Результат интеллектуальной деятельности: ОТКРЫВНОЕ УСТРОЙСТВО И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ОТКРЫВНОГО УСТРОЙСТВА НА ЛИСТОВОМ УПАКОВОЧНОМ МАТЕРИАЛЕ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к открывному устройству, в особенности, к открывному устройству, образуемому формованием пластикового материала на листовом упаковочном материале. Изобретение также относится к устройству для формования открывного устройства на листовом упаковочном материале.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Как известно, многие текучие пищевые продукты, такие как фруктовый сок, УВТ-молоко (подвергшееся ультравысокотемпературной обработке), вино, томатный сок и т.д., продаются в упаковках, выполненных из стерилизованного упаковочного материала.
Типичным примером такого вида упаковки является упаковка для жидких или текучих пищевых продуктов, имеющая форму параллелепипеда, известная как Тетра Брик Асептик (Tetra Brik Aseptic, зарегистрированная торговая марка), которая изготавливается путем складывания и сваривания полосы ламинированного упаковочного материала.
Упаковочный материал имеет многослойную конструкцию, по существу, содержащую базовый слой, придающий жесткость и прочность, который может содержать слой волокнистого материала, например бумаги или полипропиленового материала с минеральным наполнением; а также набор ламинирующих слоев из пластикового материала, склеивающегося при нагреве, например, полиэтиленовых пленок, покрывающих обе стороны основного слоя.
В случае асептических упаковок для продуктов длительного хранения, такого как, например, УВТ-молоко, упаковочный материал также содержит слой газонепроницаемого материала, например алюминиевой фольги или пленки на основе этиленвинилового спирта (ЭВС), который накладывается на слой пластикового материала, склеивающегося при нагреве, и который, в свою очередь, покрыт еще одним слоем пластикового материала, склеивающегося при нагреве, который образует внутреннюю поверхность упаковки, в конечном счете, соприкасающуюся с пищевым продуктом.
Упаковки такого рода обычно производятся на полностью автоматизированных упаковочных машинах, на которых образуется непрерывная труба из подаваемого в полотне упаковочного материала; полотно упаковочного материала стерилизуется в упаковочной машине, например, путем применения химического стерилизующего агента, такого как раствор перекиси водорода, который после окончания стерилизации удаляется с поверхностей упаковочного материала, например, испарением при нагревании; полотно упаковочного материала, которое прошло такую стерилизацию, остается в закрытом стерильном пространстве и его складывают и сваривают в продольном направлении с образованием вертикальной трубы.
Трубу наполняют стерилизованным или прошедшим стерильную обработку пищевым продуктом, сваривают и затем режут вдоль поперечных сечений, расположенных на одинаковом расстоянии друг от друга, для образования подушкообразных контейнеров, которые далее механически складывают для образования соответствующих готовых, например, по существу имеющих форму параллелепипеда, упаковок.
Для открывания вышеописанных упаковок были предложены различные решения, в том числе повторно закрывающиеся открывные устройства, выполненные из пластикового материала и по существу содержащие носик, который образует сквозное отверстие и согласуется с отверстием в стенке упаковки; а также съемную, т.е. отвинчивающуюся или шарнирно закрепленную крышку, согласующуюся с носиком и закрывающую его снаружи.
В патентном документе EP-A-2008787 раскрывается способ и устройство для инжекционного формования открывного устройства непосредственно на предварительно ламинированном отверстии, то есть отверстии, образованном только в основном слое и покрытом другими ламинирующими слоями, в том числе слоем газонепроницаемого материала, упаковочного материала.
