Результат интеллектуальной деятельности: САМОЗАКАЛИВАЕМЫЕ УДАРОПРОЧНЫЕ СТАЛЬНЫЕ СПЛАВЫ, СПОСОБЫ ИЗГОТОВЛЕНИЯ СПЛАВОВ И ИЗДЕЛИЯ, ВКЛЮЧАЮЩИЕ СПЛАВЫ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к области самозакаливаемых ударопрочных стальных сплавов и изделий, включающих такие сплавы.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
[0002] Настоящее изобретение относится к новым самозакаливаемым стальным сплавам, которые обладают благоприятными для эксплуатации прочностью, твердостью и ударной вязкостью. Самозакаливаемые стальные сплавы согласно настоящему изобретению можно использовать, например, чтобы обеспечить защиту от действия взрыва и/или удара для сооружений и транспортных средств, а также можно включать в различные другие промышленные изделия. Настоящее изобретение также относится к способам обработки определенных стальных сплавов, которые улучшают стойкость к остаточной и динамической деформации и обломкам предметов от ударной волны, связанными с событиями взрыва.
[0003] Современные материалы, используемые для защиты от взрыва или удара, преимущественно относятся к стали Класса 2 для Катаной гомогенной брони (Rolled Homogeneous Armor, RHA) согласно Военному стандарту США MIL-DTL-12506J и другим мягким сталям, предназначенным для использования в областях, где требуется максимальная стойкость к высоким уровням ударной нагрузки и где стойкость к пробиваемости бронебойными боеприпасами имеет второстепенное значение. Стали Класса 2 RHA закаливают в воде и подвергают отпуску до максимальной твердости 302 HBW (число твердости по Бринеллю), чтобы придать пластичность и ударную прочность. Поэтому этот класс сталей RHA, в основном, предназначен для использования в качестве защиты против противотанковых наземных мин, ручных гранат, фугасных снарядов и другого оружия, вызывающего взрывную ударную волну. Однако стали Класса 2 RHA со спецификацией согласно MIL-DTL-12560J, и другие мягкие стали обычно имеют недостаточно высокую прочность и твердость, чтобы в значительной степени противостоять остаточной и динамической деформации и обломкам предметов от ударной волны, связанными с событиями взрыва.
[0004] Стали Класса 2 RHA обычно представляют собой низкоуглеродистые стали, которые достигают своих свойств посредством тепловой обработки (аустенизации), закалки в воде и отпуска. Закалка в воде может быть неблагоприятной, поскольку она может приводить к чрезмерному короблению и созданию остаточного напряжения в стали. Стали, закаленные в воде, также могут иметь большие зоны термического влияния (ЗТВ) после сварки. Кроме того, закаленные в воде стали требуют дополнительной тепловой обработки после горячей штамповки, за которой следует закалка в воде и отпуск, чтобы восстановить желательные механические свойства.
