Результат интеллектуальной деятельности: Способ восстановления шеек стальных коленчатых валов
Вид РИД
Изобретение
Изобретение относится к технологии ремонтного производства, в частности к технологии восстановления шеек стальных коленчатых валов двигателей внутреннего сгорания.
Известен «Способ восстановления изношенных деталей железнодорожной техники методом плазменно-порошковой наплавки» (см. патент РФ №2103141), включающий демонтаж изношенных деталей из соответствующих узлов железнодорожной техники, дефектоскопию изношенных деталей по толщине, сортировку деталей для выявления пригодных к восстановлению, контроль поверхности отсортированных деталей, зачистку подложечного слоя от коррозии, подготовку подложечного слоя к наплавке путем дробеструйной обработки, подогрев подложечного слоя и предварительный плазмопрогрев методом электропотенцирования, плазменное напыление метала наплавки, финишную шлифовочно-абразивную отделку наплавленной поверхности, контроль и маркировку, причем финишную шлифовочно-абразивную отделку наплавленной поверхности осуществляют при ее нагреве путем электропотенциирования, которое обеспечивают подачей на восстанавливаемую деталь потенциала напряжением 0,1-12,0 В (см. патент РФ №2103141, кл. В23Р 6/00, опубл. 27.01.1998).
Недостатками способа являются его дороговизна и высокая трудоемкость контроля, что ограничивает его использование.
Наиболее близким по технической сущности и достигаемому экономическому эффекту является «Способ восстановления шеек стальных коленчатых валов» (см патент РФ №2385211, кл. В23Р 6/00, опубл. 27.03.2010), включающий демонтаж, мойку, дефектоскопию и шлифование изношенных поверхностей, сортировку валов для выявления пригодных к восстановлению, контроль поверхности отсортированных валов, зачистку подложечного слоя от коррозии, подготовку его к наплавке путем дробеструйной обработки, нанесения покрытия газопламенным напылением и его механическую обработку осуществляют посредством шлифования после естественного остывания и выдержки коленчатого вала.
Недостатком способа являются сравнительно невысокие технико-экономические показатели, такие как износостойкость, задиростойкость.
Техническим результатом является повышение технико-экономических показателей, а именно улучшение качества нанесенного покрытия, повышение ресурса работы и снижение стоимости восстановленных коленчатых валов в сравнении с новыми.
Указанный технический результат достигается тем, что в известном способе, включающем демонтаж вала, мойку, дефектоскопию и шлифование изношенной поверхности вала, подготовку поверхности шеек путем зачистки от коррозии и дробеструйной обработки, и газопламенное напыление покрытия, при этом, согласно изобретению, одновременно с газопламенным напылением покрытия осуществляют его уплотнение диском из твердосплавного материала путем его вращения по винтовой линии в направлении, совпадающем с направлением вращения коленчатого вала, при этом после шлифования проводят финишную антифрикционную безобразивную обработку диском из медесодержащего материала путем его вращения в направлении, противоположном направлению вращения коленчатого вала, причем газопламенное напыление покрытия с одновременным уплотнением и финишную антифрикционную безобразивную обработку осуществляют посредством дисков, устанавленных в резцедержателе токарновинторезного станка.
Новыми элементами являются то, что одновременно с газопламенным напылением покрытия осуществляют его уплотнение диском из твердосплавного материала путем его вращения по винтовой линии в направлении, совпадающем с направлением вращения коленчатого вала, при этом после шлифования проводят финишную антифрикционную безобразивную обработку диском из медесодержащего материала путем его вращения в направлении, противоположном направлению вращения коленчатого вала, причем газопламенное напыление покрытия с одновременным уплотнением и финишную антифрикционную безобразивную обработку осуществляют посредством дисков, устанавленных в резцедержателе токарновинторезного станка.
