами разных типов.
В соответствии с одним аспектом настоящего описания, в варианте реализации изобретения изложница выполнена с возможностью функциональной связи с вращающимся узлом устройства для центробежного литья. Изложница может включать по меньшей мере одну полость, имеющую впускной проход, предназначенный для приема материала от питателя в основном направлении центробежной силы, генерируемой при вращении вращающегося узла. Кроме того, может быть сформирован паз, примыкающий к впускному проходу полости, при этом паз выполнен с возможностью вставки и извлечения из него боковой стенки питателя.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Конструктивные особенности и преимущества описанных в данном документе устройств и способов будет проще понять при обращении к приложенным чертежам, на которых:
ФИГ. 1 иллюстрирует полусхематическое изображение вращающегося узла обычной установки для центробежного литья;
ФИГ. 2 иллюстрирует упрощенное полусхематическое изображение определенных компонентов вращающегося узла устройства для центробежного литья в соответствии с различными неограничивающими вариантами реализации изобретения в соответствии с данным описанием;
ФИГ. 3 иллюстрирует вид в перспективе определенных компонентов вращающегося узла устройства для центробежного литья в соответствии с различными неограничивающими вариантами реализации изобретения в соответствии с данным описанием;
ФИГ. 4 иллюстрирует частично развернутый вид в перспективе определенных компонентов вращающегося узла, показанного на ФИГ. 3, в соответствии с одним неограничивающим вариантом реализации изобретения в соответствии с данным описанием;
ФИГ. 5 иллюстрирует частично развернутый вид в перспективе определенных компонентов вращающегося узла, показанного на ФИГ. 3, иллюстрирующий стол, клин и ограничительное кольцо в поперечном сечении, сделанном по линии 5-5 и в направлении стрелок на ФИГ. 3, в соответствии с одним неограничивающим вариантом реализации изобретения, приведенным в данном описании;
ФИГ. 6 иллюстрирует вид в перспективе определенных компонентов вращающегося узла устройства для центробежного литья в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании;
ФИГ. 7 иллюстрирует поперечное сечение, сделанное по линии 7-7 в направлении стрелок на ФИГ. 6, иллюстрирующее определенные компоненты вращающегося узла, показанного на ФИГ. 6 в соответствии с одним неограничивающим вариантом реализации изобретения, приведенным в данном описании;
ФИГ. 8 иллюстрирует вид спереди изложницы в соответствии с одним неограничивающим вариантом реализации изобретения, приведенным в данном описании;
ФИГ. 9 иллюстрирует вид в перспективе определенных компонентов вращающегося узла устройства для центробежного литья в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании;
ФИГ. 10 иллюстрирует вид в перспективе поперечного сечения изложницы в соответствии с одним неограничивающим вариантом реализации изобретения, приведенным в данном описании;
ФИГ. 11 иллюстрирует вид в перспективе изложницы в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании;
ФИГ. 12 иллюстрирует вид в перспективе поперечного сечения через первую полость изложницы, показанной на ФИГ. 11, в соответствии с одним неограничивающим вариантом реализации изобретения, приведенным в данном описании;
ФИГ. 13 иллюстрирует вид в перспективе поперечного сечения через вторую полость изложницы, показанной на ФИГ. 11, в соответствии с одним неограничивающим вариантом реализации изобретения, приведенным в данном описании;
ФИГ. 14 иллюстрирует вид в перспективе поперечного сечения через третью полость изложницы, показанной на ФИГ. 11, в соответствии с одним неограничивающим вариантом реализации изобретения, приведенным в данном описании;
ФИГ. 15 иллюстрирует вид в перспективе поперечного сечения через четвертую полость изложницы, показанной на ФИГ. 11, в соответствии с одним неограничивающим вариантом реализации изобретения, приведенным в данном описании;
ФИГ. 16 иллюстрирует вид в перспективе части питателя, включая конусный участок, выполненный в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании;
ФИГ. 16A схематически иллюстрирует вид сверху питателя, включая конусный участок, выполненный в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании;
ФИГ. 17 включает вид в перспективе части изложницы, изготовленной с расширенным питателем, в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании;
ФИГ. 18 включает вид в перспективе части (непрозрачная часть и прозрачная часть в целях иллюстрации) изложницы, изготовленной с расширенным питателем в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании;
ФИГ. 19 включает вид в перспективе части изложницы, изготовленной с обычным питателем, в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании;
ФИГ. 20 включает вид в перспективе устройства для центробежного литья, включая вращающийся узел, изготовленный в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании;
ФИГ. 21 иллюстрирует вид сверху изложницы, показанной на ФИГ. 20; и
ФИГ. 22 иллюстрирует вид в перспективе части изложницы, изготовленной в соответствии с различными неограничивающими вариантами реализации изобретения, приведенными в данном описании.
Читателю станут понятны вышеизложенные сведения, также как и другая информация, при рассмотрении следующего подробного описания определенных неограничивающих вариантов реализации изобретения устройств и способов в соответствии с данным документом. Читатель также может понять некоторые из таких дополнительных подробностей при реализации или применении устройств и способов, описанных в данном документе.
ПОДРОБНОЕ ОПИСАНИЕ ОПРЕДЕЛЕННЫХ НЕОГРАНИЧИВАЮЩИХ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Металлические материалы могут в общем случае включать один или более металлических элементов и, в некоторых случаях, один или более неметаллических элементов. Усадочная пористость неотъемлемо связана с фундаментальными механизмами затвердевания при литье многих таких металлических материалов, что может негативно воздействовать на механические свойства отливок. Современные способы статического и центробежного литья различных металлических материалов, например, сплавов на основе алюминида титана, непригодны для управления пористостью как на поверхности отливки, так и в зонах, где отливка может быть впоследствии разрезана.
В различных неограничивающих вариантах реализации изобретения, в настоящем документе описаны устройства для центробежного литья, включая вращающиеся узлы и их компоненты, выполненные с возможностью управления усадочной пористостью. Например, центробежную силу можно использовать для подачи расплавленного материала, такого как расплавленный металлический материал, в поры отливки, тем самым минимизируя недостаток расплавленного материала в затвердевающем материале. Управление усадочной пористостью может, в общем случае, включать управление количеством и/или локализацией усадочных пор внутри отливки так, чтобы их можно было удалить последующей обработкой. Например, управление усадочной пористостью может включать ее локализацию внутри отливки, например, без связи с поверхностью, и/или минимизацию. В некоторых неограничивающих вариантах реализации изобретения усадочная пористость может быть локализована внутри отливки в отдалении от ее конкретных зон так, что отливки можно разрезать и/или отделять от литейных компонентов или материала, не открывая внутреннюю пористость в атмосферу.
В определенных неограничивающих вариантах реализации изобретения, описанные устройства и способы центробежного литья могут упростить последующую обработку различных отливок и избавить от необходимости использовать стандартные производственные маршруты, такие как используются в литье по выплавляемым моделям. В отличие от обычных устройств для центробежного литья, которые часто требуют сборки шестидесяти или более компонентов изложницы, в определенных неограничивающих вариантах реализации изобретения, описанных в данном документе, устройства для центробежного литья включают вращающиеся узлы, которые можно собирать из меньшего, чем обычно, количества основных компонентов, что значительно сокращает время подготовки. В различных неограничивающих вариантах реализации изобретения отливки можно подвергать, например, тепловой обработке и/или обработке HIP. В соответствии с определенными неограничивающими вариантами реализации изобретения, отливки, произведенные с применением описанных способов и устройств для центробежного литья, могут быть пригодны к последующей ковке или металлорежущей обработке с получением конечных деталей, например, для реактивных двигателей, турбокомпрессоров или различных высокотемпературных деталей.
Устройства и способы в соответствии с данным описанием можно применять для литья металлических материалов. В данном документе термин "металлические материалы" может охватывать металл и металлические сплавы. Металлические материалы охватывают, например, материалы TiAl, которые включают, например, сплавы на основе TiAl. Сплавы на основе TiAl могут включать, помимо титана и алюминия, один или более легирующих элементов. В определенных неограничивающих вариантах реализации изобретения настоящие устройства и способы можно применять для литья материалов TiAl, содержащих титан и примерно от 25,0 до 52,1 атомных процента алюминия или примерно от 14 до 36 массовых процентов алюминия. Раскрытые устройства и способы центробежного литья можно применять для получения отливок из материалов TiAl, содержащих другие процентные концентрации алюминия и других легирующих элементов, без ограничения вышеуказанным. Следует учитывать также, что хотя различные неограничивающие варианты реализации изобретения и полезные свойства могут быть раскрыты в данном документе применительно к сплавам на основе TiAl и другим материалам TiAl, описанные устройства и способы этими материалами не ограничены. Специалистам в данной области должно быть ясно, что описанные устройства и способы могут найти широкое применение и помимо литья материалов TiAl, такое, например, и без ограничений, как литье металлических материалов, подверженных усадочной пористости или имеющих другие свойства или характеристики, аналогичные материалам TiAl. Хотя определенные неограничивающие варианты реализации изобретения могут обеспечивать значительные преимущества перед обычными технологиями литья применительно к материалам TiAl, следует понимать, что описанные в данном документе устройства и способы можно также применять для литья других металлических материалов без ограничения полезности или преимуществ перед обычными технологиями литья.
Применительно к различным неограничивающим вариантам реализации изобретения, описанным в данном документе, устройства для центробежного литья, вращающиеся узлы, изложницы и/или их компоненты, описанные здесь, могут быть составлены из множества металлических материалов, комбинации металлических материалов, керамических материалов и/или комбинации металлических и керамических материалов. Следует понимать, что различные варианты реализации изобретения, описанные в данном документе, могут быть полезны для производства, например, и без ограничений, деталей газовых турбин, деталей газотурбинных компрессоров и/или деталей двигателей внутреннего сгорания, помимо многих других типов деталей или продуктов.
Материалы TiAl традиционно отливают с использованием технологии статического литья по выплавляемым моделям. В последнее время для литья материалов TiAl предлагались различные способы центробежного литья, включая центробежное литье по выплавляемым моделям. Однако эти способы допускают образование пустот в опасных местах внутри конечной отливки и, следовательно, могут увеличивать производственные затраты, ограничивать механические свойства и/или ухудшать структурные характеристики конечных отливок. Кроме того, эти способы ограничены как в количестве полостей, так и в количестве отливок на полость. ФИГ. 1 иллюстрирует полусхематическое изображение обычного устройства для центробежного литья 2. Устройство 2 в общем случае требует подачи расплавленного материала от источника “S” подачи материала в канал 4 вертикального литника, расположенный около оси “R” вращения, вокруг которой устройство 2 вращается в процессе эксплуатации. В устройстве 2 задействована непрямая литниковая система, в которой требуется, чтобы расплавленный материал проходил (показано пунктиром) через литниковую систему 6 к серии питателей 8, расположенных на входах соответствующих полостей 10 изложницы. Непрямая литниковая система подает расплавленный материал к полостям в направлении, отличном от направления центробежной силы “F”, таком как вертикальное, как показано на ФИГ. 1, или в направлении, противоположном центробежной силе, как описано, например, в заявке на патент США US 2012/0207611 A1. Таким образом, расплавленный материал должен проходить увеличенное расстояние по радиусу вдоль различных литниковых каналов 6, чтобы достичь дополнительных вертикальных компонентов питателей 8, которые тоже требуется пройти перед попаданием во впускной проход заливочной полости 10. Различные литниковые каналы 6, и часто - вертикальные компоненты питателей 8, не находятся на одной линии с отливаемой деталью. Таким образом, расплавленный материал должен заходить в заливочную полость 10 против центробежной силы. Кроме того, поперечное сечение заливочной полости 10 больше, чем у различных литниковых каналов 6, питателей 8 и впускного прохода. Следовательно, дополнительно к снижению выхода за счет потерь в литниковых каналах, устройство 2 непригодно для надлежащего управления усадочной пористостью, допускает преждевременное затвердевание, плохое заполнение изложницы и недостаточную подачу расплавленного материала.
Прямая литниковая система отличается от непрямой тем, что расплавленный материал подается в полость в общем случае в направлении центробежной силы. Прямая литниковая система не применяется в традиционных устройствах для центробежного литья, поскольку непрямая литниковая система может уменьшать турбулентность в изложнице.
Обращаясь к ФИГ. 2, иллюстрирующей упрощенное полусхематическое изображение определенных компонентов устройства для центробежного литья по одному неограничивающему варианту реализации изобретения в соответствии с данным описанием, вращающийся узел 12 устройства для центробежного литья может быть выполнен с возможностью реализации прямой литниковой системы, которая уменьшает потери выхода и использует центробежную силу для управления усадочной пористостью с целью производства плотных отливок. Например, в различных неограничивающих вариантах реализации изобретения источник расплавленного материала “M” может подавать расплавленный материал (показано в общем пунктирными линиями) в канал 14 вертикального литника, расположенный на или примыкающий к оси вращения “R” вращающегося узла 12. Серия питателей 16a-16f, каждый из которых соединен с расположенной в вертикальном ряду заливочной полостью 18a-18f, может соединяться с каналом 14 вертикального литника для доставки расплавленного материала в полости 18a-18f в общем случае в направлении центробежной силы “F”. В процессе эксплуатации, например, можно использовать плавильную печь для вакуумного дугового переплава (VAR) (показана в общем как источник подачи расплавленного материала) для получения перегретого расплава расплавленного материала, который можно заливать из ковша через воронку, расположенную над каналом 14 вертикального литника. Перегретый расплавленный материал поступает в канал 14 вертикального литника и начинает заполнять полости 18a-18f через примыкающие питатели 16a-16f, пока полости 18a-18f не заполнятся. В соответствии с различными неограничивающими вариантами реализации изобретения, питатели 16a-16f, соединенные с расположенными одна над другой полостями 18a-18f, могут быть погружены в жидкий расплавленный материал на протяжении по меньшей мере одного периода заполнения изложницы. Например, канал 14 вертикального литника может быть заполнен перегретым расплавленным материалом так, чтобы все питатели 16a-16f были полностью погружены. В различных неограничивающих вариантах реализации изобретения одна или более полостей 18a-18f выполнены в таком размере, чтобы формировать множественные конечные детали. Например, питатели 16a-16f могут быть соединены с полостями 18a-18f, которые выполнены в таком размере, чтобы формировать отливку, включающую множество конечных деталей. В определенных неограничивающих вариантах реализации изобретения отлитые детали могут быть направлены вдоль заливочной полости 18a-18f, тем самым увеличивая количество отливок, которые могут быть получены на одном питателе.
Традиционные конструкции систем литников для центробежного литья предусматривают подачу расплавленного материала в полости через ограниченные каналы, часто включающие отдельные узкие проходы. Например, диаметр площади поперечного сечения питателей 8 в устройстве 2, показанном на ФИГ. 1, больше, чем диаметр поперечного сечения соответствующих заливочных полостей 10, присоединенных к каждому питателю 8. И наоборот, как показано на ФИГ. 2, в различных неограничивающих вариантах реализации изобретения описанные устройства 12 для центробежного литья могут включать питатели 16a-16f, включающие диаметры поперечного сечения большие, чем у полостей 18a-18f или отливки. Например, в некоторых неограничивающих вариантах реализации изобретения объем питателя 16a-16f некоторой длины больше, чем объем полости 18a-18f эквивалентной длины. Например, примыкающий к полости 18a-18f питатель 16a-16f некоторой длины может включать больший объем, чем примыкающая область полости 18a-18f эквивалентной длины.
Известные способы центробежного литья материалов TiAl связывают единичный питатель 8 с полостью 10 для производства каждой конечной литой детали, как показано на ФИГ. 1. Соответственно, для получения значительного количества деталей диаметр канала 4 вертикального литника должен быть относительно большим, требуя прохождения расплавленным материалом значительной дистанции от канала 4 вертикального литника до полостей 10 в виде тонкого расплавленного слоя. Когда расплавленный материал передвигается в виде тонкого слоя, он может утрачивать перегрев, что приводит к преждевременному затвердеванию, плохому заполнению изложницы и отливкам с конечной поверхностью низкого качества. И наоборот, как показано на ФИГ. 2, вращающийся узел 12 может использовать прямую литниковую систему для подачи расплавленного материала во множество расположенных одна над другой полостей 18a-18f в общем направлении центробежной силы “F.” Расположенные одна над другой полости 18a-18f могут увеличить количество отливок, произведенных на заливку, одновременно также уменьшая расстояние, которое расплавленный материал должен пройти, чтобы достичь полостей 18a-18f изложницы. Например, по сравнению с традиционными устройствами для центробежного литья с тем же количеством питателей, вращающийся узел 12 может включать канал 14 вертикального литника уменьшенного диаметра. Выигрыш заключается еще и в том, что объем расплавленного материала на питатель 16a-16f может быть уменьшен, и близость объема расплавленного материала в канале 14 вертикального литника уменьшенного диаметра может способствовать сохранению перегрева. Это поддерживает текучесть расплавленного материала, предотвращая непролив или преждевременное затвердевание, которое может препятствовать порции расплавленного материала в канале 14 вертикального литника достигать затвердевающих отливок. Следовательно, могут быть уменьшены потери выхода в литниковом ходе, увеличен выход продукции и улучшено качество конечной поверхности.
В различных неограничивающих вариантах реализации изобретения вращающийся узел 12 включает конструкции изложницы, которые дают возможность управлять количеством и локализацией усадочных пор так, что они могут оказаться внутри материала. Пористость, переведенную внутрь, можно затем удалить последующей термомеханической обработкой. В определенных неограничивающих вариантах реализации изобретения изложницы могут быть изготовлены из материалов, включающих металлические материалы, такие как железо и сплавы на основе железа, например, стали, включая полуметаллические материалы, такие как графит. В соответствии с одним неограничивающим вариантом реализации изобретения, изложницы, изготовленные из таких материалов, могут включать постоянные литейные формы, например, в общем случае, литейные формы многократного использования. В различных неограничивающих вариантах реализации изобретения изложницы, изготовленные из вышеуказанных материалов, могут также уменьшать или исключать загрязнение отлитой продукции захваченными оксидами. Например, изложницы, которые используются в литье по выплавляемым моделям, обычно выполнены из оксидов. Тем не менее, в процессе литья оксидные частицы, составляющие изложницу, неизбежно захватываются в продукт, отливаемый по выплавляемым моделям. Захваченные частицы могут впоследствии вступать в реакцию с материалом отливки и создавать потенциальные места возникновения усталостного повреждения. Изложницы для литья по выплавляемым моделям могут быть сконструированы инертными к расплавленному TiAl или к конкретному отливаемому сплаву, и могут быть доступны различные химические и механические способы частичного удаления захваченных частиц. Тем не менее, захват частиц неизбежен, и вышеуказанные полумеры отнюдь не идеальны, особенно для отливок, которые используются для производства конечной продукции, предназначенной для работы в условиях высоких температур, в окружающей среде с высокими нагрузками, таких, которые существуют в турбинах. Дополнительно к уменьшению или исключению загрязнений конечного продукта захваченными оксидами, изложницы, включающие металлические материалы, могут уменьшать или исключать риск загрязнений рециркуляционной линии за счет захваченных оксидов в ломе. Например, как описано выше, литье по выплавляемым моделям часто включает захваченные оксиды и, следовательно, лом, например, лом из литья по выплавляемым моделям, может аналогично содержать захваченные оксиды. Следовательно, продукты, отлитые с использованием этого утилизированного лома, могут тоже быть загрязнены захваченными оксидами. Тем не менее, лом из отливок, произведенных в изложницах, изготовленных из вышеуказанных металлических материалов, не имеет потенциала для таких включений и, таким образом, его можно повторно использовать без риска, связанного с загрязнением рециркуляционной линии. Следовательно, исчезает необходимость в тщательной очистке лома перед повторным использованием, что экономит время и сокращает затраты. Несмотря на вышеуказанные выгоды, предполагается также, что некоторые варианты реализации изобретения могут включать изложницы, изготовленные из других материалов. Например, в различных неограничивающих вариантах реализации изобретения изложницы могут включать одноразовые формы для центробежного литья. Такие изложницы могут быть изготовлены из одноразовых материалов, таких как, например, песок или оксиды.
В определенных неограничивающих вариантах реализации изобретения изложницы могут быть выполнены с возможностью управления процессом затвердевания путем контроля скорости остывания зон расплавленного материала. Например, изложницы могут обладать изолирующими свойствами, которые им придают для ограничения количества и/или скорости отвода тепловой энергии от расплавленного материала. Изолирующие свойства могут в общем случае включать конструктивные элементы или характеристики материала, связанного с изложницей, и могут быть предназначены для изменения теплоемкости зоны изложницы и/или скорости теплоотвода от расплавленного материала к изложнице. В одном неограничивающем варианте реализации изобретения скоростью теплоотвода от расплавленного материала можно по меньшей мере частично управлять за счет формы изложницы. Например, толщину одной или более зон изложницы можно увеличивать или уменьшать, чтобы увеличить или уменьшить теплоемкость этой зоны. В одном неограничивающем варианте реализации изобретения скоростью и/или количеством тепловой энергии, которую может отводить изложница, можно управлять за счет плотности или массы зоны этой изложницы. Например, в различных неограничивающих вариантах реализации изобретения для уменьшения скорости теплоотвода от расплавленного материала в стенке или стороне изложницы можно сформировать один или более карманов (см., например, ФИГ. 9, 332a, 338a), примыкающих к полости 18a-18f. В различных неограничивающих вариантах реализации изобретения карманы могут быть закрытыми, открытыми, пустыми или содержать газ либо помещенный в карман материал.
