Результат интеллектуальной деятельности: Способ лазерной сварки заготовок больших толщин
Вид РИД
Изобретение
Изобретение относится к области лазерной сварки с присадочным материалом.
Известно электромагнитное устройство для перемешивания расплава сварочной ванны при плазменной наплавке, защищенное патентом на полезную модель (патент №129861, МПК B23K 9/04 (2006.01), B23K 9/32 (2006.01), опубликовано 10.07.2013), включающее использование плазматрона наплавочной установки, содержащее электромагнит с сердечником. Сердечник изготовлен П-образным, причем одна его сторона выполнена с кольцевой частью для установки в него плазмотрона. Однако известное устройство не обеспечивает большой глубины (10-25 мм) перемешивания расплавленного металла.
Известен способ стабилизации и удерживания сварочной ванны постоянным магнитным полем при лазерной сварке больших толщин (статья: About the influence of a steady magnetic field on weld pool dynamics in partial penetration high power laser beam welding of thick aluminium parts Marcel Bachmann, Vjaceslav Avilov, Andrey Gumenyuk, Michael Rethmeier International Journal of Heat and Mass Transfer 60 (2013) 309-321), наиболее близкий к заявляемому изобретению и принятый за прототип, включающий воздействие постоянного магнитного поля на металл сварочной ванны при лазерной сварке алюминиевых сплавов лазерами большой мощности. Техническим результатом исследований, представленных в вышеуказанной работе, является положительное влияние постоянного магнитного поля на стабилизацию поведения и удерживание жидкой сварочной ванны, расплавленной лазерным лучом большой мощности.
Однако известный способ предназначен для стабилизации и удерживания жидкого металла сварочной ванны от провисания и вытекания, получаемой без применения присадочного материала.
Техническая проблема, на решение которой направлено предлагаемое изобретение, заключается в создании способа лазерной сварки заготовок больших толщин, предназначенного для увеличения глубины проникания и равномерного распределения химических элементов присадочного материала при лазерной сварке заготовок больших толщин (10-25 мм).
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в увеличении глубины проникания и равномерном распределении химических элементов присадочного материала на всю глубину металла сварного шва, при сварке заготовок больших толщин.
Технический результат достигается тем, что способ лазерной сварки заготовок больших толщин, включающий воздействие постоянного магнитного поля на жидкий металл сварочной ванны, отличается тем, что в сварочную ванну подают присадочный материал, а постоянное магнитное поле накладывают продольно направлению сварки, воздействуя на процесс перемешивания, проникновения и равномерного распределения химических элементов присадочного материала на всю глубину металла сварного шва, при этом для свариваемых заготовок толщиной 10-25 мм выбирают режимы лазерной сварки: скорость перемещения лазерного луча 10-40 мм/сек, мощность лазерного луча 5-25 кВт, оптимальная индукция магнитного поля находится в диапазоне 0,1-1,0 Тесла.
Индукторы, создающие постоянное магнитное поле, перемещают вдоль шва синхронно с перемещением лазерного луча.
Свариваемые заготовки перемещают относительно неподвижных индукторов и неподвижного лазерного луча.
В качестве присадочного материала используют металлическую проволоку или металлический порошок химического состава, соответствующего химическому составу свариваемого материала.
Лазерную сварку производят с плавным нарастанием мощности лазерного луча в начале сварки и плавным убыванием мощности лазерного луча в конце сварки.
