Результат интеллектуальной деятельности: СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ
Вид РИД
Изобретение
Изобретение относится к сварочному производству, а именно к способам восстановления наплавкой изношенных поверхностей тел вращения.
Известен способ восстановления наплавкой поверхностей тел вращения, включающий подогрев тела, наплавку на поверхность тела электродом под слоем флюса износостойкого материала, термическую и механическую обработку наплавленной поверхности [Ли Р.И. Технологии восстановления и упрочнения деталей автотракторной техники. - Липецк: Изд-во ЛГТУ, 2014. - 379 с.]. Этот способ восстановления наплавкой поверхностей тел вращения по совокупности технических признаков и назначению является наиболее близким аналогом (прототипом) по отношению к предлагаемому способу.
Недостатком данного способа является возникновение в поверхностном слое наплавленного металла остаточных, в большинстве случаев растягивающих напряжений, приводящих к искажению размеров и формы наплавляемой детали, а также появлению трещин в самой наплавке.
Задачей, на решение которой направлено предлагаемое изобретение, является уменьшение и устранение деформаций и напряжений в наплавляемой детали.
Техническим результатом изобретения является снижение и предотвращение искажений размеров и формы наплавляемой детали, трещин в наплавке, снижение размеров припусков на механическую обработку.
Технический результат изобретения достигается тем, что в способе восстановления наплавкой поверхностей тел вращения, включающем подогрев тела, наплавку электродом износостойкого материала на поверхность тела, термическую и механическую обработку наплавленной поверхности, согласно изобретению электродуговую наплавку поверхности тела первым слоем ведут по винтовой линии обратно-ступенчатым способом, наплавку остальных слоев ведут поперечно колеблющимся электродом, а во время механической обработки поверхности тела после наплавки и термообработки используют геомодификаторы трения.
Технический результат изобретения достигается также тем, что при наплавке слоев поперечно колеблющимся электродом на колебания электрода накладывают более высокочастотные ультразвуковые колебания частотой не менее 15 кГц.
Кроме того, во время охлаждения наплавленного тела при его термической обработке используют ультразвуковое воздействие.
Кроме того, подогрев тела осуществляют предварительный и/или сопутствующий.
Кроме того, сопутствующий подогрев начинают со стороны, противоположной наплавке, и перемещают источник сопутствующего подогрева в направлении наплавки.
Кроме того, в качестве геомодификаторов трения используют вводимые со смазкой порошки, включающие серпентиниты и/или шунгиты.
Выполнение первого слоя электродуговой наплавки поверхности тела обратно-ступенчатым способом за счет рациональной последовательности укладки швов уменьшает (компенсирует) деформации продольной и поперечной усадок. Установлено, что соотношение электростатической, аэродинамической, электромагнитной, поверхностного натяжения, тяжести и других сил, воздействующих на каплю, находящуюся на торце электрода, влияет на характер плавления и перенос металла электрода. В связи с этим использование при электродуговой наплавке поверхности тела вторым и более слоем поперечно колеблющегося электрода позволяет повысить каплеперенос металла электрода и производительность наплавки, а также улучшить структуру наплавляемого металла. Поперечные колебания электрода снижают пребывание жидкого металла в зоне перегрева, а при перемещении источника теплоты температура металла в противоположной стороне слоя понижается, снижая его вязкость и поверхностное натяжение. В результате получаются валики с более плоской поверхностью, что позволяет снизить величины размеров припусков под последующую механическую обработку наплавленной поверхности тела вращения. За счет сокращения времени пребывания жидкого металла в зоне перегрева уменьшается величина зерна основного металла в зоне оплавления, что способствует появлению мелкозернистой структуры наплавленного металла. Поперечные колебания электрода также способствуют созданию дезориентированной структуры наплавленной поверхности увеличенной прочности.
Использование во время механической обработки поверхности тела после наплавки и термообработки геомодификаторов трения адсорбирует активизированные частицы геомодификаторов на поверхности детали уменьшая коэффициент трения, снижая шероховатость, увеличивая микротвердость поверхности, уменьшая затраты энергии на обработку и уровень шума в рабочем помещении.
Наложение на колебания поперечно колеблющегося электрода более высокочастотных ультразвуковых колебаний частотой не менее 15 кГц позволяет улучшить микроструктуру наплавляемого слоя, делая структуру металла мелкозернистой с высокой плотностью, тем самым повышая износостойкость наплавленного металла.