Новизна заявляемого технического решения заключается в том, что за счет уплотнения происходит упрочнение поверхностного слоя металла, что приводит к возникновению в поверхностном слое металла системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект выражающийся в повышении износостойкости коленчатого вала, а использование финишной антифрикционной безобразивной обработкой приводит к снижению шероховатости поверхности, в результате расходы на предшествующую чистовую обработку деталей уменьшаются в несколько раз. Также следует отметить, что при обработке шеек диском из медесодержащего материала, например, диском из латуни (латунировании) достигается следующий технико-экономический эффект: снижение износа, устранение склонности к схватыванию поверхностей, уменьшение времени приработки, увеличение ресурса работы, экономия энергии в результате снижения механических потерь на трение.
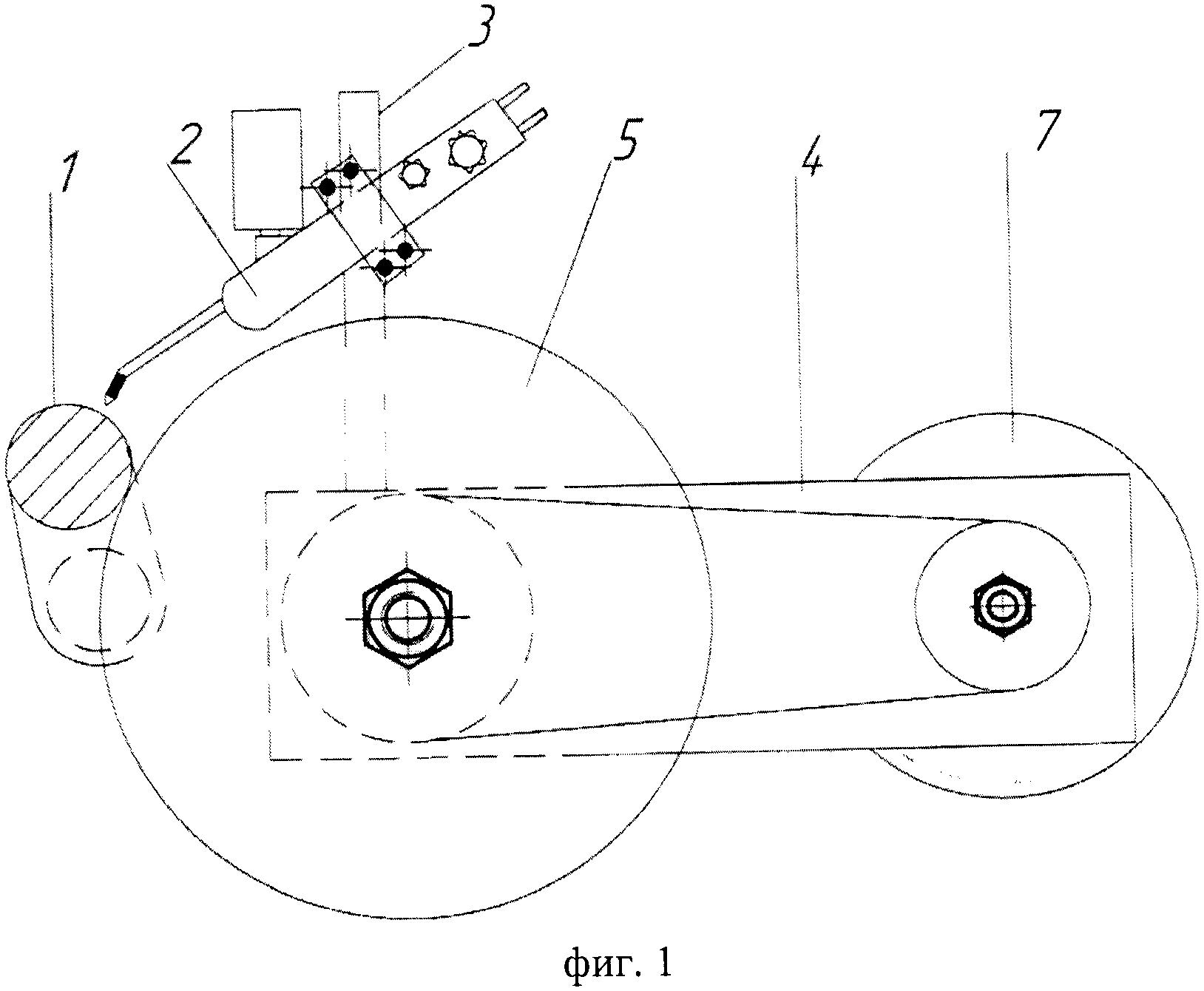
Сущность изобретения поясняется чертежом, где на фиг. 1 представлено приспособление для восстановления шеек коленчатого вала; на фиг. 2 - токарновинторезный станок с приспособлением для восстановления шеек коленчатого вала, который установлен в резцедержателе.