[0005] Соответственно, было бы выгодно обеспечить стальной сплав, который имеет повышенную прочность и высокую пластичность и ударную вязкость по сравнению с низкоуглеродистыми сталями Класса 2 RHA, который может достигать желательных механических свойств, требуемых для снижения динамической и остаточной деформации, имеющих место в событии взрыва, и который исключает или уменьшает проблемы, связанные с закаливанием в воде материалов Класса 2 RHA.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Согласно одному, не имеющему ограничительного характера аспекту настоящего изобретения, самозакаливаемый стальной сплав содержит в массовых процентах: от 0,18 до 0,26 углерода; от 3,50 до 4,00 никеля; от 1,60 до 2,00 хрома; от 0 вплоть до 0,50 молибдена; от 0,80 до 1,20 марганца; от 0,25 до 0,45 кремния; от 0 до меньше, чем 0,005 титана; от 0 до меньше, чем 0,020 фосфора; от 0 вплоть до 0,005 бора; от 0 вплоть до 0,003 серы; железо; и случайные примеси. Самозакаливаемый стальной сплав имеет твердость по Бринеллю в диапазоне от 352 HBW до 460 HBW.
[0007] Согласно другому, не имеющему ограничительного характера аспекту настоящего изобретения, промышленное изделие включает самозакаливаемый стальной сплав согласно настоящему изобретению. Такое промышленное изделие может быть выбрано из или может включать изделие, выбранное, например, из стальной брони, корпуса, защищенного от действия ударной волны, корпуса V-образной формы, защищенного от действия ударной волны, днища транспортного средства, защищенного от действия ударной волны, и закрытого сооружения, защищенного от действия ударной волны.
[0008] Согласно другому аспекту настоящего изобретения, способ тепловой обработки аустенизированного и охлажденного на воздухе самозакаливаемого стального сплава включает: обеспечение аустенизированного и охлажденного на воздухе самозакаливаемого стального сплава; тепловую обработку отпуском аустенизированного и охлажденного на воздухе самозакаливаемого стального сплава в течение времени отпуска в диапазоне от 4 часов до 12 часов при температуре отпуска в диапазоне от 300°F (149°С) до 450°F (232°С); и охлаждение на воздухе отпущенного самозакаливаемого стального сплава до температуры внешней среды.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Определенные характеристики и преимущества не имеющих ограничительного характера вариантов воплощения способов изобретения, описанных здесь, можно лучше понять, обратившись к сопровождающим их чертежам, на которых:
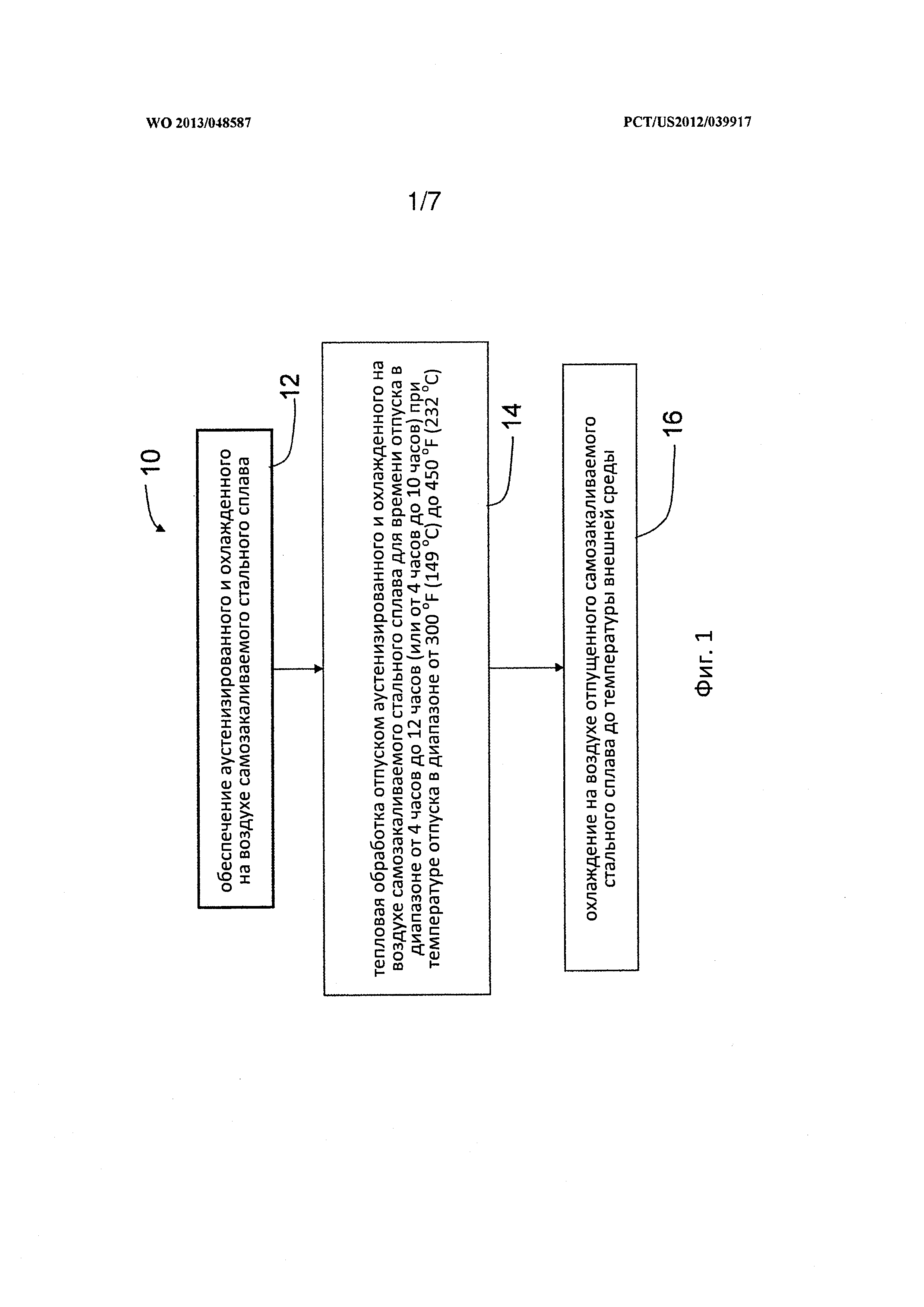
[0010] Фигура 1 - блок-схема способа не имеющего ограничительный характер варианта воплощения изобретения согласно настоящему изобретению, включающего тепловую обработку аустенизированного и охлажденного на воздухе самозакаливаемого стального сплава;
