Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ГАЗОНЕФТЕПРОВОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КАТЕГОРИИ ПРОЧНОСТИ Х42-Х56, СТОЙКИХ ПРОТИВ ИНДУЦИРОВАННОГО ВОДОРОДОМ РАСТРЕСКИВАНИЯ В HS -СОДЕРЖАЩИХ СРЕДАХ
Вид РИД
Изобретение
Изобретение относится к металлургии, конкретнее к производству толстолистовой низколегированной стали для изготовления электросварных труб большого диаметра классов прочности Х42-Х56 с повышенным сопротивлением сероводородному растрескиванию в среде углеводородов, содержащих примеси H2S.
В связи с постоянным увеличением объемов добычи природного газа и нефти из месторождений с высоким содержанием примесей сероводорода и повышением требований к надежности трубопроводов для их обустройства, значительно возрастает потребность в листовом прокате для изготовления газонефтепроводных труб большого диаметра с высоким сопротивлением растрескиванию в H2Sсодержащих средах.
Развитие технологии производства высокопрочных толстолистовых трубных сталей такого назначения, не уступающей зарубежным аналогам в отношении водородной и сероводородной стойкости, является важной технической задачей для отечественной металлургии.
Известен способ производства проката из низколегированной стали, включающий нагрев слябов до температуры 1220-1280°C, многопроходную черновую прокатку до промежуточной толщины, чистовую прокатку с температурой конца прокатки не выше 820-880°C и ускоренное охлаждение водой до температуры 580-660°C [Патент РФ №2262537, МПК C21D 8/02, С22С 38/46, 2005 г.] При этом низколегированная сталь имеет следующий состав, мас. %:
|
Наиболее близким аналогом по совокупности признаков и достигаемым результатам к предлагаемому изобретению является способ производства проката из низколегированной стали следующего химического состава, мас. %:
|
при соотношении 0,03≤[С]×[Mn]≤0,12, где [С]×[Mn] - произведение содержания в стали углерода и марганца. При этом сумма элементов Mo, Ni, Cu и Cr не превышает 1,0%.
Способ включает нагрев до температуры 1100-1300°C, предварительную прокатку с общей степенью деформацией 50-70% в направлении, перпендикулярном оси сляба, а затем в области температур 900-750°C в направлении, продольном оси сляба, с суммарной деформацией 65-80%, после чего прокат ускоренно охлаждают в области температур (Ar3±30°C)-(600-400°C), причем вначале до температур 600-500°C со скоростью 15-30 град./с, а затем со скоростью 10-15°C/с; после чего с температуры 400°C до комнатной температуры охлаждают замедленно со скоростью 0,05-0,15°C /с [Патент РФ №2471003, МПК C21D 8/02, С22С 38/14, 2012 г. - прототип].
Основным недостатком известных способов производства листового проката является в первом случае недостаточно высокое сопротивление водородному и сероводородному растрескиванию под напряжением, оцениваемое согласно NACE ТМ-0284 и NACE ТМ-00177, а также невысокая стойкость к хрупкому разрушению при температурах ниже -60°C при комплексе прочностных характеристик, соответствующих категории прочности Х56.
Согласно предлагаемому изобретению листовой прокат для изготовления хладостойких газонефтепроводных труб классов прочности Х42-Х56, предназначенных для транспортировки сероводородсодержащих углеводородов, должен отвечать следующему комплексу свойств (табл. 1):
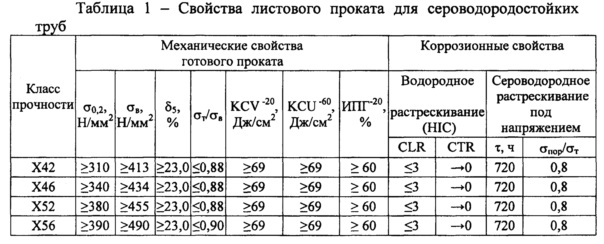
Техническим результатом данного изобретения является получение листового проката для газонефтепроводных труб категории прочности Х42-Х56 с повышенными показателями сопротивления водородному и сероводородному растрескиванию под напряжением, а также низкотемпературной вязкостью с температурой вязкохрупкого перехода (Т50) менее -80°C и величиной ударной вязкости (KCV-80) более 250 Дж/см2.