На практике расплавленный пластиковый материал инжектируют на одну сторону предварительно ламинированного отверстия для его покрытия до кругового периферического участка и для образования, таким образом, участка пластикового материала в форме диска (confetti portion), непосредственно прикрепленного к предварительно ламинированному отверстию; расплавленный пластиковый материал вынужден далее пробивать предварительно ламинированное отверстие у такого кругового периферического участка для образования выливного носика открывного устройства, выступающего из противоположной стороны предварительно ламинированного отверстия и прикрепленного к участку в форме диска через участок соединения круговой мембраны с меньшим сечением, выполненный с возможностью разрывания пользователем для открытия упаковки.
Таким образом, материал, образующий предварительно ламинированное отверстие, сначала пробивается насквозь и затем герметизируется пластиковым материалом, образующим носик. Следовательно, готовая упаковка имеет газонепроницаемые свойства.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Одной целью настоящего изобретения является улучшение газонепроницаемых свойств известных открывных устройств.
В соответствии с первым аспектом изобретения предлагается открывное устройство, как описано в пункте 1 формулы изобретения.
В соответствии со вторым аспектом изобретения предлагается устройство для формования открывного устройства на листовом упаковочном материале, как описано в п.8 формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Некоторые предпочтительные не ограничивающие варианты осуществлений настоящего изобретения будут описаны в качестве примера со ссылкой на сопроводительные чертежи, на которых:
Фиг.1 - выполненный частично в сечении вид сбоку герметичной упаковки для текучих пищевых продуктов, выполненной из листового упаковочного материала, на котором отформовано открывное устройство в соответствии с первым вариантом осуществления изобретения;
Фиг.2 - сечение упаковочного материала из фиг.1 до формования открывного устройства;
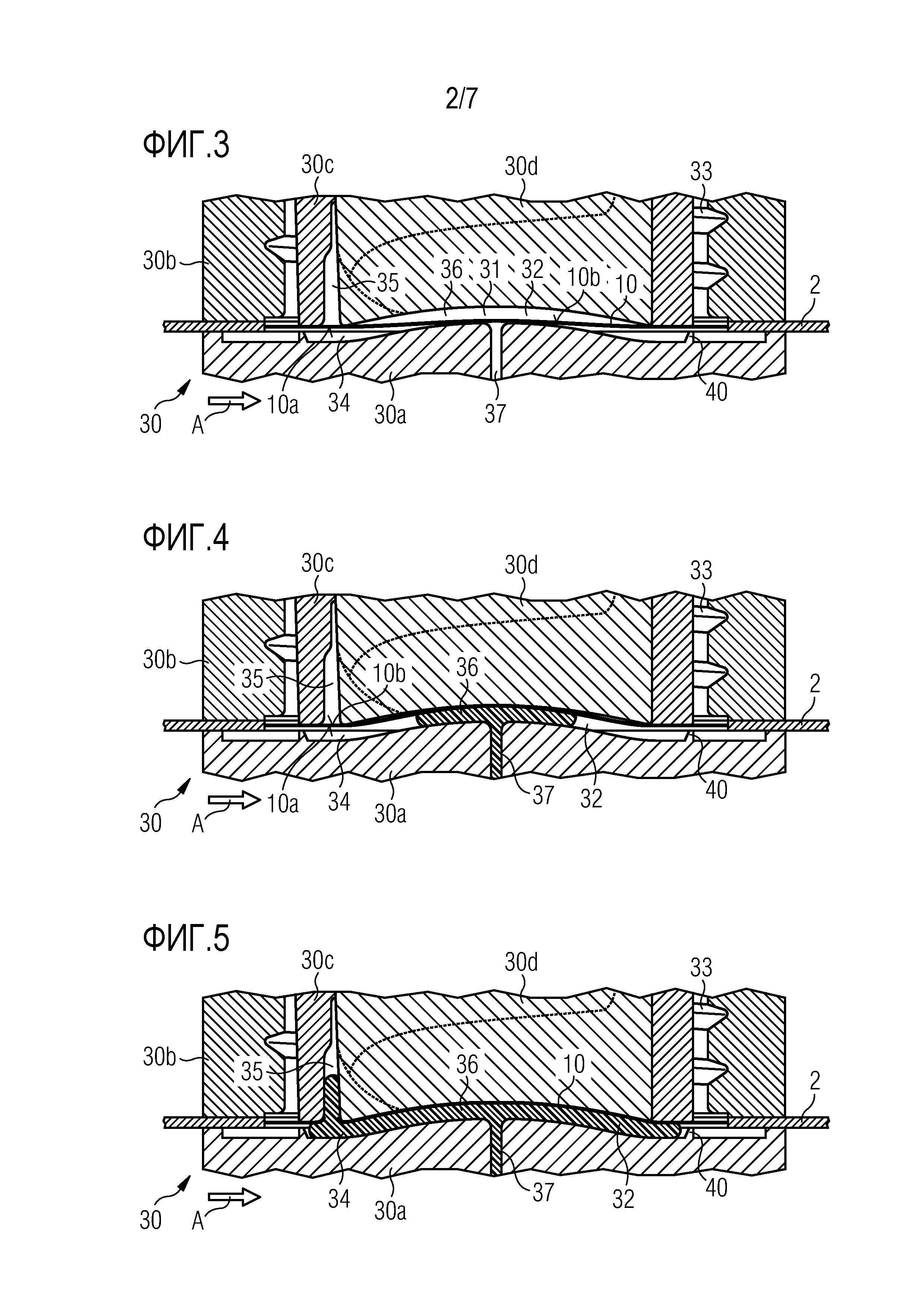
Фиг.3-6 - сечения листового упаковочного материала из фиг.2 во время последовательных этапов процесса формования открывного устройства;
Фиг.7 - выполненный частично в сечении вид сбоку герметичной упаковки для текучих пищевых продуктов, выполненной из листового упаковочного материала, на котором отформовано открывное устройство в соответствии со вторым вариантом осуществления изобретения
Фиг.8 - сечение листового упаковочного материала из фиг.7 во время этапа процесса формования открывного устройства;
Фиг.9 - выполненный частично в сечении вид сбоку герметичной упаковки для текучих пищевых продуктов, выполненной из листового упаковочного материала, на котором отформовано другое открывное устройство в соответствии с изобретением;
Фиг.10 - выполненный частично в сечении вид сбоку герметичной упаковки для текучих пищевых продуктов, выполненной из листового упаковочного материала, на котором отформовано открывное устройство в соответствии с третьим вариантом осуществления изобретения
Фиг.11 - сечение упаковочного листового материала из фиг.10 во время этапа процесса формования открывного устройства;
Фиг.12 - сечение формовочного инструмента предшествующего уровня техники во время этапа процесса формования открывного устройства на листовом упаковочном материале.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
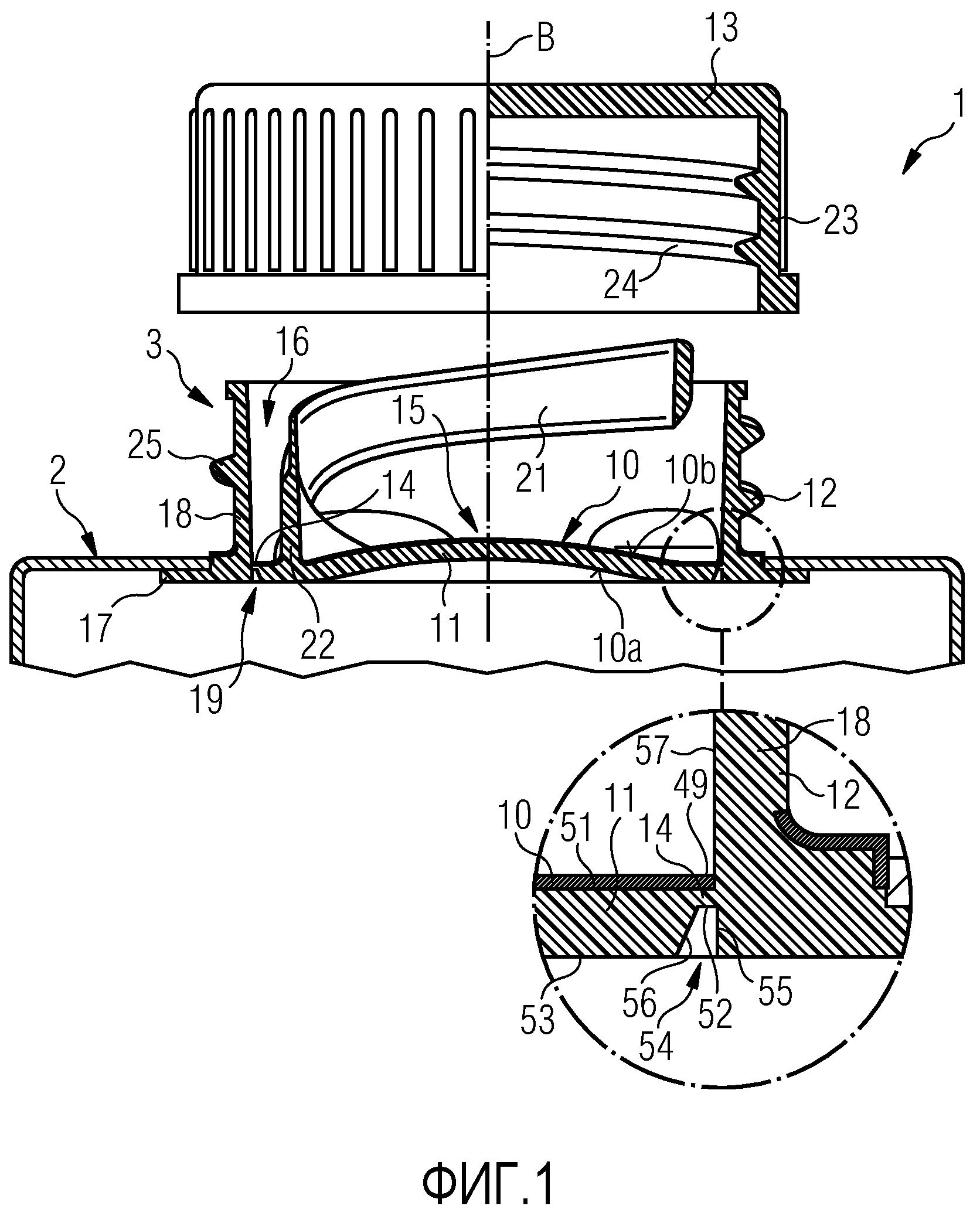
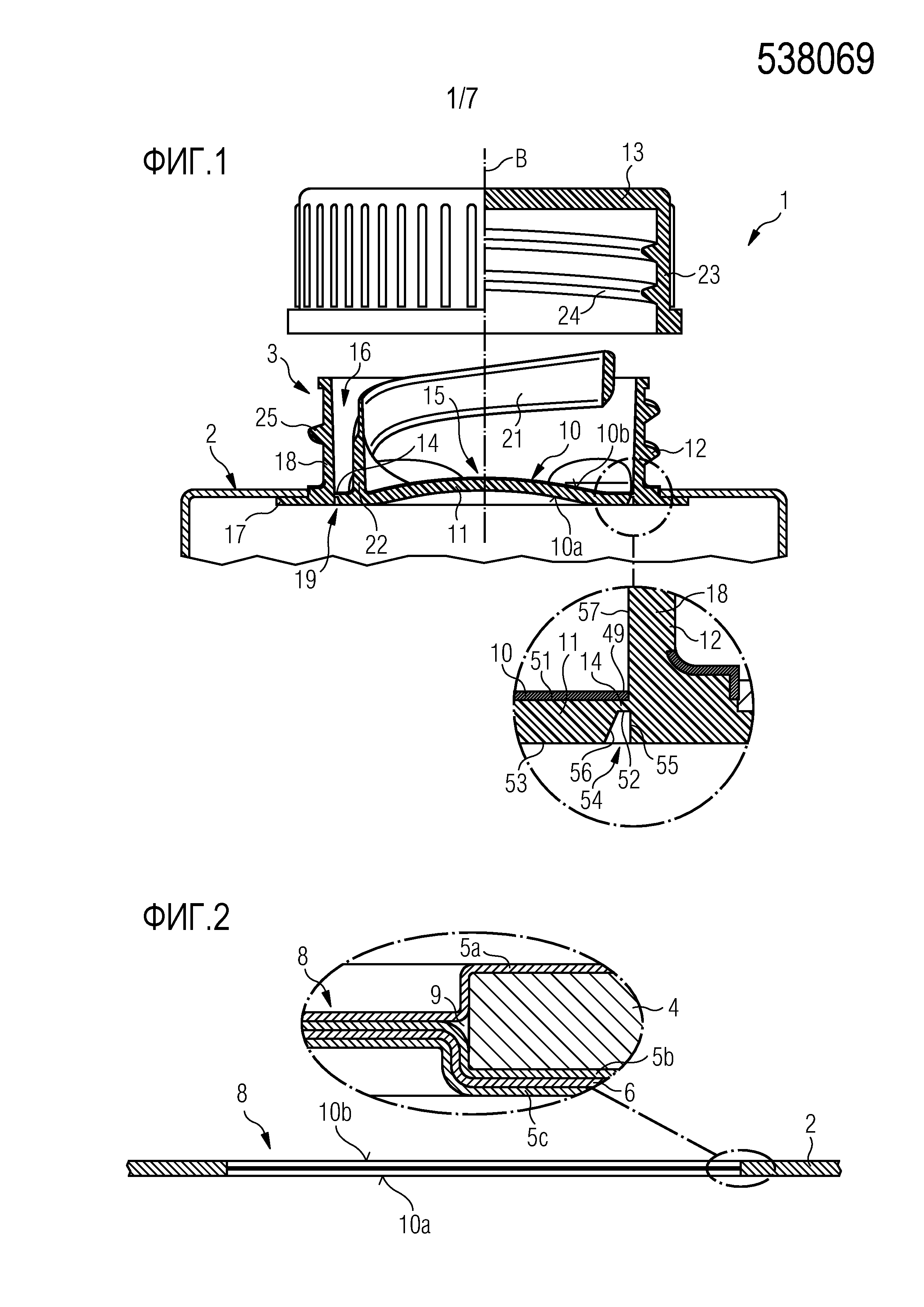
Позицией 1 на фиг.1 обозначена, в целом, герметичная упаковка для текучих пищевых продуктов, выполненная из многослойного листового упаковочного материала 2, на который наложено открывное устройство 3 из пластикового материала посредством формования, в особенности, инжекционного формования.