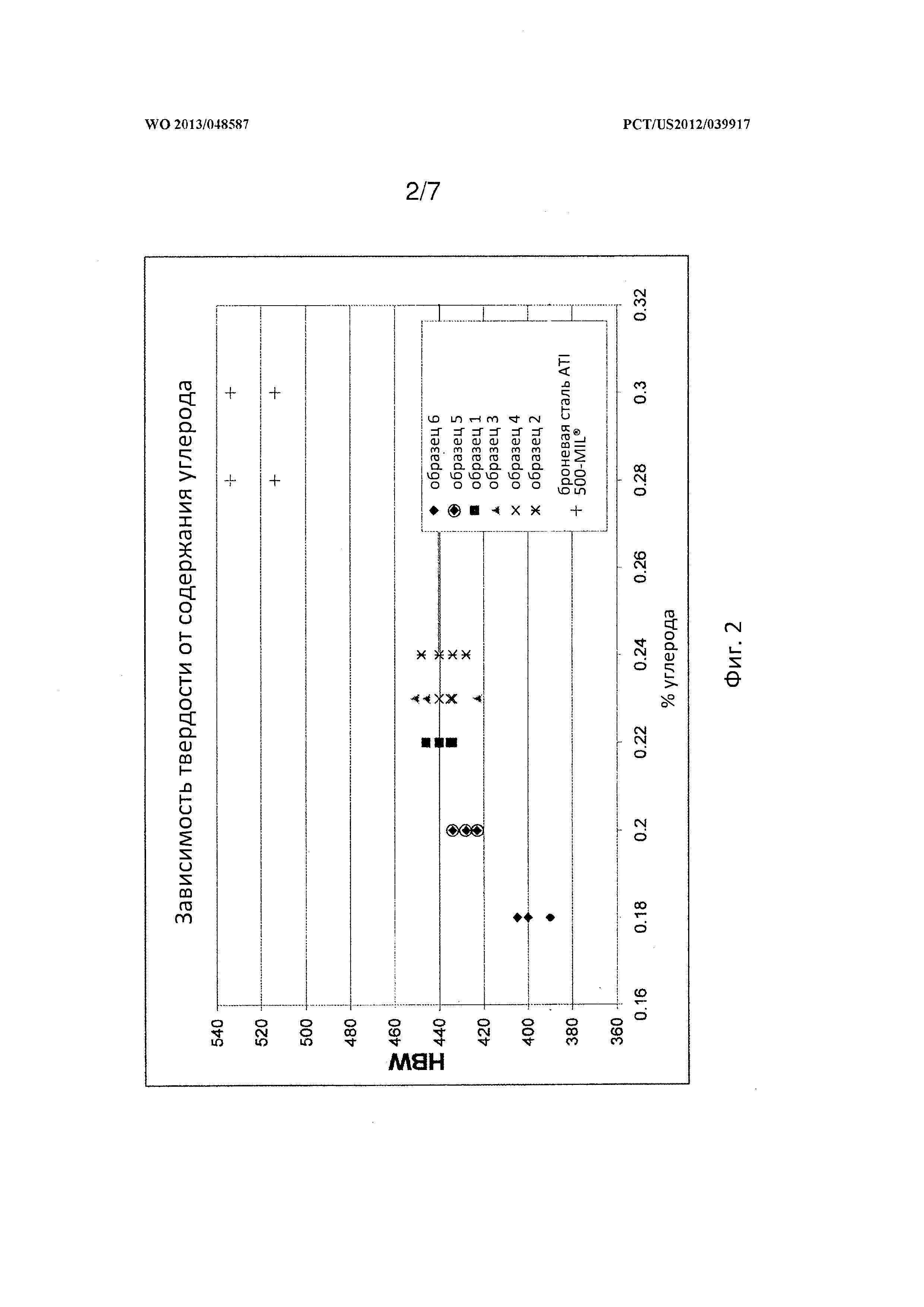
[0011] Фигура 2 - график твердости по Бринеллю как функции содержания углерода в определенных не имеющих ограничительного характера вариантах воплощения стальных сплавов согласно настоящему изобретению;
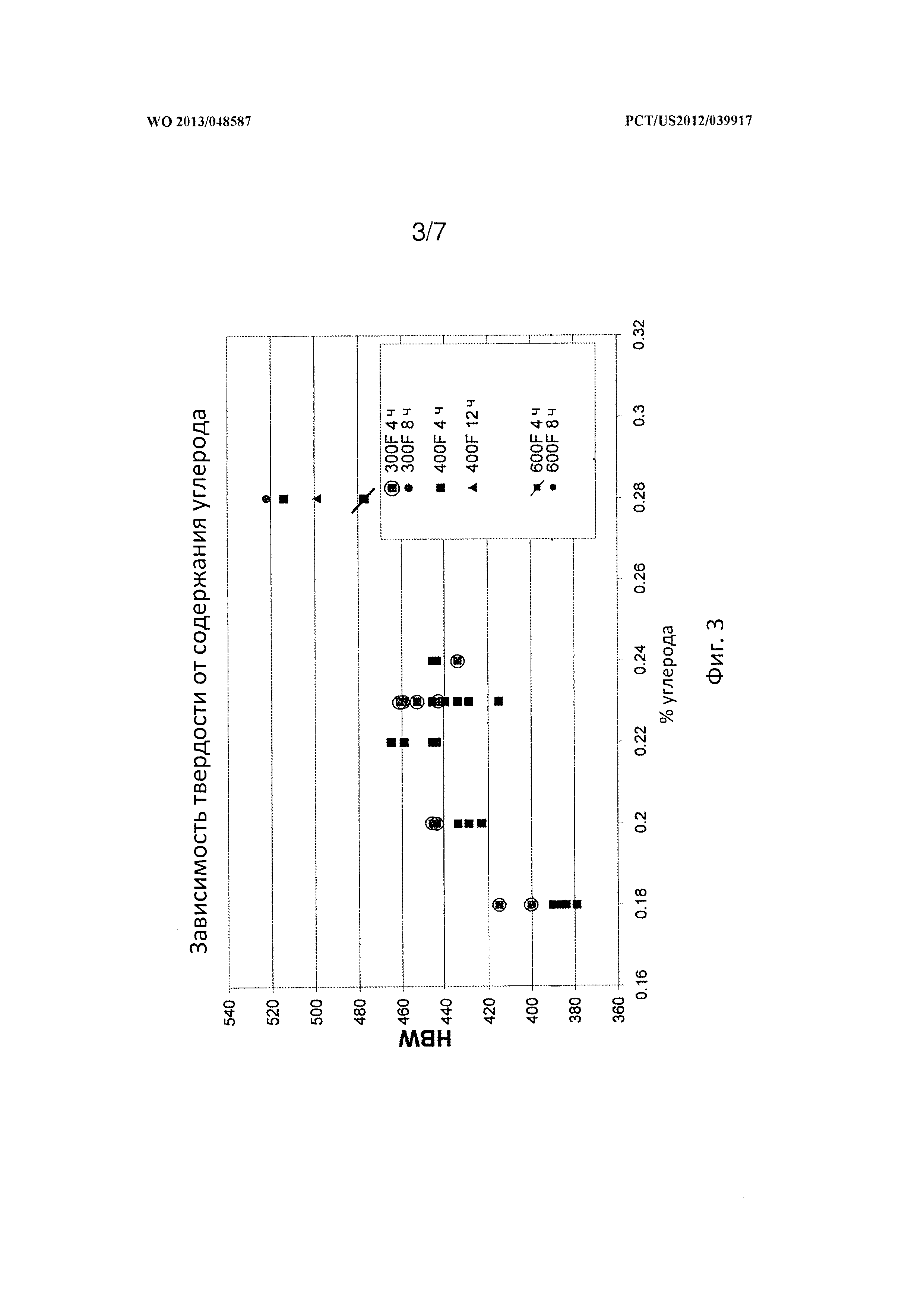
[0012] Фигура 3 - график твердости по Бринеллю как функции содержания углерода и тепловой обработки отпуском для определенных не имеющих ограничительного характера вариантов воплощения стальных сплавов согласно настоящему изобретению;
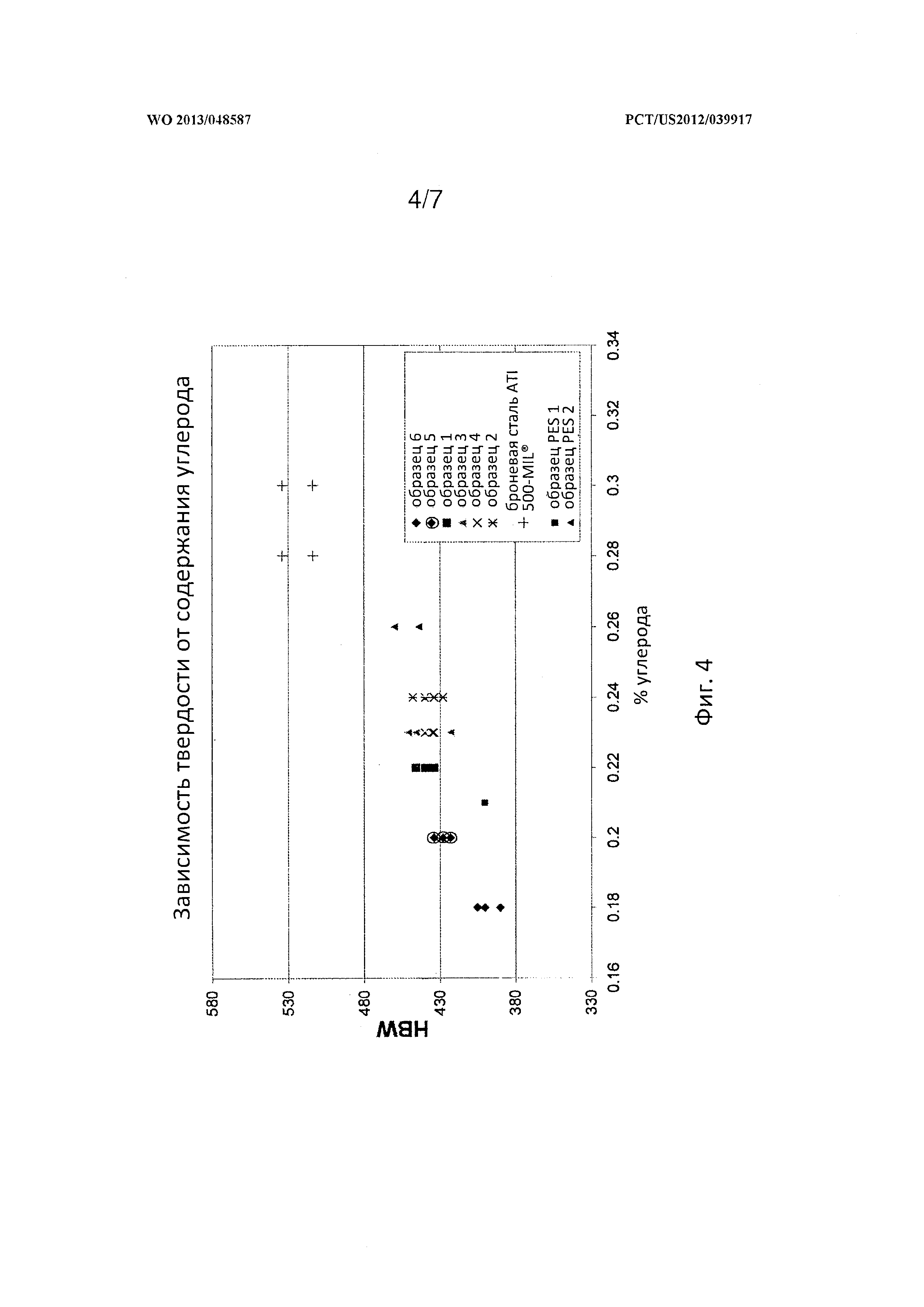
[0013] Фигура 4 - график твердости по Бринеллю как функции содержания углерода в определенных не имеющих ограничительного характера вариантах воплощения стальных сплавов согласно настоящему изобретению, включая лабораторные образцы слитков;
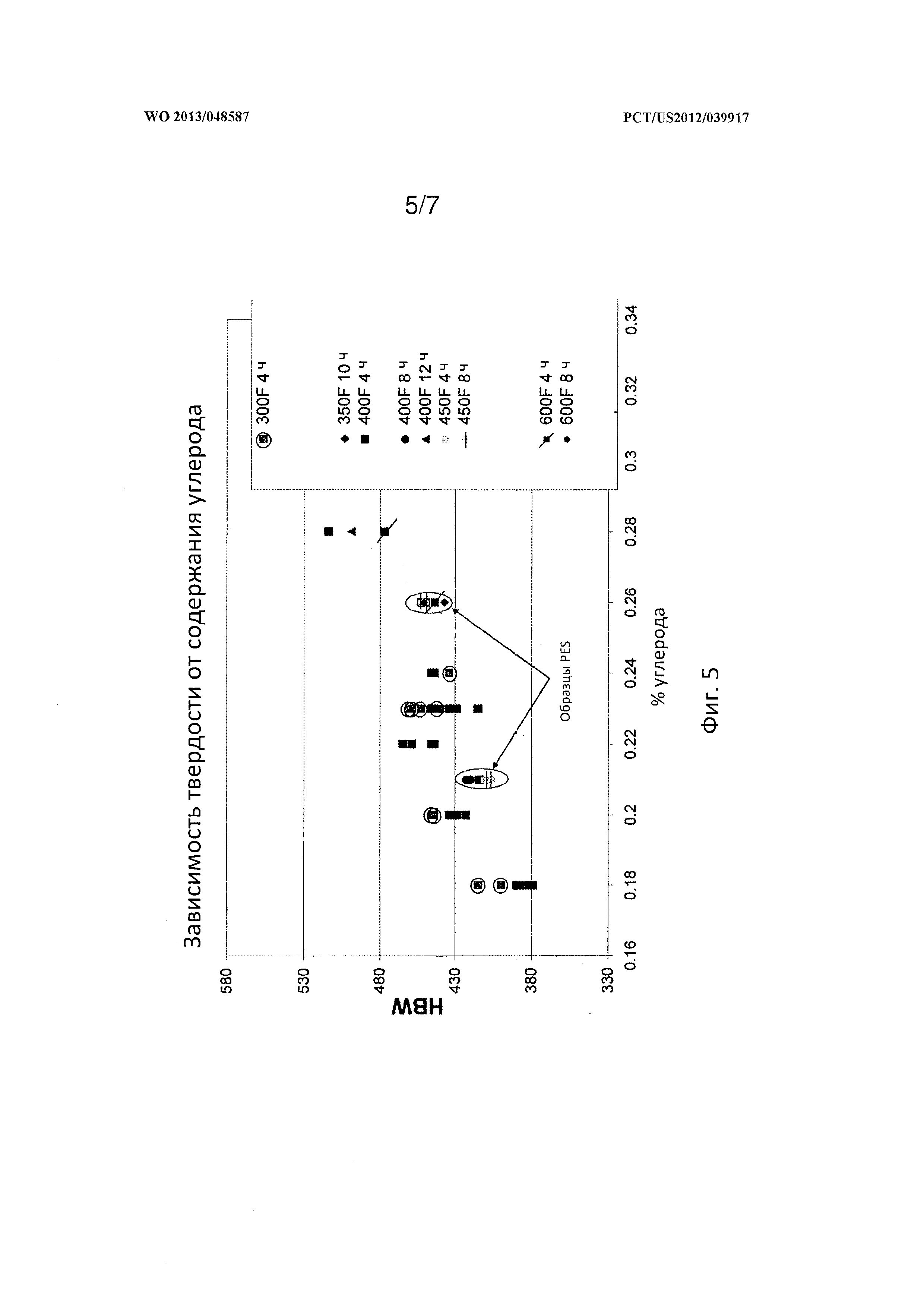
[0014] Фигура 5 - график твердости по Бринеллю как функции содержания углерода и тепловой обработке отпуском для определенных не имеющих ограничительного характера вариантов воплощения стальных сплавов согласно настоящему изобретению, включая лабораторные образцы слитков;
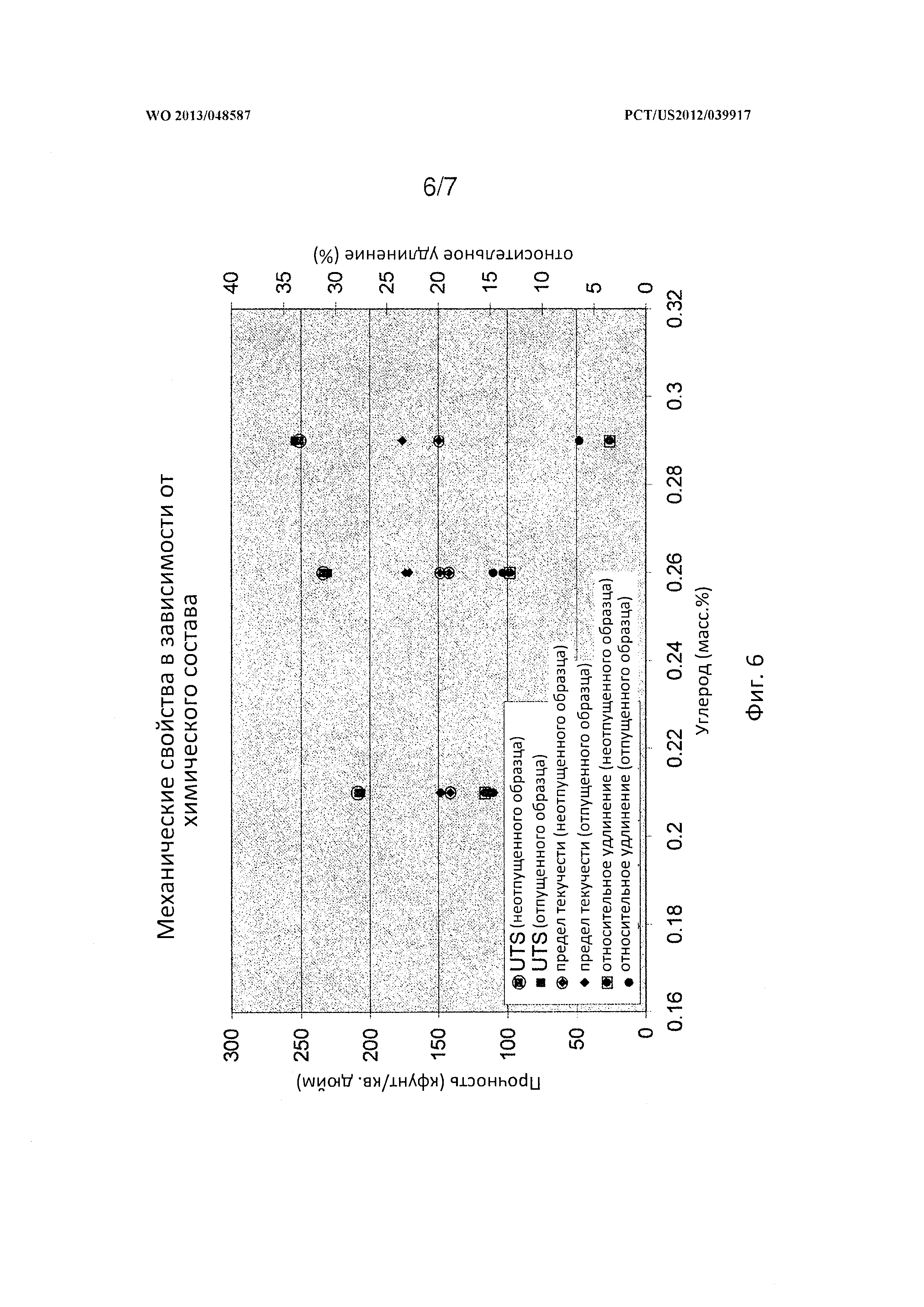
[0015] Фигура 6 - график нескольких свойств растяжения как функции содержания углерода для определенных не имеющих ограничительного характера вариантов воплощения самозакаливаемых стальных сплавов согласно настоящему изобретению, и для образца листа из высокотвердого специального броневого стального сплава ATI 500-MIL®; и
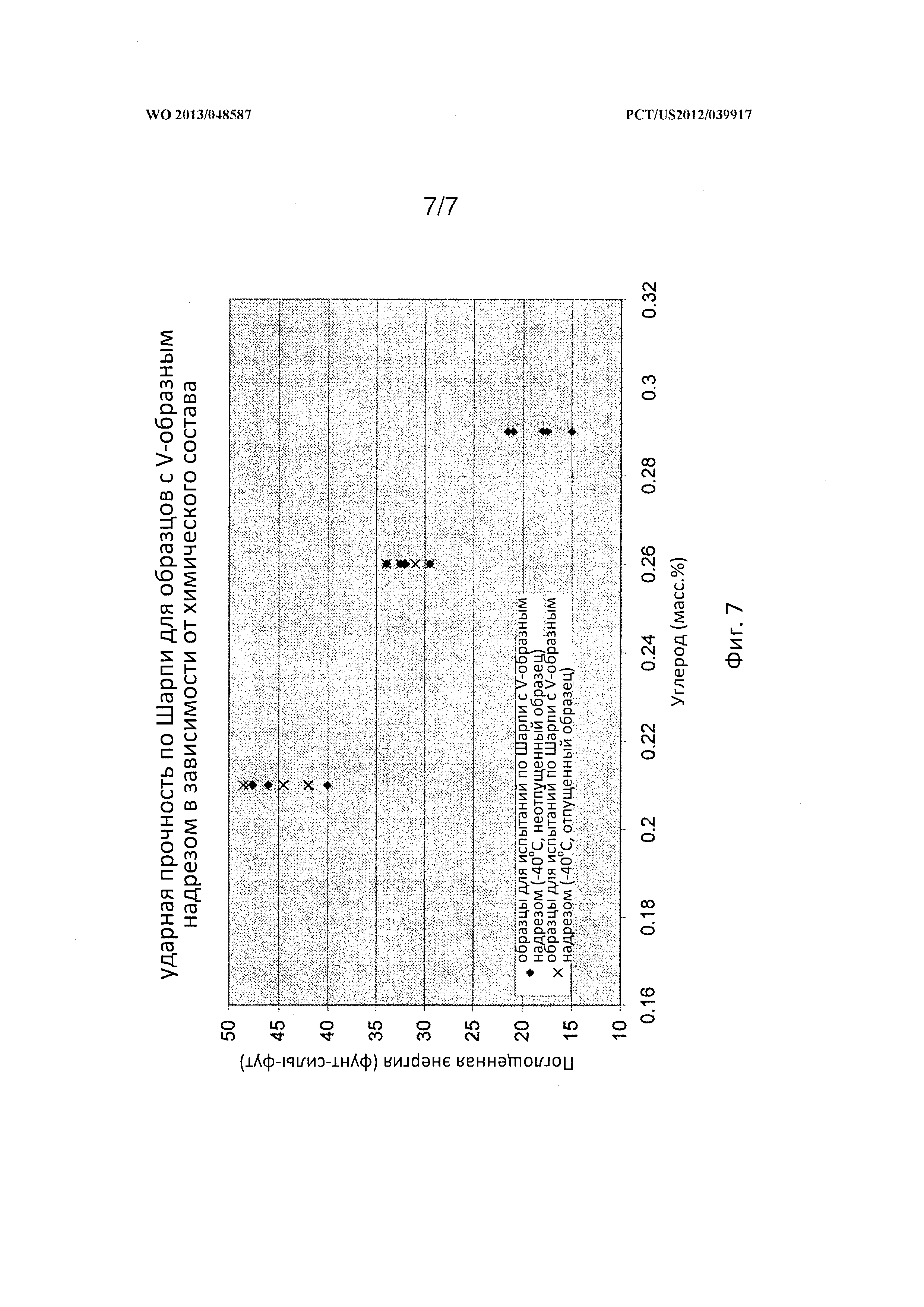
[0016] Фигура 7 - график значений ударной прочности по Шарпи образцов с V-образным надрезом, определенных при -40°С, как функции содержания углерода для определенных вариантов воплощения самозакаливаемых стальных сплавов согласно настоящему изобретению, и для образца листа из высокотвердого специального броневого стального сплава ATI 500-MIL®.
[0017] Читатель лучше поймет следующие далее подробности, а также другие, при рассмотрении следующего подробного описания определенных не имеющих ограничительного характера вариантов воплощения сплавов, промышленных изделий и способов согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ОПРЕДЕЛЕННЫХ НЕ ИМЕЮЩИХ ОГРАНИЧИТЕЛЬНОГО ХАРАКТЕРА ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