В различных неограничивающих вариантах реализации изобретения изложницы могут быть выполнены с возможностью управлять теплоотводом от расплавленного материала и, следовательно, управлять остыванием материала. Например, как указано выше, в определенных неограничивающих вариантах реализации изобретения изложница может иметь изолирующие свойства, приданные с возможностью раздельно изолировать одну или более частей полости 18a-18f. Различные изолирующие свойства могут желательным образом изменять скорость остывания в одной или более зонах изложницы, например, для управления затвердеванием расплавленного материала. Например, зоны изложницы, примыкающие к полости 18a-18f, могут быть выполнены таким образом, чтобы расплавленный материал подвергался направленному затвердеванию. В одном аспекте изложницы могут быть выполнены с возможностью изменять процесс остывания таким образом, чтобы затвердевание было направленным, например, в направлении канала 14 вертикального литника или в направлении, противоположном центробежной силе. Таким образом, изложница может задавать фронт затвердевания внутри полости 18a-18f, который, в общем случае, продвигается в направлении питателя 16a-16f и канала 14 вертикального литника. Следовательно, центробежная сила, генерируемая при вращении устройства 12, может в общем случае быть противоположной направлению затвердевания. Например, в определенных неограничивающих вариантах реализации изобретения расплавленный материал может поставляться к фронту затвердевания для компенсации усадочной пористости. Кроме того, давление на отливку, которое создает центробежная сила, может вдавливать расплавленный металл между дендритами, которые формируются вблизи фронта затвердевания, для, например, уменьшения недостатка расплавленного материала и минимизации усадочной пористости. Следовательно, в различных неограничивающих вариантах реализации изобретения описанные устройства и способы дают возможность избегать недостатка расплавленного материала и преодолевать дендритообразование, чтобы получать более плотные отливки с уменьшенной усадочной пористостью по сравнению с отливками, произведенными традиционными технологиям стационарного и центробежного литья.
В различных неограничивающих вариантах реализации изобретения доставка порции расплавленного металлического материала к полостям 18a-18f соответствует ориентации полостей и направлению центробежной силы. Например, в одном неограничивающем варианте реализации изобретения полости 18a-18f соединены с каналом 14 вертикального литника через питатели 16a-16f, расположенные между каналом 14 вертикального литника и полостями 18a-18f. Различные размеры питателей 16a-16f могут быть больше, чем соответствующие размеры полостей 18a-18f. Питатели 16a-16f могут, кроме того, располагаться в соответствии как с ориентацией полостей 18a-18f, так и с направлением подачи расплавленного металлического материала в канале 14 вертикального литника, например, включая путь, в общем случае, совпадающий с направлением центробежной силы, так что расплавленный материал может ускоряться центробежной силой в направлении полостей 18a-18f и внутри них. В результате канал 14 вертикального литника может действовать как центровой стояк для всех присоединенных к нему питателей 16a-16f. В различных неограничивающих вариантах реализации изобретения это может исключить необходимость в дополнительных центровых стояках, которые могут быть, а могут и не быть ориентированы в соответствии с полостями. Таким образом, подобная синергия между конструкцией оборудования, объемом расплавленного материала и доступной поверхностью отливки может благоприятно обеспечивать дополнительное пространство для дополнительных отливок. Например, как указано выше, множество деталей можно отливать внутри единственной заливочной полости 18a-18f.
ФИГ. 3-5 иллюстрируют устройство для центробежного литья, которое включает вращающийся узел 20 в соответствии с различными неограничивающими вариантами реализации изобретения. Вращающийся узел 20 включает первую 22 и вторую 24 изложницы, расположенные на вращающемся столе 26. Канал 28 вертикального литника ограничен первой и второй литниковыми секциями 30a, 30b и соответствующими передними сторонами 32a, 32b первой и второй изложниц 22, 24. Первый торец 36 канала 28 вертикального литника расположен на столе 26 вокруг оси вращения. Второй торец 38 канала 28 вертикального литника выполнен с возможностью принимать порцию расплавленного металлического материала, например, из ковша, расположенного над каналом 28 вертикального литника. Первая и вторая литниковые секции 30a, 30b выполнены с возможностью плотного соединения с первой и второй изложницами 22, 24 и столом 26, чтобы герметизировать канал 28 вертикального литника. Хотя проиллюстрированный канал 28 вертикального литника показан как имеющий в общем случае цилиндрическое поперечное сечение, в различных неограничивающих вариантах реализации изобретения канал 28 вертикального литника может включать геометрически неправильные или правильные форматы, такие как треугольные, квадратные, прямоугольные, восьмиугольные или другие поперечные сечения. В различных неограничивающих вариантах реализации изобретения расплавленный материал может подаваться в канал 28 вертикального литника под действием гравитации, давления, вакуума или их комбинации. Например, в соответствии с одним неограничивающим вариантом реализации изобретения устройство для центробежного литья 20 может включать устройство для вакуумно-дугового переплава (не показано) для получения порции расплавленного металлического материала, который может заливаться в канал 28 вертикального литника.
Ограничительное кольцо 40 расположено примыкающим к первому торцу 36 канала 28 вертикального литника и выполнено с возможностью удерживать расплавленный материал внутри канала 28 вертикального литника. Например, в одном неограничивающем варианте реализации изобретения ограничительное кольцо 40 содержит расширение к каналу 28 вертикального литника, тем самым увеличивая объем канала 28 вертикального литника и/или расстояние, которое расплавленному материалу требуется пройти до выхода из верхнего торца канала 28 вертикального литника. Ограничительное кольцо 40 ограничивает центральный диаметр отверстия, через которое расплавленный материал можно подавать в канал 28 вертикального литника. Центральный диаметр ограничительного кольца 40 уменьшен по сравнению с диаметром канала 40 вертикального литника так, что ограничительное кольцо 28 образует внутренний выступ 42 внутри канала 28 вертикального литника, чтобы улучшить локализацию расплавленного материала. Например, в различных неограничивающих вариантах реализации изобретения ограничительное кольцо 40 может ограничивать выплескивание или вытекание расплавленного материала из канала 28 вертикального литника в процессе заливки и/или вращения. Ограничительное кольцо 40, кроме того, ограничивает наружный диаметр, включающий наружный выступ 44, который выступает за литниковые секции 30a, 30b. В проиллюстрированном неограничивающем варианте реализации изобретения верхняя поверхность 46 ограничительного кольца 40 простирается наружу относительно оси вращения за пределы канала 28 вертикального литника, чтобы посредством этого захватывать расплавленный материал над его верхней поверхностью 46, который может выплескиваться из канала 28 вертикального литника в процессе функционирования.
В соответствии с различными неограничивающими вариантами реализации изобретения, второй торец 38 литника соединен со столом 26 через клин 48, что яснее всего показано на ФИГ. 4, где представлено изображение вращающегося узла 20 в частично разобранном виде, иллюстрирующее стол 26, клин 48 и ограничительное кольцо 40 в поперечном сечении, сделанном по линии 5-5 и в направлении стрелок на ФИГ. 3. Клин 48 может образовывать дно 47 канала 28 вертикального литника и может быть прикреплен к оси вращения вращающегося узла 20. Проиллюстрированный клин 48 прикреплен к оси вращения через стол 26 при помощи фитинга клина 50, установленного в столе 26. Клин 48 может дополнительно включать один или более фитингов, выполненных с возможностью плотного соединения с литниковыми секциями 30a, 30b и/или изложницами 22, 24. Например, в различных неограничивающих вариантах реализации изобретения клин 48 включает фланцевый фитинг 50 для плотного соединения с компонентами вращающегося узла 20. Клин 48 имеет два выступа 52a, 52b, выполненные с возможностью соединения с пазами 54a, 54b, которые имеются в первой и второй изложницах 22, 24, соответственно. В определенных неограничивающих вариантах реализации изобретения клин 48 может быть подвержен механическому разрушению и, следовательно, может включать отдельный, например, сменный компонент, который при необходимости можно заменить. Аналогично, в определенных неограничивающих вариантах реализации изобретения клин 48 может включать различные соединительные конструкции, так что клин 48 можно применять для модификации или усовершенствования устройств для центробежного литья для применения в соответствии с различными неограничивающими вариантами реализации изобретения, описанными в данном документе.
Каждая из первой и второй изложниц 22, 24 соединены с первой и второй литниковыми секциями 30a, 30b и простираются в общем случае по радиусу от оси вращения. Каждая изложница 22, 24 имеет переднюю сторону 32a, 32b и заднюю сторону 56a, 56b. Передняя сторона 32a, 32b расположена вдоль канала 28 вертикального литника и ограничивает входы в питатели 60a, 60b. Как показано на ФИГ. 5, каждая из первой и второй изложниц 22, 24 включает первую и вторую модульные секции 64a, b, 66a, b, соответственно, которые можно разделить, вынимая ряд болтов 68 из пазов 70 для болтов, выполненных в изложницах 22, 24, или другими известными способами соединения и разъединения. Каждая изложница 22, 24 включает, кроме того, шесть расположенных одна над другой полостей 72a, 72b. Каждая полость 72a, 72b ограничена боковой стенкой 76a, 76b и задней стенкой 80a, 80b. Вход в каждую полость 72a, 72b включает отверстие 84a, 84b для подачи материала в гидравлическом сообщении с каналом 28 вертикального литника через питатели 58a, 58b, которые расположены между полостями 72a, 72b и каналом 28 вертикального литника. Хотя первая и вторая изложницы 22, 24 проиллюстрированы как ограничивающие и расположенные одна над другой полости 72a, 72b, и соответствующие связанные с ними питатели 60a, 60b, в соответствии с различными неограничивающими вариантами реализации изобретения, питатели 60a, 60b могут быть независимыми структурами по отношению к полостям 72a, 72b. Например, питатели 60a, 60b могут быть подсоединяемыми к полостям 72a, 72b и/или вставляемыми через или выполненными едино с литником или его секциями 30a, 30b.
В соответствии с различными неограничивающими вариантами реализации изобретения, питатели 60a, 60b имеют диаметр и среднюю площадь поперечного сечения больше, чем диаметр и средняя площадь поперечного сечения полостей 72a, 72b. Например, диаметр и площадь поперечного сечения каждого из питателей 60a, 60b, примыкающих к отверстию 84a, 84b для подачи материала, больше, чем диаметр и площадь поперечного сечения примыкающего отверстия 84a, 84b для подачи материала. В различных неограничивающих вариантах реализации изобретения объем питателя 60a, 60b больше, чем объем части полости 72a, 72b той же длины, примыкающей к питателю 60a, 60b. Следует учитывать, что, хотя показаны шесть расположенных одна над другой полостей 72a, 72b, пока четко не указано иное, настоящее описание изобретения не ограничено расположенными одна над другой полостями или любым конкретным количеством полостей, связанных с каждой изложницей. Например, в различных неограничивающих вариантах реализации изобретения изложница может ограничивать только единственную полость. Аналогично, хотя на ФИГ. 3-5 показаны только две изложницы 22, 24, следует понимать, что данный документ и описанные здесь варианты реализации изобретения не ограничены проиллюстрированным количеством изложниц. Действительно, в различных случаях вращающийся узел включает модульную конструкцию, в которой количество и конструкция изложниц могут быть, при необходимости, изменены. Например, когда требуется получить меньшее количество отливок, определенные изложницы можно удалить, в соответствии с применением.
В определенных неограничивающих вариантах реализации изобретения первая и вторая изложницы 22, 24 могут быть выполнены с возможностью управления теплоотводом от расплавленного материала и, следовательно, управления остыванием материала. Например, первая и вторая изложницы 22, 24 могут включать различные изолирующие конструктивные элементы, предназначенные для осуществления направленного затвердевания материала в направлении оси вращения. Толщина задних стенок 80a, 80b может быть больше, чем толщина боковых стенок 76a, 76b. Таким образом, теплоотводом от расплавленного материала к изложницам 22, 24 можно управлять при помощи теплоемкости стенок 76a, 76b, 80a, 80b, ограничивающих каждую полость 72a, 72b. Например, различные изолирующие конструктивные элементы изложниц 22, 24 могут включать увеличенный теплоотвод на задней стенке 80a, 80b по сравнению с теплоотводом на боковой стенке 76a, 76b или ее участке. Соответственно, материал, примыкающий к задним стенкам 80a, 80b, может начать затвердевать раньше, чем материал, находящийся вблизи питателей 60a, 60b. Таким образом, фронт затвердевания может в общем случае продвигаться внутри каждой из расположенных одна над другой полостей 72a, 72b от задней стенки 80a, 80b к питателю 60a, 60b и каналу 28 вертикального литника. Дополнительно к формированию фронта затвердевания, в различных неограничивающих вариантах реализации изобретения сила центробежного литья, генерируемая при вращении изложниц 22, 24 вокруг оси вращения, обычно ориентирована против направления затвердевания, тем самым предотвращая возникновение недостатка материала и дендритообразование, которые могут приводить к появлению неконтролируемой пористости в отливках, произведенных традиционными технологиям стационарного и центробежного литья. Например, канал 28 вертикального литника, питатели 60a, 60b, и части полостей 72a, 72b, расположенные впереди фронта затвердевания, могут играть роль резервуара для принудительной подачи расплавленного материала к фронту затвердевания с получением плотных отливок с управляемой усадочной пористостью.
В определенных неограничивающих вариантах реализации изобретения первая и вторая изложницы 22, 24 выполнены с возможностью управлять теплоотводом от расплавленного металлического материала к изложнице, без пагубного уменьшения скорости остывания материала. Например, первая и вторая изложницы 22, 24 могут быть выполнены с возможностью обеспечения различных уровней контроля над процессом затвердевания, при этом обеспечивая также повышенные скорости затвердевания. Специалистам в данной области техники должно быть понятно, что увеличенная скорость остывания может благоприятно уменьшать размер зерен, что приводит к улучшению механических характеристик отливки при комнатной температуре. Тем не менее, такую увеличенную скорость остывания в традиционных конструкциях трудно контролировать, что приводит к неконтролируемой усадочной пористости. И наоборот, в различных неограничивающих вариантах реализации изобретения первая и вторая изложницы 22, 24 являются многоразовыми формами и/или изготовлены из материалов, включающих металлические материалы, которые обеспечивают повышенные скорости затвердевания за счет высокой теплопроводности материала, которая может быть связана с материалом изложницы, способствуя тем самым уменьшенному размеру зерен. Например, в одном неограничивающем варианте реализации изобретения первая и вторая изложницы 22, 24 являются стальными формами многоразового использования. Первая и вторая изложницы 22, 24 могут также быть выполнены с возможностью способствовать направленному затвердеванию, как описано выше, без негативного воздействия на размер зерен в результате, например, замедленной скорости остывания. Иными словами, хотя определенные части изложниц 22, 24 могут быть раздельно термически изолированы относительно других частей изложницы 22, 24, общая скорость остывания может быть относительно высокой. Например, первая и вторая изложницы могут быть выполнены с возможностью способствовать различной скорости остывания, которая жестко ограничена, например, оптимизирована для содействия образованию фронта затвердевания, который быстро продвигается от задней стенки 80a, 80b в направлении канала 28 вертикального литника.
Хотя это не показано на ФИГ. 3-5, в различных неограничивающих вариантах реализации изобретения стенки изложниц 76a, 76b, 80a, 80b могут включать несколько изолирующих элементов, такие как карманы или другие изолирующие конструктивные элементы. Например, стенки изложницы 76a, 76b, 80a, 80b могут включать несколько материалов с различными теплоемкостями и плотностями для изменения теплоотвода от расплавленного материала. Например, в примыкающей к полости стенке могут быть предусмотрены карман или пустоты. Уменьшенная масса стенки может ограничивать ее способность отводить тепло от расплавленного материала. Соответственно, в различных неограничивающих вариантах реализации изобретения стенки с карманами могут иметь ограниченную теплоемкость, тем самым ограничивая количество тепловой энергии, которую стенки могут поглотить до снижения теплового насыщения. Соответственно, такие стенки могут изолировать полость, чтобы контролировать теплоотвод от расплавленного металлического материала. В различных неограничивающих вариантах реализации изобретения полость 72a, 72b может быть ограничена задней стенкой 80a, 80b и боковой стенкой 76a, 76b, включающей первую и вторую часть боковой стенки. В некоторых случаях первая и вторая части боковой стенки могут быть одинаковой толщины, хотя в других случаях, толщины первой и второй частей боковой стенки могут быть различными. Например, когда первая часть боковой стенки расположена между двумя полостями, первая часть боковой стенки может быть толще, чем вторая часть боковой стенки, которая примыкает только к единственной полости. Аналогично, в различных неограничивающих вариантах реализации изобретения, как показано на ФИГ. 3-5, изложницы 22, 24 могут быть изолированы от стола 26 граничным слоем, включающим сопрягаемые поверхности изложниц 22, 24 и стола 26.
ФИГ. 6 иллюстрирует определенные компоненты устройства для центробежного литья по неограничивающему варианту реализации изобретения, включающего вращающийся узел 100 в соответствии с различными неограничивающими вариантами реализации изобретения, описанными в данном документе. Вращающийся узел 100 включает восемь изложниц 102a-102h, каждая из которых расположена на вращающемся столе 104. Изложницы 102a-102h ограничивают в общем случае восьмигранный канал 106 вертикального литника, расположенный вокруг оси вращения, и расходятся в общем случае из центра наружу, где формируют задние стенки 108a-108h. ФИГ. 7 иллюстрирует поперечное сечение вращающегося узла 100, сделанное по линии 7-7 в направлении стрелок на ФИГ. 6, и показывает вертикальное сечение шести расположенных одна над другой полостей 110a и 110e, ограниченных изложницами 102a и 102e, соответственно. Каждая из изложниц 102a-102h имеет переднюю сторону (видны только передние стороны 112a,112c-112e), выполненную с возможностью плотного контакта вокруг оси вращения для ограничения канала 106 вертикального литника. Канал 106 вертикального литника проходит от стола 104 до возвышающегося ограничительного кольца, выполненного с возможностью удерживать расплавленный материал внутри канала 106 вертикального литника.
Канал вертикального литника находится в гидравлическом сообщении с расположенными одна над другой 110a, 110e через отверстия для подачи материала каждой из расположенных одна над другой полостей 110a, 110e через соответствующие питатели 118a, 118e. Каждая из расположенных одна над другой полостей 110a, 110e ограничена боковой стенкой 120a, 120e и задней стенкой 122a, 122e. Для краткости, различные особенности вращающегося узла 100 можно описать на примере изложниц 102a и 102e. Тем не менее, понятно, что в различных вариантах реализации изобретения описание точно так же применимо к одной или более дополнительных изложниц 102b-102c, 102f-102h. Например, шесть расположенных одна над другой полостей 110c, 110d изложниц 102c и 102d тоже могут быть в гидравлическом сообщении с каналом 106 вертикального литника через отверстия для подачи материала 116c и 116d через питатели 118c, 118d. Питатели 118a, 118e имеют большие диаметр и среднюю площадь поперечного сечения, чем диаметр и средняя площадь поперечного сечения соответствующих расположенных одна над другой полостей 110a, 110e, присоединенных к каждому из питателей 118a, 118e. Например, диаметр и площадь поперечного сечения питателей 118a, 118e, примыкающих к отверстиям для подачи материала, больше, чем диаметр и площадь поперечного сечения этих отверстий для подачи материала полостей 110c, 110d. В различных неограничивающих вариантах реализации изобретения объем каждого питателя 118a, 118e больше, чем объем части полости 110a, 110e той же длины, примыкающей к питателю 118a, 118e.
В процессе эксплуатации вращающийся узел 100 устройства для центробежного литья использует центробежные силы, генерируемые при вращении вращающегося узла 100, для производства отливок центробежным литьем. В одном неограничивающем варианте реализации изобретения устройство для центробежного литья включает устройство для вакуумно-дугового переплава (не показано), выполненное с возможностью потреблять электрод из металлического материала, подаваемый в ковш, такой как медный ковш, охлаждаемый водой. Например, вращающийся узел 100 может быть расположен в вакуумной среде, так что, когда электрод потреблен, расплавленный металлический материал внутри ковша можно подавать во вращающийся узел 100. Вращающийся узел 100 может в общем случае включать канал 106 вертикального литника, расположенный вокруг оси вращения, и две или более расположенные одна над другой полости 110a, 110e изложницы, ограниченные в одной или более изложниц 102a, 102e. Хотя на ФИГ. 6-7 это подробно не показано, каждая из расположенных одна над другой полостей 110a, 110e изложниц может быть выполнена с возможностью формировать отливку, содержащую одну или более деталей. Когда расплавленный металлический материал подают в канал 106 вертикального литника, центробежная сила, генерируемая при вращении вращающегося узла 100, ускоряет расплавленный металлический материал через питатели 118a, 118e и в заливочные полости 110a, 110e. В различных неограничивающих вариантах реализации изобретения изложницы 102a, 102e можно вращать со скоростями, включая 100 и 150 оборотов в минуту (RPM). Более предпочтительно, чтобы скорости вращения могли быть больше, чем 150 RPM. В общем случае более высокие скорости вращения могут обеспечивать получение отливок с улучшенной структурой. Например, по сравнению со скоростью вращения 160 RPM, скорость вращения 250 RPM будет генерировать большую центробежную силу, которая может уменьшать пористость отлитой детали. В различных вариантах реализации изобретения относительное увеличение центробежной силы создает возможность для относительного повышения скорости затвердевания, что способствует уменьшению размера зерен и/или дополнительной погрешности или ошибки относительно управляемого направленного затвердевания.