В показанном примере упаковка 1 представляет собой упаковку в форме параллелепипеда, которая известна под торговым названием Тетра Брик Асептик (зарегистрированная торговая марка). Открывное устройство в соответствии с настоящим изобретением, однако, может быть также применено к другим типам упаковок.
Как в особенности видно на фиг.2, упаковочный материал 2 содержит базовый слой 4 для придания жесткости и прочности, который может быть выполнен из волокнистого материала, например, бумаги или полипропилена с минеральным наполнением, а также первый покрывающий слой 5а и второй покрывающий слой 5b, выполненные из пластикового материала, склеивающегося при нагреве, например, из полиэтиленовых пленок, и покрывающие обе стороны основного слоя 4.
В случае асептического контейнера для продуктов длительного хранения, такого как, например, УВТ-молока, упаковочный материал 3 также содержит барьерный слой 6, выполненный из газонепроницаемого материала, например, алюминиевой фольги или пленки на основе этиленвинилового спирта (ЭВС), который накладывается на второй покрывающий слой 5b и, в свою очередь, покрыт третьим покрывающим слоем 5с, выполненным из пластикового материала, склеивающегося при нагреве, например, из полиэтиленовой пленки, который образует внутреннюю поверхность контейнера, в конечном счете, соприкасающуюся с пищевым продуктом.
Другими словами, первый покрывающий слой 5а, второй покрывающий слой 5b, барьерный слой 6 и третий покрывающий слой 5с образуют ламинирующие слои, накладываемые на базовый слой 4 при изготовлении упаковочного материала 3 в виде непрерывного листа.
Упаковочный материал 2 также содержит ряд съемных участков 8 (на чертежах показан лишь один), которые равномерно разнесены в продольном направлении A упаковочного материала 2 и на которых затем формуют открывные устройства 3.
В последующем описании из соображений простоты дается ссылка на один съемный участок 8 и одно открывное устройство 3.
В показанном примере съемный участок 8 образуется так называемым предварительно ламинированным отверстием, т.е. отверстием (или проходом) 9, образованным в основном слое 4 упаковочного материала 2 и накрытым вышеуказанными ламинирующими слоями, так что отверстие 9 герметизируется соответствующим покрывающим листовым участком 10.
В альтернативном варианте осуществления, который не показан, покрывающий участок 10 может быть даже образован только одним или некоторыми из вышеуказанных слоев 5, 6. Например, покрывающий участок 10 может быть выполнен исключительно из газонепроницаемого материала.
В другом альтернативном варианте осуществления, который не показан, покрывающий участок 10 может быть образован накладкой, закрепленной на остальной части упаковочного материала 2, для герметизации отверстия, которое в этом случае образовано по всей толщине материала 2.
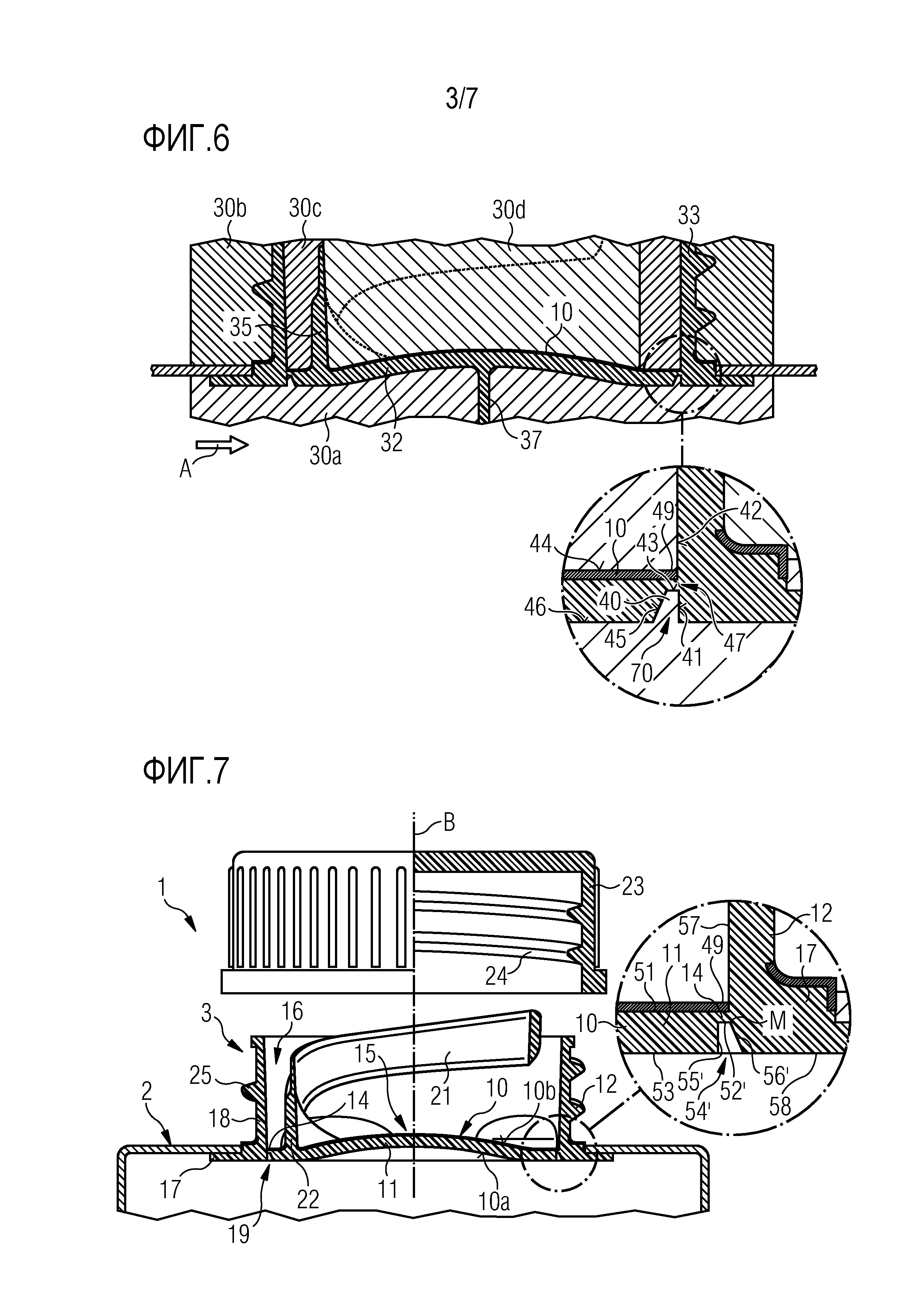
Как, в частности, показано на фиг.1, открывное устройство 3 имеет ось B, перпендикулярную продольному направлению A упаковочного материала 2 и по существу содержит стеночный участок 11 (wall portion), прилегающий к первой стороне 10а покрывающего участка 10 - в показанном примере эта сторона, в конечном счете, обращена внутрь упаковки 1. Открывное устройство 3 также содержит трубчатый носик 12, который зафиксирован на упаковочном материале 2 вокруг отверстия 9 и который образует отверстие 16, через которое можно вылить пищевой продукт из упаковки 1. Носик 12 продолжается через покрывающий участок 10 так, чтобы выступать как из первой стороны 10а, так и из второй стороны 10b покрывающего участка 10, противоположной первой стороне 10а. Открывное устройство 3 также содержит крышку 13 (фиг.1), которая съемным образом устанавливается на носик 12, чтобы закрывать отверстие 16.
