Результат интеллектуальной деятельности: Оптическое устройство для измерения диаметров крупногабаритных деталей
Вид РИД
Изобретение
Изобретение относится к оптическим устройствам для измерения и контроля, а именно к устройствам для измерения геометрических параметров нагретых изделий, и может быть использовано при производстве обечаек.
Известно оптико-электронное устройство для измерения размеров нагретых изделий (патент РФ №2181190, МПК G01B 21/10, 30.07.1994), содержащее вибрационный сканатор, фотоприемник, усилитель фототока, блок автоматической регулировки усиления, триггер Шмитта, индикатор и блок автоматической стабилизации уровня шумов.
К причинам, препятствующим достижению заданного технического результата, относится громоздкость конструкции, вследствие чего ограничивается точность измерения и надежность устройства ввиду большого влияния точности изготовления элементов устройства.
Известно оптическое устройство для измерения диаметров крупногабаритных деталей (патент РФ №2054624, МПК G01B 21/00, 20.02.1996), содержащее оптико-механический блок задания размера, состоящий из конуса, установленного перпендикулярно оптической оси с возможностью осевого перемещения, с использованием рычагов одинаковой длины, установленных на общей оси и касающихся поверхности конуса, и преобразователь положения кромки детали.
К причинам, препятствующим достижению заданного технического результата, относятся его ограниченные функциональные возможности, а именно: положение центра конуса не связано с положением центра обечайки, который в процессе вращения ее в валках листогибочной машины меняет свое положение, что не обеспечивает необходимой точности измерения. При этом данное устройство обладает сложной методикой предварительной настройки, что ограничивает быстродействие.
Из известных оптических устройств наиболее близким по является оптическое устройство для измерения диаметров крупногабаритных деталей (патент №2181190, МПК G01B 21/10, 10.04.2002), содержащее оптико-механический блок задания размера, состоящий из установленного с возможностью осевого перемещения конуса, рычага, первой пружины, обеспечивающей контакт свободного конца рычага с поверхностью конуса, и преобразователь положения кромки детали.
К причинам, препятствующим достижению заданного технического результата данного устройства, относится сложность конструкции, а именно трехмерная кинематическая схема, вследствие чего на точность задания размера оказывает влияние технологическая точность изготовления элементов устройства и при этом снижает его надежность за счет множества взаимосвязанных элементов, а также сложность методологии настройки, что также оказывает влияние на точность измерения и быстродействие ввиду большого количества действий, выполняемых оператором визуально.
Техническим результатом является повышение точности, быстродействия и надежности устройства.
Указанный технический результат достигается тем, что оптическое устройство для измерения диаметров крупногабаритных деталей содержит преобразователь положения кромки детали, шкалу с линейными делениями, оптико-механический блок задания размера, состоящий из рычага, подпружиненного пружиной относительно подвижного основания, установленного с возможностью перемещения в вертикальных неподвижных направляющих с устройствами фиксации и отсчета величин перемещения, на котором расположена ось поворота рычага, на свободном конце которого установлен объектив, и снабжен штоком, причем преобразователь положения кромки детали представляет собой объектив, в плоскости изображения которого установлена ПЗС-матрица, подключенная к ЭВМ, с которой соединен вывод пирометра, расположенного на свободном конце рычага, и к которой подключен дисплей с линейными делениями, а оптико-механический блок задания размера дополнительно содержит диск фиксированного размера, рассчитанный на номинальный диаметр, установленный на оси, жестко закрепленной на штоке, установленном на свободном конце подвижного основания.
Добавление в оптико-механический блок задания размера диска фиксированного размера, рассчитанного на номинальный диаметр и установленного на оси, жестко закрепленной на штоке, установленном на свободном конце подвижного основания, увеличивает точность базирования преобразователя положения кромки детали за счет исключения люфтов, существующих в подвижных механизмах, что приводит к общему повышению точности устройства.
Использование пирометра, расположенного на свободном конце рычага, позволяет производить поправку на температурный коэффициент во время измерительной операции, что позволяет повысить точность измерения.
Исполнение преобразователя положения кромки детали в виде объектива, в плоскости изображения которого установлена ПЗС-матрица, подключенная к ЭВМ, с которой соединен вывод пирометра, расположенного на свободном конце рычага, и к которой подключен дисплей с линейными делениями, позволяет увеличить точность контроля детали за счет программной обработки изображения с помощью ЭВМ и высокой разрешающей способности ПЗС-матрицы.
Использование диска фиксированного размера, рассчитанного на номинальный диаметр, позволяет значительно упростить конструкцию устройства, исключив перемещающие механизмы, что увеличивает надежность устройства, значительно упрощает конструкцию устройства, тем самым увеличивая надежность.