По мере того как изложницы 102a, 102e отводят тепло от расплавленного металлического материала, материал начинает застывать, и в нем возникает усадочная пористость. В соответствии с различными неограничивающими вариантами реализации изобретения, теплоотвод может быть ограничен толщиной стенок 120a, 120e, 122a, 122e изложницы. Например, в одном неограничивающем варианте реализации изобретения толщина боковых стенок 120a, 120e может быть меньше, чем 1 дюйм (2,54 см). Соответственно, толщина стенок 120a, 120e, 122a, 122e может ограничивать способность изложницы 102a, 102e поглощать тепловую энергию из расплавленного материала. Как описано выше, в различных неограничивающих вариантах реализации изобретения изложницы 102a, 102e выполнены с возможностью управлять остыванием материала, так что материал претерпевает направленное затвердевание от задних стенок 122a, 122e в общем случае по направлению к оси вращения канала 106 вертикального литника. Размеры питателей 118a, 118e, ведущих к полостям 110a, 110e, тоже достаточно велики, чтобы предотвратить отсекание подачи расплавленного материала из канала 106 вертикального литника от усадочной пористости. В результате большинство пор может быть заполнено расплавленным материалом. Когда материал в полостях 110a, 110e полностью затвердевает, соответствующие заливочные питатели (литники) 118a, 118e тоже застывают, что перекрывает расплавленному материалу, который мог остаться в канале 106 вертикального литника, путь в заливочные полости 110a, 110e. Соответственно питатели (литники) 118a, 118e могут быть полностью плотными после застывания. Когда затвердевший металлический материал в полостях 110a, 110b остынет достаточно для выгрузки и более не окисляется, отливки можно извлечь из изложниц 102a, 102e, например, отсоединив первую модульную секцию изложницы от второй, что делается аналогично монтажу, описанному выше для модульных секций изложницы 64a, 64b. Отливки можно удалить из канала 106 вертикального литника в том месте или около него, где питатели 118a, 118e встречаются с каналом 106 вертикального литника. Поскольку питатели (литники) 118a, 118e полностью плотные, любая пористость внутри отливки остается внутренней и может быть удалена при помощи HIP, например, чтобы исключить любую внутреннюю пористость в отливке. Когда отливки включают несколько деталей, полностью плотную (беспористую) отливку можно затем разрезать на конечные детали при помощи производственного оборудования, такого как, например, отрезные станки, режущие горелки, струя водо-абразивной суспензии или станки для электроэрозионной обработки.
Как указано выше, в различных неограничивающих вариантах реализации изобретения питатели 118a, 118e имеют диаметр или площадь поперечного сечения больше, чем максимальный диаметр или площадь поперечного сечения полостей 110a, 110e. В определенных неограничивающих вариантах реализации изобретения увеличенный размер питателей 118a, 118e не дает возможности внутренней пористости достичь канала 106 вертикального литника. Например, питатель (литник) 118a, 118e может быть полностью плотным после затвердевания, предотвращая возникновение контакта внутренней пористости с каналом 106 вертикального литника, где она могла бы оказаться открытой, когда отливку удаляют из канала 106 вертикального литника. Таким образом, питатели (литники) 118a, 118e могут формировать барьер плотности для удержания внутренней пористости так, чтобы ее можно было удалить обработкой, такой как, например, HIP. В различных неограничивающих вариантах реализации изобретения питатели 118a, 118b могут формировать тепловой барьер между заливочными полостями 110a, 110e и каналом 106 вертикального литника. Например, скорость остывания расплавленного металлического материала в канале 106 вертикального литника может быть значительно ниже скорости остывания расплавленного металлического материала в полостях 110a, 110e, что приводит к значительной разнице температур между полостями 110a, 110e и каналом 106 вертикального литника намного позднее завершения оптимального периода остывания после литья. Следовательно, размер зерен вблизи канала 106 вертикального литника может быть увеличен. Тем не менее, описанные в данном документе питатели 118a, 118e могут быть выполнены с возможностью затвердевания практически сразу после литья, например, когда фронт затвердевания прошел через отливку, но перед тем, как затвердел расплавленный материал в канале 106 вертикального литника. В соответствии с одним неограничивающим аспектом, затвердевшие питатели (литники) 118a, 118b, которые также могут быть полностью плотными, тем самым формируют тепловой барьер между каналом 106 вертикального литника и соответствующими заливочными полостями 110a, 110e.
В различных неограничивающих вариантах реализации изобретения вращающийся узел 100 включает множество расположенных друг над другом вертикально полостей 110a, 110e, расположенных около канала 106 вертикального литника. Канал 106 вертикального литника может иметь уменьшенный радиус по сравнению с каналами вертикального литника традиционных устройств для центробежного литья, предназначенных для подачи в сопоставимое количество полостей. В процессе эксплуатации, в соответствии с одним неограничивающим вариантом реализации, расплавленный материал может по существу одновременно, например, непрерывно, заполнять канал 106 вертикального литника, питатели 118a, 118e и вертикальные полости 110a, 110e. Например, расплавленный материал, подаваемый в канал 106 вертикального литника, может начать одновременно заполнять канал 106 вертикального литника, примыкающие к нему питатели 118a, 118e, и вертикальные полости 110a, 110e со дна в направлении верха. Таким образом, когда расплавленный материал заливают в канал 106 вертикального литника, расплавленный материал накапливается с формированием увеличивающегося расплавленного объема в канале 106 вертикального литника, который может непосредственно поступать в примыкающие питатели 118a, 118e и вертикальные полости 110a, 110e без утраты перегрева из-за избыточного пути и контакта с различными структурами вращающегося узла 100. Таким образом, в различных неограничивающих вариантах реализации изобретения канал 106 вертикального литника выполнен с возможностью питать все заливочные полости 110a, 110e, что способствует сохранению перегрева. Например, в процессе эксплуатации, канал 106 вертикального литника может иметь размеры для приема одной порции расплавленного материала, которая полностью заполняет полость из вертикальных рядов полостей 110a, 110e. Например, в одном неограничивающем варианте реализации изобретения канал вертикального литника имеет размеры для приема единственной порции расплавленного материала, которая полностью заполнит по меньшей мере нижнюю полость из каждого вертикального ряда полостей 110a, 110e. Объем единственной заливки предпочтительно должен быть достаточным, чтобы также полностью заполнить питатели 118a, 118e и объем канала 106 вертикального литника, прилегающий к полностью заполненным полостям 110a, 110e. Таким образом, вращающийся узел 100 может быть выполнен с возможностью принимать объем расплавленного материала, который может быть подан непосредственно из канала 106 вертикального литника в полости 110a, 110e без потери перегрева.
В соответствии с определенными неограничивающими вариантами реализации изобретения, сохраняющийся перегрев способствует производству литых деталей с улучшенным качеством поверхности. Отливки из алюминида титана, например, произведенные традиционными технологиями литья, имеют низкое качество поверхности. Например, как указано выше, когда тонкий слой расплавленного материала должен проходить радиус вертикального литника большого диаметра и затем подниматься в различные структуры, такие как стенки горизонтального литника или систему литников, например, чтобы заполнить полости со дна изложницы, масса расплавленного материала может оказаться неспособной сохранить перегрев, что приводит к низкому качеству поверхности. Из-за низкого качества поверхности, может возникать необходимость производить отливки на несколько миллиметров больше, чем размер конечной детали, с тем, чтобы поверхность отливки можно было обрабатывать для получения отливки с требуемыми размерами. И наоборот, вращающийся узел 100 может быть выполнен с возможностью производить отливки с улучшенной гладкостью и без поверхностных дефектов, которые обычно обнаруживаются на отливках, произведенных традиционными технологиями. Следовательно, отливки можно производить с меньшими процентами брака и меньшими производственными затратами.
ФИГ. 8 представляет собой вид спереди изложницы 200 в соответствии с определенными неограничивающими вариантами реализации изобретения, описанными в данном документе. Изложница 200 включает первую и вторую модульные секции 202, 204, которые ограничивают семь полостей 210. Полости 210 проходят от передней стороны 212 изложницы 200 в направлении задней стенки 214 изложницы 200 и ограничены боковыми стенками 216. В определенных неограничивающих вариантах реализации изобретения изложница может быть выполнена с возможностью управления остыванием расплавленного материала так, чтобы материал подвергался направленному затвердеванию от задних стенок 214 в общем случае в направлении оси вращения или канала вертикального литника, который может быть приближен к передней стороне 212 изложницы 200. Кроме того, изложница включает питатели 218, примыкающие к передней стороне 212, ведущие в каждую полость 210. Размеры питателей 218 выбраны таким образом, чтобы предотвратить отсекание подачи расплавленного материала из канала вертикального литника от усадочной пористости. В результате большинство пор может быть заполнено расплавленным материалом с получением плотных отливок. Например, питатели 218 имеют диаметр или площадь поперечного сечения больше, чем максимальный диаметр или площадь поперечного сечения полостей 210. В определенных неограничивающих вариантах реализации изобретения увеличенный размер питателей 218 не дает возможности внутренней пористости достичь канала вертикального литника. Например, питатель (литник) 218 может быть полностью плотным после затвердевания, предотвращая возникновение контакта внутренней пористости с каналом вертикального литника, где позднее она могла бы оказаться снаружи, когда отливку удаляют из канала вертикального литника. Таким образом, питатели 218 могут формировать барьер плотности для удержания внутренней пористости таким образом, чтобы ее можно было удалить обработкой, например, такой как HIP. Как описано выше, в различных неограничивающих вариантах реализации изобретения питатели 218 могут также формировать тепловой барьер между заливочными полостями 210 и каналом вертикального литника. Следовательно, размер зерен вблизи канала вертикального литника может быть уменьшен, по сравнению с традиционными отливками, поскольку материал в питателях 218 может затвердевать практически сразу после литья, например, когда фронт затвердевания прошел через отливку, но перед тем, как затвердел расплавленный металлический материал в канале вертикального литника. Как описано выше, когда затвердевший материал в полостях 210 остынет достаточно, отливки можно извлечь из изложницы 200 при разделении первой и второй модульных секций 202, 204.
ФИГ. 9 представляет собой вид в перспективе определенных компонентов вращающегося узла 300 устройства для центробежного литья в соответствии с различными неограничивающими вариантами реализации изобретения в соответствии с данным описанием. Вращающийся узел 300 включает вертикальный литник 302, соединенный с первой изложницей 304 и второй изложницей 306. Вертикальный литник 302 расположен вокруг оси вращения узла 300 и ограничивает канал 308 вертикального литника, выполненный с возможностью принимать порцию расплавленного металлического материала. Канал 308 вертикального литника имеет в общем случае цилиндрическую форму с в общем случае круглым поперечным сечением. Наружная поверхность вертикального литника 302 ограничивает два паза 310a, 310b для приема изложниц 304, 306. Каждая изложница 304, 306 включает первую и вторую модульные секции 312a, b, 314a, b, присоединяемые болтами 316, которые вставляются через пазы 318, ограниченные в изложницах 304, 306.
Каждая изложница ограничивает пять расположенных одна над другой полостей, причем две полости 320a, 322a имеют уменьшенный диаметр по сравнению с тремя полостями 320b, 322b большего диаметра. Полости 320a, 322a с уменьшенным диаметром расположены в промежутках между тремя полостями 320b, 322b большего диаметра. Легко увидеть, что полости с разными диаметрами могут увеличить гибкость в отношении размеров отливок, которые могут быть произведены за одну заливку. Например, объединение заливок может сокращать потери времени и выхода. Расположенные одна над другой полости 320a, 320b, 322a, 322b находятся в гидравлическом сообщении с каналом 308 вертикального литника через соответствующие питатели 324a, 324b, 326a, 326b. Каждый питатель 324a, 324b, 326a, 326b имеет диаметр и площадь поперечного сечения больше, чем диаметр и площадь поперечного сечения полости 320a, 320b, 322a, 322b, с которой он соединен. В одном аспекте увеличенный размер питателей 324a, 324b, 326a, 326b предотвращает полное затвердевание питателей 324a, 324b, 326a, 326b до тех пор, пока материал в соответствующих полостях 320a, 320b, 322a, 322b не затвердеет полностью. Иными словами, по меньшей мере часть материала в питателях 324a, 324b, 326a, 326b может оставаться жидкой, так что она может продвигаться внутрь и заполнять части затвердевающего металлического материала в заливочной полости 320a, 320b, 322a, 322b. Как описано выше, в различных неограничивающих вариантах реализации изобретения питатели 324a, 324b, 326a, 326b имеют увеличенные размеры по сравнению с размером полости. Например, в соответствии с определенными конфигурациями, оптимальная эффективность в отношении объема отливки и выхода может достигаться с питателем 324a, 324b, 326a, 326b, имеющим площадь поперечного сечения больше, чем площадь поперечного сечения полости 320a, 320b, 322a, 322b, составляя, например, от 100% до 150% площади поперечного сечения полости 320a, 320b, 322a, 322b. Разумеется, в некоторых неограничивающих вариантах реализации для получения отливок, имеющих аналогичные характеристики, также можно применять питатели с площадями поперечного сечения до, например, 400% или более площади поперечного сечения соответствующей полости. Тем не менее, при увеличении размеров питателя, могут увеличиваться потери выхода. В соответствии с различными конфигурациями, в определенных неограничивающих вариантах реализации изобретения оптимальная длина питателя может составлять от 50% до 150% наибольшего размера его поперечного сечения. Кроме того, такие длины являются просто оптимизациями определенных вариантов реализации изобретения относительно числа отливок, которые могут быть произведены на данный объем материала, поданного в изложницу, и такие примеры не предназначены для ограничений, пока не указано иное.
Первая и вторая изложницы 304, 306 выполнены с возможностью способствовать направленному затвердеванию главным образом в направлении оси вращения или канала 308 вертикального литника так, что центробежная сила непрерывно вдавливает расплавленный материал в направлении фронта затвердевания отливки для заполнения усадочных пор по мере их появления, чтобы можно было получить более плотную отливку. Первая и вторая изложницы 304, 306 имеют изолирующие конструктивные элементы, выполненные с возможностью способствовать направленному затвердеванию в направлении канала 308 вертикального литника. Например, каждая из изложниц 304, 306 имеет переднюю сторону 328, 330, ограничивающую два кармана 332a, b, 334a, b, расположенные на расстоянии и приближенные к вертикальному литнику 302. Карманы выполнены с возможностью уменьшать теплоемкость изложницы вдоль ее соответствующего участка. Кроме того, изложницы 304, 306 ограничивают множество верхних и нижних карманов 336a, b, 338a, b, проходящих вдоль участка изложниц 304, 306. Верхние и нижние карманы 336a, b, 338a, b выполнены с возможностью изолировать прилегающие участки изложницы, ограничивая теплоемкость и скорость теплоотвода через изложницу. В дополнение к управлению теплоотводом путем изменения теплоемкости участков изложницы при помощи карманов или массы стенок изложницы, в различных неограничивающих вариантах реализации изобретения для упрощения управления теплоотводом также могут быть выполнены полости.
ФИГ. 10 иллюстрирует поперечное сечение изложницы 400 для центробежного литья в соответствии с различными неограничивающими вариантами реализации изобретения в соответствии с данным описанием. Изложница 400 включает переднюю сторону 406 и две боковые стороны 408, хотя на поперечном сечении видна только одна боковая сторона 408. Шесть полостей 410 ограничены внутри изложницы 400 между соответствующими боковыми стенками 412 и задними стенками 414.
Каждая полость 410 имеет вход 416 для подачи расплавленного материала, примыкающий к убывающему по конусу или уменьшающемуся поперечному сечению, которое убывает по конусу от входа 416 для подачи материала в направлении задней стенки 414. В различных неограничивающих вариантах реализации изобретения передняя сторона 406 может быть выполнена с возможностью прикрепления к питателю или пластину, или непосредственно к вертикальному литнику на входе 416 для подачи расплавленного материала. Например, в некоторых неограничивающих вариантах реализации изобретения изложница 400 включает полость 410, ограничивающую уменьшающееся поперечное сечение вдоль части своей длины, начиная от входа 416 для подачи расплавленного материала, который может быть непосредственно связан с вертикальным литником или каналом вертикального литника. Иными словами, уменьшение поперечного сечения вдоль начальной длины полости 410 может избавить от необходимости в питателе. В связи с этим, отливки можно получать с уменьшенными потерями выхода и управляемой усадочной пористостью. В различных неограничивающих вариантах реализации изобретения полости 410 с уменьшающимися поперечными сечениями могут определять боковые стенки 412 в общем случае сужающиеся по конусу синхронно с полостью 410, например, в общем случае соосно с геометрической осью конуса 410, и могут включать конус, симметричный по отношению к прилегающим боковым стенкам 412 полостей 410. В одном неограничивающем варианте реализации изобретения уменьшение поперечного сечения может ограничиваться в общем случае вдоль направления центробежной силы и/или конус может сужаться в общем направлении, противоположном основному направлению затвердевания. Например, в одном неограничивающем варианте реализации изобретения полость имеет такое поперечное сечение, как сужающееся по конусу сечение, которое в общем случае сужается от входа для подачи расплавленного материала, например, в направлении задней стенки 414 полости 410.
В одном неограничивающем варианте реализации изобретения полость 410 имеет уменьшающееся поперечное сечение, включая конический участок, который имеет первое поперечное сечение и второе поперечное сечение. Второе поперечное сечение меньше первого и находится на большем расстоянии от оси вращения, чем первое поперечное сечение. В процессе эксплуатации фронт затвердевания может быть сформирован и направленно продвигаться в общем случае от задней стенки 414 к первому поперечному сечению и ко входу 416 для подачи расплавленного материала. Затвердевание материала вдоль фронта затвердевания может приводить к образованию дендритов внутри затвердевающего материала. В соответствии с различными неограничивающими вариантами реализации изобретения, по меньшей мере часть расплавленного материала перед фронтом затвердевания может оставаться расплавленным на период времени, в течение которого материал, находящийся у или около второго поперечного сечения, подвергнется остыванию и, следовательно, усадке. Таким образом, расплавленный материал перед фронтом затвердевания, например, у или около первого поперечного сечения, может быть ускорен центробежной силой так, что он будет перемещаться к и/или между формирующимися дендритами, заполняя усадочные поры по мере их появления, что помогает избегать образования значительных пустот и посредством этого получать плотную отливку. В результате участки изложницы перед фронтом затвердевания, например, расположенные ближе к каналу вертикального литника, могут действовать как стояк для полости 410. В различных неограничивающих вариантах реализации изобретения полости могут иметь несколько секций с коническим сужением. В определенных неограничивающих вариантах реализации изобретения уменьшающееся поперечное сечение может не позволять внутренней пористости достигать канала вертикального литника. В одном неограничивающем варианте реализации изобретения уменьшающееся поперечное сечение может формировать барьер плотности для удержания внутренней пористости так, чтобы ее можно было удалить обработкой, например, такой как HIP. Например, на практике по меньшей мере часть уменьшающегося поперечного сечения у или примыкающая к самому большому поперечному сечению уменьшающегося поперечного сечения, например, у или примыкающая ко входу 416 для подачи расплавленного материала, может быть полностью плотной после затвердевания, тем самым предотвращая возникновение контакта внутренней пористости с каналом вертикального литника, где она могла бы позднее оказаться снаружи, когда отливку удаляют из канала вертикального литника.
Кроме того, изложница 400 имеет изолирующие конструктивные элементы, которые включают множество карманов 418, ограниченных в боковых стенках 412, ограничивающих полости 410. В различных неограничивающих вариантах реализации изобретения боковые стенки 412 изложницы 400 могут также или альтернативно включать изолирующие конструктивные элементы, такие как карманы, аналогичные показанным на ФИГ. 9. Например, карманы, ограниченные в одной или в обеих из боковых стенок 412, могут быть выполнены с возможностью изменять теплоемкость изложницы вдоль горизонтального участка боковой стенки 412. Карманы 418 выполнены с размерами и расположены для способствования направленному затвердеванию от задней стенки 414 в направлении передней стороны 406. Как и в других различных неограничивающих вариантах реализации изобретения, конкретная длина, площадь и/или расположение карманов 418 могут быть приспособлены для согласования со специфическими параметрами или условиями заливки, например, температурой заливки, объемом изложницы, характеристиками фазового перехода металлического материала, составом изложницы, размерами полости, количеством и близостью полостей и/или количеством и близостью изложниц. В определенных неограничивающих вариантах реализации изобретения изложница может включать две или более модульных секций. Модульные секции, например, могут включать горизонтальные, вертикальные, наклонные поперечные сечения или сечения с прорезями для упрощения извлечения отливок.
ФИГ. 11 иллюстрирует изложницу 500 для применения в устройстве для центробежного литья в соответствии с различными неограничивающими вариантами реализации изобретения в соответствии с данным описанием. Изложница 500 включает переднюю сторону 502, заднюю сторону 504, верхнюю сторону 506, нижнюю сторону 508, первую боковую сторону 510 и вторую боковую сторону 512. Четыре расположенные одна над другой полости 514a-514d проходят в изложницу 500 от передней стороны 502 к задней стороне 504. Каждая полость 514a-514d ограничена боковой стенкой 516. Кроме того, изложница 500 ограничивает изолирующие конструктивные элементы, включающие множество карманов 526, расположенных около каждой полости 514a-514d. Как показано, карманы 526 равномерно разнесены вокруг полостей 514a-514d. Тем не менее, в определенных неограничивающих вариантах реализации изобретения число, разнесение и/или размеры одного или более карманов 526 могут быть разными. Хотя это не показано на ФИГ. 11-15, изложница 500 может дополнительно включать секции питателя у или около участков полостей 514a-514d, примыкающих к передней стороне 502 изложницы 500. Секции питателей могут быть ограничены в изложнице 500 или могут быть присоединяемыми, например, к передней стороне 502.