Конкретнее, стеночный участок 11 и носик 12 формуют как одно целое. Ослабленная область 14 расположена между стеночным участком 11 и носиком 12. Крышку 13 формируют отдельно от единого целого, содержащего стеночный участок 11 и носик 12.
Стеночный участок 11 и покрывающий участок 10 совместно образуют уплотнительный участок 15, который герметизирует отверстие 16 носика 12.
Как в особенности видно на фиг.1, носик 12 содержит кольцевой фланцевый участок 17, зафиксированный на упаковочном материале 2 вокруг отверстия 9. Носик 12 также содержит цилиндрический трубчатый участок 18 горловины, выступающий в осевом направлении из внутреннего бокового края фланцевого участка 17 и продолжающийся через периферийный круговой участок покрывающего участка 10. Другими словами, участок 18 горловины выступает из упаковочного материала 2 со второй стороны 10b.
Как показано на фиг.1, стеночный участок 11 и фланцевый участок 17 соединены посредством ослабленной области 14, которая образуется круговым участком 19, толщина которого меньше, чем толщина стеночного участка 11 и толщина фланцевого участка 17. Круговой участок 19, то есть ослабленная область 14, может быть легко разорван для отсоединения уплотнительного участка 15 от носика 12, когда пользователь открывает упаковку впервые.
На стороне, обращенной к крышке 13, стеночный участок 11 имеет выполненное как одно целое выступающее вытяжное кольцо 21, посредством которого уплотнительный участок 15 отделяется от носика 12 по круговому участку 19, то есть ослабленной области 14 и, таким образом, открывает отверстие 16, чтобы можно было вылить продукт.
Конкретнее, вытяжное кольцо 21 продолжается внутрь участка 18 горловины и на определенное расстояние от него, и соединено со стеночным участком 11 язычком 22.
Как показано на фиг.1, крышка 13 представляет собой крышку завинчивающегося типа и имеет цилиндрическую боковую стенку 23 с внутренней резьбой 24, взаимодействующей с соответствующей наружной резьбой 25 на участке 18 горловины носика 12.
Способ инжекционного формования открывного устройства 3 на упаковочном материале 2 заключается в следующем.
Упаковочный материал 2, система которого представлена на фиг.2, подается вдоль продольного направления A для размещения съемного участка 8 внутри формовочного устройства 30.
Согласно фиг.3-6, формовочное устройство 30 содержит набор элементов формовочного устройства, в особенности, первый формующий элемент (30а), второй формующий элемент (30b), третий формующий элемент (30c) и четвертый формующий элемент (30d), оси которых совпадают с осью B формуемого открывного устройства, и которые расположены по обеим сторонам от упаковочного материала 2 и образованы с возможностью перемещения между открытой конфигурацией (не показана), позволяющей осуществлять подачу упаковочного материала 2 в продольном направлении A, и закрытой конфигурацией (фиг.3-7), в которой они образуют закрытую формовочную полость 31, которая заполняется расплавленным пластиковым материалом.
В показанном примере первый формующий элемент 30a образует первую формующую конструкцию (first mold arrangement), и второй формующий элемент 30b, третий формующий элемент 30c и четвертый формующий элемент 30d образуют вторую формующую конструкцию, расположенную на противоположной стороне упаковочного материала 2 относительно первой формующей конструкции. Как видно на фиг.3-6, третий формующий элемент 30c установлен радиально между вторым формующим элементом 30b и четвертым формующим элементом 30d.
Формовочная полость 31 содержит, по существу, дискообразный первый участок 32 по оси B; цилиндрический трубчатый второй участок 33, продолжающийся соосно с осью B от одной стороны плоского периферийного кругового участка 34 первого участка 32, а также третий участок 35, который образует вытяжное кольцо 21 и продолжается от той же стороны, что и участок 33, а также от внутренней в радиальном направлении точки участка 32 относительно периферийного кругового участка 34.
Первый участок 32 содержит центральный участок 36, продолжающийся ко второму участку 33 и к третьему участку 35 и соединенный с периферийным круговым участком 34, а также соединенный с проходом 37 для впрыска расплавленного пластика.
На фиг.3-6 первый участок 32 образуется первым формующим элементом (30a) с одной стороны и вторым формующим элементом (30b), третьим формующим элементом (30c) и четвертым формующим элементом (30d) с противоположной стороны. Второй участок 33 образуется вторым формующим элементом (30b) и третьим формующим элементом (30c). Третий участок 35 образуется третьим формующим элементом (30c) и четвертым формующим элементом (30d). Проход 37 для впрыска продолжается через первый формующий элемент (30а).
Как подробно объясняется ниже, первый участок 32 образует стеночный участок 11 и фланцевый участок 17 носика 12, а второй участок 33 образует участок 18 горловины носика 12.
Для того чтобы отформовать открывное устройство 3, упаковочный материал 2 фиксируют внутри формовочного устройства 30 в той его конфигурации, которая представлена на фиг.3, в которой покрывающий участок 10 размещается целиком и совершенно неповрежденным внутри первого участка 32 формовочной полости 31. Более конкретно, покрывающий участок 10 расположен так, что сторона 10b обращена ко второму участку 33 и к третьему участку 35 формовочной полости 31.
На этом этапе со стороны 10а покрывающего участка 10 расплавленный пластиковый материал инжектируют через проход 37 для впрыска в первый участок 32 формовочной полости 31, который постепенно заполняется от центрального участка 36 к круговому участку 34.
Давление расплавленного пластикового материала, инжектированного в первый участок 32 формовочной полости 31, выталкивает покрывающий участок 10 вплотную к четвертому элементу 30d формовочного устройства, так что сторона 10b покрывающего участка 10 соприкасается с четвертым формующим элементом (30d).
На этом этапе третий покрывающий слой 5b пластикового материала покрывающего участка 10, который обращен к элементу 30a формовочного устройства, полностью сплавляется с пластиковым материалом, инжектированным в формовочную полость 31.
На этой стадии расплавленный пластиковый материал распространяется в радиальном направлении внутри первого участка 32, пока он, в конечном счете, не достигнет места пересечения первого участка 32 и третьего участка 35, где покрывающий участок 10, не имея сплошной опоры со стороны третьего элемента 30c формовочного устройства и четвертого элемента 30d формовочного устройства, аккуратно пробивается под давлением расплавленного пластикового материала, который поэтому заполняет третий участок 35 для образования вытяжного кольца 21.
Точно так же, когда расплавленный пластиковый материал достигает кругового участка в месте пересечения первого участка 32 и второго участка 33, покрывающий участок 10 аккуратно пробивается под давлением расплавленного пластикового материала, который поэтому затекает во второй участок 33 для образования участка 18 горловины.
Другими словами, расплавленный пластиковый материал пробивает насквозь покрывающий участок 10 в местах пересечения между первым участком 32 и вторым участком 33, и между первым участком 32 и третьим участком 35 формовочной полости 31 для образования сквозных отверстий, которые последовательно заполняются пластиковым материалом для полного восстановления целостности упаковочного материала 2.
