Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к способам раскатки предварительно нагретой заготовки в виде кольца с мелкозернистой структурой, и может быть использовано при производстве профильных кольцевых заготовок, в частности в авиадвигателестроении.
Известен способ раскатки кольцевых заготовок (а.с. СССР №373997, МПК B21H 1/06, опубл. 30.07.85 г.), включающий деформирование исходной заготовки вращающимися и перемещающимися в радиальном направлении наружным и внутренним раскатными валками с профилированными рабочими поверхностями, соответствующими наружной и внутренней поверхностям готового изделия, причем наружная и внутренняя поверхности заготовки имеют профили, соответствующие профилированным рабочим поверхностям соответственно внутреннего и наружного валков. При использовании такой заготовки раскатка осуществляется не путем обжима всего поперечного сечения заготовки, а изгибом ее осевого сечения в зоне с наименьшей толщиной сечения.
Недостатком способа является его неприменимость к высоколегированным труднодеформируемым металлам и сплавам.
Известен также способ изготовления колец, при котором полую заготовку раскатывают между нажимным и опорным радиальными валками при радиальном перемещении торцевых валков от центра заготовки к ее наружной поверхности, причем это перемещение осуществляют прерывисто, а перед каждым перемещением торцевые валки разводят. В результате такой обработки исключается возможность возникновения эллипсности прокатываемого кольца и таким образом повышается качество кольца (а.с. СССР №1214296, МПК B21H 1/06, опубл. 28.02.86 г.).
Недостатком способа является сложность процесса обработки и невозможность его использования для жаропрочных труднодеформируемых сплавов.
Известен способ изготовления кольцевых заготовок из стареющих жаропрочных материалов (а.с. СССР №1054990, МПК B21H 1/00, опубл. 20.02.1995 г.), при котором заготовку нагревают до температуры гомогенного состояния, затем охлаждают со скоростью 1-3 град/мин до температуры на 40-100°C ниже температуры полного растворения γ'-фазы, а раскатку производят в условиях, близких к изотермическим. Указанный способ позволяет повысить деформируемость стареющих сплавов при раскатке кольцевых заготовок за счет расширения температурного интервала, повышенной пластичности, а также за счет обеспечения деформации в условиях, близких к изотермическим.
Недостатком способа является низкая производительность и сложность техпроцесса в связи с невозможностью обеспечения высоких степеней деформации за один технологический переход.
Наиболее близким к предложенному является способ изготовления кольцевых деталей, при котором заготовку в виде кольца из материала с мелкозернистой структурой подвергают горячей деформации раскаткой путем обжатия торцевых и поверхностей вращения роликовым инструментом, причем внутренняя поверхность вращения обжимается роликом, ширина которого не превышает ширину заготовки, а наружная и торцевые поверхности - по меньшей мере двумя подвижными роликами, образующими с вышеуказанным роликом калибр, уменьшающийся в соответствии с величиной обжатия заготовки, причем горячую деформацию производят инструментом, нагретым на 50-200°C ниже, чем заготовка (заявка РФ №99106214, МПК B21H 1/00, опубл. 20.01.2001 г.).
Недостатком ближайшего аналога является низкая производительность и качество обработки по причине низких скоростей.
Задачей изобретения является повышение качества раскатываемых изделий и производительности обработки за счет интенсивного измельчения структуры материала заготовки.
Техническим результатом является повышение эксплуатационных характеристик изделий, заготовкой для которых является раскатное кольцо.
Технический результат достигается за счет того, что в способе изготовления металлических колец из заготовок с регулярной структурой материала поверхностного слоя, включающем раскатку заготовки в виде кольца, согласно изобретению раскатку заготовки проводят роликовыми инструментами, осуществляя вначале формирование регулярного микрорельефа поверхности за счет регулярного микрорельефа на рабочей поверхности роликового инструмента, а затем выглаживают поверхность микрорельефа его вдавливанием в поверхностный слой материала роликовым инструментом с гладкой рабочей поверхностью.
Кроме того, согласно изобретению рисунок микрорельефа может быть выполнен в виде сот с размером описанной окружности, кратной величине окружности, описанной вокруг средней величины зерна исходного материала заготовки.