Использование ультразвукового воздействия во время охлаждения наплавленного тела при термической обработке позволяет устранять опасности зарождения холодных трещин и повысить качество наплавочного соединения из среднеуглеродистых легированных конструкционных сталей, например 30ХГСН2А, 30X3, 35Х, 40ХГСН2М, 40ХГСН2А и других. При ультразвуковой обработке средняя скорость охлаждения сталей в зоне термического влияния, отнесенная к 650°С, составляла 30 К/с.
Осуществление предварительного и/или сопутствующего подогрева тела вращения до температуры 100-500°С необходимо для исключения вероятности появления трещин, особенно если наплавляемая деталь предназначена для работы в условиях смены температур. Так, например, при восстановлении деталей из хромомолибденовых, хромовольфрамовых и других теплостойких инструментальных сталей необходим предварительный подогрев до 300°С. Совместное осуществление предварительного и сопутствующего подогрева тела вращения еще сильнее влияет на вероятность исключения трещин в наплавляемой поверхности.
Начало сопутствующего подогрева со стороны, противоположной наплавке, и перемещение источника сопутствующего подогрева в направлении наплавки способствуют получению более однородных по структуре наплавленных слоев.
Применение в качестве геомодификаторов трения вводимых со смазкой порошков, включающих серпентиниты и/или шунгиты, позволяет шлифовать поверхность тела вращения, вызывая рост его температуры. При этом частицы геомодификаторов активируются, диффундируют в поверхность детали и упрочняют ее за счет увеличения микротвердости поверхности трения.
Предлагаемый способ восстановления наплавкой поверхностей тел вращения осуществляют следующим образом.
Деталь (тело вращения) устанавливают на наплавочный станок и приводят во вращение. Осуществляют предварительный и/или сопутствующий подогрев тела вращения. Электродуговую наплавку поверхности тела первым слоем ведут по винтовой линии обратно-ступенчатым способом. Наплавку последующих слоев металла ведут поперечно колеблющимся электродом до восстановления нормального размера с припуском на механическую обработку. При необходимости выполняют вариант с наложением на колебания поперечно колеблющегося электрода более высокочастотных ультразвуковых колебаний частотой не менее 15 кГц. После наплавки деталь подвергают термической обработке. Во время охлаждения наплавленного тела при его термической обработке возможно использование ультразвукового воздействия. Далее проводят механическую обработку поверхности тела вращения, в том числе с использованием в ней геомодификаторов трения.
Пример:
Наплавка поверхности тела вращения (вала насоса диаметром 120 мм) производилась на переоборудованном токарно-винторезном станке, на котором также имелась наплавочная головка с подающим механизмом для подачи электрода (электродной проволоки) и присадочной проволоки. Число оборотов шпинделя составляло 1,33 мин-1. Наплавка велась под слоем флюса плавящимся электродом со скоростью подачи 2,1 м/мин. Режим наплавки состоял из силы тока 180-185 А и напряжения 32 В.
В таблице приведены результаты изменения показателей (искажение размеров и формы наплавляемого тела вращения, наличие трещин в наплавке, размеры припусков на механическую обработку, уровень шума в рабочем помещении), полученных в результате применения нового способа восстановления наплавкой поверхностей тел вращения относительно способа, выбранного в качестве прототипа.
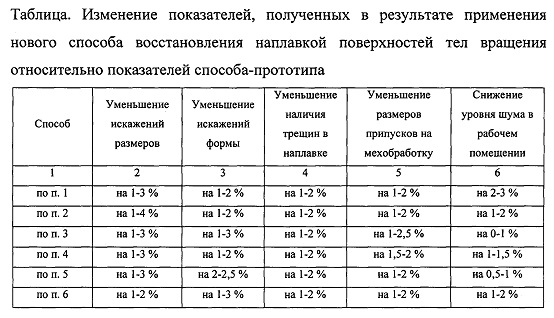
Полученные при использовании способа восстановления наплавкой поверхностей тел вращения результаты показали снижение и предотвращение искажений размеров и формы наплавляемой детали, предотвращение появлений трещин в наплавке, снижение размеров припусков на механическую обработку и уровня шума в рабочем помещении.
Способ нанесения гарнисажа на футеровку конвертера
Порошковый сплав для изготовления объемных изделий методом селективного спекания
Способ отделочно-упрочняющей обработки выглаживанием цилиндрических поверхностей
Способ восстановления наплавкой роликов машин непрерывного литья заготовок
Флюидизированная известь для десульфурации чугуна и стали
Гидрофобизирующий минеральный порошок с антислёживающим эффектом и способ его получения
Плазмотрон для плазменно-селективного припекания металлических порошков