После отверждения пластикового материала, заполняющего формовочную полость 31, первый формующий элемент (30а), второй формующий элемент (30b), третий формующий элемент (30c) и четвертый формующий элемент (30d) переходят в открытую конфигурацию для того, чтобы можно было снова осуществить подачу упаковочного материала 2 в продольном направлении A, извлечь из формовочного устройства 30 съемный участок 8 с образованным на нем соответствующим открывным устройством 3, и ввести в полость 31 формовочного устройства следующий съемный участок 8, на котором будет выполнена следующая операция формования.
Как показано на фиг.1 ослабленная область 14 ограничена первой стороной 51 стеночного участка 11, обращенной к покрывающему участку 10, и базовым участком 52. Базовый участок 52 расположен ближе к первой стороне 51, чем ко второй стороне 53 стеночного участка 11, противоположной первой стороне 51. Базовый участок 52 по существу параллелен первой стороне 51 и второй стороне 53.
Открывное устройство 3 содержит выемку 54, продолжающуюся от второй стороны 53 и ограниченную базовым участком 52, первым стеночным элементом 55 и вторым стеночным элементом 56.
Первый стеночный элемент 55 по существу выровнен с внутренней стенкой 57 участка 18 горловины. Первый стеночный элемент 55 по существу перпендикулярен базовому участку 52. Первый стеночный элемент 55 также по существу перпендикулярен первой стороне 51 и второй стороне 53.
Второй стеночный элемент 56 продолжается между базовым участком 52 и второй стороной 53 и ограничивает боковую область стеночного участка 11. Второй стеночный элемент 56 наклонен относительно базового участка 52 и второй стороны 53, причем расстояние от второго стеночного элемента 56 до первого стеночного элемента 55 увеличивается при перемещении от базового участка 52 ко второй стороне 53.
Покрывающий участок 10 покрывает ослабленную область 14. В особенности, концевая зона 49 покрывающего участка 11 продолжается поверх основного участка 52. Покрывающий участок 10 продолжается до внутренней стенки 57.
Как показано на фиг.3-6, первый формующий элемент (30а) содержит выступ 70, продолжающийся в полость 31 формовочного устройства и к третьему элементу 30c формовочного устройства. Выступ 70 содержит гребень 40, который имеет круговую форму вокруг продольной оси формовочного устройства 30.
Гребень 40 расположен на пересечении первого участка 32 и второго участка 33.
Гребень 40 ограничен первой стенкой 41, по существу выровненной с боковой стенкой 42 третьего элемента 30c формовочного устройства, причем с боковой стенкой 42, ограничивающей второй участок 33.
Гребень 40 также ограничен второй стенкой 43, по существу параллельной нижней стенке 44 третьего элемента 30c формовочного устройства, образующей первый участок 32. Вторая стенка 43 по существу перпендикулярна первой стенке 41.
Боковая стенка 42 по существу перпендикулярна нижней стенке 44.
Гребень 40 также ограничен третьей стенкой 45, проходящей от второй стенки 43 к базовый стенке 46 первого элемента 30a формовочного устройства, которая обращена к нижней стенке 44 и ограничивает первый участок 32. Третья стенка 45 наклонена таким образом, что расстояние от третьей стенки 45 до первой стенки 41 увеличивается при перемещении от второй стенки 43 к базовой стенке 46.
Гребень 40 и третий формующий элемент (30c) и, более конкретно, нижняя стенка 44 и вторая стенка 43, ограничивают проход 47 небольшого сечения для расплавленного пластикового материала. Пластиковый материал в проходе 47 небольшого сечения, после отверждения, образует ослабленную область 14. Во время формования пластиковый материал продолжается через проход 47 небольшого сечения от первого участка 32 ко второму участку 33. Концевая зона 49 покрывающего участка 10 размещается в проходе 47 небольшого сечения. Таким образом, после отверждения пластикового материала концевая зона 49 покрывает ослабленную область 14.
Другими словами, поскольку выступ 70, то есть гребень 40, предусмотрен в первом элементе 30a формовочного устройства, покрывающий участок 10 продолжается к ослабленной области 14, увеличивая тем самым газонепроницаемые свойства открывного устройства 3. В особенности, покрывающий участок 10 продолжается по всей длине нижней стенки 44 до боковой стенки 42.
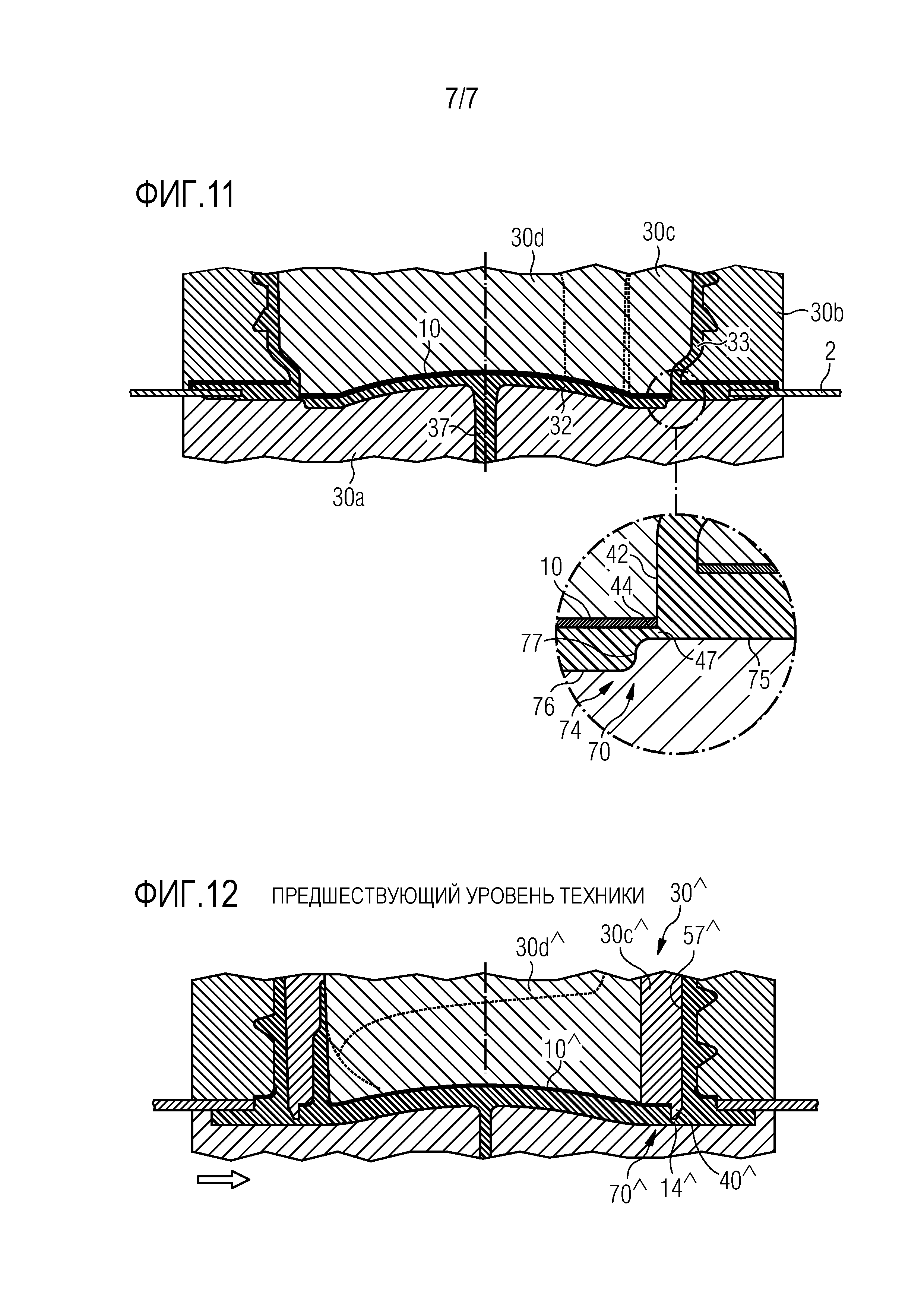
На фиг.12 показано формовочное устройство 30^ согласно предшествующему уровню техники (те же самые ссылочные позиции были использованы для тех же самых деталей и компонентов), в котором выступ 70^, имеющий форму гребня 40^, продолжается от третьего элемента 30c^ формовочного устройства.