Кроме того, согласно изобретению раскатку заготовки могут проводить в регулируемых термомеханических условиях созданием в материале заготовки объемно-напряженного состояния, приводящего к интенсивному измельчению структуры материала, причем внутреннюю поверхность вращения заготовки обжимают роликом, ширина которого не превышает ширину заготовки, а наружную и боковую поверхности - оправкой, образующей с вышеуказанным роликом калибр, уменьшающийся в соответствии с величиной обжатия заготовки.
Кроме того, согласно изобретению раскатку проводят при нагреве заготовки в виде кольца и ее горячее деформирование - раскаткой путем обжатия роликовым инструментом, нагретым до температуры на 50-200°C ниже температуры заготовки.
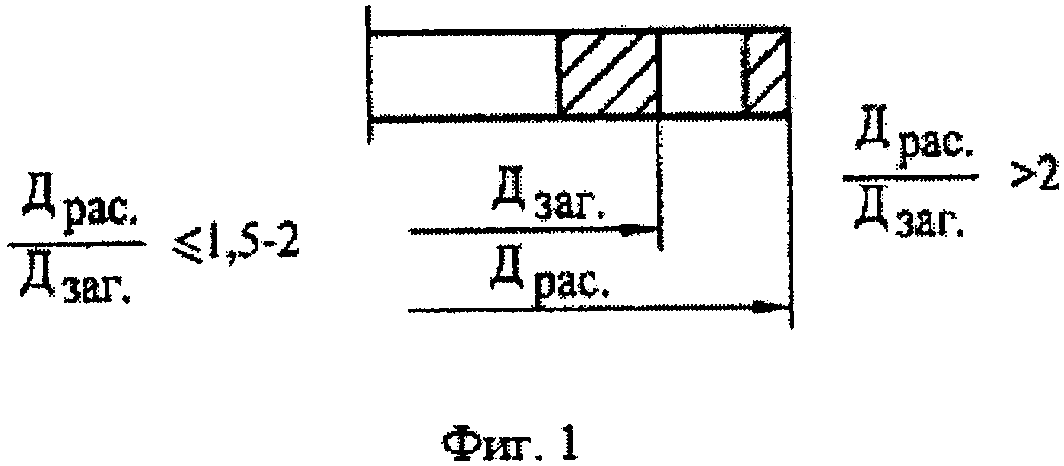
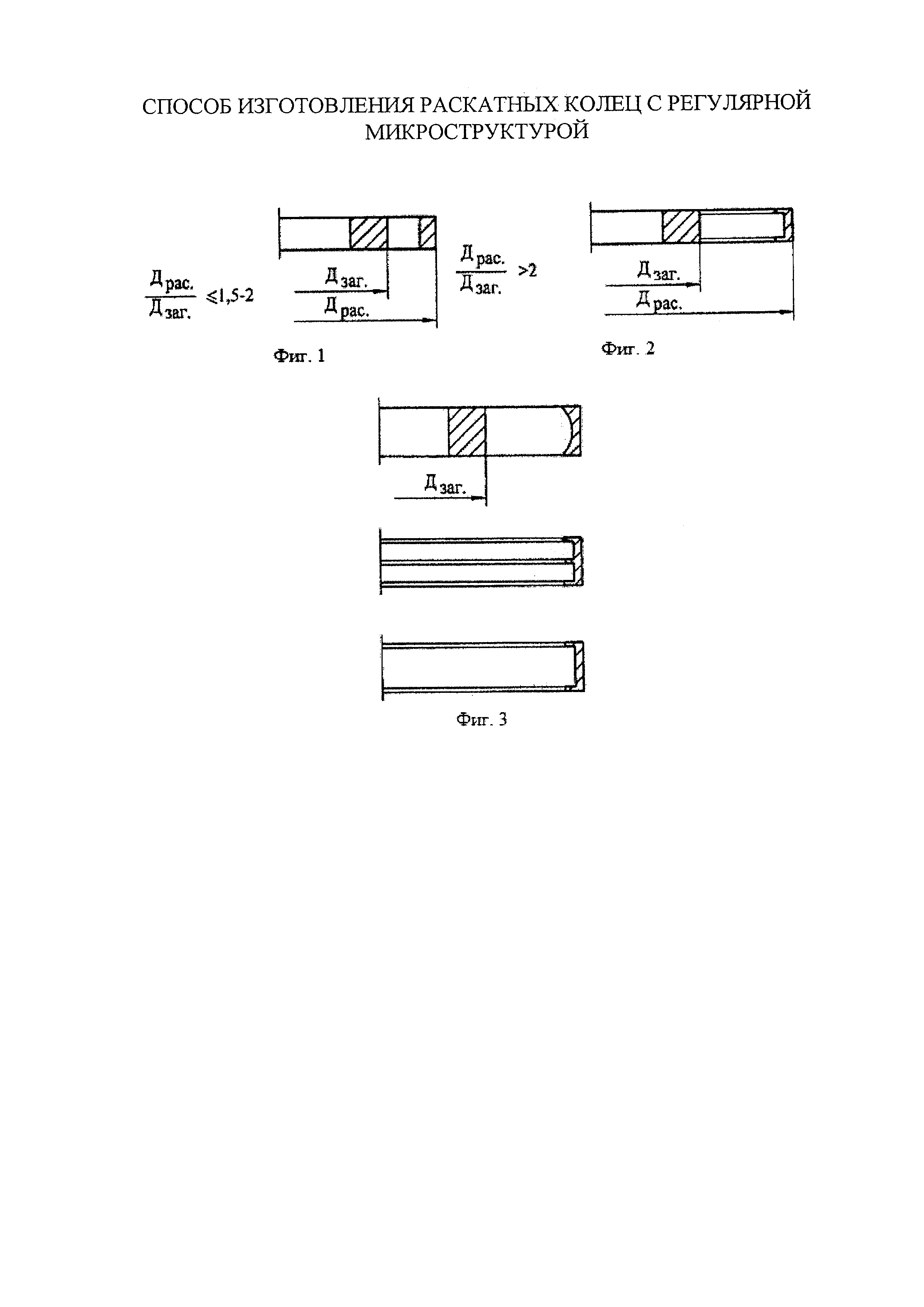
Существо изобретения поясняется чертежами. На фиг. 1 изображена форма получаемого раскатного кольца с диаметрами Драс готового раскатного кольца и Дзаг предварительной заготовки перед раскаткой, имеющих отношение Драс/Дзаг≤1,5-2. На фиг. 2 изображена возможная форма раскатного кольца, получаемая при совместном действии раскатных роликов, образующих замкнутую полость. На фиг. 3 изображена возможная форма раскатного кольца в случае, когда формообразующие ролики имеют профиль, повторяющий общий контур детали.
Способ осуществляется следующим образом. Исходную кольцевую заготовку с мелкозернистой не упорядоченной структурой устанавливают между оправкой и деформирующим роликом, имеющим регулярный микрорельеф, выполненный в виде сот. Также имеется деформирующий "выглаживающий ролик", расположенный сразу же после деформирующего ролика с регулярным микрорельефом на поверхности контакта с заготовкой в направлении вращения заготовки при раскатке, поверхность контакта которого упрочнена с помощью имеющегося на нем цементированного слоя, при этом данный ролик не имеет регулярного микрорельефа, выполненного в виде сот. При вращении заготовка поддерживается упорами, которые, в свою очередь, также выполняют роль выглаживающего ролика. Внутренняя поверхность вращения заготовки обжимается деформирующим и "выглаживающим" роликами, ширина которых не превышает ширину заготовки, а наружная и боковые поверхности - оправкой, имеющей регулярный микрорельеф, выполненный в виде сот, образующей с вышеуказанным роликом-инструментом калибр, уменьшающийся в соответствии с величиной обжатия заготовки. Данный способ раскатки применим для раскатки относительно небольших диаметров колец простой конфигурации, например для Драс/Дзаг≤1,5-2 (фиг. 1), а для больших раскатываемых размеров при Драс/Дзаг>2, где Драс - диаметр раскатанной заготовки, Дзаг - диаметр раскатываемой заготовки (предзаготовки), необходимо обеспечить правильность формы раскатываемого кольца дополнительными приемами, охлаждая инструмент (создавая градиент температуры), в частности осуществляя раскатку роликовыми инструментами, форма которых при их совместном действии образует замкнутую полость (фиг. 2), которая ограничивает течение материала заготовки со всех сторон в связке с выступами и углублениями на роликах, повторяющих контур заготовки профильной формы (фиг. 3).