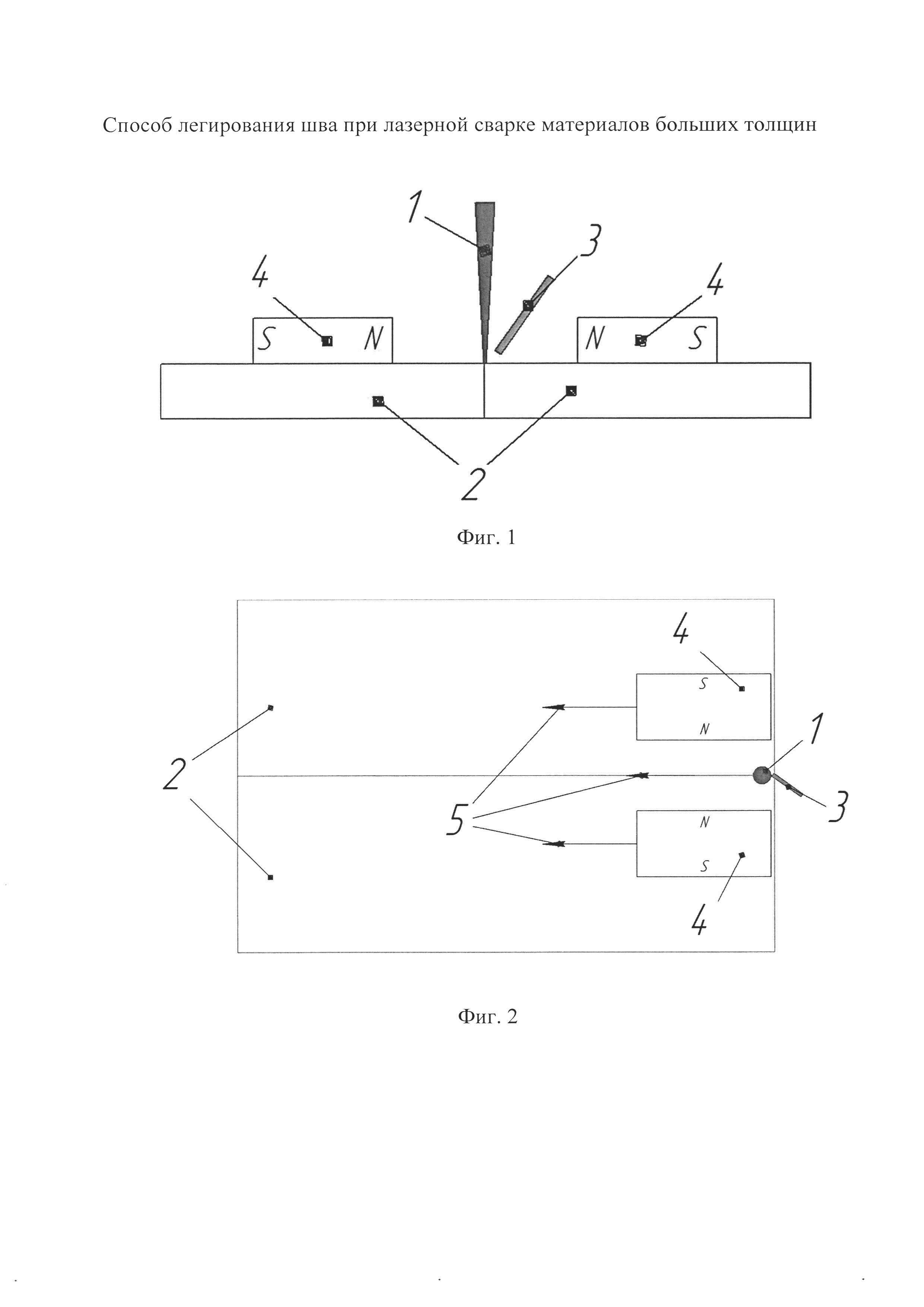
На фигуре 1 представлена принципиальная схема осуществления лазерной сварки с присадочным материалом с наложением магнитного поля.
На фигуре 2 представлена принципиальная схема осуществления лазерной сварки с присадочным материалом с наложением магнитного поля, вид сверху, в начальной точке.