[0018] Следует понимать, что определенные описания вариантов воплощения изобретения, раскрытых здесь, упрощены для иллюстрации только тех элементов, характеристик и аспектов, которые имеют отношение к более ясному пониманию раскрытых вариантов воплощения изобретения, в то время как исключены, с целью доходчивости, другие элементы, характеристики и аспекты. Лица, являющиеся специалистами в этой области, при рассмотрении настоящего описания раскрытых вариантов воплощения изобретения поймут, что другие элементы и/или характеристики могут быть желательными в конкретном осуществлении или применении раскрытых вариантов воплощения изобретения. Однако, поскольку лица, являющиеся специалистами в этой области, могут легко установить и осуществить такие другие элементы и/или характеристики при рассмотрении настоящего описания раскрытых вариантов воплощения изобретения, и нет необходимости в полном объяснении раскрытых вариантов воплощения изобретения, описание таких элементов и/или характеристик здесь не приводится. Поэтому следует понимать, что вышеуказанное описание является здесь просто примерным и иллюстративным для раскрытых вариантов воплощения изобретения и не предназначено для ограничения объема изобретения, определенного исключительно пунктами формулы изобретения.
[0019] Также любой числовой диапазон, указанный здесь, предназначен для включения всех поддиапазонов, относящихся к нему. Например, диапазон «от 1 до 10» предназначен для включения всех поддиапазонов между (и включая) указанное минимальное значение, равное 1, и указанное максимальное значение, равное 10, то есть имеет минимальное значение, равное или большее, чем 1, и максимальное значение, равное или меньшее, чем 10. Любое числовое ограничение максимума, указанное здесь, предназначено для включения всех более низких числовых ограничений, относящихся к нему, и любой минимум числового ограничения, указанный здесь, предназначен для включения всех более высоких числовых ограничений, относящихся к нему. Соответственно, Заявители сохраняют за собой право дополнять настоящее описание, включая формулу изобретения, чтобы явно указать любой поддиапазон, входящий в диапазоны, явно указанные здесь. Все такие диапазоны предназначены для того, чтобы, по сути, быть раскрытыми здесь, так что внесение дополнения, чтобы явно указать любые такие поддиапазоны, должно соответствовать требованиям п. 35 U.S.C. § 112, первый параграф, и п. 35 U.S.C. § 132(a).
[0020] Грамматические формы единственного и множественного числа, используемые здесь, предназначены для включения «по меньшей мере один» или «один или более», если не указано иное. Таким образом, формы единственного и множественного числа, используемые здесь, относятся к одному или более, чем одному (то есть, по меньшей мере одному) грамматическому объекту. Например, «компонент» может означать один или более компонентов, и, таким образом, возможно, более, чем один компонент подразумевается и может применяться или использоваться при осуществлении описанных вариантов воплощения изобретения.