Использование диска фиксированного размера, рассчитанного на номинальный диаметр, позволяет упростить операцию предварительной настройки устройства, а именно - упростить установку преобразователя положения кромки детали на номинальный диаметр, что значительно увеличивает быстродействие устройства.
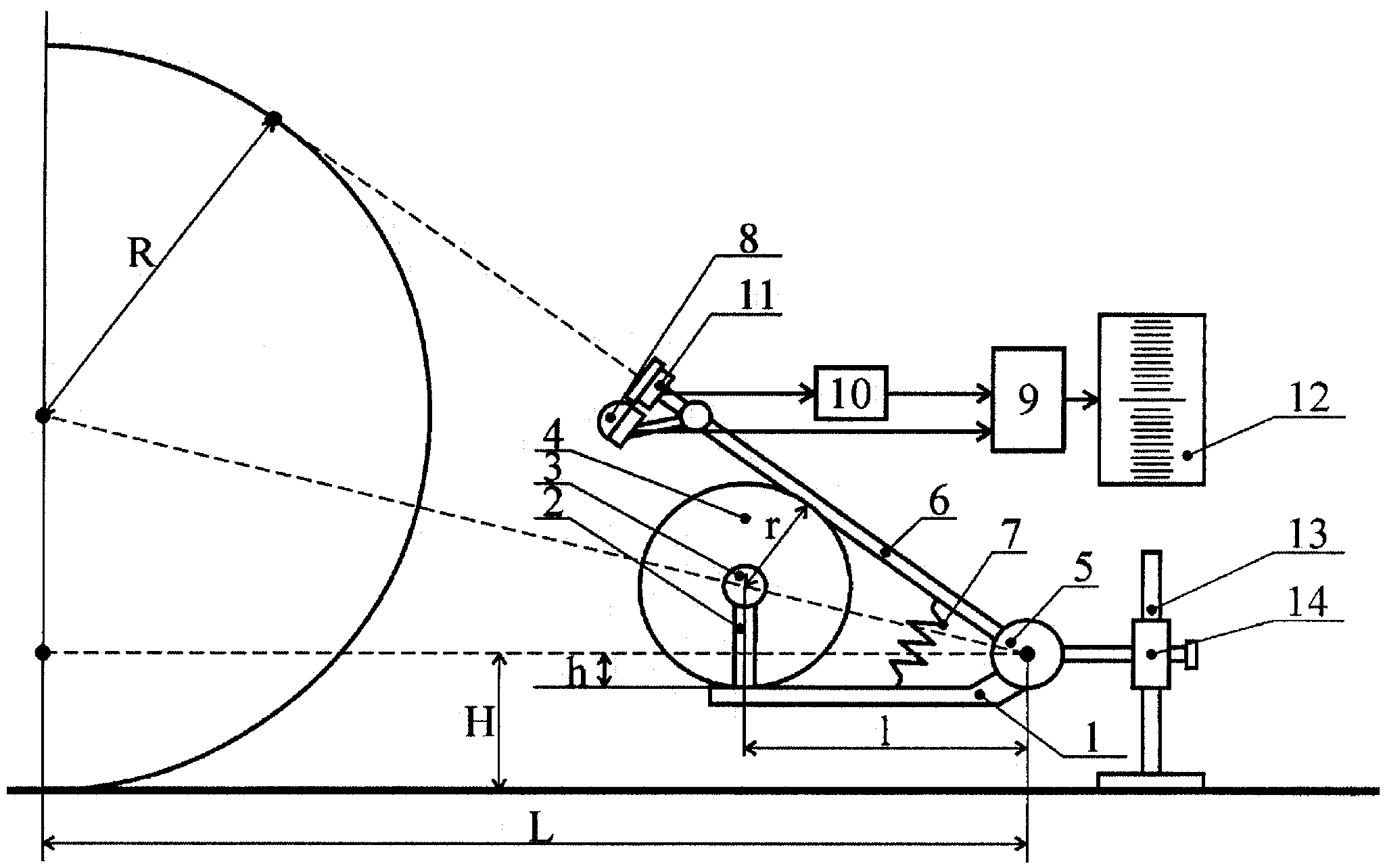
На чертеже изображено оптическое устройство для измерения диаметров крупногабаритных деталей.
Оптическое устройство для измерения диаметров крупногабаритных деталей состоит из подвижного основания 1, на свободном конце которого установлен шток 2 с жестко закрепленной на нем осью 3, на которой установлен диск 4 фиксированного размера, рассчитанный на номинальный диаметр.
На другом конце подвижного основания 1 установлена ось поворота 5 рычага 6, который подпружинен пружиной 7 относительно подвижного основания 1.