В этом случае ослабленная область 14^ не накрыта покрывающим участком 10^. Кроме того, покрывающий участок 10^ не продолжается до внутренней стенки 57^.
В соответствии с изобретением газонепроницаемые свойства открывного устройства 3 существенно повышаются, поскольку покрывающий участок 10 также продолжается поверх области, в которой пластиковый материал, образующий открывное устройство, имеет минимальную толщину, то есть поверх ослабленной области 14. Там, где пластиковый материал тоньше, коэффициент газопроницаемости больше, поэтому ясно, что ослабленная область 14^ известного открывного устройства является критическим местом, поскольку она непосредственно подвержена воздействию и не защищена газонепроницаемым слоем.
Когда открывное устройство 1 открывают впервые, ослабленная область 14 разрушается, но покрывающий участок 10, покрывающий ослабленную область 14, не разрушается. Таким образом, никаких остатков покрывающего участка 10 не выступает в отверстие 16.
На фиг.7 показан другой вариант осуществления открывного устройства 1. Те же самые ссылочные позиции, что и ссылочные позиции на фиг.1, были использованы для обозначения соответствующих деталей и компонентов.
В варианте осуществления, показанном на фиг.7, ослабленная область 14 ограничена первой стороной 51 стеночного участка 11, обращенной к покрывающему участку 10, и базовым участком 52ʹ. Базовый участок 52ʹ расположен ближе к первой стороне 51, чем ко второй стороне 53 стеночного участка 11, противоположной первой стороне 51. Базовый участок 52ʹ по существу параллелен первой стороне 51 и второй стороне 53.
Открывное устройство 1 содержит выемку 54ʹ, продолжающуюся от второй стороны 53 и ограниченную основным участком 52ʹ, первым стеночным элементом 55ʹ и вторым стеночным элементом 56ʹ.
Первый стеночный элемент 55ʹ по существу параллелен внутренней стенке 57 участка 18 горловины. Первый стеночный элемент 55ʹ расположен ближе к оси B, чем к внутренней стенке 57. Первый стеночный элемент 55ʹ по существу перпендикулярен базовому участку 52ʹ. Первый стеночный элемент 55ʹ также по существу перпендикулярен первой стороне 51 и второй стороне 53. Первый стеночный элемент 55ʹ ограничивает боковую область стеночного участка 11.
Второй стеночный элемент 56ʹ продолжается между базовым участком 52ʹ и нижней поверхностью 58 фланцевого участка 17 и наклонен относительно базового участка 52ʹ и нижней поверхности 58, причем расстояние от второго стеночного элемента 56ʹ до первого стеночного элемента 55ʹ увеличивается при перемещении от базового участка 52ʹ к нижней поверхности 58.
Точка M, в которой базовый участок 52ʹ пересекается со вторым стеночным элементом 56ʹ, по существу выровнена с внутренней стенкой 57.
Покрывающий участок 10 покрывает ослабленную область 14. В особенности, концевая зона 49 покрывающего участка 11 продолжается поверх базового участка 52ʹ. Покрывающий участок 10 продолжается до внутренней стенки 57.
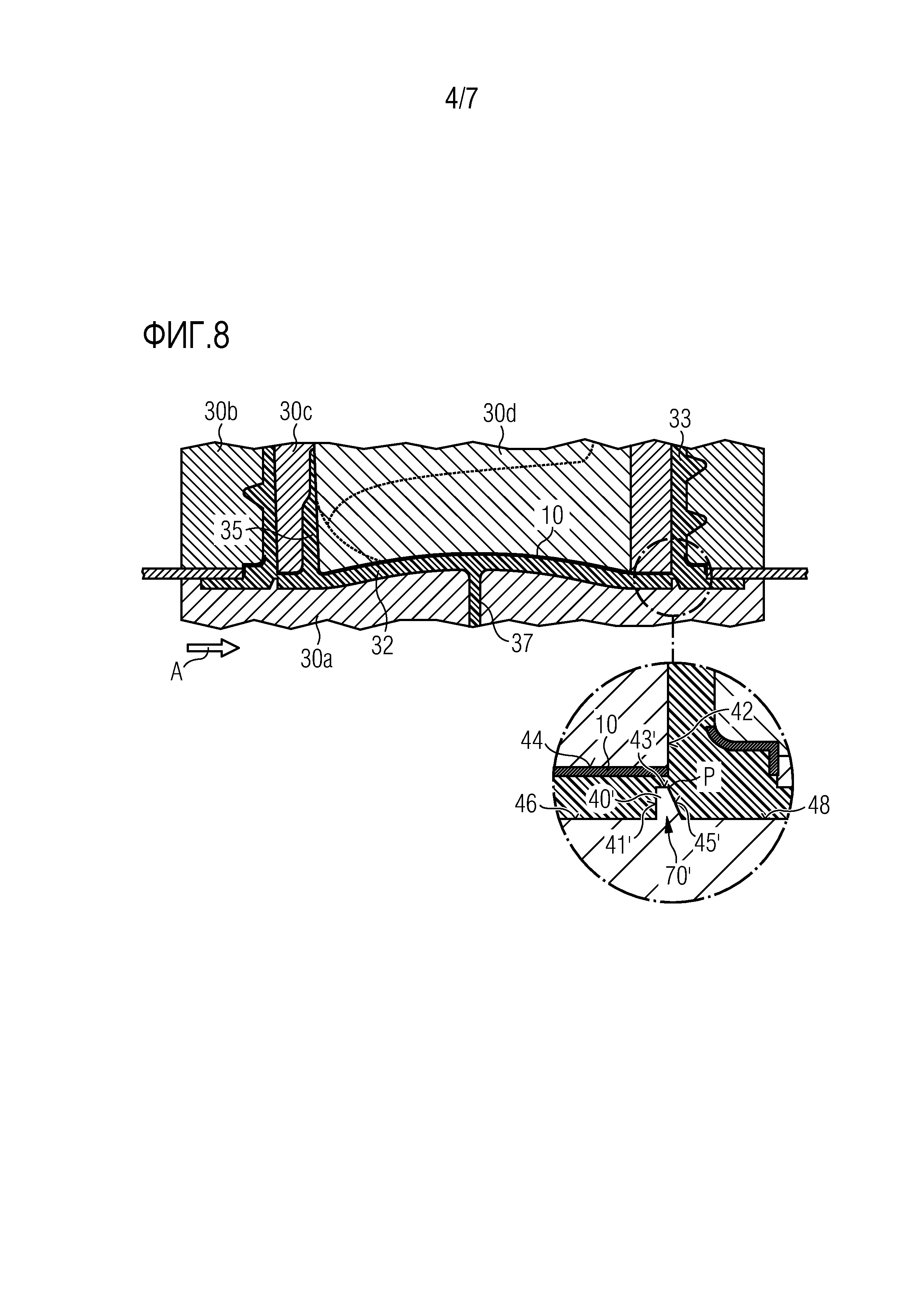
На фиг. 8 показан другой вариант осуществления формовочного устройства 30. Те же самые ссылочные позиции, что и ссылочные позиции на фиг.3-6, используются для обозначения соответствующих деталей и компонентов.
В варианте осуществления, показанном на фиг.8, первый формующий элемент (30а) содержит выступ 70ʹ, продолжающийся в полость 31 формовочного устройства и к третьему элементу 30c формовочного устройства. Выступ 70ʹ содержит гребень 40ʹ, который имеет круговую форму вокруг продольной оси формовочного устройства 30.
Гребень 40ʹ расположен на пересечении первого участка 32 и второго участка 33.
Гребень 40ʹ ограничен первой стенкой 41ʹ, по существу параллельной боковой стенке 42 третьего элемента 30c формовочного устройства, причем боковой стенке 42, ограничивающей второй участок 33. Первая стенка 41ʹ расположена ближе к оси B, чем боковая стенка 42.
Гребень 40 также ограничен второй стенкой 43ʹ, по существу параллельной нижней стенке 44 третьего элемента 30c формовочного устройства, образующей первый участок 32. Вторая стенка 43ʹ по существу перпендикулярна первой стенке 41ʹ.
Боковая стенка 42 по существу перпендикулярна нижней стенке 44.