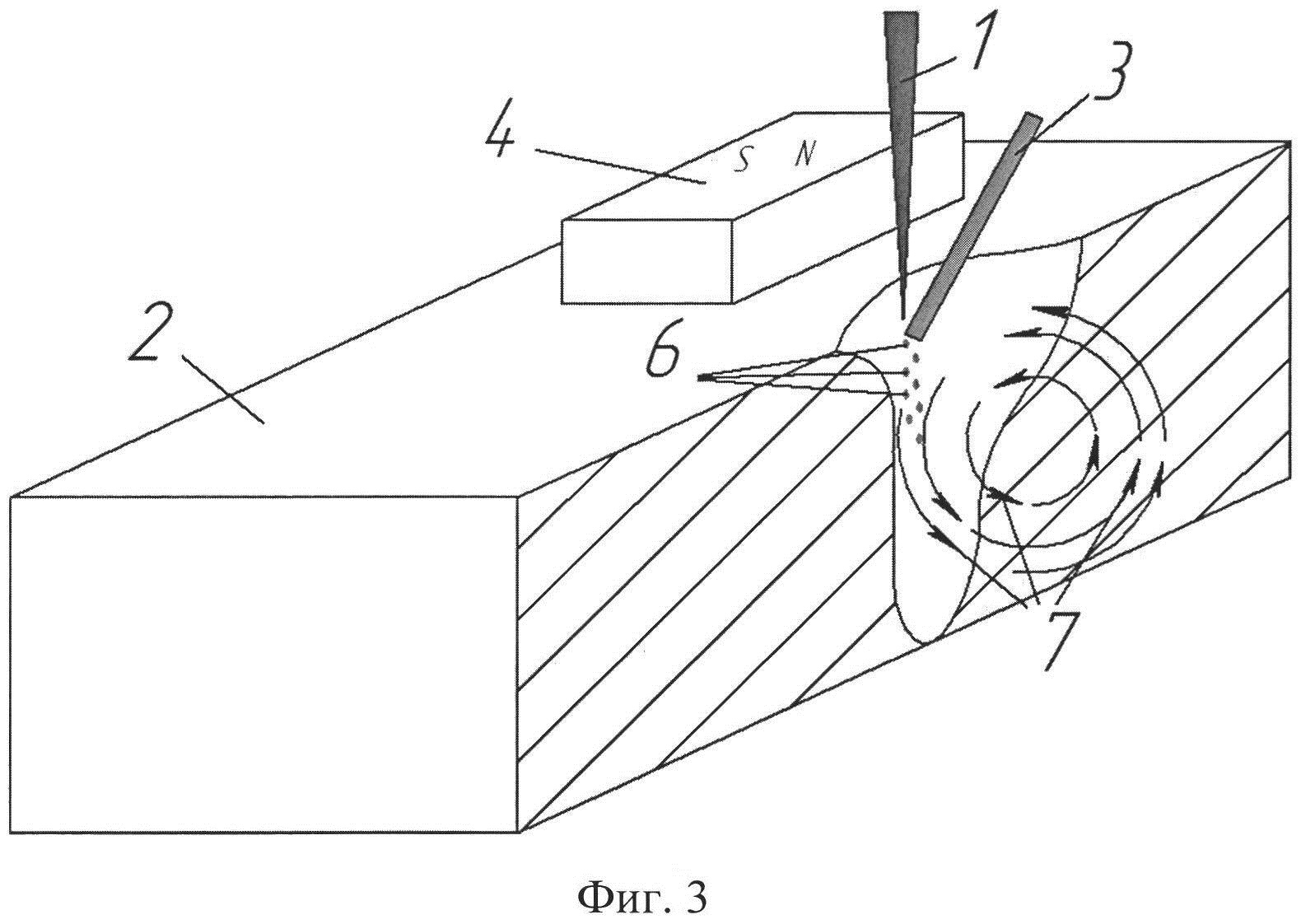
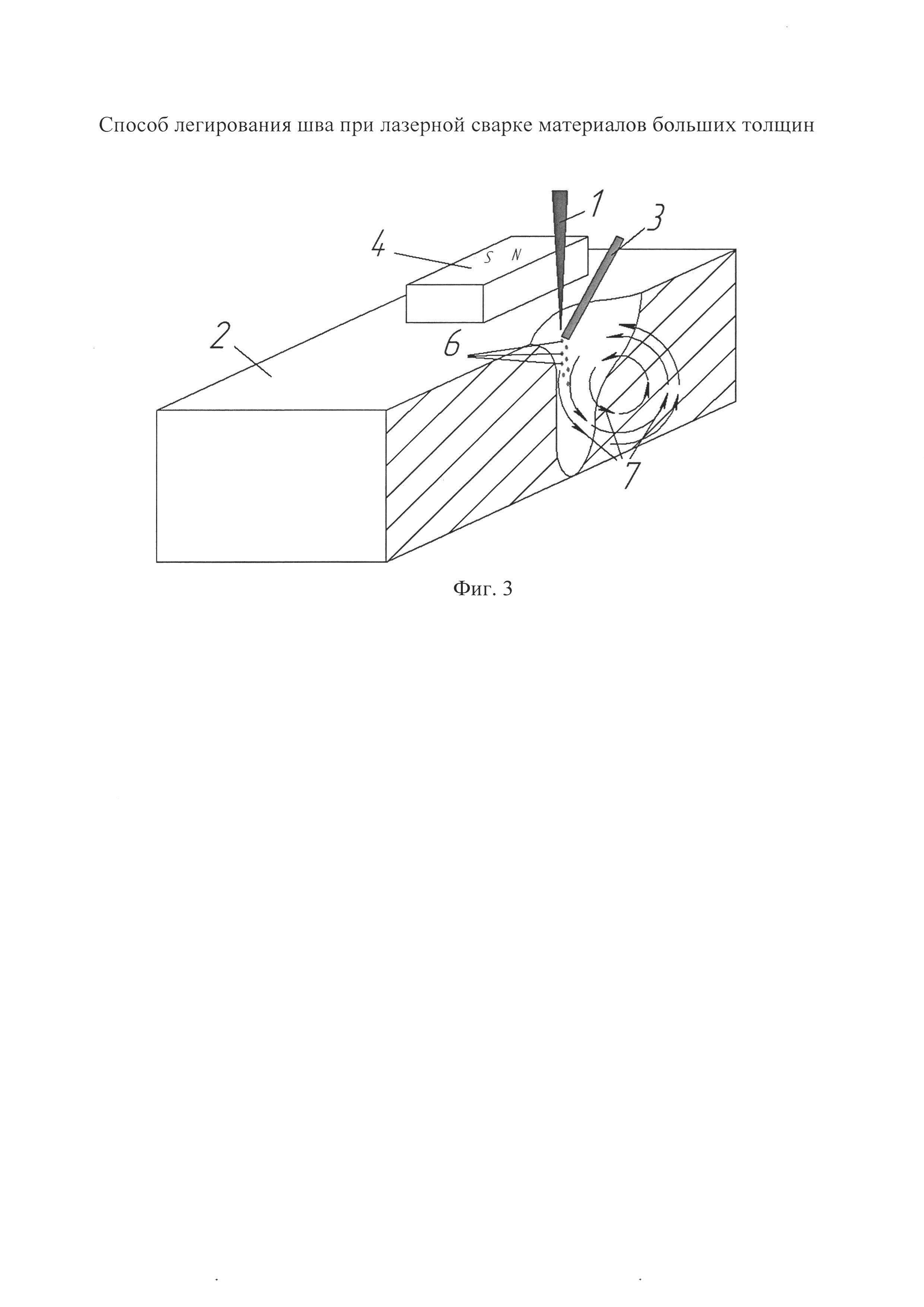
На фигуре 3 представлено продольное сечение сварочной ванны в процессе сварки и предполагаемое воздействие на сварочную ванну магнитного поля.
Позиции на фигурах: 1 - лазерный луч, 2 - свариваемые заготовки, 3 - присадочная проволока, 4 - индукторы, 5 - направление движения, 6 - расплавленный присадочный материал в жидкой сварочной ванне, 7 - траектория движения металла сварочной ванны под воздействием внешнего магнитного поля.
Устройство для осуществления способа состоит из роботизированного комплекса лазерной сварки, сварочной головы, магнитного индуктора, системы подачи защитного газа, сварочного стола, прижимных устройств, свариваемых заготовок 2.