ФИГ. 12-15 иллюстрируют поперечные сечения изложницы 500 вдоль полостей 514a-514d в соответствии с различными неограничивающими вариантами реализации изобретения в соответствии с данным описанием. ФИГ. 12-13 иллюстрируют поперечные сечения вдоль первой и второй полостей 514a, 514b, соответственно. Полости 514a, 514b проходят от передней стороны 502 изложницы 500 к соответствующим задним стенкам 528, которые примыкают к задней стороне 504. Полости 514a, 514b проходят по существу перпендикулярно к плоскости, определенной передней стороной 502. В процессе эксплуатации, например, когда изложницу 500 вращают вокруг оси вращения, угловая скорость полостей 514a, 514b по существу перпендикулярна к радиусу, проходящему от центра вращения. Карманы 526 проходят по существу параллельно полостям 514a, 514b и выполнены с возможностью уменьшать теплоемкость боковой стенки, примыкающей к полостям 514a, 514b, и ограничивать скорость теплоотвода от расплавленного материала к изложнице 500. В проиллюстрированных неограничивающих вариантах реализации изобретения задние стенки 528 представляют все условия для отвода тепловой энергии от расплавленного материала к изложнице. Соответственно, скоростью теплоотвода от расплавленного материала можно дифференцированно управлять для содействия направленному затвердеванию в общем случае от задних стенок 528 к передней стороне. Как указано выше, когда изложница 500 вращается, центробежная сила может направлять расплавленный материал в направлении против фронта затвердевания для уменьшения усадочной пористости.
ФИГ. 14-15 иллюстрируют варианты расположения полостей и показывают радиально смещенные полости. ФИГ. 14 иллюстрирует поперечное сечение изложницы 500 вдоль третьей полости 514c, которая проходит от передней стороны 502 к задней стенке 528. Карманы 526 проходят по существу параллельно полости 514c и выполнены с возможностью уменьшать скорость отвода тепла от расплавленного материала к изложнице 500, как описано выше. Полость 514c радиально смещена и образует угол около 15 градусов относительно второй полости 514b. ФИГ. 15 иллюстрирует поперечное сечение изложницы 500 вдоль четвертой полости 514d, которая проходит от передней стороны 502 к задней стенке 528. Карманы 526 проходят по существу параллельно полости 514d и выполнены с возможностью уменьшать скорость теплоотвода от расплавленного материала к изложнице 500, как описано выше. Полость радиально смещена и образует угол около 15 градусов относительно второй полости 514b и около 30 градусов относительно третьей полости 514c. Таким образом, третья и четвертая полости 514a, 514b могут быть радиально смещены, например, угловая скорость осевой линии полости не перпендикулярна радиусу, исходящему из центра вращения. Тем не менее, как указано выше, задние стенки 528 представляют все условия для отвода тепловой энергии от расплавленного материала к изложнице. Соответственно, скоростью теплоотвода от материала можно дифференцированно управлять для содействия направленному затвердеванию от задних стенок 528 к передней стороне. Как указано выше, когда изложница 500 вращается, центробежная сила будет направлять расплавленный металлический материал в направлении фронта затвердевания и против него для уменьшения усадочной пористости.
В соответствии с определенными неограничивающими вариантами реализации изобретения в соответствии с данным описанием, конструкцию питателя с коническим сужением можно применять в различных вариантах реализации изобретения устройств для центробежного литья, вращающихся узлов и/или изложниц, описанных в данном документе. На ФИГ. 16, например, питатель 602 сообщается с впускным проходом 604 по меньшей мере одной полости 606 изложницы 608. Питатель 602 может включать конически сужающийся участок 610, выполненный примыкающим к впускному проходу 604 полости. Конически сужающийся участок 610 может включать один или более конически сужающихся подучастков 610a, 610b, 610c или может быть реализован, например, как единственный конически сужающийся участок. В определенных вариантах реализации изобретения конически сужающийся участок 610 может быть реализован, например, в виде дуги, или может иметь другой тип геометрической конфигурации. Как было показано, конически сужающийся участок 610 может проходить вокруг по существу всей площади поперечного сечения питателя 602, например, примыкающего к впускному проходу 604 полости 606. В других вариантах реализации изобретения конически сужающийся участок 610 может проходить вокруг менее, чем всей площади поперечного сечения участка питателя 602, примыкающего к впускному проходу 604 полости 606. В одном неограничивающем примере конически сужающийся участок 610 или его подучастки 610a, 610b, 610c могут образовывать угол относительно центральной линии продукта или компонента, отлитого в изложнице 608, например, при этом образованный угол конического сужения может находиться в диапазоне от больше нуля градусов до 90 градусов.
В различных вариантах реализации изобретения действительная или средняя площадь поперечного сечения, ограниченная конически сужающимся участком 610 питателя 602, может быть больше площади поперечного сечения, ограниченного впускным проходом 604 полости 606 изложницы 608. В предпочтительном варианте реализации изобретения действительная или средняя площадь поперечного сечения, ограниченная конически сужающимся участком 610 питателя 602, может находиться в диапазоне от более 100% до 150% площади поперечного сечения, ограниченного впускным проходом 604 полости 606. В одном неограничивающем примере, описанном ранее применительно к ФИГ. 3-5, диаметр и площадь поперечного сечения каждого питателя 60a, 60b, примыкающего к отверстию 84a, 84b для подачи материала, может быть больше, чем диаметр и площадь поперечного сечения примыкающего отверстия 84a-84b для подачи материала.
Изобретатели обнаружили, что конструкция конически сужающегося участка 610 питателя 602 и/или выбор отношения площади поперечного сечения, ограниченного конически сужающимся участком 610 питателя 602, к площади поперечного сечения, ограниченного впускным проходом 604 полости 606, могут определяться рядом факторов. Такие влияющие на выбор факторы могут включать, без ограничения, тип расплавленного материала, отливаемого в изложнице 608, тип материала, который включает изложница 608, желательные термодинамические характеристики, такие как скорости нагрева и остывания или распределение тепла, геометрия детали, отливаемой в изложнице 608, количество потерянного материала продукта или потери выхода, которые могут произойти в результате применения конически сужающегося участка 610 и/или другие критерии выбора. В определенных вариантах реализации изобретения выбор угла для участка питателя с коническим сужением может зависеть от желаемых или требуемых характеристик движения жидкости-текучей среды.
Как показано на ФИГ. 16A, в определенных неограничивающих вариантах реализации изобретения в соответствии с данным описанием, питатель 632 может иметь, в целом, трапецевидную форму, например, для функциональной связи с полостью 634 изложницы. В определенных вариантах реализации изобретения питатель 632 может быть выполнен с конически сужающимися участками 636, 638 при ограниченном угле, например, 20 градусов или менее. Как можно видеть, конически сужающиеся участки 636, 638 питателя 632 могут проходить вдоль части или по существу всего отрезка 640 продольной оси питателя 632. Отрезок 640 может представлять расстояние от канала вертикального литника (не показан) устройства для литья, например, до впускного прохода полости 634. В определенных вариантах реализации изобретения действительная или средняя площадь поперечного сечения, ограниченная конически сужающимися участками 636, 638 питателя 632, может находиться в диапазоне от более 100% до 150% площади поперечного сечения, ограниченного впускным проходом полости 634. В других неограничивающих вариантах реализации изобретения питатель 632 может иметь в общем случае, например, прямоугольную или в общем случае квадратную геометрию, среди других типов форм. Можно видеть, что питатель 632 может быть выполнен обеспечивающим уменьшающееся поперечное сечение в направлении от канала вертикального литника к впускному проходу полости 634. Кроме того, в определенных неограничивающих вариантах реализации изобретения полость 634 сама может конически сужаться под коническим углом (см., например., ФИГ. 22).
На ФИГ. 17, в соответствии с определенными неограничивающими вариантами реализации изобретенияв соответствии с данным описанием, изложница 652 может быть выполнена с одной или более полостями 654, имеющими, как показано, расширенный питатель 656. На практике эксплуатация устройства для литья с применением этой изложницы 652 дает возможность получать компоненты или детали, которые можно делить или резать на подкомпоненты или поддетали, например, в постлитейной обработке. Например, компонент, произведенный в полости 654, можно позднее подразделить на множество подкомпонентов. В одном неограничивающем примере компонент или деталь, произведенные в полости 654, могут выдать на выходе двенадцать подкомпонентов, при этом каждый такой подкомпонент имеет соотношение сторон в диапазоне от двух до трех. В этом примере и только в иллюстративных целях каждый такой подкомпонент может быть произведен с толщиной 55 мм и высотой 150 мм, что приводит к соотношению сторон около 2,7. В другом неограничивающем примере компонент или подкомпонент может быть произведен с соотношением сторон около 7,7 или более. ФИГ. 18 иллюстрирует пример изложницы 662, изготовленной для литья единственного компонента, из которого может быть произведено множество подкомпонентов, имеющих соотношение сторон, например, около 7,7. В показанном примере питатель 664 изложницы может включать один или более конически сужающихся участков 666, 668, определяющих приблизительный угол конуса, который может быть в диапазоне, например, приблизительно от четырех до шести градусов. Кроме того, из этого конкретного варианта реализации изобретения можно видеть, что изложница 662 включает только единственную полость 670.
В определенных неограничивающих вариантах реализации изобретения изложница 652 может быть выполнена с одним или более пазами 653, 655, 657, в которые можно вставлять и извлекать одну или более боковых стенок питателя (таких как боковая стенка 659). Боковая стенка 659 питателя может состоять из множества различных материалов и может состоять из того же материала, что и изложница 652 или из другого материала. В одном неограничивающем варианте реализации изобретения боковая стенка 659 может быть выполнена, например, в виде металлической вставки; в других вариантах реализации изобретения боковая стенка 659 может быть выполнена в виде полуметаллического или неметаллического компонента. Например, применение таких боковых стенок 659 дает возможность управлять теплоотводом за счет выбора материалов для заполнения пазов 653, 655, 657, которые могут иметь более низкие теплопроводность, теплоемкость или их комбинацию, по сравнению с другими материалами, которые могут входить в состав изложницы 652. Пазы 653, 655, 657 могут выполняться с круглой или квадратной геометриях, например, помимо других возможных конструкционных форм.
Изобретатели обнаружили, что литье компонента (например, пластины) в изложнице 652, при использовании расширенного питателя 656, как показано, например, на ФИГ. 17, или при использовании единственной полости 670 в изложнице 662, как показано, например, на ФИГ. 18, может во многих случаях уменьшать пористость в продукте непосредственно после литья. Теплоотвод можно дополнительно уменьшить, устраняя поверхности контакта между расплавленным материалом и полостью изложницы. Такое уменьшение теплоотвода улучшает направленный фронт затвердевания. Кроме того, за счет уменьшения потребности в выполнении резательной обработки, например, периферийной поверхности литых продуктов, могут быть уменьшены потери выхода продукта. Например, можно видеть, что отношение площади поверхности литого продукта в полости 654 к площади поверхности периферических краев литого продукта в полости 654 больше, в сравнении с компонентами, которые могут быть отлиты в других полостях 672, 674, 676 изложницы 652. В определенных неограничивающих вариантах реализации изобретения одна или более полостей 654, 672, 674, 676 могут также включать функционально связанный питатель 656, 684, 686, 688, выполненный с одним или более конически сужающимися участками 692, 694, 696, 698 (как описано выше).
В соответствии с определенными неограничивающими вариантами реализации изобретения в соответствии с данным описанием, ФИГ. 19 иллюстрирует пример изложницы 702, в которой две полости 704, 706 изложницы 702 совместно используют общий питатель 708 в сообщении с обеими полостями 704, 706. Общий питатель 708 можно применять в различных процессах литья, основываясь на рассмотрении таких факторов, как, без ограничения, тип расплавленного материала, отливаемый в изложнице 702, тип материала, который включает состав изложница 702, желательные термодинамические характеристики, такие как скорости нагрева и остывания или распределение тепла, геометрия детали, отливаемой в полостях 704, 706 изложницы 702, и/или другие критерии. В определенных неограничивающих вариантах реализации изобретения одна или более полостей 704, 706, 712, 714, 716 может включать питатели 708, 722, 724, 726, выполненные с одним или более конически сужающимися участками 732, 734, 736, 738 (как описано выше).
В определенных неограничивающих вариантах реализации изобретения изложница 702 может быть выполнена с одним или более пазами 752, 754, 756, в которые могут вставляться и удаляться одна или более боковых стенок питателя (таких как боковая стенка 758). Боковая стенка 758 питателя может состоять из множества различных материалов и может состоять из того же материала, что и изложница 702, или из другого материала. В одном неограничивающем варианте реализации изобретения боковая стенка 758 может быть выполнена, например, в виде металлической вставки; в других вариантах реализации изобретения боковая стенка 758 может быть выполнена в виде полуметаллического или неметаллического компонента. Например, применение таких боковых стенок 758 дает возможность управлять теплоотводом за счет выбора материалов для заполнения пазов 752, 754, 756, которые могут иметь более низкие теплопроводность, теплоемкость или их комбинацию, по сравнению с другими материалами, которые могут входить в состав изложницы 702. Пазы 752, 754, 756 могут выполняться с круглой или квадратной геометриях, например, помимо других возможных конструкционных форм.
ФИГ. 20-21 иллюстрируют пример устройства 802 для центробежного литья, выполненного в соответствии с неограничивающими вариантами реализации изобретения в соответствии с данным описанием. Устройство 802 для литья включает несколько изложниц 804, 806, 808, 810, 812, 816, 814, 818, расходящихся радиально наружу от расположенного в центре канала 820 вертикального литника. В различных вариантах реализации изобретения одна или более изложниц 804-818 могут состоять из нескольких типов материалов. Например, часть 832 основного корпуса изложницы 804 может состоять из первого типа материала; а задняя стенка 834 изложницы 804 может состоять из второго типа материала, при этом первый тип материала отличается от материала второго типа. Материалы могут быть, например, различными типами металлических или керамических материалов. В определенных вариантах реализации изобретения задняя стенка 834 может быть выполнена с возможностью присоединения или отсоединения от части 832 основного корпуса изложницы 804, например, при помощи болтов, винтов или других традиционных крепежных элементов. Таким образом, один тип материала может быть заменен другим типом материала для одной или более изложниц 804-818, исходя из таких соображений, как цели процесса литья, геометрия компонентов или термодинамические факторы, такие как объемы теплоотвода или критерии распределения тепла.
В определенных неограничивающих вариантах реализации изобретения одна или более изложниц 804-818 устройства 802 для литья, показанного на ФИГ. 20, например, могут быть выполнены, например, в соответствии с изложницей 852, показанной на ФИГ. 22. Изложница 852 может включать часть 854 основного корпуса и отдельную часть 856 задней стенки, которую можно снять с части 854 основного корпуса или присоединить к ней, в зависимости от потребности. Кроме того, одна или более из полостей 862, 864, 866, 868, 870, 872, находящихся внутри изложницы 852, может конически сужаться под коническим углом от передней стороны 882 изложницы 852 в направлении участка 856 задней стенки. Следует понимать, что в ходе эксплуатации устройства 802 для литья, концентрирование большего количества материала изложницы 852 и меньшего количества частей полостей 862-872 вдали от передней стороны 882 в направлении участка 856 задней стенки, например, может создать больший теплоотводящий эффект на участке, примыкающем к части 856 задней стенки. При таком подходе общее термодинамическое поведение изложницы 852 может быть отрегулировано в соответствии с количеством конусов, выполненных в полостях 862-872, объемом материала части 856 задней стенки, добавленного или снятого с изложницы 852, и/или типом материалов, входящих соответственно в участок 854 основного корпуса и участок 856 задней стенки, помимо других факторов.
Должно быть понятно, что в соответствии с определенными неограничивающими вариантами реализации изобретения, описанными в данном документе, конструкции как питателя, так и полости для формирования продукта или детали могут иметь один или более конусных участков внутри одной и той же изложницы. В одном примере конструкция полости с конусным сужением, как показано на ФИГ. 22, например, может быть связана с одной или более различными конструкциями питателя с конусным сужением или с геометрическими конструкциями питателя, описанными в данном документе.
Понятно, что определенные конструктивные особенности устройств и способов для центробежного литья, описанные в данном документе, описаны на основе иллюстративных вариантов реализации изобретения. Например, для краткости и простоты понимания, проиллюстрировано только ограниченное число вариантов относительно количества и компоновки изложниц и полостей. После прочтения настоящего документа специалистам в данной области техники будет ясно, что проиллюстрированные варианты реализации изобретения и различные их альтернативы могут быть реализованы без ограничения проиллюстрированными примерами. Настоящее раскрытие не ограничивается также проиллюстрированными компоновками полости или изложницы. Например, в различных вариантах реализации изобретения изложницы могут включать множество вертикальных рядов полостей. Расположенные одна над другой полости могут включать изложницы, содержащие множество рядов расположенных одна над другой полостей. Расположенные одна над другой полости могут также включать одну или более полостей, радиально смещенных от центра вращения. Например, изложница может включать ряд полостей, в котором все полости радиально смещены. В некоторых неограничивающих вариантах реализации изобретения расположенные одна над другой полости могут включать множество рядов расположенных одна над другой полостей. Хотя в проиллюстрированных вариантах реализации изобретения показаны в общем случае расположенные одна над другой полости, в которых по меньшей мере впускные проходы для подачи материала выстроены в одну линию, в различных неограничивающих вариантах реализации изобретения полости могут быть расположены друг над другом таким образом, что одна или более полостей не выстроены в линию, например, полости могут быть отклонены или смещены на одинаковые или неодинаковые интервалы.
Следует понимать, что конфигурация и количество изложниц могут в общем случае быть связаны с размером и количеством деталей, которые предполагается отлить, и с объемом заливки. Например, в различных неограничивающих вариантах реализации изобретения устройства для литья могут включать множество изложниц, расположенных вокруг оси вращения. Каждая из множества изложниц может ограничивать вертикальный ряд из множества полостей. Каждая из множества полостей может ограничивать множество выстроенных в линию литых деталей. Таким образом, в зависимости от конфигурации, различные варианты реализации устройств для литья дают возможность получать от двух до многих сотен отливок за единственный цикл литья. Иными словами, устройства для литья, включающие, например, от двух до десяти изложниц, каждая из которых ограничивает от двух до десяти полостей, а каждая полость ограничивает от двух до шести литых деталей, может получать от 8 до 600 литых деталей.
В настоящем описании все числа, иные чем в рабочих примерах или если указано иное, выражающие количества или характеристики элементов, ингредиентов и продуктов, режимы обработки и тому подобное, следует понимать как модифицируемые во всех случаях термином “примерно”. Соответственно, пока не указано обратное, любые численные параметры, упоминаемые в последующем описании, являются приближениями, которые могут изменяться в зависимости от желательных характеристик, которые требуется получить при помощи устройств и способов в соответствии с данным описанием. По меньшей мере и без попытки ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый численный параметр должен толковаться по меньшей мере в свете ряда из описанных значащих разрядов и с использованием традиционных методов округления.
В данном документе описаны различные элементы, признаки, аспекты и преимущества различных неограничивающих вариантов реализации устройств для центробежного литья и его способов. Следует понимать, что определенные описания различных неограничивающих вариантов реализации изобретения были упрощены, чтобы проиллюстрировать только те элементы, признаки и аспекты, которые значимы для более ясного понимания раскрытых вариантов реализации изобретения, при исключении, для целей краткости или ясности, других элементов, признаков и аспектов. Следует учитывать, что определенные признаки, которые были для ясности описаны в контексте отдельных вариантов реализации изобретения, могут также быть обеспечены в комбинации в единственном варианте реализации изобретения. И наоборот, различные признаки изобретения, которые были для ясности описаны в контексте единственного варианта реализации изобретения, могут быть также обеспечены раздельно, в любой подходящей подкомбинации, или, если целесообразно, в любом другом описанном варианте реализации изобретения. Например, хотя полости обычно показаны проходящими в горизонтальной рабочей плоскости, в различных неограничивающих вариантах реализации изобретения полости могут проходить под положительными и/или отрицательными углами по отношению к горизонтальной рабочей плоскости. Кроме того, определенные признаки, описанные в контексте различных вариантов реализации изобретения, не должны рассматриваться как существенные признаки этих вариантов реализации изобретения до тех пор, пока вариант реализации изобретения не становится недейственным без этих элементов.
Хотя вышеизложенное описание представляет, в силу необходимости, только ограниченное количество вариантов реализации изобретения, средние специалисты в данной области техники должны понимать, что различные изменения в устройствах и способах и других деталях примеров, которые были описаны и проиллюстрированы в данном документе, могут быть сделаны специалистами в данной области техники, и все такие изменения остаются в пределах сущности и объема изобретения в соответствии с данным описанием, как указано здесь и в приложенной формуле изобретения. При прочтении настоящего описания, средние специалисты в данной области техники сумеют легко идентифицировать дополнительные устройства и способы для центробежного литья и смогут сконструировать, изготовить и применить дополнительные устройства и способы для центробежного литья по образцу и не выходя за пределы сущности ограниченного в силу необходимости количества описанных в данном документе вариантов реализации изобретения. В силу вышесказанного, понятно, что настоящее изобретение не ограничено конкретными вариантами реализации изобретения или способами, раскрытыми здесь или включенными в данный документ, но предназначено для охвата модификаций, которые находятся в пределах сущности и объема изобретения, которое определено формулой изобретения. Специалистам в данной области техники также будет понятно, что в неограничивающих вариантах реализации изобретения и способах, описанных в данном документе, могут быть выполнены изменения без выхода за пределы их широкого изобретательского замысла.