[0021] Любой патент, публикация или другой материал, связанный с изобретением, о котором говорится, что он включен в документ, полностью или частично, путем ссылки, включен сюда только до степени, в которой включенный материал не вступает в противоречие с существующими определениями, утверждениями или другим материалом, изложенным в этом описании. По существу и до необходимой степени раскрытие, изложенное здесь, считается выше по значению любого противоречащего ему материала, включенного сюда путем ссылки. Любой материал или часть его, о котором говорится, что он включен сюда путем ссылки, но который вступает в противоречие с существующими определениями, утверждениями или другим материалом, изложенным в этом описании, включен сюда только в той степени, в которой он не вызывает противоречий между этим включенным материалом и существующим материалом описания изобретения.
[0022] Настоящее изобретение включает описания различных вариантов воплощения изобретения. Следует понимать, что все варианты воплощения изобретения, описанные здесь, являются примерными, иллюстративными и не имеющими ограничительного характера. Таким образом, изобретение не ограничивается описанием различных примерных, иллюстративных и не имеющих ограничительного характера вариантов воплощения изобретения. Скорее изобретение определяется исключительно пунктами его формулы изобретения, которые могут быть дополнены, чтобы указать на какие-либо особенности, явно или по сути описанные в настоящем изобретении или иным путем явно или по сути поддерживаемые настоящим изобретением.
[0023] Аспекты настоящего изобретения включают не имеющие ограничительного характера варианты воплощения самозакаливаемых высокопрочных, средней твердости и средней ударной вязкости стальных сплавов в сравнении с определенными известными самозакаливаемыми стальными сплавами и промышленными изделиями из или включающими стальные сплавы. Аспект вариантов воплощения самозакаливаемых стальных сплавов согласно настоящему изобретению заключается в том, что в то время как сплавы являются самоотпускными, установлено, что проведение дополнительной тепловой обработки на этапе отпуска в температурном диапазоне от приблизительно 300°F (149°С) до 450°F (232°С) после аустенизации и охлаждения на воздухе обеспечивает сплавы повышенным пределом текучести без снижения пластичности или вязкости разрушения сплавов. Наблюдение того, что предел текучести сплавов увеличивается без негативного влияния на пластичность или вязкость разрушения, было удивительным, неожиданным и нелогичным, учитывая, что подвергнутые типичной закалке в воде и отпуску стальные сплавы, включающие сравнимое содержание углерода, обычно имеют пониженную прочность наряду с повышенной пластичностью и вязкостью разрушения при отпуске.
[0024] Примеры промышленных изделий, которые могут иметь преимущества, если их формовать из или они будут включать варианты воплощения самозакаливаемых стальных сплавов согласно настоящему изобретению, включают листы из броневого стального сплава для транспортных средств или сооружений. Другие промышленные изделия, которые имели бы преимущества, если бы их формовали из или они включали варианты воплощения сплавов согласно настоящему изобретению, будут очевидны из рассмотрения следующего дополнительного описания вариантов воплощения изобретения.
[0025] Используемый здесь термин «самозакаливаемый стальной сплав» и «самозакаливаемая сталь» относится к стальному сплаву, который не требует закаливания в жидкости, чтобы достичь целевой твердости. Скорее, упрочнение может быть достигнуто в самозакаливаемом стальном сплаве путем охлаждения от высокой температуры исключительно на воздухе. Используемый здесь термин «закаливание на воздухе» относится к охлаждению самозакаливаемого стального сплава согласно настоящему изобретению на воздухе, чтобы достичь целевой твердости. Целевая твердость в диапазоне от приблизительно 350 HBW до приблизительно 460 HBW может быть достигнута путем закаливания на воздухе самозакаливаемого стального сплава согласно настоящему изобретению. Поскольку самозакаливаемые стальные сплавы не требуют закаливания в жидкости, чтобы достичь целевой твердости, изделия, включающие самозакаливаемые стальные сплавы, такие как, например, листы из самозакаливаемых стальных сплавов, не подвергаются в такой степени короблению и деформированию, в какой это может иметь место при закаливании сплавов в жидкости с целью быстрого снижения их температуры. Самозакаливаемые стальные сплавы согласно настоящему изобретению можно обрабатывать, используя обычные способы тепловой обработки, такие как аустенизация и затем охлаждение на воздухе, и необязательно отпуск с получением однородного листа броневой стали или другого изделия без необходимости дальнейшей тепловой обработки и/или закаливания изделия в жидкости, чтобы достичь целевой твердости.
[0026] Используемый здесь термин «аустенизация» относится к нагреванию стали до температуры выше области температур превращения, так что фаза железа в стали состоит, по сути, из аустенитной микроструктуры. Обычно «температура аустенизации» для стального сплава представляет собой температуру выше 1200°F (648,9°С). Используемый здесь термин «самоотпуск» относится к тенденции самозакаливаемых стальных сплавов настоящего изобретения частично выделять углерод из участков мартенситной фазы, созданных во время охлаждения на воздухе, с образованием тонкой дисперсии карбидов железа в α-железной основе, что увеличивает ударную вязкость стального сплава. Используемый здесь термин «отпуск» и «тепловая обработка отпуском» относится к нагреванию самозакаливаемого стального сплава согласно настоящему изобретению после аустенизации и охлаждения сплава на воздухе, что приводит к увеличению предела текучести без снижения пластичности и вязкости разрушения сплава. Используемый здесь термин «гомогенизация» относится к тепловой обработке сплава, применяемой для получения химического состава и микроструктуры сплава, практически однородных по всему сплаву.
[0027] Согласно не имеющему ограничительного характера варианту воплощения изобретения, самозакаливаемый стальной сплав согласно настоящему изобретению содержит, состоит практически из, или состоит из, в массовых процентах: от 0,18 до 0,26 углерода; от 3,50 до 4,00 никеля; от 1,60 до 2,00 хрома; от 0 вплоть до 0,50 молибдена; от 0,80 до 1,20 марганца; от 0,25 до 0,45 кремния; от 0 до меньше, чем 0,005 титана; от 0 до меньше, чем 0,020 фосфора; от 0 вплоть до 0,005 бора; от 0 вплоть до 0,003 серы; железа; и случайных примесей. В определенных не имеющих ограничительного характера вариантах воплощения сплава согласно настоящему изобретению, случайные примеси состоят из остаточных элементов, отвечающих требованиям Военного стандарта США MIL-DTL-12506J, который включен сюда путем ссылки в полном его объеме. В определенных не имеющих ограничительного характера вариантах воплощения стальных сплавов согласно настоящему изобретению максимальные пределы для определенных случайных примесей включают, в массовых процентах: 0,25 меди; 0,03 азота; 0,10 циркония; 0,10 алюминия; 0,01 свинца; 0,02 олова; 0,02 сурьмы; и 0,02 мышьяка. В другом не имеющем ограничительного характера варианте воплощения самозакаливаемого стального сплава согласно настоящему изобретению, уровень молибдена находится в диапазоне от 0,40 до 0,50 процента по массе. Замечено, что добавки молибдена могут увеличивать прочность и коррозионную стойкость самозакаливаемой стали согласно этому изобретению.
[0028] В не имеющем ограничительного характера варианте воплощения изобретения после аустенизации и охлаждения на воздухе самозакаливаемый стальной сплав согласно настоящему изобретению имеет твердость по Бринеллю в диапазоне от 352 HBW до 460 HBW, оцененную согласно стандарту ASTM Е10-10 «Стандартный метод испытания твердости по Бринеллю металлических материалов», ASTM International, Западный Коншохокен, штат Пенсильвания. Все значения твердости по Бринеллю, приведенные в настоящем описании, определены с использованием способа, описанного в спецификации ASTME10-10.
[0029] В еще другом, не имеющем ограничительного характера варианте воплощения изобретения после аустенизации и охлаждения на воздухе самозакаливаемый стальной сплав согласно настоящему изобретению имеет твердость по Бринеллю в диапазоне от 352 HBW до 460 HBW; предел прочности при растяжении в диапазоне от 188 кфунт/кв.дюйм (1296 МПа) до 238 кфунт/кв.дюйм (11641 МПа); предел текучести в диапазоне от 133 кфунт/кв.дюйм (917 МПа) до 146 кфунт/кв.дюйм (1007 МПа); относительное удлинение в процентах в диапазоне от 14% до 15%; и значение ударной прочности по Шарпи образца с V-образным надрезом при -40°С в диапазоне от 31 фунт-силы-фут (42 Дж) до 53 фунт-силы-фут (72 Дж).
[0030] Испытания на растяжение, приведенные в настоящем описании, проводили согласно ASTM Е8/Е8М-09 «Стандартные методы испытаний для испытаний на растяжение металлических материалов». Испытания по Шарпи для образцов с v-образным надрезом проводили согласно ASTM Е2248-09 «Стандартный метод испытания для испытания на удар по Шарпи образцов уменьшенных размеров с v-образным надрезом». Как известно в этой области техники, испытание на удар по Шарпи образцов с v-образным надрезом является испытанием на удар при высокой скорости деформации, при котором измеряют способность сплава поглощать энергию, тем самым обеспечивая измерение ударной вязкости сплава.
[0031] В еще другом, не имеющем ограничительного характера варианте воплощения изобретения после аустенизации и охлаждения на воздухе самозакаливаемого стального сплава согласно настоящему изобретению, чтобы обеспечить сплав с твердостью по Бринеллю в диапазоне от 352 HBW до 460 HBW, сплав подвергают отпуску при температуре отпуска в диапазоне от 300°F (149°С) до 450°F (232°С) для времени отпуска в диапазоне от 4 часов до 10 часов (время в печи), что приводит к увеличению твердости по Бринеллю стального сплава до диапазона от 360 HBW до 467 HBW.