Гребень 40ʹ также ограничен третьей стенкой 45ʹ, проходящей от второй стенки 43 до дальнейшей базовой стенки 48 первого элемента 30a формовочного устройства, которая обращена ко второму участку 33. Третья стенка 45ʹ наклонена таким образом, что расстояние от третьей стенки 45ʹ до первой стенки 41ʹ увеличивается при перемещении от второй стенки 43ʹ к дальнейшей базовой стенке 48.
Точка P, в которой вторая стенка 43ʹ пересекается с третьей стенкой 45ʹ, по существу выровнена с боковой стенкой 42.
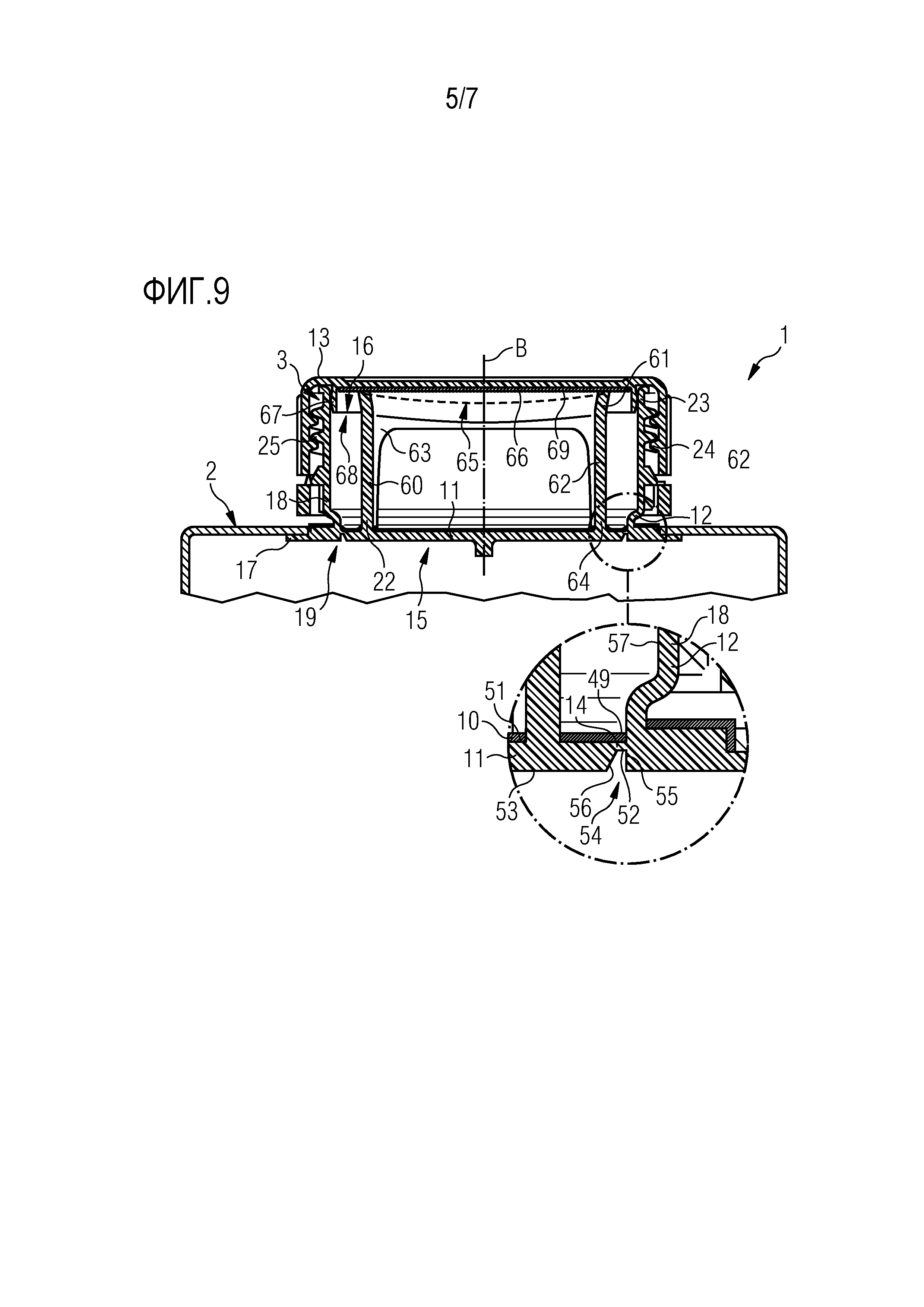
На фиг.9 показано открывное устройство 3 (те же самые ссылочные позиции, что и ссылочные позиции на фиг. 1, используются для обозначения соответствующих деталей и компонентов), в котором стеночный участок 11 образован как единое целое с выступающим участком 60, проходящим через носик 12 и предназначенный для неразъемного соединения с крышкой 13.
Выступающий участок 60 содержит круговое тело 61 и две ножки 62, соединяющие как единое целое круговое тело 61 со стеночным участком 11. В особенности, ножки 62 имеют первые концы 63, соединенные как единое целое с соответствующими диаметрально противоположными участками кругового тела 61 по отношению к оси B, и вторые концы 64, соединенные как единое целое со стеночным участком 11.
Так как возможная альтернатива не показана, ножки 62 также могут быть расположены не диаметрально противоположно друг другу.
В качестве дополнительной возможной не показанной альтернативы, выступающий участок 60 может содержать более двух ножек 62, расположенных на расстоянии друг от друга в угловом направлении.
В показанном варианте осуществления открывное устройство 3 также содержит дискообразный вспомогательный сварной элемент (welding promoting element) 65 для соединения крышки 13 с выступающим участком 60.
Крышка 13 содержит дискообразную концевую стенку 66 и круговое ребро 67, выступающее в осевом направлении от концевой стенки 66 внутрь крышки 13 и определяющее посадочный элемент 68 для вставления вспомогательного сварного элемента 65.
Вспомогательный сварной элемент 65 образован многослойным листовым элементом 69, отличным от крышки 13 и соединенным с крышкой 13 без возможности отсоединения.
В особенности, листовой элемент 69 содержит слой проводящего материала, например, алюминиевой фольги, и по меньшей мере два слоя термосклеиваемого пластикового материала, например полиэтиленовой пленки, покрывающей обе стороны слоя проводящего материала.
При одевании крышки 13 на носик 12 во вспомогательном сварном элементе 65 генерируют ток посредством электрического индукционного генерирующего элемента (не показан), например, катушки, в особенности, в проводящем слое листового элемента 69. Тепло, генерируемое током, вызывает сваривание посредством индукционного нагревания, крышки 13 с выступающим участком 60. Крышка 13 и уплотнительный участок 15, таким образом, прочно соединяются друг с другом.
Когда пользователь удаляет, то есть отвинчивает (в показанном варианте осуществления) крышку 13, уплотнительный участок 15 отсоединяется от участка 18 горловины. Открывное устройство 3 в этом случае является укупорочным устройством, открывающимся за один этап.
В другом, не показанном варианте осуществления, выступающий участок 60 напрямую сваривают с крышкой 13 без размещения вспомогательного сварного элемента 65.
В открывном устройстве из фиг.9 выемка 54, ослабленная область 14 и покрывающий участок 11 расположены так же, как и в варианте осуществления из фиг.1.
Таким же образом, в открывном устройстве из фиг.9 может быть предусмотрена выемка 54, ослабленная область 14 и покрывающий участок 11, расположенные так же, как и в варианте осуществления из фиг.7.
Таким же образом, в открывном устройстве из фиг.9 может быть предусмотрена ослабленная область 14 и покрывающий участок 11, расположенные так же, как и в варианте осуществления из фиг.10, которые будут описаны далее.