На свободном конце рычага 6 установлен пирометр 8, подключенный к ЭВМ 9, с которой соединены выводы ПЗС-матрицы 10, соединенной с объективом 11. Отображение измеряемой информации производится на дисплей 12 с линейными делениями, подключенный к ЭВМ 9.
Подвижное основание 1 установлено с возможностью перемещения в вертикальных неподвижных направляющих 13 с устройствами фиксации 14 и отсчета величин перемещения, позволяющими устанавливать подвижное основание 1 на заданную высоту Н, при которой погрешность измерения от колебания обечайки с заданным диаметром изделия - D в валках минимальна.
Устройство работает следующим образом.
Перед измерением подвижное основание 1 с помощью вертикальных направляющих 13 и устройствами фиксации 14 и отсчета величин перемещения устанавливается по известной зависимости от отношения высоты Н к номинальному радиусу R партии изделий на высоту Н, при которой погрешность измерения минимальна.
Далее на ось 3 устанавливается диск 4 фиксированного размера, диаметр которого рассчитывается по номинальному радиусу R партии изделий, исходя из подобия треугольников:
где R - номинальный радиус детали, м;
Н - высота подъема основания 1, м;
L - расстояние от оси вращения 3 рычага 4 до оси детали, м;
 - расстояние от центра диска 2 до оси вращения 3 рычага 4, м.
- расстояние от центра диска 2 до оси вращения 3 рычага 4, м.
h - высота подъема диска, м.
После этого, используя регулируемый шток 2, диск опускается до упора в подвижное основание 1. Таким образом, угол установки рычага 6 совпадает с касательной к окружности обечайки номинального размера, то есть осуществляется установка устройства на номинальный диаметр.
После этого, в процессе измерения детали, при вращении детали в валках, край профиля снимается объективом 11, изображение с которого проецируется на ПЗС-матрицу 10, а температура измеряется при помощи пирометра 8. Видеопоток с ПЗС-матрицы 10 и значение температуры с пирометра 8 передается на ЭВМ 9, которая отображает информацию о крае профиля на дисплее 12 с линейными делениями, метка края детали, на которой перемещается под воздействием управляющих импульсов с ЭВМ 9, в зависимости от температуры детали по следующей зависимости:
ΔD=α⋅2⋅R⋅Δt,
где ΔD - отклонение метки, м;
α - коэффициент температурной деформации, °C-1;
Δt - разность температур, регистрируемая пирометром, °C.
Если деталь неправильной формы - точка касания меняет положение, и процесс калибровки детали происходит до тех пор, пока колебания не станут меньше допуска в 1%. Если деталь имеет правильную форму, но размер соответствует номинальному, то на дисплее 12 с линейными делениями будет видно постоянное отклонение.
Таким образом, установка преобразователя положения кромки детали, представляющего собой объектив 11, в плоскости изображения которого установлена ПЗС-матрица 10, подключенная к ЭВМ 9, с которой соединен вывод пирометра 8, расположенного на свободном конце рычага 6, и к которой подключен дисплей 12 с линейными делениями, и оптико-механического блока задания размера, дополнительно содержащего диск 4 фиксированного размера, рассчитанный на номинальный диаметр, установленный на оси 3, жестко закрепленной на штоке 2, установленном на свободном конце подвижного основания 1, позволяет увеличить точность, быстродействие и надежность заявляемого оптического устройства для измерения диаметров крупногабаритных деталей.