Сущность предложенного способа восстановления шеек стальных коленчатых валов заключается в том, что вначале после демонтажа коленчатого вала производят мойку, дефектоскопию и шлифование изношенной поверхности вала. Затем осуществляют подготовку поверхности шеек путем зачистки от коррозии и дробеструйной обработки. Далее коленчатый вал устанавливают на, обеспечивающий его вращение, станок с приспособлением для восстановления шеек. Затем на вращающуюся шейку 1 коленчатого вала наносят порошковое покрытие с помощью газопламенной с системой подачи порошка горелки 2, закрепленной посредством держателя 3 на основании 4. Одновременно с нанесением покрытия осуществляют его уплотнение диском 5 изготовленным из твердосплавного материала. При этом вращение диска 5 и коленчатого вала при уплотнении происходит в одну сторону. Далее следует процесс механической обработки шейки 1 с покрытием шлифованием. За ним следует процесс финишной антифрикционной безобразивной обработки, для которого производится замена диска 5 из твердосплавного материала, на диск 6 из медесодержащего сплава. При финишной антифрикционной безобразивной обработке вращение коленчатого вала и диска 6 происходят в противоположных направлениях. Вращение диска 6 осуществляется от электропривода 7, встроенного в приспособление, содержащее жестко закрепленный держатель 3 на основании 4, и шарнирно закрепленные диски 5 или 6 в зависимости от вида обработки. При этом приспособление устанавливается в резцедержателе 8 токарновинторезного станка 9.
Предложенный способ восстановления реализуют следующим образом.
Технологический процесс восстановления изношенных шеек коленчатых валов состоит из следующих последовательных операций, выполнение требований которых гарантирует качество и надежность ремонта коленчатых валов: подготовка коленчатого вала к восстановлению; газопламенное напыление порошкового покрытия на шейки, с одновременным уплотнением; механическая обработка шеек с покрытием шлифованием; финишная безобразивная антифрикционная обработка.
Подготовка коленчатого вала к восстановлению включает в себя демонтаж, мойку, дефектоскопию и шлифование изношенной поверхности, сортировку валов для выявления пригодных к восстановлению, контроль поверхности отсортированных валов, зачистку подложечного слоя от коррозии, подготовку подложечного слоя к газопламенному напылению путем дробеструйной обработки.
Разобранный коленчатый вал подвергают мойке принятым на ремонтном предприятии способом с применением соответствующих разрешенных моечных растворов. Для определения наличия трещин и других дефектов, исключающих дальнейшую эксплуатацию коленчатого вала, производится магнитопорошковая дефектоскопия. Для определения величины износов коренных и шатунных шеек производят их обмер микрометрами МК225 и МК200. Для определения правильности геометрических размеров и формы коленчатого вала производят проверку биения коренных шеек. Для устранения имеющихся на поверхности шеек рисок, трещин, задиров, поджогов, удаления азотированного слоя, придания шейке правильной цилиндрической формы, а также обеспечения необходимой толщины покрытия производят шлифование изношенных шеек (станки шлифовальные ХШ-109, 3М424Н9 и их аналоги). Шлифование производят до полного удаления перечисленных дефектов. После шлифования шеек производят их визуальный осмотр, используют магнитопорошковую и цветную капиллярную дефектоскопию на наличие оставшихся дефектов. Выявленные дефекты удаляют шлифованием до минимально допустимого диаметра шеек. При наличии оставшихся дефектов коленчатый вал восстановлению не подлежит. Для придания необходимой шероховатости поверхности восстанавливаемых шеек подвергают струйно-абразивной обработке. Поверхность шейки тщательно обезжириваются.