Сущность способа заключается в следующем.
Механической и химической обработкой подготавливают свариваемые заготовки 2 необходимых размеров в диапазоне (Д×Ш×Т) 300×100×10 мм до 3000×1500×25 мм из токопроводящих металлов. Свариваемые заготовки 2 фиксируют на сварочном столе или на полете портальной установки (на фигуре не показано). Сварку производят путем наведения лазерного луча в стык между заготовками, подвода механизма подачи присадочной проволоки, за 5-10 секунд до включения лазера и начала движения вдоль стыка посредством роботизированного комплекса включается магнитное поле, действующее продольно на расплав, индукторы 4, создающие постоянное магнитное поле, перемещаются вдоль шва синхронно с лазерным лучом. Создаваемое магнитное поле посредством продольного перемешивания расплавленного металла способствует перемешиванию, проникновению и равномерному распределению химических элементов, входящих в состав подаваемого присадочного материала, на всю глубину металла сварного шва, что обеспечивает высокие механические и эксплуатационные свойства сварного шва. Мощность лазерного луча выбирается с целью обеспечения сквозного проплава обеих заготовок, скорость подачи присадочного материала зависит от толщины свариваемых заготовок и скорости сварки.
Траектория перемещения сварочного луча и режимы сварки задаются программой роботизированного комплекса.
При осуществлении сварочного процесса используется плавное нарастание и убывание мощности лазерного луча 1 с целью обеспечения стабильности процесса сварки, т.е. спокойного поведения расплавленного металла и улучшения косметических характеристик сварного шва.
По окончании сварочного процесса магнитное поле продолжает действовать на расплав в течение 10-30 секунд, до полного затвердевания расплавленного металла, это зависит от толщины свариваемых заготовок и режимов сварки.
Основными параметрами режимов лазерной сварки с присадочным материалом являются линейная скорость сварки, мощность лазерного излучения, скорость подачи присадочного материала. Мощность лазерного излучения, линейная скорость перемещения, скорость подачи присадочного материала задаются программой роботизированного комплекса.
Используют токопроводящие металлы и сплавы.
Режимы лазерной сварки зависят от природы материала, толщины свариваемых заготовок 2, находятся в диапазоне: скорость перемещения лазерного луча 10-40 мм/с, мощность лазерного луча 5-25 кВт, индукция магнитного поля 0,1-1,0 Тесла. Индукторы устанавливают так, чтобы создавалось продольное направление вращения магнитного поля с направлением сверху вниз.
Режимы нарастания в начале процесса сварки и убывания в конце мощности лазерного луча 1 влияют на качество поверхности сварного шва и минимизацию механической обработки после лазерной сварки, так как положительно влияют на поведение металла в расплавленном состоянии, т.е. не происходит ударного взаимодействия лазерного излучения большой мощности со свариваемыми металлическими листами. Оптимальный режим нарастания мощности лазерного луча 2 до 5-25 кВт за 400-1200 миллисекунд, убывания с 25-5 кВт за 800-1500 миллисекунд.
Таким образом, за счет продольного влияния постоянного магнитного поля на ванну расплавленного металла посредством продольного перемешивания расплавленного металла достигается равномерная кристаллизация, перемешивание, проникновение и равномерное распределение химических элементов, входящих в состав подаваемого присадочного материала, на всю глубину металла сварного шва, что обеспечивает высокие механические и эксплуатационные свойства сварного шва.
Синхронный электродвигатель с магнитной редукцией
Устройство для увлажнения воздуха
Поворотный электромагнит
Магнитный редуктор
Злаковый батончик для питания работающих с соединениями свинца
Злаковый батончик для питания работающих с вредными соединениями мышьяка и фосфора
Гаситель крутильных колебаний
Вентильный электропривод
Турбореактивный двухконтурный двигатель
Магнитный редуктор
Способ изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов (варианты)
Способ создания структурно-градиентных порошковых материалов
Способ термомеханической сварки разнородных сплавов