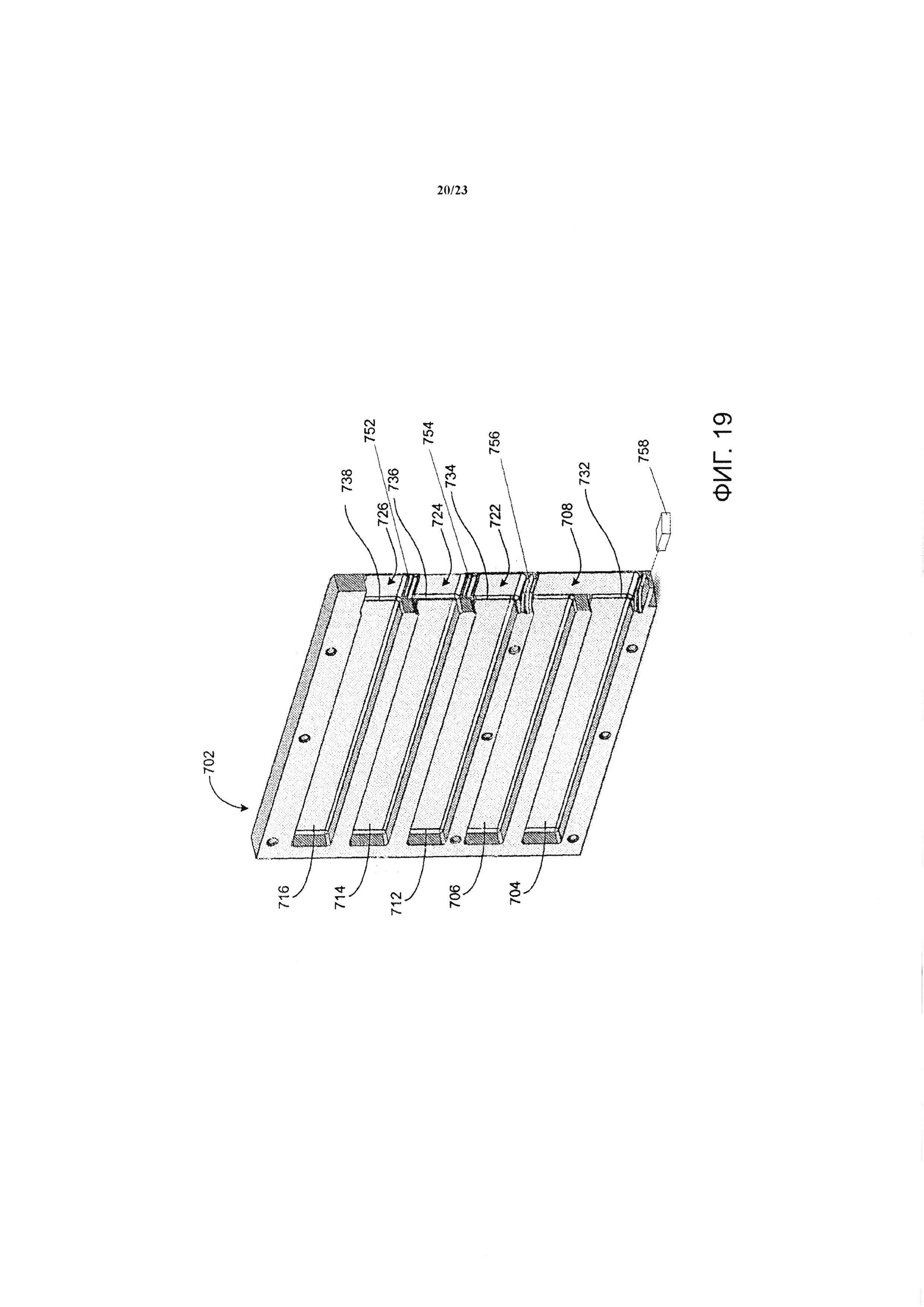
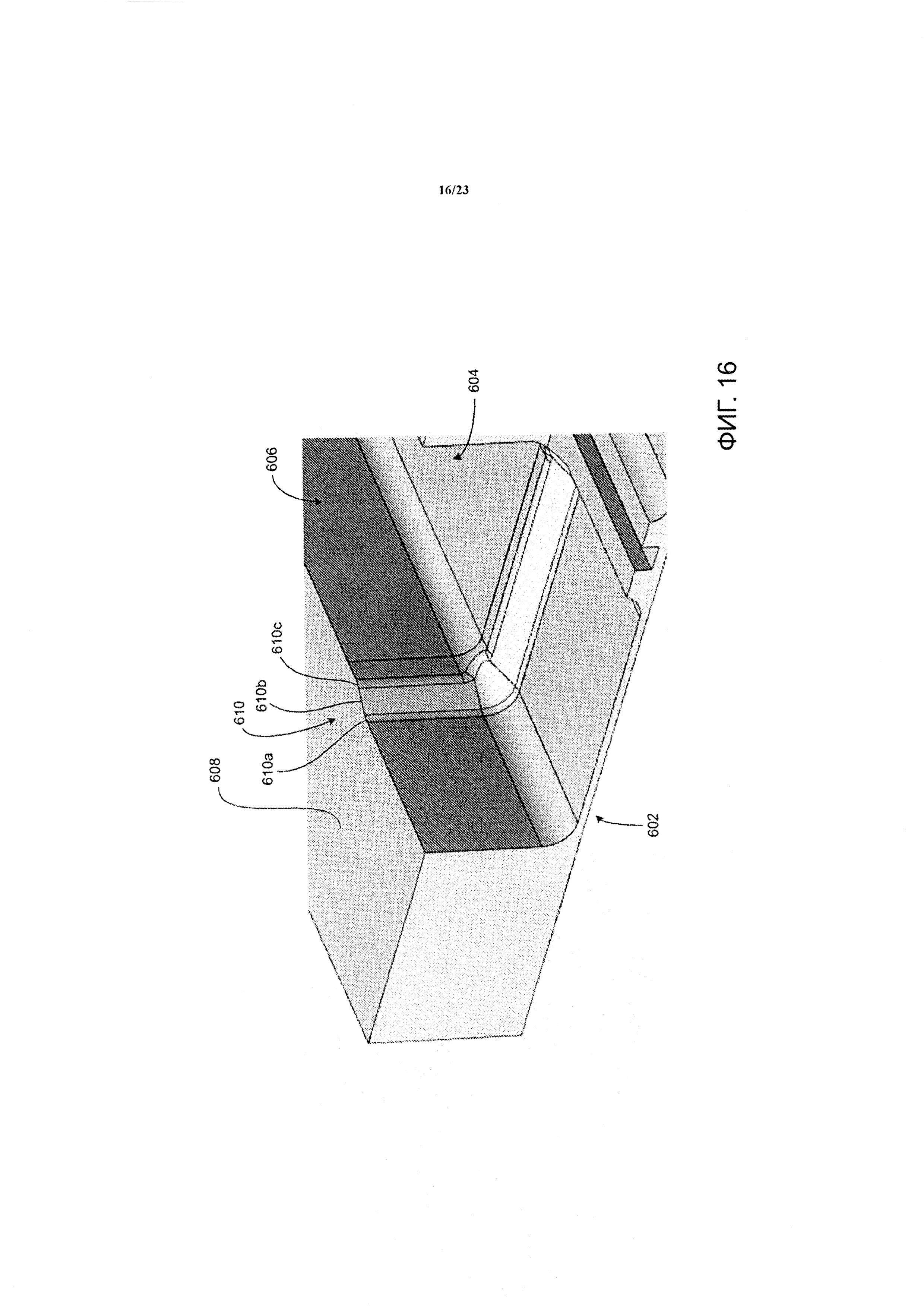
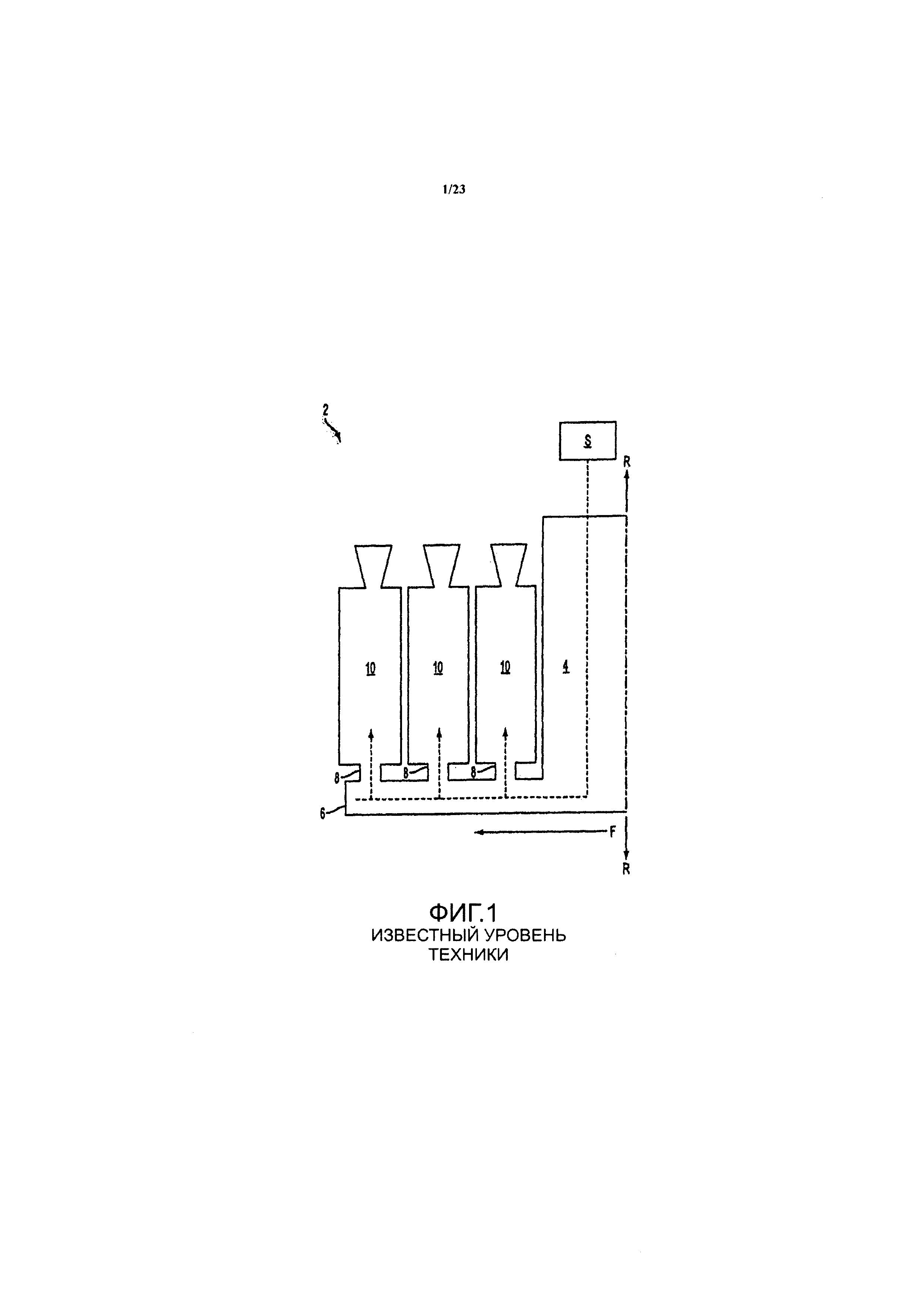
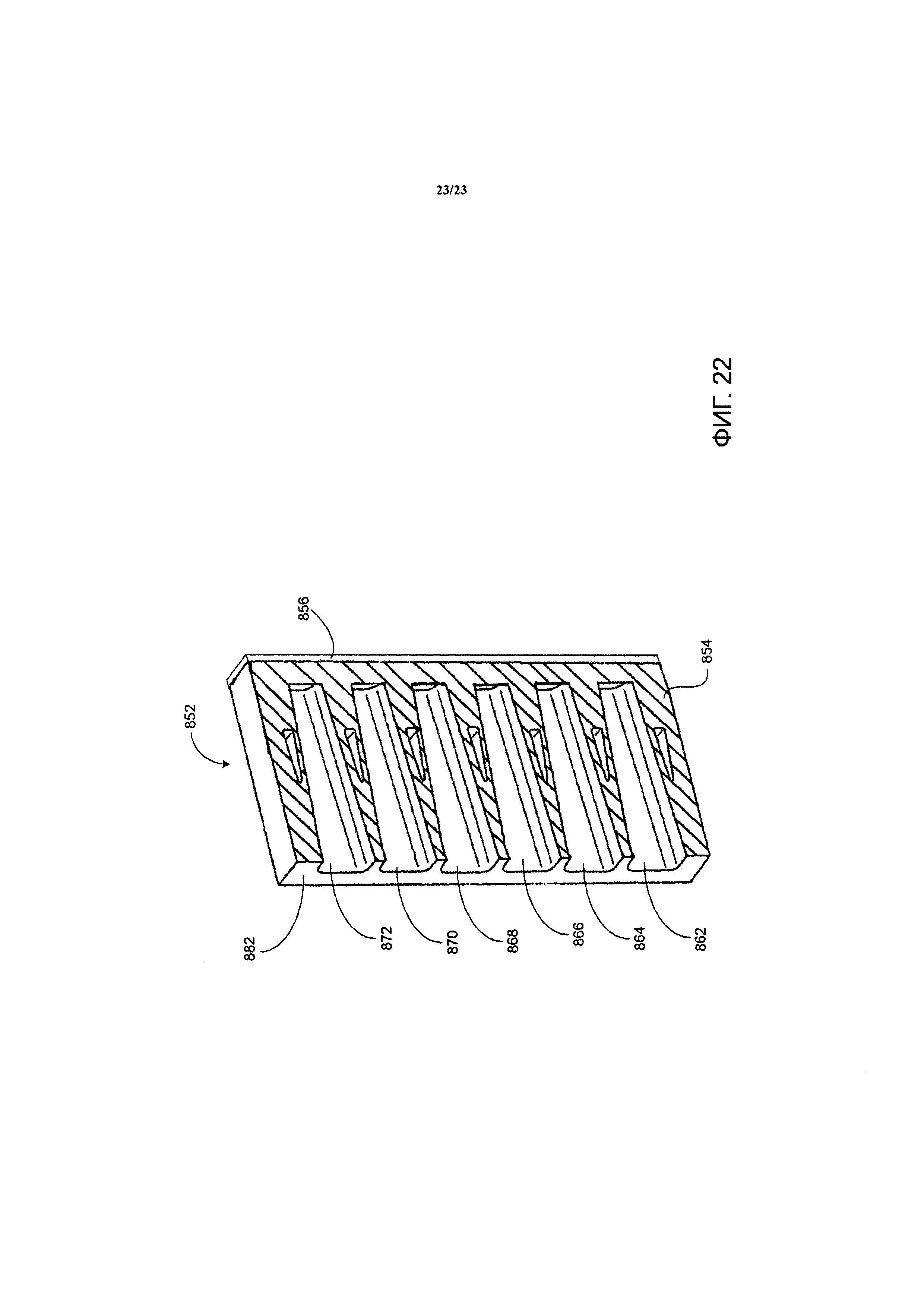
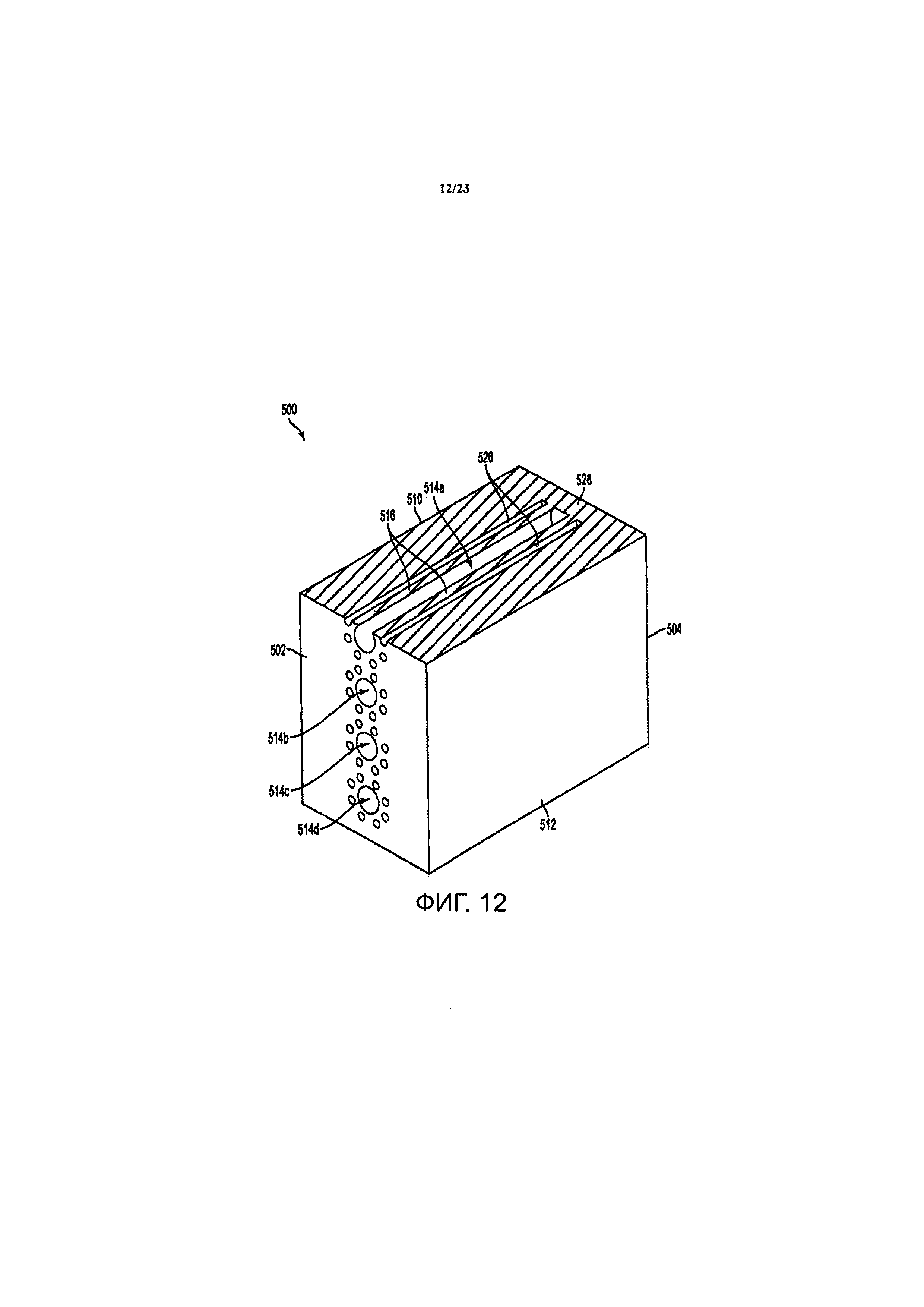
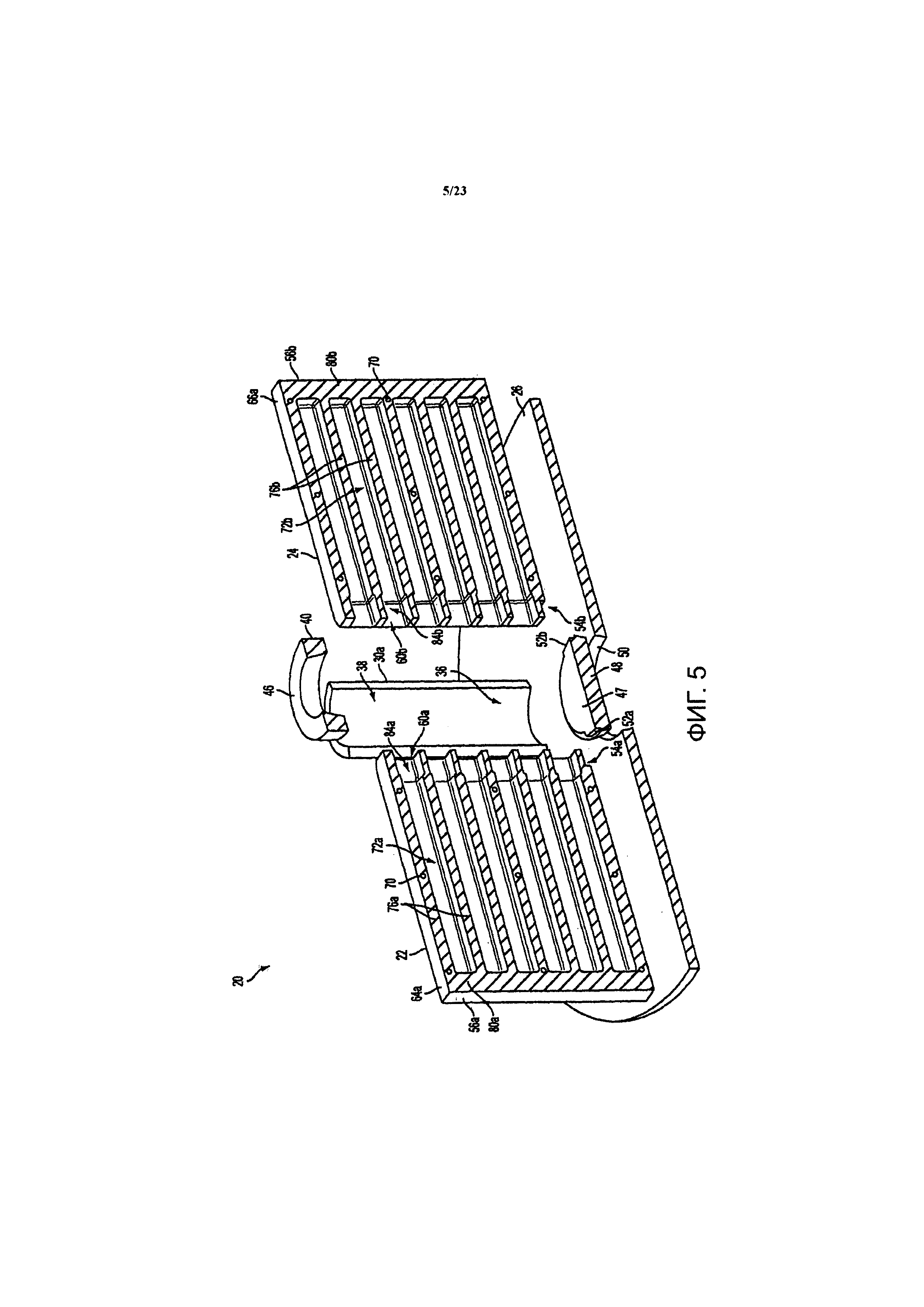
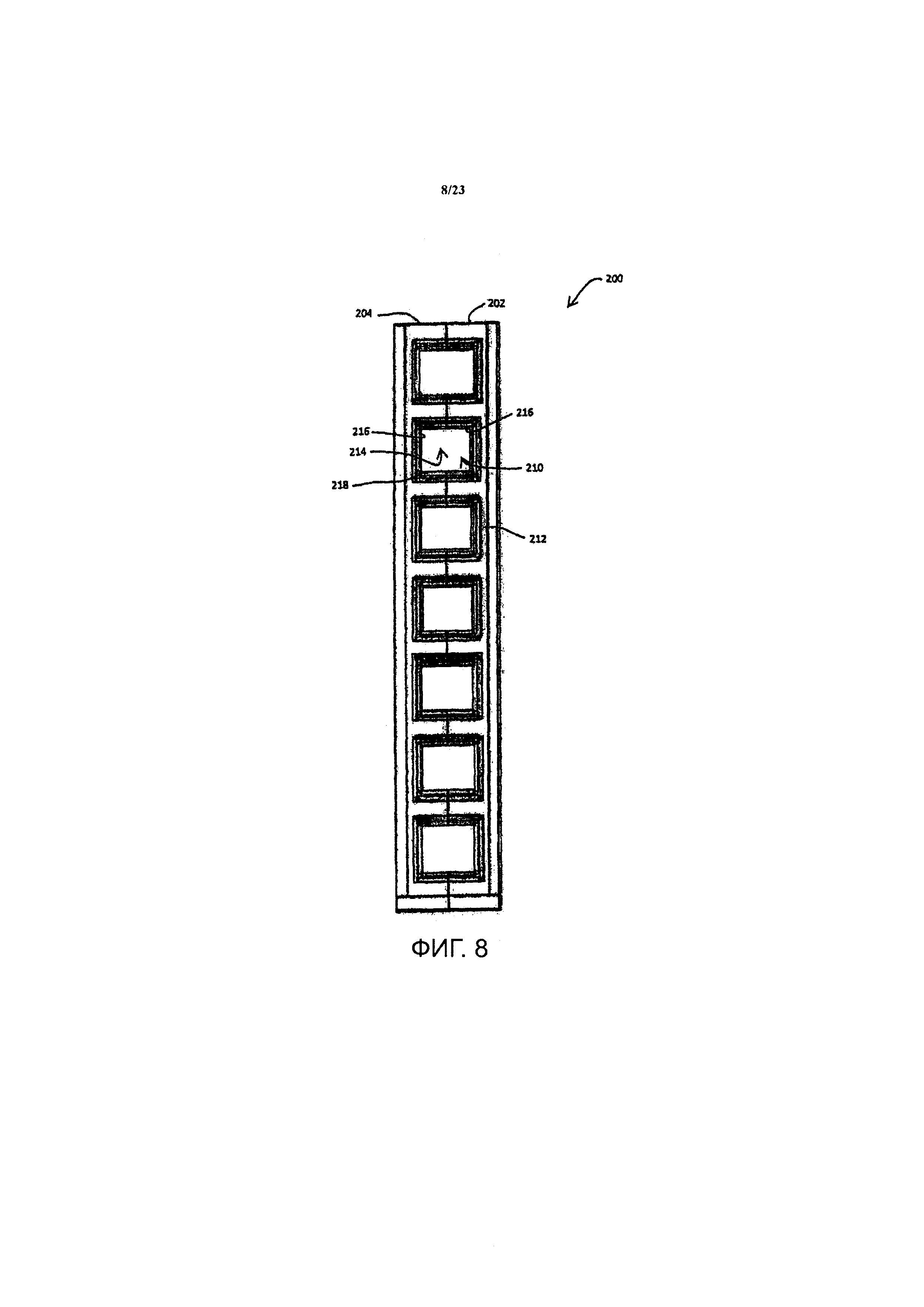
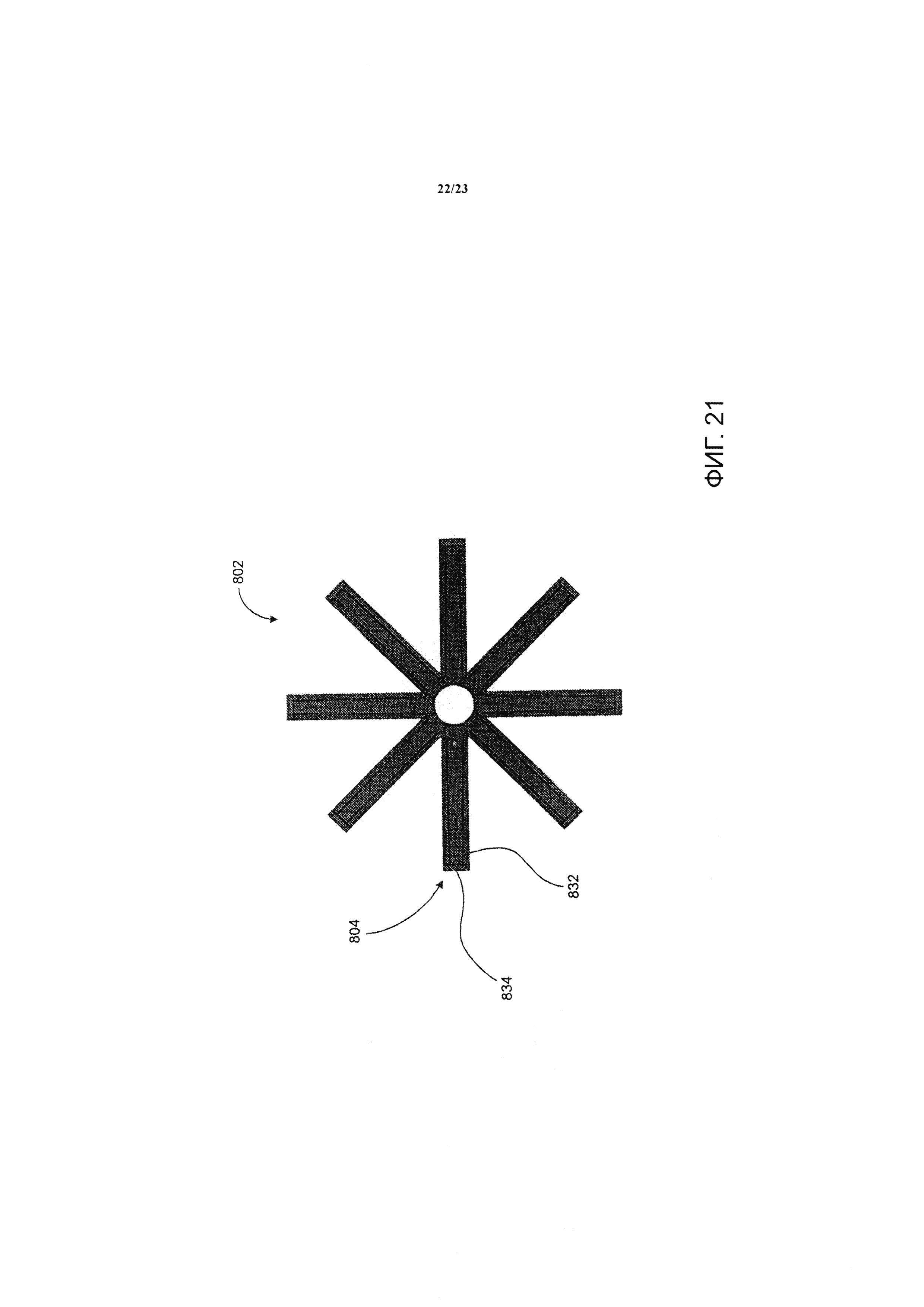
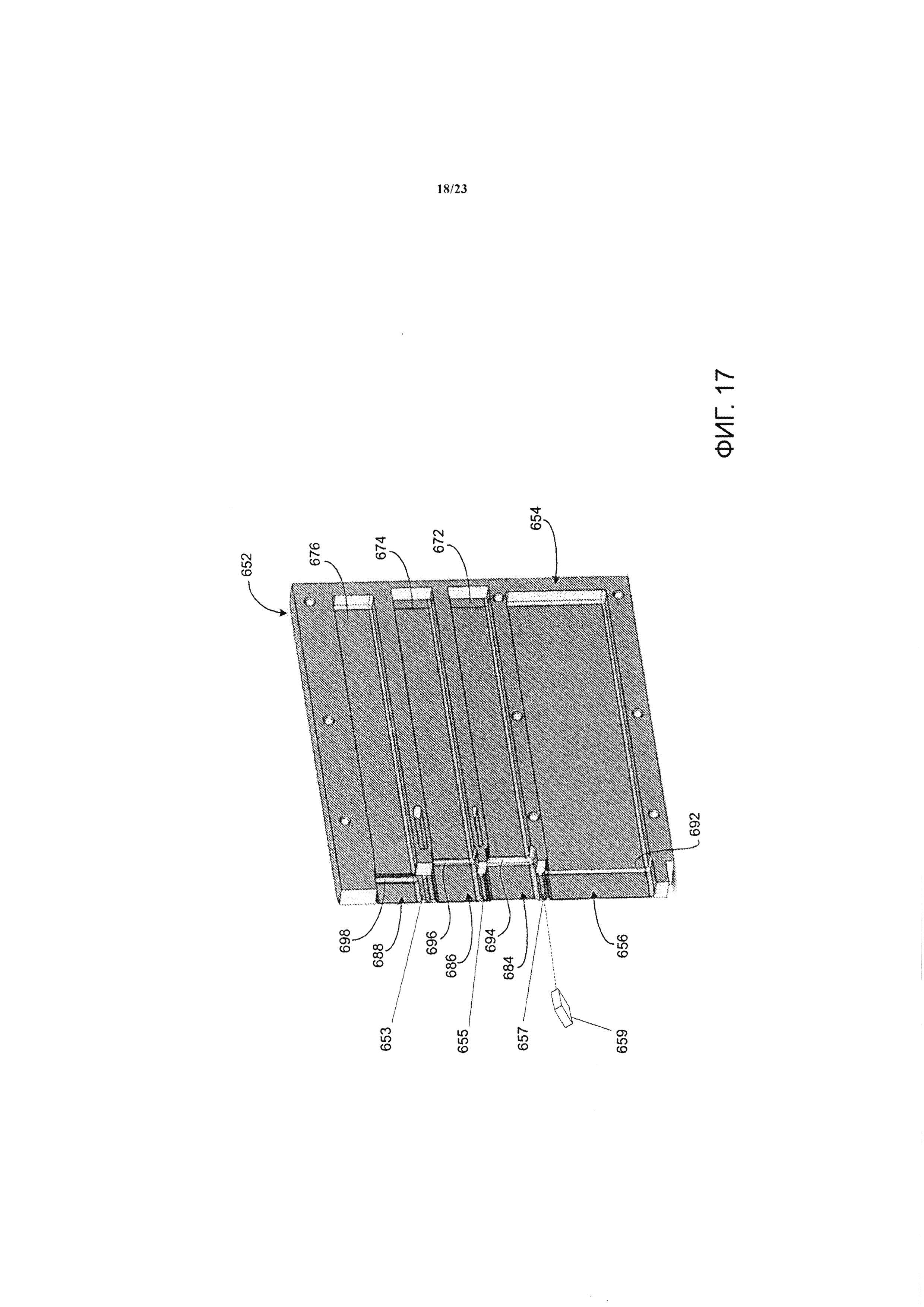
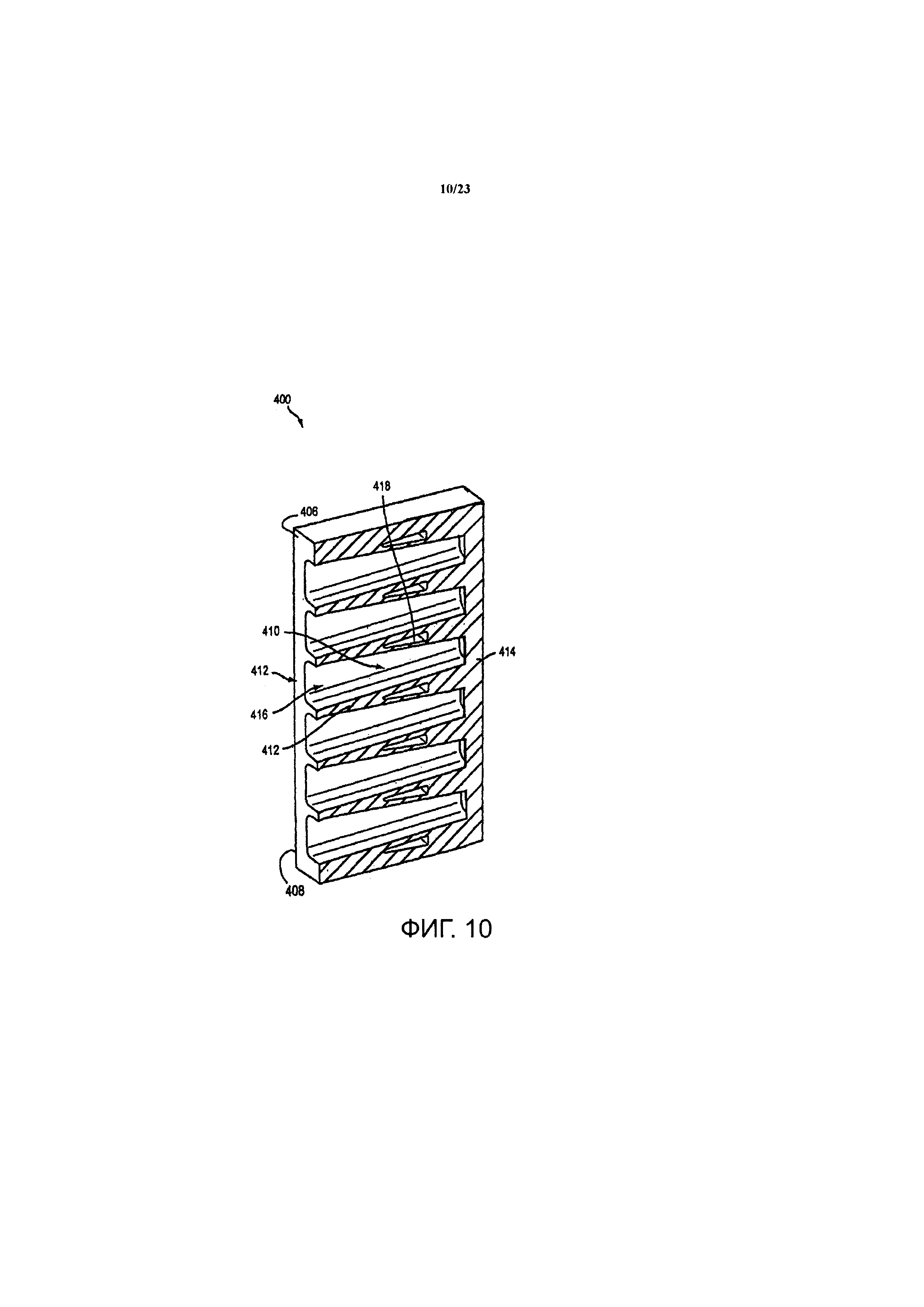
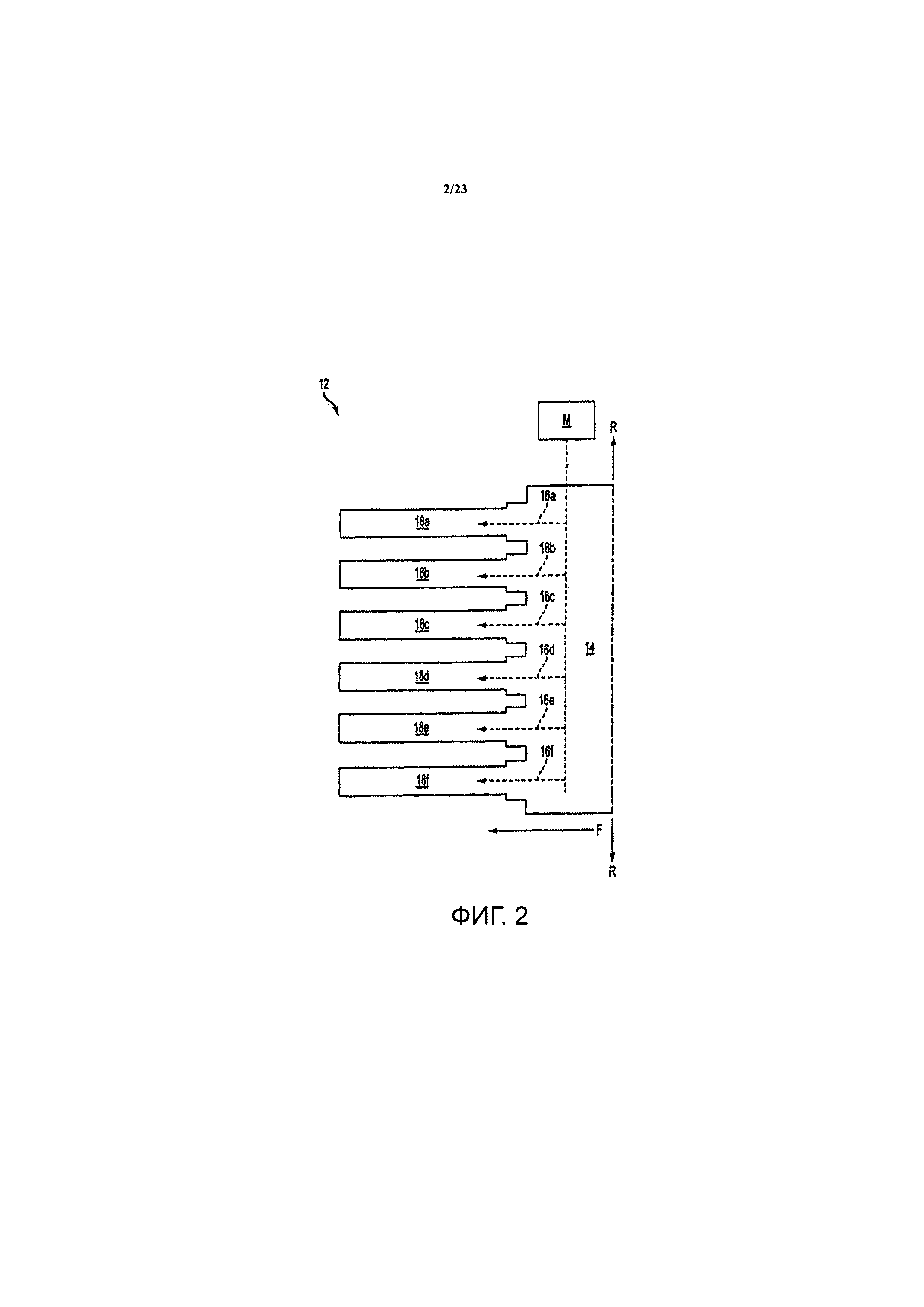