Для нанесения покрытия на шейку 1 коленчатого вала посредством газопламенного напыления с одновременным уплотнением поверхностного слоя металла используют токарновинторезный станок 9, в резцедержателе 8 которого установлено приспособление, состоящее из основания 4, диска 5, держателем 3 с закрепленной газопламенной горелкой 2 с системой подачи порошка.
Механическую обработку покрытия осуществляют посредством шлифования после естественного остывания коленчатого вала и выдержки времени в течение 12 часов. Шлифование покрытия производят с применением кругов марки ПП 1060×80×305 24А 40НС1-С2 К535 м/с, ПП 1400×80×305 24А 40НС1-С2 К535 м/с. Охлаждение осуществляют водным раствором с 5% эмульсией при расходе 2,5-3,5 л/мин.
Заключительным этапом производится финишная антифрикционная безобразивная обработка диском 6 с электроприводом 7.
В результате напыления, уплотнения поверхностного слоя, с последующей механической обработкой и применения финишной антифрикционной обработки, восстановленные шейки коленчатого вала приобретают номинальные размеры и необходимые в эксплуатации свойства нанесенного слоя, определяемые условиями работы коленчатого вала с гарантированной прочностью его сцепления с основным металлом при сохранении усталостной прочности на уровне нового вала, при этом исключаются отслоение напыленного покрытия, а также растрескивание и разнотолщинность покрытия.
Так как за счет уплотнения происходит упрочнение поверхностного слоя металла, что приводит к возникновению в поверхностном слое металла системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект выражающийся в повышении износостойкости коленчатого вала, а использование финишной антифрикционной безобразивной обработкой приводит к снижению шероховатости поверхности, в результате расходы на предшествующую чистовую обработку деталей уменьшаются в несколько раз. Также следует отметить, что при обработке шеек диском из медесодержащего материала, например, диском из латуни (латунировании) достигается следующий технико-экономический эффект: снижение износа, устранение склонности к схватыванию поверхностей, уменьшение времени приработки, увеличение ресурса работы, экономия энергии в результате снижения механических потерь на трение.