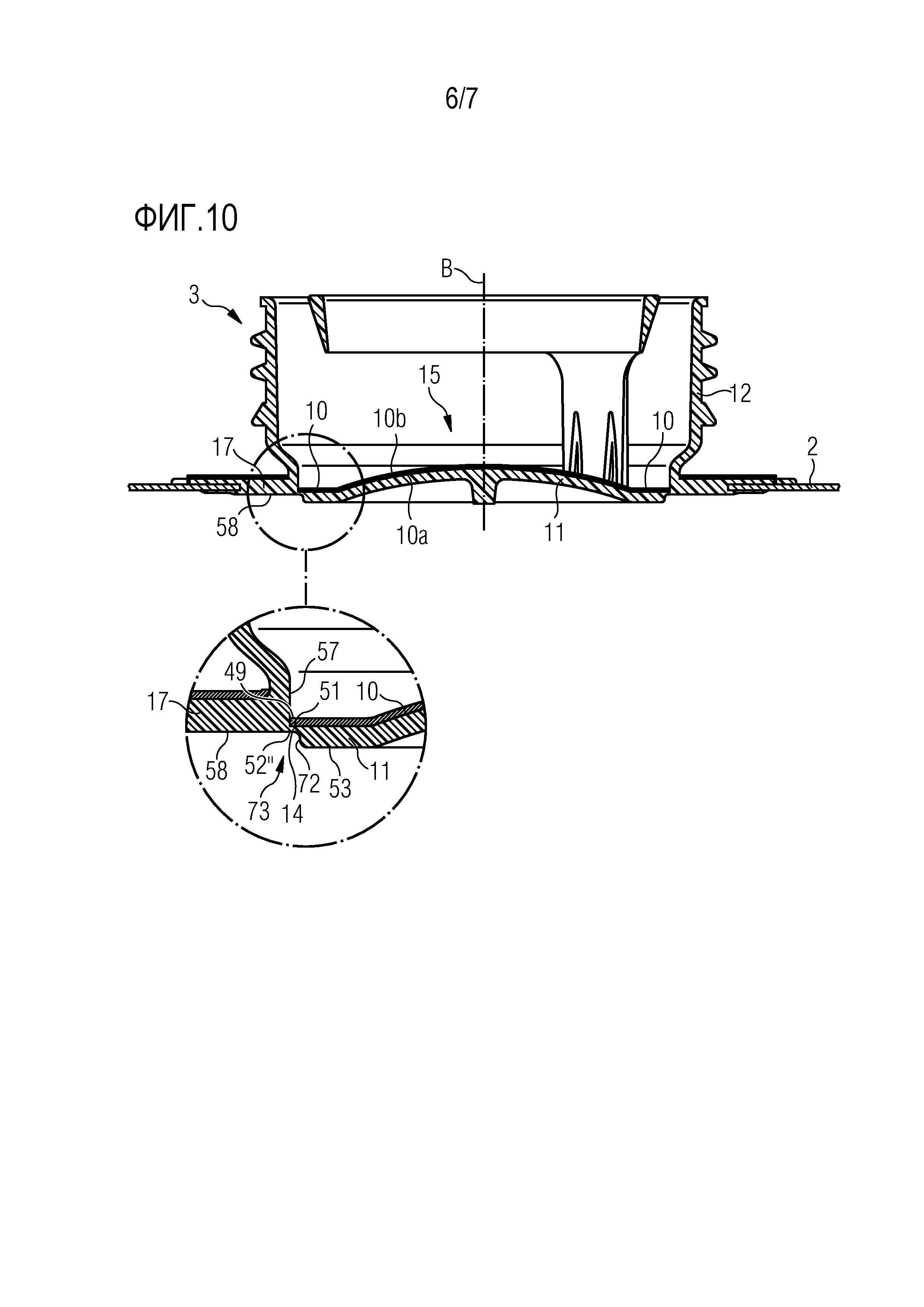
На фиг.10 показан другой вариант осуществления открывного устройства 1. Те же ссылочные позиции, что и ссылочные позиции из фиг.1, используются для обозначения соответствующих деталей и компонентов.
В варианте осуществления, показанном на фиг.10, ослабленная область 14 ограничена первой стороной 51 стеночного участка 11, обращенной к покрывающему участку 10, и базовым участком 52ʹʹ. Базовый участок 52ʹʹ расположен ближе к первой стороне 51, чем ко второй стороне 53 стеночного участка 11, противоположной первой стороне 51. Базовый участок 52ʹʹ по существу параллелен первой стороне 51 и второй стороне 53.
Базовый участок 52ʹʹ выровнен с нижней поверхностью 58 фланцевого участка 17.
Базовый участок 52ʹʹ и вторая сторона 53 соединены посредством элемента 72 бокового участка.
Элемент 72 бокового участка по существу перпендикулярен основному участку 52ʹʹ.
Элемент 72 бокового участка также по существу перпендикулярен первой стороне 51 и второй стороне 53. Элемент 72 бокового участка ограничивает боковую область стеночного участка 11.
Элемент 72 бокового участка расположен ближе к оси B, чем внутренняя стенка 57.
На практике базовый участок 52ʹʹ, вторая сторона 53 и элемент 72 бокового участка образуют ступенчатый элемент 73, противоположный покрывающему участку 10 относительно первой стороны 51.
Покрывающий участок 10 покрывает ослабленную область 14. В особенности, концевая зона 49 покрывающего участка 11 продолжается поверх основного участка 52ʹʹ. Покрывающий участок 10 продолжается до внутренней стенки 57.
На фиг.11 показан другой вариант осуществления формовочного устройства 30. Такие же ссылочные позиции, что и ссылочные позиции на фиг.3-8 были использованы для соответствующих деталей и компонентов.
В варианте осуществления, показанном на фиг.11, первый формующий элемент (30а) содержит выступ 70, продолжающийся в полость 31 формовочного устройства и к третьему элементу 30c формовочного устройства. Выступ 70 образуется ступенчатой конструкцией 74, проходящей вокруг продольной оси формовочного устройства 30.
Ступенчатая конструкция 74 расположена на пересечении первого участка 32 и второго участка 33.
Ступенчатая конструкция 74 ограничена первой нижней стенкой 75 первого элемента 30a формовочного устройства, второй нижней стенкой 76 первого элемента 30a формовочного устройства и боковым стеночным элементом 77, расположенным между первой нижней стенкой 75 и второй нижней стенкой 76.
Первая нижняя стенка 75 расположена ближе к третьему элементу 30c формовочного устройства, в особенности к нижней стенке 44, чем ко второй нижней стенке 76.
Вторая нижняя стенка 76 расположена ближе к продольной оси формовочного устройства 30, чем первая нижняя стенка 75.
Боковой стеночный элемент 77 расположен поперечно, в особенности, по существу перпендикулярно первой нижней стенке 75 и второй нижней стенке 76.
Боковой стеночный элемент 77 расположен по существу параллельно боковой стенке 42 третьего элемента 30c формовочного устройства, причем боковой стенке 42, ограничивающей второй участок 33.
Боковая стенка 42 по существу перпендикулярна нижней стенке 44.
Боковой стеночный элемент 72 расположен ближе к продольной оси формовочного устройства 30, чем боковая стенка 42.
Ступенчатая конструкция 74 и третий формующий элемент (30c) и, в особенности, нижняя стенка 44 и первая нижняя стенка 75, ограничивают проход 47 небольшого сечения для расплавленного пластикового материала. Пластиковый материал в проходе 47 небольшого сечения, после отверждения, образует ослабленную область 14. Во время формования пластиковый материал продолжается через проход 47 небольшого сечения от первого участка 32 ко второму участку 33. Концевая зона 49 покрывающего участка 10 продолжается в проход 47 небольшого сечения. Таким образом, после отверждения пластикового материала концевая зона 49 покрывает ослабленную область 14.
Другими словами, поскольку выступ 70, то есть ступенчатая конструкция 74, предусмотрена в первом элементе 30a формовочного устройства, покрывающий участок 10 продолжается поверх ослабленной области 14, повышая тем самым газонепроницаемые свойства открывного устройства 3. В особенности, покрывающий участок 10 продолжается вдоль всей длины нижней стенки 44 до боковой стенки 42.
Очевидно, что могут быть внесены изменения в открывное устройство и в формующий агрегат, которые представлены в настоящем описании, не отклоняясь, однако, от объема изобретения, определяемого прилагаемой формулой изобретения.
В частности, открывное устройство 3 может быть выполнено посредством компрессионного формования вместо инжекционного формования на упаковочном материале 2. В этом случае стеночный участок 11 формуется посредством компрессионного формования как единое целое с носиком 12 на упаковочном материале.
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Крышка для открывающего устройства
Крышка для открывающего устройства