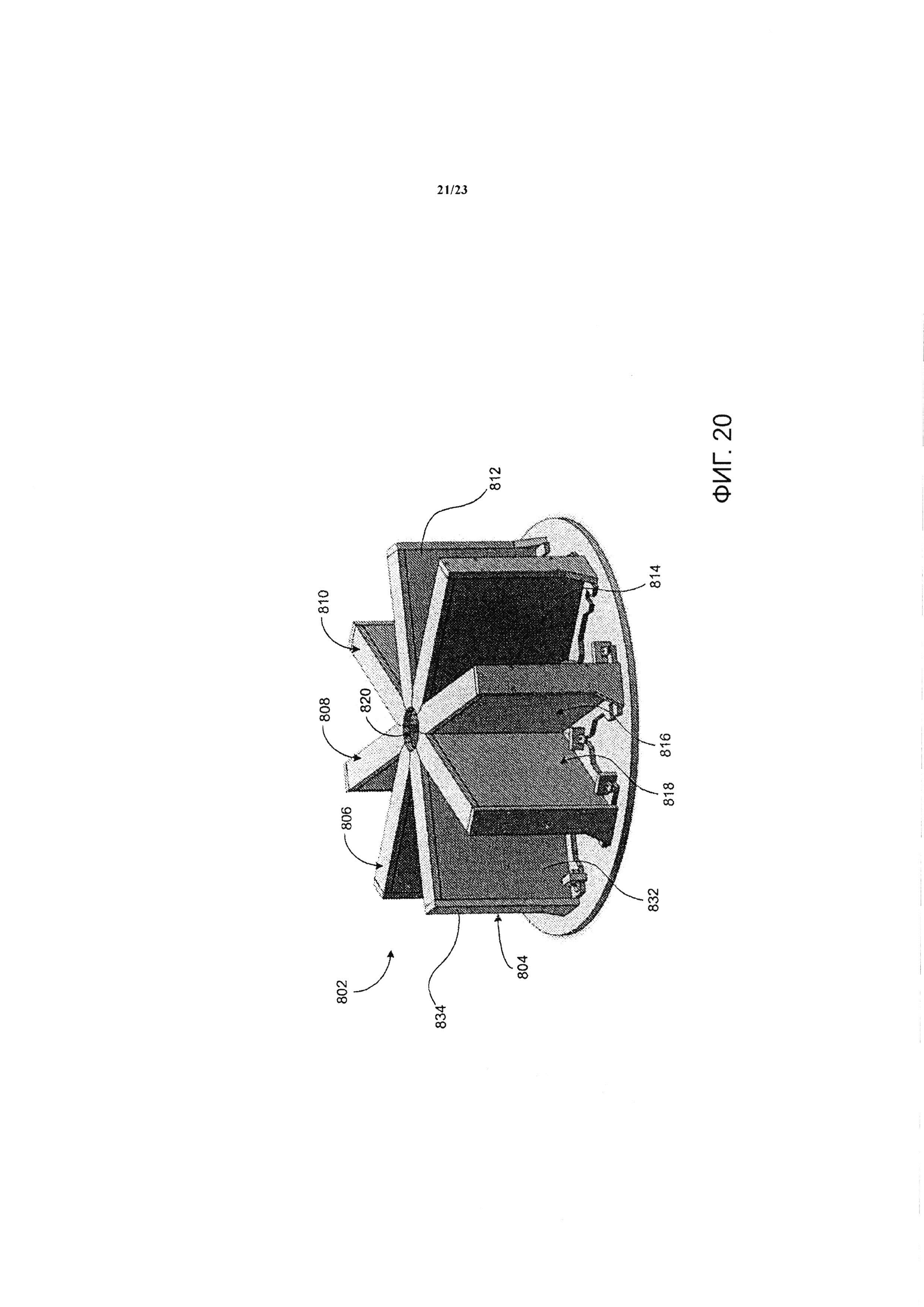
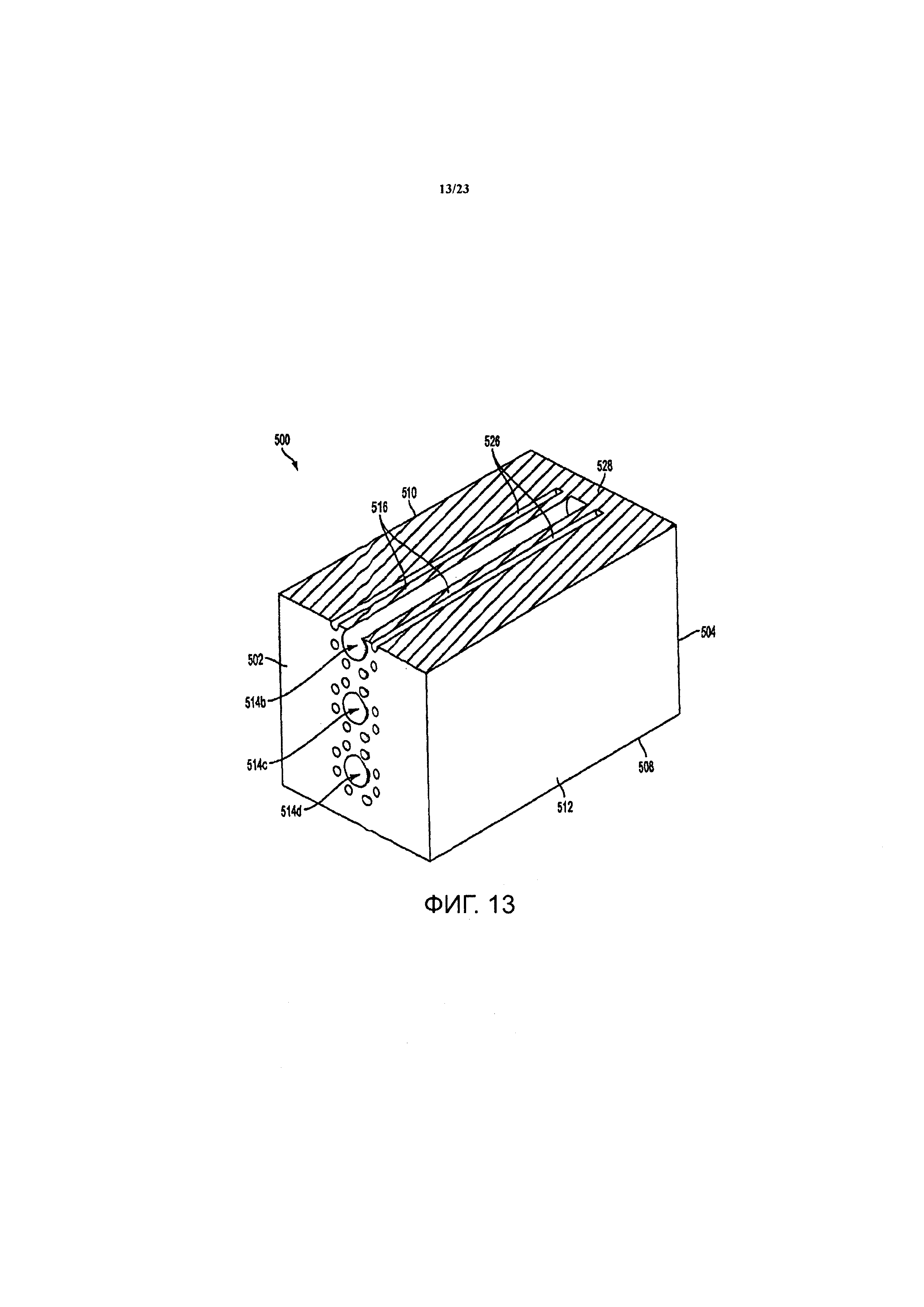
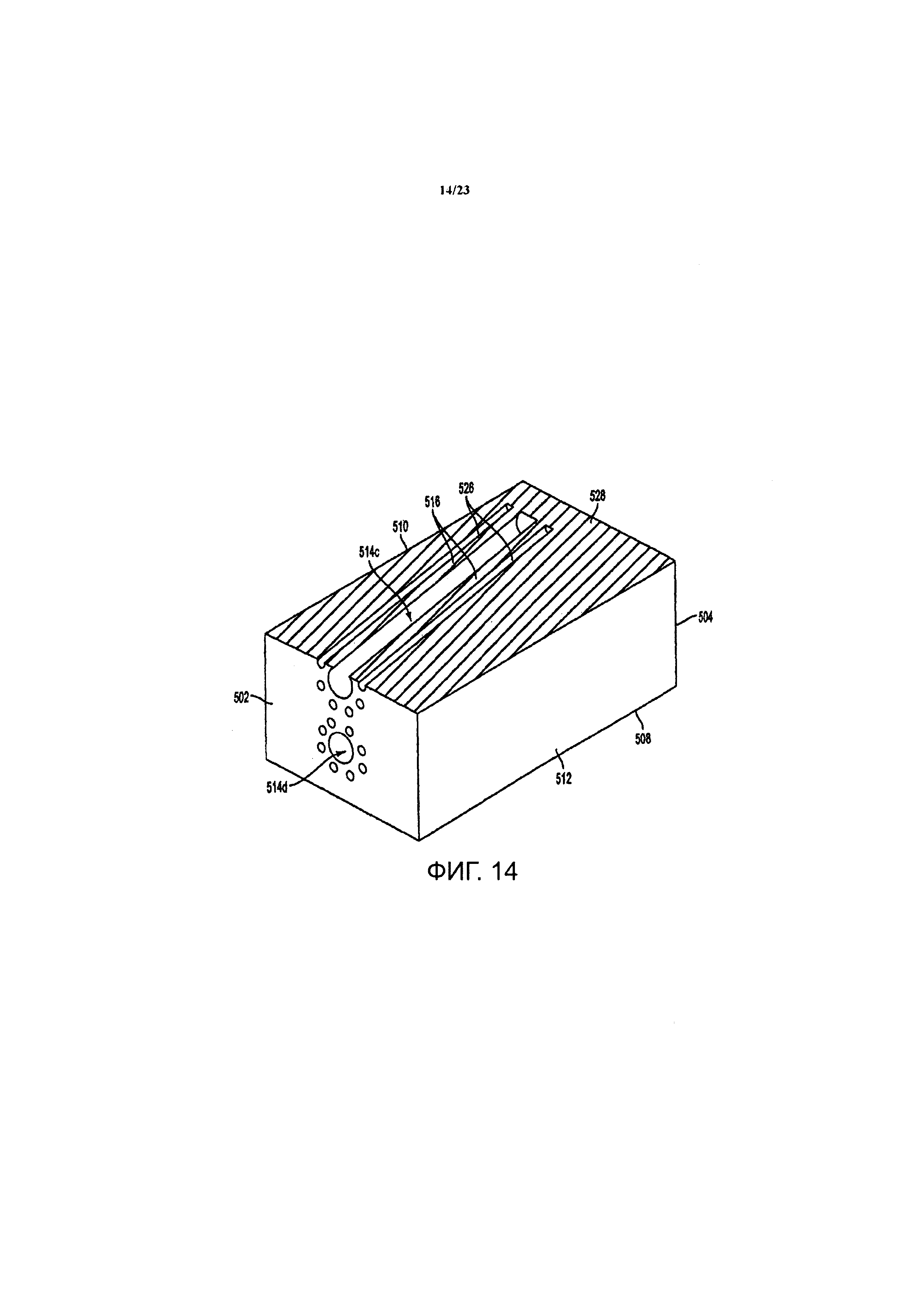
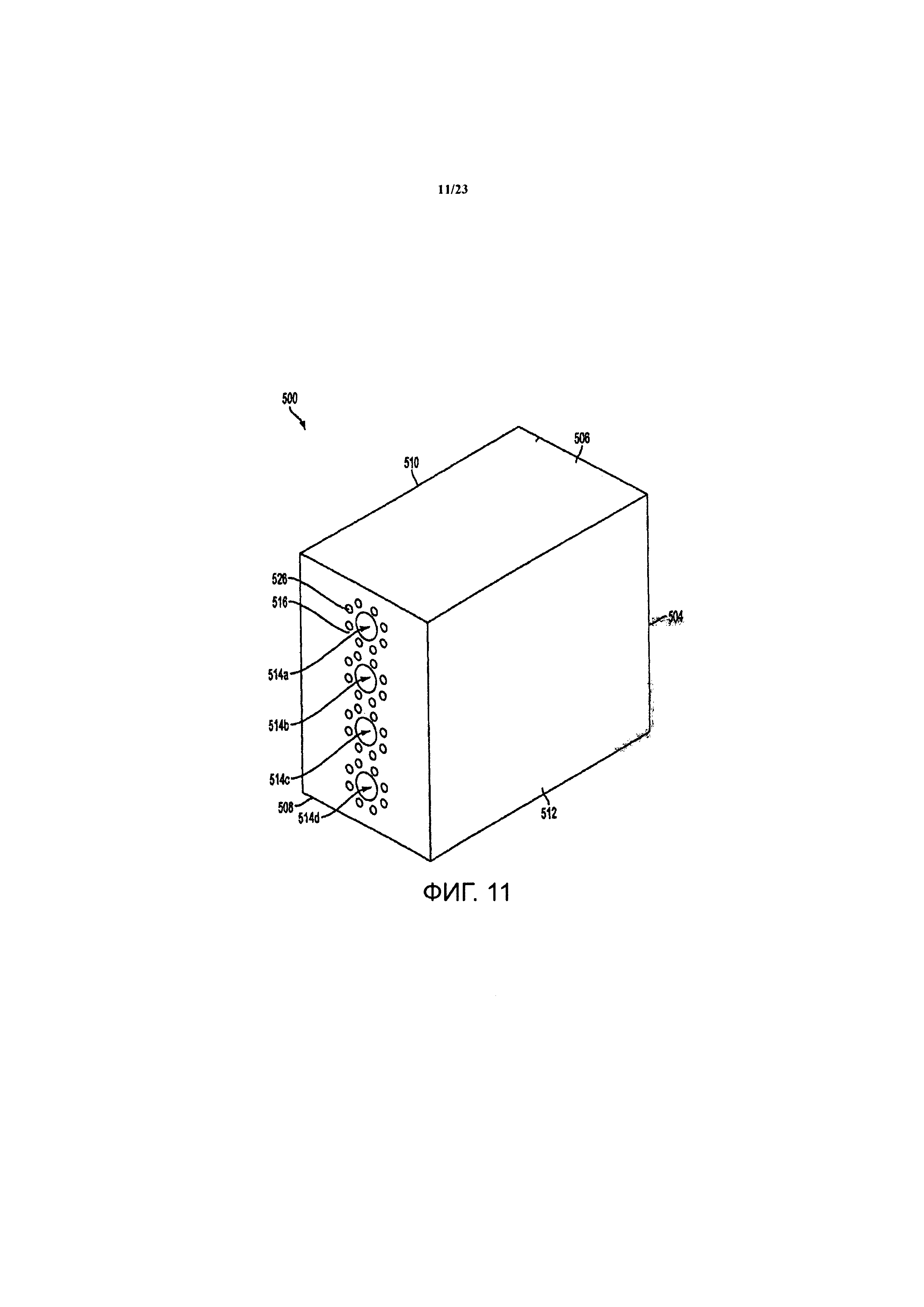
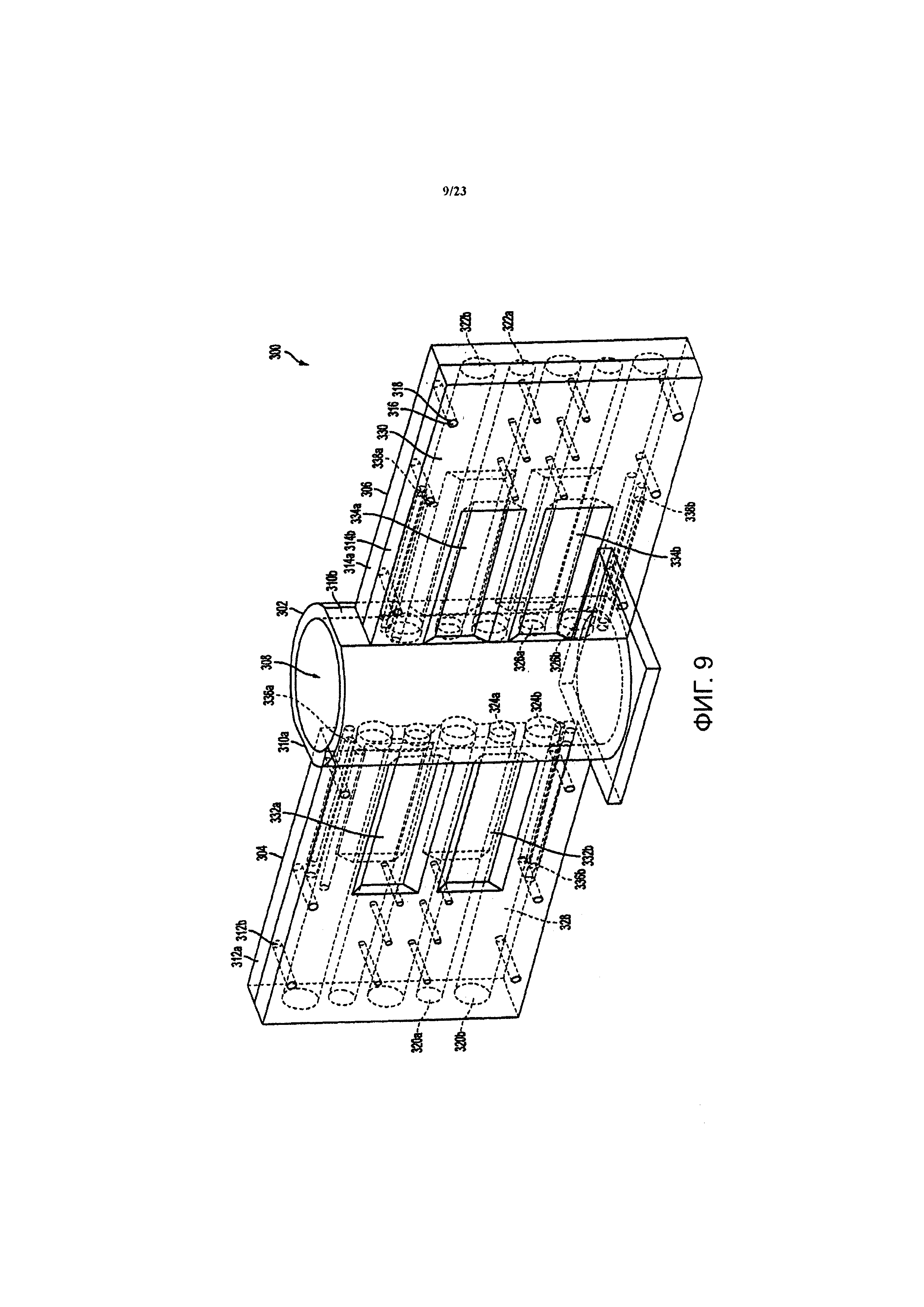
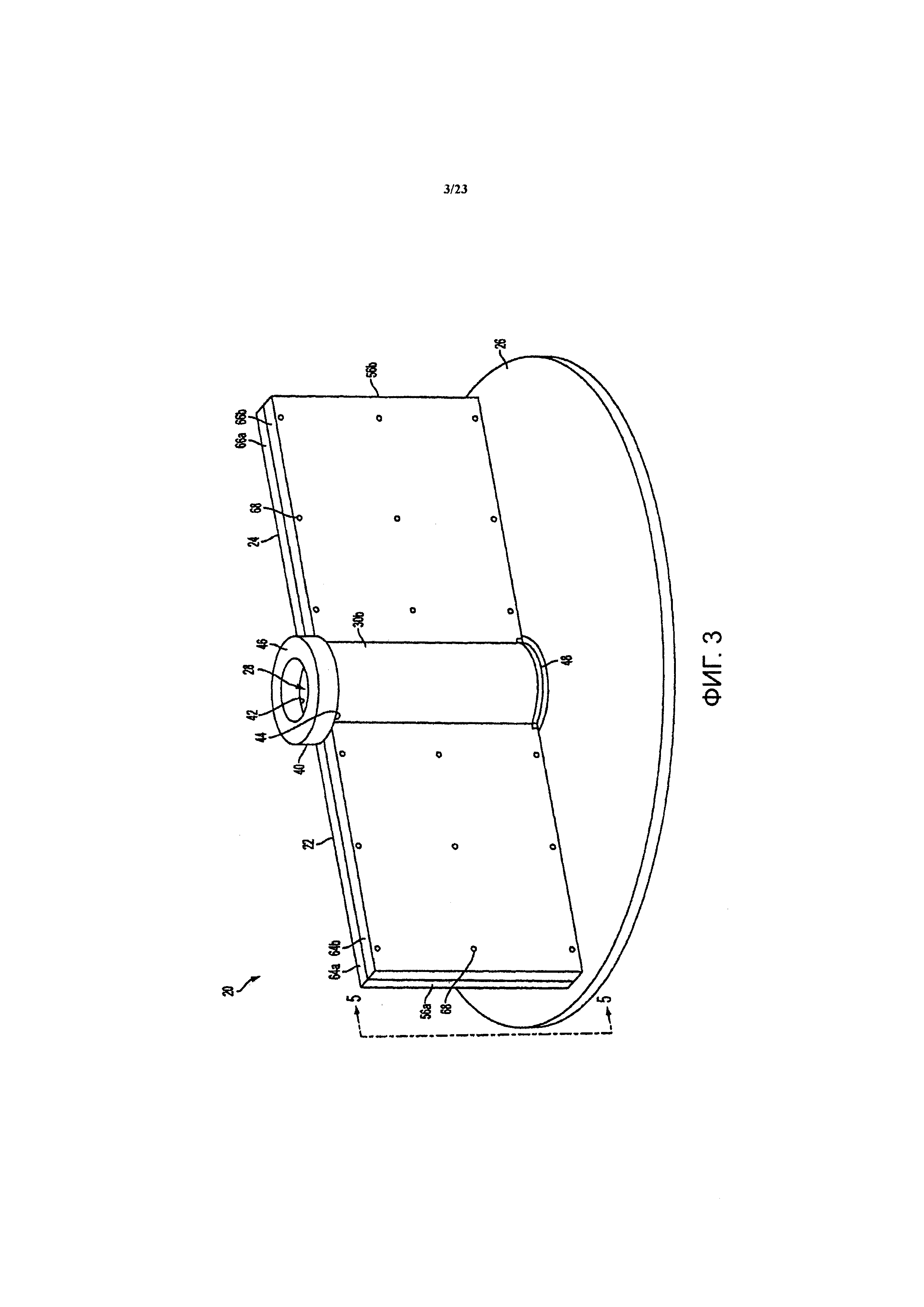
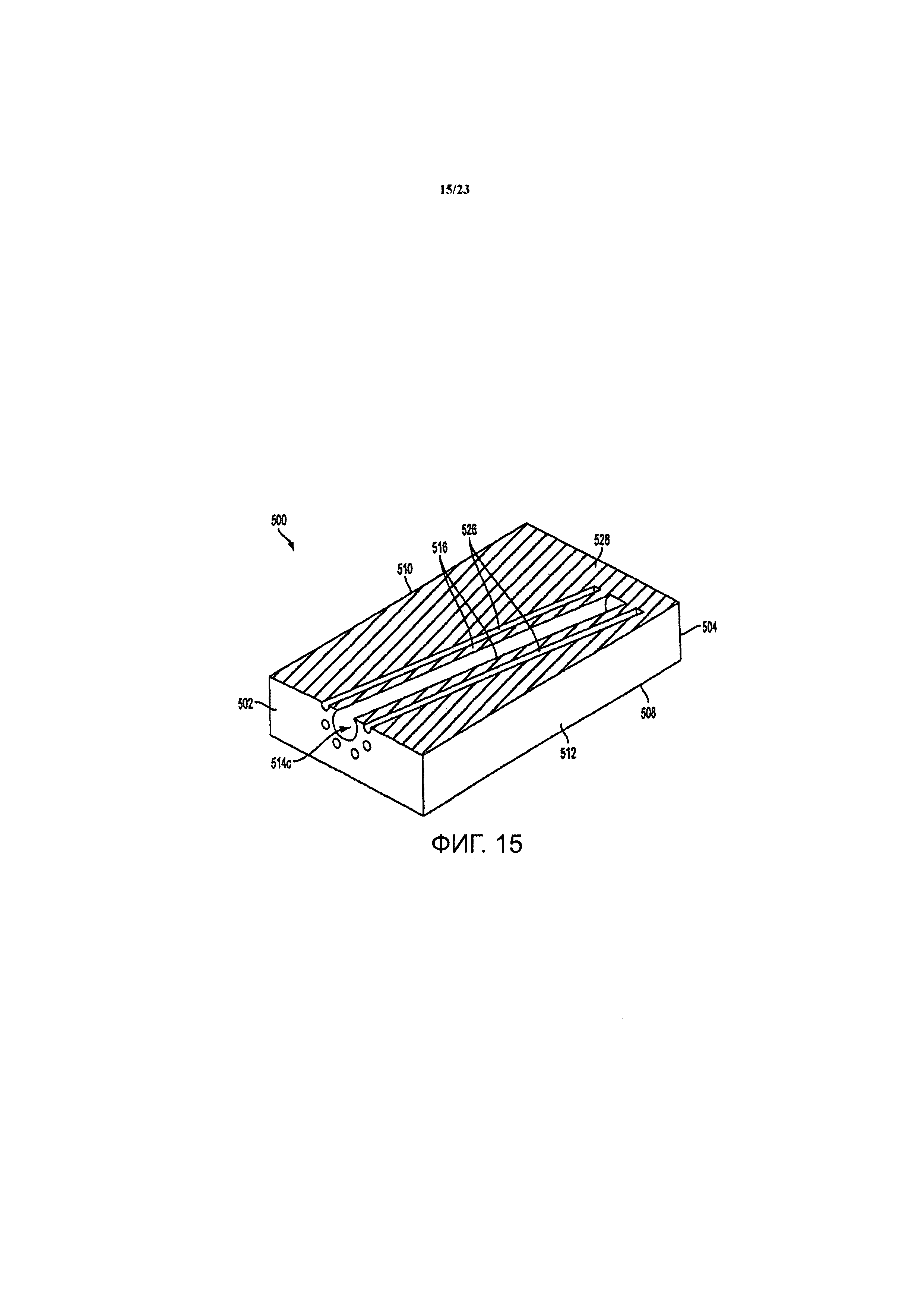
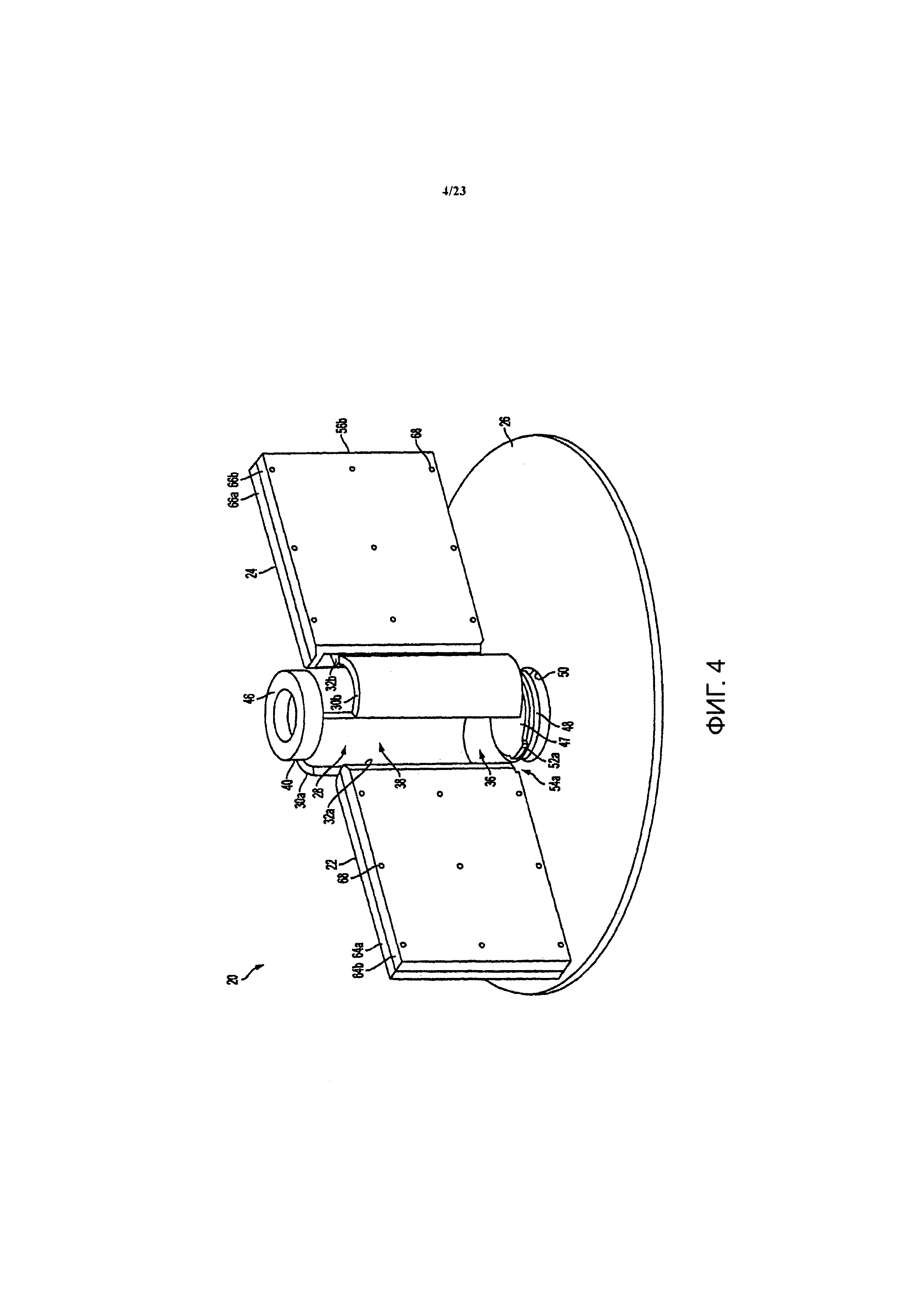
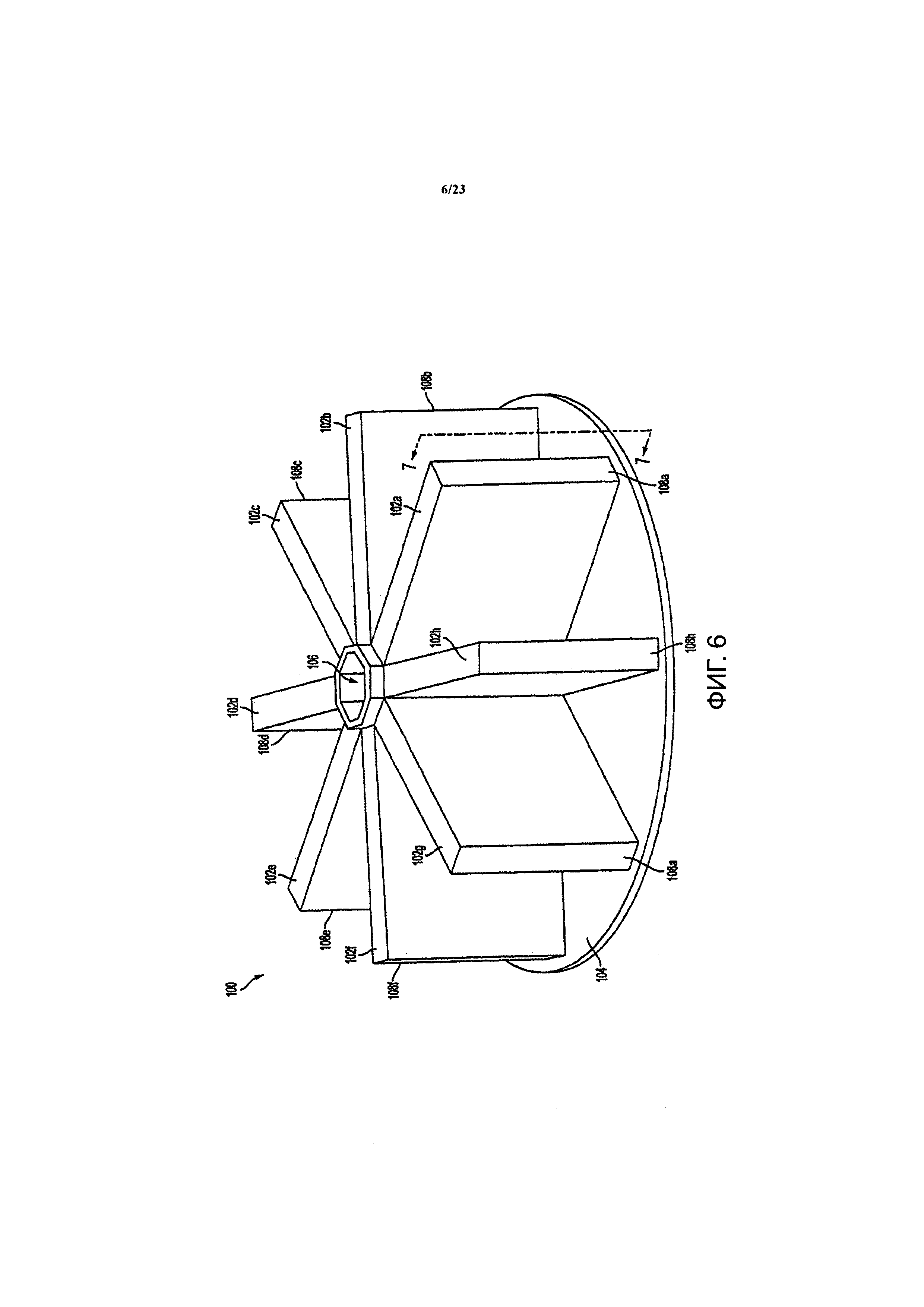
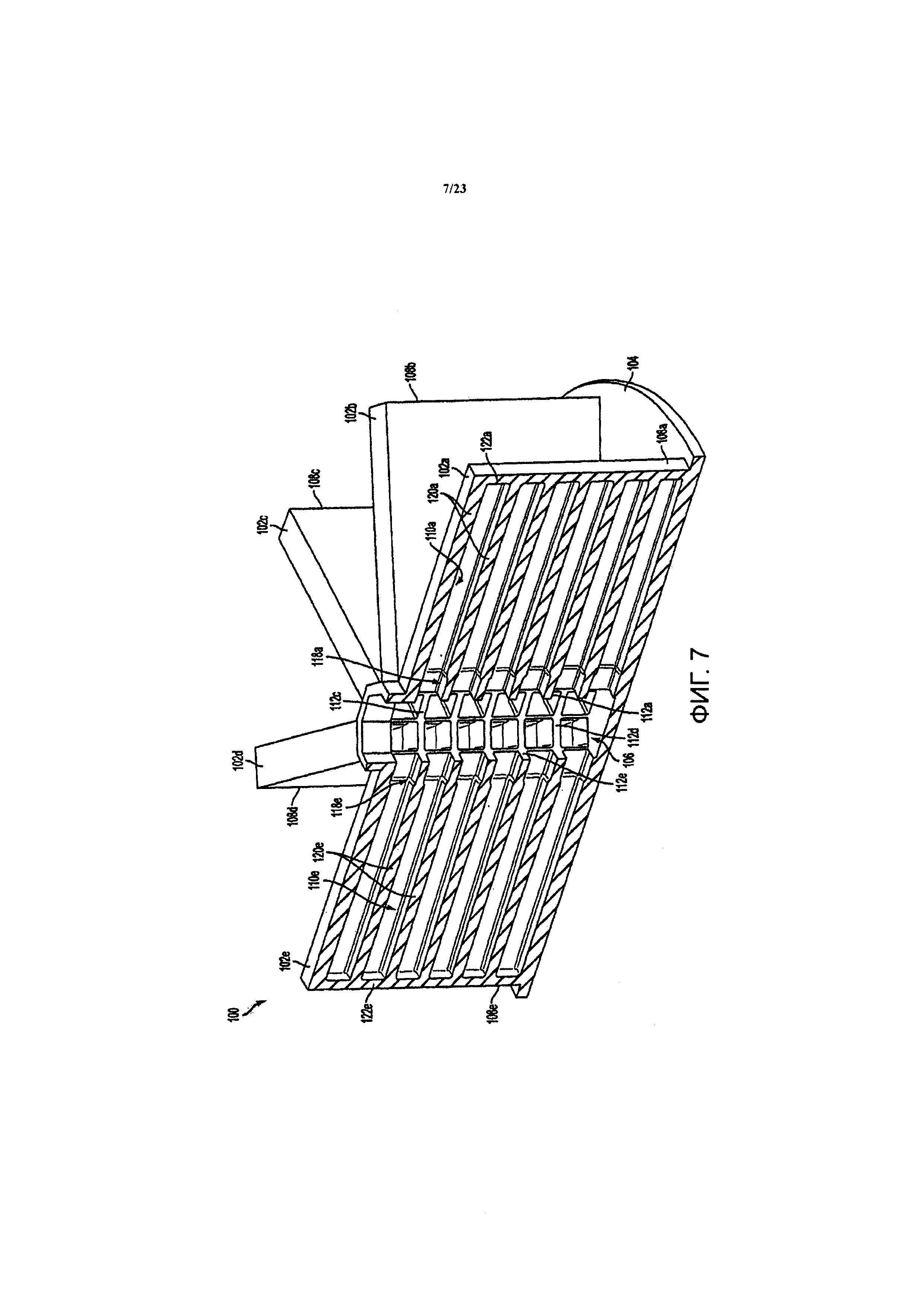
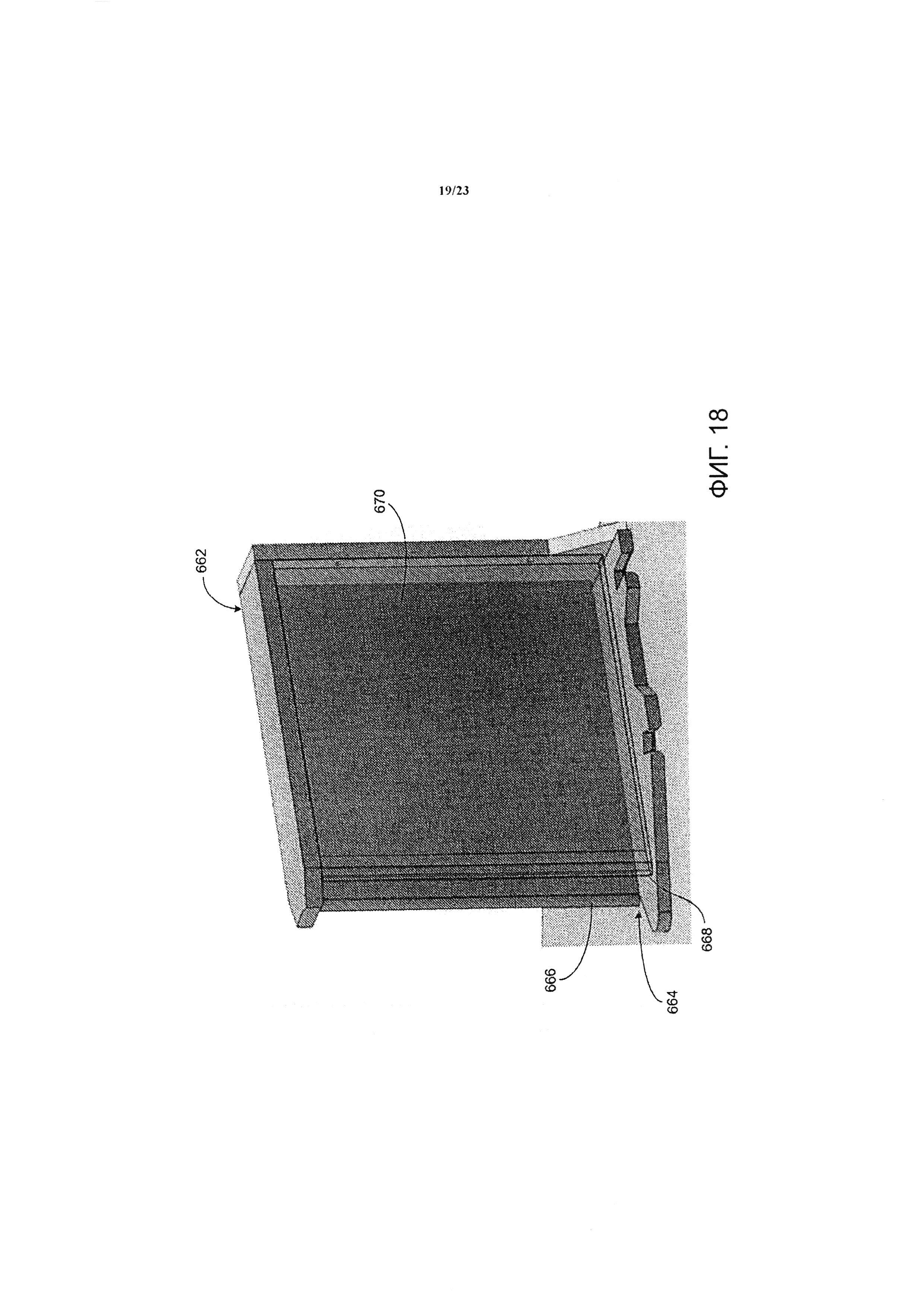