[0032] После аустенизации и охлаждения на воздухе самозакаливаемого стального сплава согласно настоящему изобретению, чтобы обеспечить твердость в диапазоне от 352 HBW до 460 HBW, и затем отпуска сплава при времени отпуска в диапазоне от 4 часов до 10 часов и при температуре отпуска в диапазоне от 300°F (149°С) до 450°F (232°С), определенные варианты воплощения самозакаливаемого стального сплава имеют твердость по Бринеллю в диапазоне от 360 HBW до 467 HBW; предел прочности при растяжении в диапазоне от 188 кфунт/кв.дюйм (1296 МПа) до 238 кфунт/кв.дюйм (1641 МПа); предел текучести в диапазоне от 133 кфунт/кв.дюйм (917 МПа) до 175 кфунт/кв.дюйм (1207 МПа); относительное удлинение в процентах в диапазоне от 14% до 16%; и значение ударной прочности по Шарпи образца с v-образным надрезом при -40°С в диапазоне от 31 фунт-силы-фут (42 Дж) до 53 фунт-силы-фут (72 Дж).
[0033] Удивительным и неожиданным аспектом согласно настоящему изобретению является наблюдение того, что когда определенные самозакаливаемые стальные сплавы согласно настоящему изобретению, которые были подвергнуты аустенизации, охлаждению на воздухе и самоотпуску, дополнительно подвергают тепловой обработке отпуском в течение времени отпуска в диапазоне от 4 часов до 10 часов и при температуре отпуска в диапазоне от 300°F (149°С) до 450°F (232°С), предел текучести сплавов увеличивается не меньше, чем на 20% без снижения относительного удлинения в процентах и ударной вязкости сплавов по Шарпи для образца с v-образным надрезом, определенной при -40°С. Как объясняется выше, эта наблюдаемая характеристика была удивительной и неожиданной по меньшей мере по той причине, что стальные сплавы с аналогичным содержанием углерода, подвергнутые традиционному закаливанию в воде и отпуску, имеют пониженную прочность и повышенные пластичность и вязкость разрушения при отпуске.
[0034] Согласно другому не имеющему ограничительного характера варианту воплощения изобретения, самозакаливаемый стальной сплав согласно настоящему изобретению содержит, состоит практически из, или состоит из, в массовых процентах: от 0,18 до 0,24 углерода; от 3,50 до 4,00 никеля; от 1,60 до 2,00 хрома; от 0 вплоть до 0,50 молибдена; от 0,80 до 1,20 марганца; от 0,25 до 0,45 кремния; от 0 до менее, чем 0,005 титана; от 0 до меньше, чем 0,020 фосфора; от 0 вплоть до 0,005 бора; от 0 вплоть до 0,003 серы; железа; и случайных примесей. В определенных не имеющих ограничительного характера вариантах воплощения сплава согласно настоящему изобретению случайные примеси состоят из остаточных элементов, отвечающих требованиям Военного стандарта США MIL-DTL-12506J. В определенных не имеющих ограничительного характера вариантах воплощения стальных сплавов согласно настоящему изобретению максимальные пределы для определенных случайных примесей включают, в массовых процентах: 0,25 меди; 0,03 азота; 0,10 циркония; 0,10 алюминия; 0,01 свинца; 0,02 олова; 0,02 сурьмы; и 0,02 мышьяка. В другом, не имеющем ограничительного характера варианте воплощения самозакаливаемого стального сплава согласно настоящему изобретению уровень молибдена находится в диапазоне от 0,40 до 0,50 процента по массе. Замечено, что добавки молибдена могут увеличивать прочность и коррозионную стойкость самозакаливаемой стали согласно этому изобретению.
[0035] В этом не имеющем ограничительного характера варианте воплощения изобретения после аустенизации и охлаждения на воздухе самозакаливаемый стальной сплав имеет твердость по Бринеллю в диапазоне от 352 HBW до 459 HBW; предел прочности при растяжении в диапазоне от 188 кфунт/кв.дюйм (1296 МПа) до 237 кфунт/кв.дюйм (1634 МПа); предел текучести в диапазоне от 133 кфунт/кв.дюйм (917 МПа) до 146 кфунт/кв.дюйм (1007 МПа); относительное удлинение в процентах в диапазоне от 14% до 17%; и значение ударной прочности по Шарпи для образца с v-образным надрезом при -40°С в диапазоне от 37 фунт-силы-фут (50 Дж) до 53 фунт-силы-фут (72 Дж).
[0036] После аустенизации и охлаждения на воздухе самозакаливаемого стального сплава согласно настоящему изобретению, чтобы обеспечить твердость в диапазоне от 352 HBW до 459 HBW, и затем отпуска сплава при времени отпуска в диапазоне от 4 часов до 10 часов при температуре отпуска в диапазоне от 300°F (149°С) до 450°F (232°С), определенные варианты воплощения самозакаливаемого стального сплава имеют твердость по Бринеллю в диапазоне от 360 HBW до 459 HBW; предел прочности при растяжении в диапазоне от 188 кфунт/кв.дюйм (1296 МПа) до 237 кфунт/кв.дюйм (1634 МПа); предел текучести в диапазоне от 133 кфунт/кв.дюйм (917 МПа) до 158 кфунт/кв.дюйм (1089 МПа); относительное удлинение в процентах в диапазоне от 15% до 17%; и значение ударной прочности по Шарпи для образца с v-образным надрезом при -40°С в диапазоне от 37 фунт-силы-фут (50 Дж) до 53 фунт-силы-фут (72 Дж).
[0037] Неожиданным и удивительным аспектом определенных самозакаливаемых стальных сплавов согласно настоящему изобретению является наблюдение того, что когда аустенизированные и охлажденные на воздухе самозакаливаемые, самоотпущенные сплавы согласно настоящему изобретению дополнительно подвергают тепловой обработке отпуском в течение времени отпуска в диапазоне от 4 часов до 10 часов и при температуре отпуска в диапазоне от 300°F (149°С) до 450°F (232°С), предел текучести самозакаливаемых стальных сплавов согласно настоящему изобретению в не имеющем ограничительного характера варианте воплощения изобретения увеличивается на вплоть до 8%, а относительное удлинение в процентах и ударная вязкость по Шарпи для образца с v-образным надрезом при -40°С не снижаются. Как объясняется выше, эта наблюдаемая характеристика была удивительной и неожиданной, учитывая, что стальные сплавы, с аналогичным содержанием углерода, подвергнутые традиционному закаливанию в воде и отпуску, имеют пониженную прочность и повышенные пластичность и вязкость разрушения при отпуске.
[0038] Согласно другому, не имеющему ограничительного характера варианту воплощения изобретения, самозакаливаемый стальной сплав согласно настоящему изобретению содержит, состоит практически из, или состоит из, в массовых процентах: от 0,18 до 0,21 углерода; от 3,50 до 4,00 никеля; от 1,60 до 2,00 хрома; от 0 вплоть до 0,50 молибдена; от 0,80 до 1,20 марганца; от 0,25 до 0,45 кремния; от 0 до меньше, чем 0,005 титана; от 0 до меньше, чем 0,020 фосфора; от 0 вплоть до 0,005 бора; от 0 вплоть до 0,003 серы; железа; и случайных примесей. В определенных не имеющих ограничительного характера вариантах воплощения сплава согласно настоящему изобретению случайные примеси состоят из остаточных элементов, отвечающих требованиям Военного стандарта США MIL-DTL-12506J. В определенных не имеющих ограничительного характера вариантах воплощения стальных сплавов согласно настоящему изобретению максимальные пределы для определенных случайных примесей включают, в массовых процентах: 0,25 меди; 0,03 азота; 0,10 циркония; 0,10 алюминия; 0,01 свинца; 0,02 олова; 0,02 сурьмы; и 0,02 мышьяка. В другом не имеющем ограничительного характера варианте воплощения самозакаливаемого стального сплава согласно настоящему изобретению уровень молибдена находится в диапазоне от 0,40 до 0,50 процента по массе. Замечено, что добавки молибдена могут увеличивать прочность и коррозионную стойкость самозакаливаемой стали согласно этому изобретению.
[0039] В этом не имеющем ограничительного характера варианте воплощения изобретения самозакаливаемый стальной сплав имеет твердость по Бринеллю в диапазоне от 352 HBW до 433 HBW; предел прочности при растяжении в диапазоне от 188 кфунт/кв.дюйм (1296 МПа) до 208 кфунт/кв.дюйм (1434 МПа); предел текучести в диапазоне от 133 кфунт/кв.дюйм (917 МПа) до 142 кфунт/кв.дюйм (979 МПа); относительное удлинение в процентах в диапазоне от 16% до 17%; и значение ударной прочности по Шарпи для образца с v-образным надрезом при -40°С в диапазоне от 44 фунт-силы-фут (60 Дж) до 53 фунт-силы-фут (72 Дж).