Указанный технический результат достигается тем, что в способе производства толстолистового проката из хладостойкой низколегированной трубной стали, включающей выплавку стали, непрерывную разливку на заготовки, нагрев слябов, предварительную и окончательную прокатку с ускоренным охлаждением. Согласно изобретению прокат производят из стали следующего химического состава, мас. %:
|
при соотношении Ca/S=1,0÷2,0, где Са, S - концентрации соответствующих элементов в стали.
При этом величина углеродного эквивалента, рассчитываемого по формуле Сэкв=С+Mn/6+(Cr+(Nb+Ti)/15+(Cu+Ni)/15 не более 0,38; параметр стойкости против растрескивания Pcm, рассчитываемый по формуле Pcm=С+(Mn+Cr+Cu)/20+Si/30+Ni/15, не более 0,21, а сумма элементов Nb+Ti не более 0,06%; Cr+Ni+Cu не более 0,6%.
Внепечная обработка жидкой стали производится с использованием средств вакуумирования с целью достижения содержания водорода в стали не более 2 ppm.
Нагрев слябов производится до температур 1150-1250°C. Предварительная деформация осуществляется при температурах 1000-1150°C с величиной суммарного обжатия 50-70% в 3 стадии по следующей схеме:
- с суммарным обжатием 10-25% в продольном направлении относительно оси сляба;
- с суммарным обжатием 20-35% в поперечном направлении относительно оси сляба;
- с суммарным обжатием 40-70% и величиной частного обжатия не менее 15% в продольном направлении относительно оси сляба.
Окончательную деформацию с суммарным обжатием 60-80% проводят в интервале температур от 950°C до TAr3+30÷50°C, затем ускоренно охлаждают до температур 400-550°C со скоростью 15-35°C/с, далее листы толщиной до 20 мм охлаждают на спокойном воздухе со скоростью 0,05-0,15°C/с и 0,0015-0,0035°C/с в стопе в случае листов большей толщины.
Заявленные пределы содержания углерода и аустенитообразующих элементов, таких как марганец, никель, хром и медь, в сочетании с карбонитридообразующими элементами титаном, молибденом и ниобием обеспечивают в готовом листовом прокате, произведенном по предлагаемым режимам прокатки и последеформационного охлаждения, комплекс свойств, характеризующихся сочетанием требуемого комплекса прочностных характеристик, пластичности и высокого уровня хладостойкости материала, а также высокого сопротивления водородному разрушению и сульфидному растрескиванию под напряжением. Добавки в сталь раскисляющих элементов кремния и алюминия в указанных пределах позволяют обеспечить необходимую чистоту стали по неметаллическим включениям. Ограничение в химическом составе стали такого элемента, как водород, позволяет увеличить стойкость материала к разрушениям в сероводородсодержащих средах.
Модифицирующая добавка кальция в сочетании с низкими содержаниями марганца и серы способствует повышению стойкости к разрушению, инициированному водородом, за счет снижения содержания сульфидных неметаллических включений и изменения их морфологии из строчечного в глобулярный тип.
Заявленные режимы термомеханической обработки и ускоренного охлаждения в температурной области бейнитного превращения способствуют формированию как на стадии подготовки аустенитного зерна к фазовому превращению, так и на стадии формирования целевой микроструктуры в процессе охлаждения однородной бесполосчатой феррито-бейнитной структуры с высокими показателями прочности, хладостойкости и сопротивлением водородному (CLR≤3, CTR→0) и сероводородному растрескиванию (σпор.≤0,8σт).