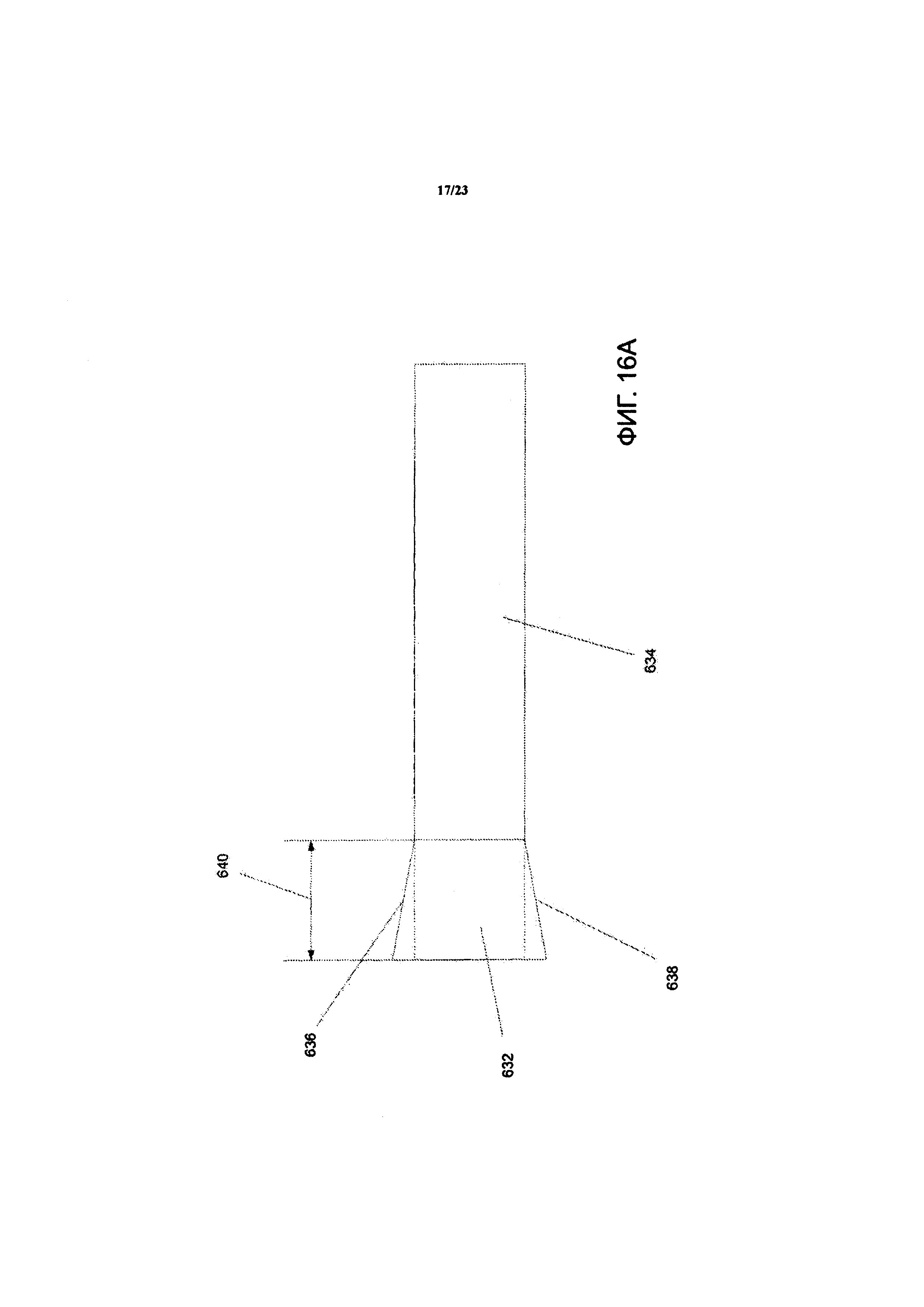
Способы и устройство для получения продуктов из распыленных металлов и сплавов
Термомеханическая обработка сплавов на основе никеля
Самозакаливаемые ударопрочные стальные сплавы, способы изготовления сплавов и изделия, включающие сплавы
Высокопрочные, коррозийно-устойчивые аустенитные сплавы
Термообработки сплава на основе никеля, сплавов на основе никеля и изделий, содержащих сплавы на основе никеля
Торцевая пластина для контейнеров горячего изостатического прессования, контейнер горячего изостатического прессования и способ горячего изостатического прессования
Термомеханическая обработка никель-титановых сплавов
Способы обработки сплавов титана
Изделия, системы и способы для ковки сплавов
Ковка в открытом штампе с раздельными проходами трудных для ковки и чувствительных к траектории деформирования сплавов на основе титана и на основе никеля