Оптическое устройство для измерения диаметров крупногабаритных деталей, содержащее преобразователь положения кромки детали, шкалу с линейными делениями, оптико-механический блок задания размера, состоящий из рычага, подпружиненного пружиной относительно подвижного основания, установленного с возможностью перемещения в вертикальных неподвижных направляющих с устройствами фиксации и отсчета величин перемещения, на котором расположена ось поворота рычага, на свободном конце которого установлен объектив, и снабжен штоком, отличающееся тем, что преобразователь положения кромки детали представляет собой объектив, в плоскости изображения которого установлена ПЗС-матрица, подключенная к ЭВМ, с которой соединен вывод пирометра, расположенного на свободном конце рычага, и к которой подключен дисплей с линейными делениями, а оптико-механический блок задания размера дополнительно содержит диск фиксированного размера, рассчитанный на номинальный диаметр, установленный на оси, жестко закрепленной на штоке, установленном на свободном конце подвижного основания.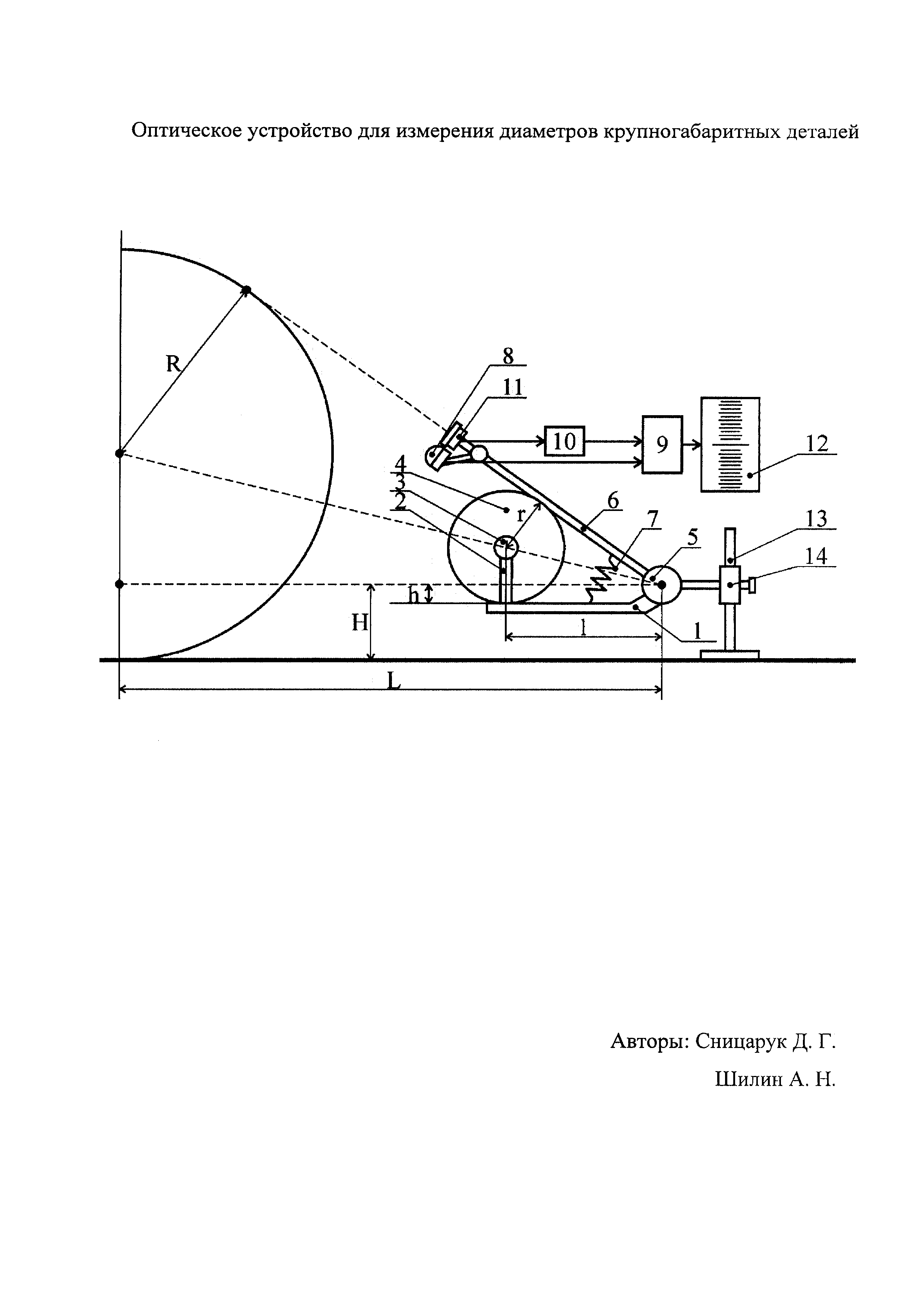
Туннель для автодорог, железных дорог и метрополитенов
Производные 2-(адамант-2-ил)этиламина, обладающие потенциальной противовирусной активностью
Продольная галерея-потерна бетонной плотины
Грунтовая плотина, возводимая на слабых основаниях в районах с повышенной сейсмичностью
Напорный туннель округлой формы для гидроэлектростанций
Дренажная труба
Кротодренажное устройство
Рабочий орган кротодренажной машины
Осушительная дренажная труба
Теплозащитный материал
Оптико-электронное устройство для измерения размеров обечаек
Устройство для измерения расстояния до места повреждения линий электропередачи
Система контроля гололёдных нагрузок на провода воздушных линий электропередачи
Устройство для контроля состояния воздушных линий электропередачи
Способ измерения геометрических параметров оболочки вращения
Интеллектуальное устройство для измерения расстояния до места повреждения линий электропередачи
Устройство интеллектуальной токовой защиты электрических сетей от однофазных замыканий на землю