Пример осуществления способа
Выплавка стали произведена в кислородном конвертере. После выпуска проведена обработка металла в ковше на участке внепечной обработки стали, включающей раскисление, легирование, дегазацию, рафинировку и модифицирование кальцием. Разливка жидкой стали проведена на МНЛЗ. В результате получена сталь следующих химических составов:

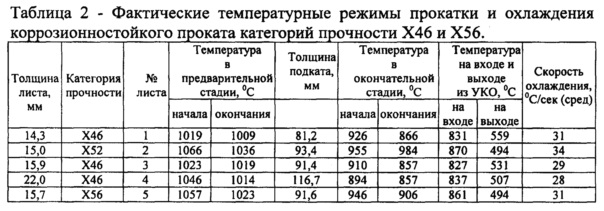
Прокатка слябов размером 250÷300÷2590 мм на листы толщиной 14,3 мм, 15,0 мм, 15,9 мм и 22,0 мм произведена на одноклетьевом реверсивном стане «5000». Нагрев слябов под прокатку произведен до температуры 1170±10°C. Предварительная деформация осуществлена с суммарным обжатием 10-25% в продольном направлении относительно оси сляба за 1 проход; с суммарным обжатием 20-35% в поперечном направлении относительно оси сляба за 2-4 прохода; с суммарным обжатием 40-70% и величиной частного обжатия не менее 15% в продольном направлении относительно оси сляба за 3 прохода. Кратность подката составляла 5,7 для листов 14,3 мм, 15,7 и 15,9 мм, 6,2 для 15,0 мм, 5,3 для 22,0 мм. Окончательная деформация с суммарным обжатием 60-80% проведена за 9-11 проходов в интервале температур от 950°C до 800°C. После завершения прокатки произведено ускоренное охлаждение проката толщиной менее 20,0 мм от температуры 800°C до 500-550°C со скоростью 30-35°C/с и 25-30°C/с для листов толщиной 22,0 мм. Далее листы толщиной до 20 мм охлаждены на спокойном воздухе со скоростью 0,01°C/с и 0,0026°C/с в стопе в случае толщины 22,0 мм.
Технологические параметры прокатки и комплекс достигнутых свойств представлены в таблицах 2 и 3.
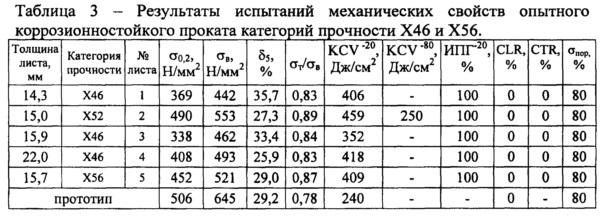
Таким образом, предложенный способ позволяет получить прокат категорий прочности Х42-Х56 при высоком уровне хладостойкости, низкотемпературной вязкости с высоким сопротивлением водородному и сероводородному растрескиванию без ухудшения свариваемости.
Способ производства горячекатаного широкополосного рулонного проката
Способ производства холоднокатаной ленты из низкоуглеродистой стали для вырубки монетной заготовки
Способ управления процессом прокатки полосы
Способ оптимизации технологии производства проката
Трубная сталь
Образец для тестирования и настройки установки ультразвукового контроля листового проката
Способ текстурирования поверхности рабочего валка листопрокатной клети после шлифования с обеспечением получения регламентированных параметров шероховатости поверхности
Способ производства высокопрочной толстолистовой стали
Способ производства листовой стали с высокой износостойкостью
Способ составления и подготовки угольной шихты для получения металлургического кокса
Способ производства толстолистового высокопрочного износостойкого проката (варианты)
Способ производства штрипса для труб магистральных трубопроводов
Способ производства трубного проката повышенной коррозионной стойкости на реверсивном стане
Способ производства толстолистового проката с повышенной деформационной способностью (варианты)
Рулонный прокат для обсадных и насосно-компрессорных труб и способ его производства