Применение предложенного способа обеспечит повышение технико-экономических показателей, а именно: улучшение качества нанесенного покрытия, повышение ресурса работы и снижение стоимости восстановленных коленчатых валов в сравнении с новыми.
Способ восстановления шеек стальных коленчатых валов, включающий демонтаж, мойку, дефектоскопию и шлифование изношенной поверхности вала, подготовку поверхности шеек путем зачистки от коррозии и дробеструйной обработки, и газопламенное напыление покрытия, отличающийся тем, что одновременно с газопламенным напылением покрытия осуществляют его уплотнение диском из твердосплавного материала путем его вращения по винтовой линии в направлении, совпадающем с направлением вращения коленчатого вала, при этом после шлифования проводят финишную антифрикционную безобразивную обработку диском из медесодержащего материала путем его вращения в направлении, противоположном направлению вращения коленчатого вала, причем газопламенное напыление покрытия с одновременным уплотнением и финишную антифрикционную безобразивную обработку осуществляют посредством дисков, установленных в резцедержателе токарно-винторезного станка.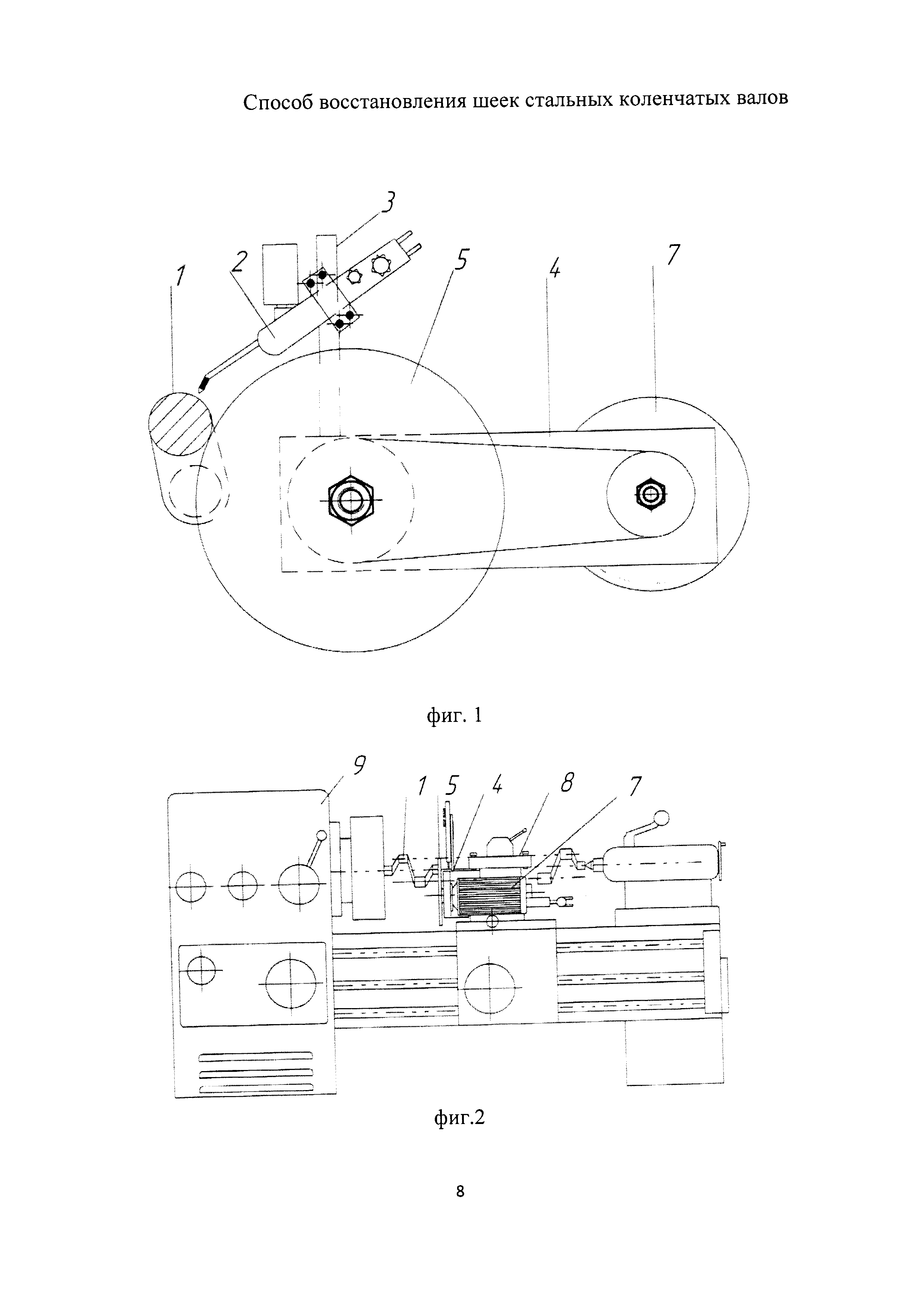
Способ регулирования пропуска грунтовых вод через деформационный шов-водовыпуск
Деформационный шов-водовыпуск
Шов-водовыпуск деформационный
Установка для содержания телят
Способ приготовления творожного продукта на основе козьего молока для детского питания
Способ получения творожного продукта на основе козьего молока для детского питания
Тест-система для идентификации днк ткани собаки домашней (canis lupus familiaris) в сухих кормах и мясных полуфабрикатах
Селекционная установка для обмолота початков кукурузы
Клавишная селекционная установка для обмолота початков кукурузы
Колбаса вареная с растительной добавкой
Устройство для питания сварочной дуги
Устройство для высококлиренсной культивации