Пример конкретной реализации способа
Осуществление раскатки заготовки, имеющей ступенчатый профиль с наружными диаметрами 250; 245; 225 мм, с внутренними диаметрами 232; 211; 180 мм, шириной 50 мм, материал заготовки - Сталь 20.
Для этого берут трубную заготовку по ГОСТ 8732-78 с наружным диаметром 219 мм, толщиной стенки 25 мм, шириной 43 мм. Заготовку устанавливают между профильными деформирующим и выглаживающим роликами и оправкой, имеющими регулярный микрорельеф. Валками прижимают заготовку к оправке первоначально усилием 5-10 т. После прохождения валками половины расстояния до окончания процесса раскатки постепенно увеличивают усилие до 45 т.
Под действием усилия заготовка раскатывается по диаметру и вкатывается между роликами и оправкой, при этом формируется поперечное сечение заготовки. После достижения заготовкой заданных форм и размеров ролики отводят, раскатанную заготовку снимают.
При поэтапном охлаждении инструмента (с плавным увеличением разницы температур между инструментом и заготовкой после определенной подачи или увеличения оборотов) от 50 до 250°C обеспечивается вначале "мягкая" схема деформации, при которой поверхностные слои заготовки охлаждаются, и деформация, преимущественно сдвигового характера, передается на более глубокие слои заготовки с последующим ее "ужесточением", когда разница температуры достигает максимальной величины, а толщина заготовки становится минимальной, обеспечивающим формирование субмикрокристаллического состояния равномерно по всему объему. Поэтапное снижение температуры в процессе раскатки обеспечивает поэтапное измельчение структуры материала и тем самым позволяет увеличивать скорость деформации, что, в свою очередь, положительно влияет на создание на поверхности заготовки упрочняющего послойного микрорельефа.
Благодаря указанному приему производится не только интенсивная деформация материала заготовки в локальной области, создающая регулярный микрорельеф, но и создаются условия для его дальнейшей деформационной обработки за счет упорядочивания структуры материала. В конкретном случае деформация не распределяется, а сосредотачивается в определенной зоне в замкнутом объеме. Поэтому в ней существенно быстрее, чем при любой деформации, достигается необходимая для рекристаллизации плотность дислокации. Следовательно, именно в этом объеме заготовки достигаются требуемые структурные изменения - деформации участка благодаря применению комбинации деформирующих роликов, включая деформацию с определенным градиентом температуры, а также возможности варьирования геометрическими размерами участка, величиной и направлением преимущественного развития деформации, применение профильных роликов, имеющих выступы и углубления в своей форме.
Итак, в результате получения раскатного кольца описываемым способом происходит повышение качества изделий и производительности обработки за счет интенсивного измельчения структуры материала заготовки. При этом повышаются эксплуатационные характеристики изделий, получаемых из раскатных колец, обработанных предложенным способом.
Установка автоматического предотвращения взрыва газовоздушной смеси
Импульсный регулятор постоянного напряжения
Магнитоэлектродегидратор
Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов
Статор электрической машины с жидкостным охлаждением (варианты)
Способ формирования перфорационных отверстий на пере полой лопатки турбины из жаропрочного сплава
Способ получения алюминиевых композитных проводов, армированных длинномерным волокном
Электромеханический преобразователь энергии с зубцовой концентрической обмоткой
Многофазная стержневая волновая обмотка статора асинхронного двигателя
Система электроснабжения летательного аппарата
Способ электролитно-плазменного полирования лопаток блиска турбомашин и эластичный чехол для его реализации
Способ последовательного электролитно-плазменного полирования лопаток блиска турбомашин и рабочая емкость для его реализации
Способ электрополирования лопаток блиска и рабочий контейнер для его реализации
Материал прирабатываемого уплотнения турбомашины
Способ электрохимической обработки внутреннего канала металлической детали и электрод-инструмент для его реализации
Способ сухого локального электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ изготовления перфорационных отверстий в полой лопатке турбины из жаропрочного сплава
Пальчиковое уплотнение
Способ последовательного электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ изготовления огнестойкого шланга