[0040] После аустенизации и охлаждения на воздухе самозакаливаемого стального сплава согласно настоящему изобретению, чтобы обеспечить твердость в диапазоне от 352 HBW до 433 HBW, и затем отпуска сплава при времени отпуска в диапазоне от 4 часов до 10 часов при температуре отпуска в диапазоне от 300°F (149°С) до 450°F (232°С), определенные варианты воплощения самозакаливаемого стального сплава имеют твердость по Бринеллю в диапазоне от 360 HBW до 433 HBW; предел прочности при растяжении в диапазоне от 188 кфунт/кв.дюйм (1296 МПа) до 237 кфунт/кв.дюйм (1634 МПа); предел текучести в диапазоне от 133 кфунт/кв.дюйм (917 МПа) до 146 кфунт/кв.дюйм (1007 МПа); относительное удлинение в процентах в диапазоне от 15% до 16%; и значение ударной прочности по Шарпи для образца с v-образным надрезом при -40°С в диапазоне от 44 фунт-силы-фут (60 Дж) до 53 фунт-силы-фут (72 Дж).
[0041] Неожиданным и удивительным аспектом определенных самозакаливаемых стальных сплавов этого изобретения является наблюдение того, что когда, после аустенизации и охлаждения на воздухе самозакаливаемые, самоотпущенные сплавы согласно настоящему изобретению дополнительно подвергают тепловой обработке отпуском в течение времени отпуска в диапазоне от 4 часов до 10 часов и при температуре отпуска в диапазоне от 300°F (149°С) до 450°F (232°С), предел текучести самозакаливаемых стальных сплавов согласно настоящему изобретению в не имеющем ограничительного характера варианте воплощения изобретения увеличивается на вплоть до 3%, а относительное удлинение в процентах и ударная вязкость по Шарпи для образца с v-образным надрезом при -40°С не снижаются. Как объясняется выше, это наблюдение противоречит тому, что наблюдается для стальных сплавов с аналогичным содержанием углерода, подвергнутых традиционному закаливанию в воде и отпуску, которые проявляют снижение прочности и повышение пластичности и вязкости разрушения при отпуске.
[0042] Другой аспект согласно настоящему изобретению относится к промышленным изделиям, изготовленным из или включающим сплав согласно настоящему изобретению. Поскольку самозакаливаемые стальные сплавы, раскрытые здесь, сочетают в себе высокую прочность, средние твердость и ударную вязкость в сравнении с определенными известными самозакаливаемыми стальными сплавами, сплавы согласно настоящему изобретению особенно хорошо подходят для введения в изделия, такие как сооружения и транспортные средства, предназначенные для защиты от взрыва и/или удара. Промышленные изделия, которые могут быть изготовлены из или включают сплавы согласно настоящему изобретению, включают, но не ограничиваются ими, стальную броню, корпус, защищенный от действия ударной волны, корпус V-образной формы, защищенный от действия ударной волны, днище транспортного средства, защищенное от действия ударной волны, и закрытое сооружение, защищенное от действия ударной волны.
[0043] Еще другой аспект настоящего изобретения относится к способу тепловой обработки аустенизированного и охлажденного на воздухе самозакаливаемого сплава. Ссылаясь на блок-схему на Фигуре 1, не имеющий ограничительного характера вариант воплощения способа (10) согласно настоящему изобретению включает: обеспечение (12) аустенизированного и охлажденного на воздухе самозакаливаемого стального сплава; тепловую обработку отпуском (14) аустенизированного и охлажденного на воздухе самозакаливаемого стального сплава при температуре отпуска в диапазоне от 300°F (149°С) до 450°F (232°С) для времени отпуска в диапазоне от 4 часов до 12 часов (или от 4 часов до 10 часов); и охлаждение на воздухе (16) отпущенного самозакаливаемого стального сплава до температуры внешней среды. Обработка аустенизацией является способом, известным специалистам в металлургии, и нет необходимости обсуждать ее здесь подробно. Типичные условия аустенизации включают, например, нагревание стального сплава до температуры в диапазоне от 1400°F (760°С) до 1700°F (927°С) и выдерживание сплава при температуре в течение периода времени, находящегося в диапазоне от приблизительно 0,25 часа до приблизительно 1 часа.
[0044] Следующие примеры предназначены для дополнительного описания определенных не имеющих ограничительного характера вариантов воплощения изобретения согласно настоящему описанию, без ограничения объема настоящего изобретения. Специалисты в этой области понимают, что возможны вариации следующих примеров в пределах объема данного изобретения, который определяется только пунктами формулы изобретения.
ПРИМЕР 1
[0045] Конический экспериментальный слиток размером 4 дюйма × 4 дюйма × 10 дюймов (10,2 см × 10,2 см × 25,4 см) и весом приблизительно 50 фунтов (22,7 кг) был изготовлен вакуумно-индукционной плавкой. В Таблице 1 приведены целевой и фактический химический состав экспериментального слитка и фактический химический состав промышленного слитка из высокотвердого специального броневого стального сплава ATI 500-MIL®. Высокотвердый специальный броневой стальной сплав ATI 500-MIL® является коммерчески доступным деформируемым специальным стальным сплавом, имеющим твердость в диапазоне от 477 HBW до 534 HBW, который используется для применений в броневом листе и доступен от ATI Defense, Вашингтон, штат Пенсивальния, США.

[0046] После плавления экспериментальной плавки, показанной в Таблице 1, прибыль слитка удалили и оставшийся материал гомогенизировали путем нагревания сплава при 2050°F (1121°С) в течение 4 часов (приблизительно 1 час на дюйм (2,54 см) толщины).
ПРИМЕР 2
[0047] Экспериментальный слиток и слиток высокотвердого специального броневого стального сплава ATI 500-MIL® из Примера 1 резали на маленькие кусочки для плавления в закалочной печи. Различные соотношения из двух металлов комбинировали в печи, чтобы создать плавки «капель» высотой 2,5 дюйма и диаметром 1,25 дюйма (6,35 см высота × 3,18 см диаметр). Таким путем было получено пять капель.
[0048] Капли гомогенизировали при 2050°F (1121°С) в течение 1 часа и затем сразу же ковали с понижением размера от 1,25 дюйма (3,18 см) в диаметре до 0,25 дюйма (0,635 см) толщиной, создавая плоские образцы, что помогало устранить микроструктуру литья и сформовать деформируемый продукт. После ковки образцам давали охладиться на воздухе. От каждой капли отрезали кусочки для проверки химического состава. Измеренный химический состав приведен в Таблице 2.

[0049] После отрезания кусочков для определения химического состава оставшуюся часть каждой из капель подвергали аустенизации при 1600°F (871°С) в течение 15 минут и давали остыть на воздухе.
[0050] Сегмент размером 1 дюйм × 3 дюйма × 4 дюйма (2,54 см × 7,62 см × 10,2 см) отрезали от оставшейся части размером 3 дюйма × 4 дюйма × 7 дюймов (7,62 см × 10,2 см × 17,8 см) экспериментального слитка. Этот сегмент нагревали при 2050°F (1121°С) в течение 1 часа и затем сразу же ковали с понижением размера от 4 дюймов (10,2 см) толщины до листа толщиной 2 дюйма (5,08 см). Лист нагревали до 1900°F (1038°С), выдерживали при температуре 1 час, окончательно прокатывали в лист толщиной 1 дюйм (2,54 см) и давали остыть на воздухе. От охлажденного листа брали образец на определение химического состава (Образец 6) (химический состав приведен в Таблице 2), и затем лист подвергали аустенизации при 1600°F (871°С) в течение 1 часа и давали остыть на воздухе.
ПРИМЕР 3
[0051] Одно измерение твердости по Бринеллю и три измерения твердости по Роквеллу С выполняли на 0,025 дюйма (0,0635 см) ниже поверхности для каждого из пяти образцов толщиной 0,25 дюйма (0,635 см), приготовленных из капельных плавок Примера 2, и для листа толщиной 1 дюйм (2,54 см), приготовленного из экспериментального материала в Примере 2. Измерения твердости по Бринеллю проводили согласно стандарту ASTM Е10-10 «Стандартный метод испытания твердости по Бринеллю металлических материалов», ASTM International, Западный Коншохокен, штат Пенсильвания. Измерения твердости по Роквеллу С проводили согласно стандарту ASTM E18-08b «Стандартные методы испытаний твердости по Роквеллу металлических материалов». Значения твердости по Роквеллу С переводили в значения твердости по Бринеллю согласно стандарту ASTM El40-07 «Стандартные таблицы перевода твердости для металлов - соотношения между твердостью по Бринеллю, твердостью по Виккерсу, твердостью по Роквеллу, поверхностной твердостью, твердостью по Кнупу и твердостью по склероскопу».
[0052] Значения твердости показаны графически на Фигуре 2. Фигура 2 также включает типичные значения твердости для высокотвердого специального броневого стального сплава ATI 500-MIL®.
[0053] Фигура 2 показывает, что образцы, содержащие больше, чем 0,24 массовых процента углерода, в основном, показали значения твердости больше, чем капли с 1 по 5 и экспериментальный слиток, который содержал углерод в диапазоне от 0,18 до 0,24 процента по массе.
ПРИМЕР 4
[0054] Брали срез толщиной 0,25 дюйма (0,635 см) от листа толщиной 1 дюйм (2,54 см), приготовленного в Примере 1. По существу, толщина приготовленного среза была такой же, как толщина пяти образцов толщиной 0,25 дюйма (0,635 см), приготовленных из капельных плавок в Примере 2, что дало шесть образцов одинаковой толщины. По две пробы толщиной 1,5 дюйма (3,81 см) × 0,75 дюйма (1,91 см) × 0,25 дюйма (0,635 см) были приготовлены из каждого из шести образцов, что дало в сумме двенадцать проб. Одну пробу, полученную из каждого образца, подвергали отпуску при температуре 300°F (149°С) в течение 4 часов. Другую пробу, полученную из каждого образца, подвергали отпуску при температуре 400°F (204°С) в течение 4 часов. Одно измерение твердости по Бринеллю и три измерения твердости по Роквеллу С выполняли на 0,025 дюймов (0,0635 см) ниже поверхности для каждой из двенадцати проб. Фигура 3 включает значения твердости, полученные в результате этого испытания, а также результаты испытания на отпуск, выполненные при других температурах отпуска.
[0055] Данные, приведенные на графике Фигуры 3, показывают, что дополнительная тепловая обработка отпуском не оказывает значительного влияния на измеренную твердость самозакаливаемых стальных сплавов согласно не имеющим ограничительного характера вариантам воплощения этого изобретения.
ПРИМЕР 5
[0056] Два лабораторных конических экспериментальных слитка размером 4 дюйма × 4 дюйма × 10 дюймов (10,2 см × 10,2 см × 25,4 см) были изготовлены в вакуумно-индукционной печи. Химические составы включали плавку низкоуглеродистой стали и плавку высокоуглеродистой стали. Целевые химические составы слитков приведены в Таблице 3.

[0057] После плавления прибыль удалили из каждого слитка. Слитки загрузили в печь на 17 часов при 1000°F (538°С) и затем нагревали, чтобы повысить температуру слитков до 2050°F (1121°C), и гомогенизировали в течение 2 часов вместо предусмотренных 4 часов. Слитки ковали с понижением размера от 4 дюймов (10,2 см) до 2,75 дюйма (6,99 см) толщины с приращениями в 0,25 дюйма (0,635 см), после подвергли 25-минутному повторному нагреву, и затем ковали с понижением размера до 2 дюймов (5,08 см) толщины с приращениями в 0,25 дюйма (0,635 см).
[0058] После ковки каждый образец разрезали пополам и загрузили в печь при 1900°F (1038°С) на одночасовое томление при температуре. Затем образцы прокатали в поперечном направлении до толщины 1,5 дюйма (3,81 см), подвергли 20-минутному повторному нагреву и окончательно прокатали до листовых образцов размером 1 дюйм (2,54 см) толщина × 8 дюймов (20,3 см) ширина × 10 дюймов (25,4 см) длина. Каждый из двух слитков дал два листовых образца этих размеров. После прокатки листовые образцы подвергли аустенизации при 1600°F (871°С) в течение 1 часа и охладили на воздухе в неподвижном воздухе.
[0059] Отмечено, что образцы гомогенизировали только 2 часа вместо предусмотренных 4 часов. Поэтому аустенизированные листовые образцы загрузили в печь для дополнительного периода гомогенизации. В течение времени, когда листовые образцы нагревали до температуры гомогенизации, было принято решение, что обработка гомогенизацией разрушит кованую и катаную микроструктуру. Поэтому листовые образцы были удалены из печи. К этому времени листовые образцы достигли 1180°F (638°С) и находились в печи полных 2 часа. Было установлено, что в этот дополнительный период тепловой обработки листовые образцы подверглись эффективному отпуску. Поэтому листы подвергли аустенизации снова при 1600°F (871°С) в течение 1 часа и охладили в неподвижном воздухе. Восемь 1-дюймовых (2,54 см) кубиков вырезали из каждого низкоуглеродистого материала и высокоуглеродистого материала (с целевыми химическими составами, показанными в Таблице 3) для опытов с отпуском. В Таблице 4 показаны используемые условия отпуска и измеренные значения твердости для каждого из отпущенных образцов. Три измерения твердости по Роквеллу С HRC выполняли на 0,020 дюймов (0,0508 см) ниже поверхности каждого из образцов, и значения твердости, приведенные в Таблице 4, являются средним из трех измерений, переведенных в значения твердости по Бринеллю HBW из значения твердости по Роквеллу HRC.


[0060] Значения, приведенные в Таблице 4, были значительно ниже, чем ожидали. Поэтому образцы снова подвергли испытаниям на твердость по Бринеллю, выполненные на 0,020 дюймов (0,0508 см) ниже поверхности. Фигура 4 показывает значения твердости неотпущенных образцов в сравнении со значениями твердости, измеренными ранее для других образцов. Фигура 5 показывает значения твердости отпущенных образцов с образцами из низкоуглеродистой стали и образцами из высокоуглеродистой стали, обозначенными как «PES Samples». Данные, показанные графически на Фигуре 4 и Фигуре 5, указывают, что дополнительная тепловая обработка при отпуске не оказывает значительного влияния на измеренные значения твердости самозакаливаемых стальных сплавов согласно не имеющим ограничительного характера вариантам воплощения этого изобретения.
ПРИМЕР 6
[0061] На основании результатов лабораторных опытов, обсуждаемых здесь, и данных по твердости отпущенных 1-дюймовых кубических образцов с низким содержанием углерода (0,21 процент С по массе) и с высоким содержанием углерода (0,26 процентов по массе), экспериментальные плавки которых показаны в Таблице 3, несколько низкоуглеродистых образцов не были подвергнуты отпуску, и с целью сравнения несколько дополнительных образцов были отпущены при 400°F (204°С) в течение 6 часов. Испытывали два круглых образца, ориентированных в продольном направлении: два образца Шарпи с продольной ориентацией TL с v-образным надрезом и два образца Шарпи с поперечной ориентацией LT с v-образным надрезом испытывали при -40°С; и на одном из образцов Шарпи из каждого листа выполнили два измерения твердости по Бринеллю. Результаты испытания на растяжение и испытания по Шарпи образцов с v-образным надрезом представлены в Таблице 5.


ПРИМЕР 7
[0062] Свойства твердости по Шарпи и Бринеллю для образцов из Примера 6 сравнивали с работой, выполняемой над листом толщиной 1 дюйм (2,54 см) из высокотвердого специального броневого стального сплава ATI 500-MIL®. Лист из броневого стального сплава ATI 500-MIL® имел фактический химический состав, приведенный в Таблице 6.

[0063] По механическим свойствам лист из броневого стального сплава ATI 500-MIL® сравнивали с образцами изобретения Примера 6 в неотпущенной форме, а также с образцами, отпущенными при 300°F (149°С) в течение 8 часов, поскольку никаких отпусков не было сделано для листа из броневого стального сплава ATI 500-MIL® при 400°F. Никаких испытаний по Шарпи не было сделано для отпущенного листового материала из броневого стального сплава ATI 500-MIL®, поэтому нельзя было провести сравнение. Фигура 6 отражает результаты испытаний на растяжение неотпущенных и отпущенных высокоуглеродистых и низкоуглеродистых материалов, а также листа из броневого стального сплава ATI 500-MIL®. Фигура 7 включает результаты испытаний по Шарпи для образца с v-образным надрезом при -40°С для различных образцов, а также для листа из броневого стального сплава ATI 500-MIL®.
[0064] Анализ Фигур 6 и 7 показывает, что для вариантов воплощения самозакаливаемых стальных сплавов согласно настоящему изобретению проведение тепловой обработки на этапе отпуска в температурном диапазоне от приблизительно 300°F (149°С) до 450°F (232°С) после аустенизации и охлаждения на воздухе обеспечивает сплавы с увеличением в пределе текучести на вплоть до 20 процентов и без снижения пластичности и вязкости разрушения сплавов. Наблюдение того, что предел текучести сплавов увеличивается без негативного влияния на пластичность или вязкость разрушения, было неожиданным и удивительным, учитывая, что подвергнутые типичной закалке и отпуску стальные сплавы, включающие сравнимое содержание углерода, обычно имеют пониженную прочность наряду с повышенной пластичностью и вязкостью разрушения при отпуске.
Способы и устройство для получения продуктов из распыленных металлов и сплавов
Термомеханическая обработка сплавов на основе никеля
Высокопрочные, коррозийно-устойчивые аустенитные сплавы
Термообработки сплава на основе никеля, сплавов на основе никеля и изделий, содержащих сплавы на основе никеля
Торцевая пластина для контейнеров горячего изостатического прессования, контейнер горячего изостатического прессования и способ горячего изостатического прессования
Термомеханическая обработка никель-титановых сплавов
Способы обработки сплавов титана
Изделия, системы и способы для ковки сплавов
Ковка в открытом штампе с раздельными проходами трудных для ковки и чувствительных к траектории деформирования сплавов на основе титана и на основе никеля
Способы снижения содержания примесей в магнии, очищенный магний и получение металлического циркония
Способы и устройство для получения продуктов из распыленных металлов и сплавов
Термомеханическая обработка сплавов на основе никеля
Высокопрочные, коррозийно-устойчивые аустенитные сплавы
Термообработки сплава на основе никеля, сплавов на основе никеля и изделий, содержащих сплавы на основе никеля
Торцевая пластина для контейнеров горячего изостатического прессования, контейнер горячего изостатического прессования и способ горячего изостатического прессования
Термомеханическая обработка никель-титановых сплавов
Способы обработки сплавов титана
Изделия, системы и способы для ковки сплавов
Ковка в открытом штампе с раздельными проходами трудных для ковки и чувствительных к траектории деформирования сплавов на основе титана и на основе никеля
Способы снижения содержания примесей в магнии, очищенный магний и получение металлического циркония

