Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к устройству ультразвуковой дефектоскопии и к способу ультразвуковой дефектоскопии для выполнения ультразвуковой дефектоскопии на сварном шве трубы, сваренной электрической контактной сваркой.
Уровень техники
Трубы, сваренные электрической контактной сваркой, обычно изготавливают с использованием процесса формирования стального листа в форме трубы и соединения обоих концов в направлении ширины стального листа путем сварки с прижимом друг к другу концов в направлении ширины листа. Для получения высокого качества сварки при таком процессе изготовления труб, сваренных электрической контактной сваркой, трубу, сваренную электрической контактной сваркой, получают в виде продукта посредством использования: ультразвуковой дефектоскопии сварного шва, применяя устройство ультразвуковой дефектоскопии, и отжига (процесс отпуска участка сварного шва, который приблизился к состоянию закалки в результате сварки) для участка сварного шва, используя устройство отжига для шва.
Когда выполняется ультразвуковая дефектоскопия на участке сварного шва, обычно, после того, как срезают наплавленный валик или после гидравлических испытаний под давлением, выполняют испытания наклонным лучом, при которых сигналы ультразвуковой волны подают так, что они наклонно падают на участок сварного шва. При испытаниях наклонным лучом необходимо выполнять ультразвуковую дефектоскопию, используя головку датчика, расположенную относительно участка сварного шва таким образом, что сигналы ультразвуковой волны падают на участок сварного шва, и головка датчика включает в себя ультразвуковой зонд. В частности, когда используются сфокусированные сигналы ультразвуковой волны, поскольку глубина фокусирования сигналов ультразвуковой волны становится небольшой, ее установка требует точности.
Однако, поскольку на трубы, сваренные электрической контактной сваркой, воздействуют разные силы на производственных линиях, участки сварного шва не обязательно оказываются на центральной линии головки датчика, и могут быть смещены в направлении окружности трубы от центральной линии головки датчика. Таким образом, были предложены технологии, которые включают в себя: технологию детектирования положения шва, используя сигналы ультразвуковой волны, отраженной от дефекта на участке сварного шва (см. Патентную литературу 1); и технологию для детектирования положения шва по распределению температуры, полученному в результате формирования инфракрасной камерой изображения участка сварного шва трубы, сваренной электрической контактной сваркой, и для последующей коррекции положения шва, используя сигналы ультразвуковой волны, отраженной от мелких частиц оксидов, которые присутствуют на участке сварного шва и которые не влияют на качество шва (см. Патентную литературу 2).
Список литературы
Патентная литература
Патентная литература 1: выложенная заявка на японский патент, № 2011-227060
Патентная литература 2: выложенная заявка на японский патент, № 2009-222408
Сущность изобретения
Техническая задача
Однако в обеих технологиях, описанных в Патентной литературе 1 и в Патентной литературе 2, положение шва детектируют на основе сигналов ультразвуковой волны, отраженной от мелких частиц оксидов, которые присутствуют на участках сварного шва и которые не влияют на качество; сигналы отраженной ультразвуковой волны получают с помощью электронного или механического сканирования около участков сварного шва труб, сваренных электрической контактной сваркой, ультразвуковыми сигналами в направлении окружности трубы. Поэтому, в соответствии с технологиями, описанными в Патентной литературе 1 и в Патентной литературе 2, когда мелкие оксиды не присутствуют на участках сварного шва, положение шва не может быть детектировано.
Настоящее изобретение было разработано с учетом описанной выше проблемы, и его цель состоит в том, чтобы обеспечить устройство ультразвуковой дефектоскопии и способ ультразвуковой дефектоскопии, которые позволяют точно детектировать положение шва и направление трещины на участке сварного шва, на основе сигналов ультразвуковой волны, отраженной от мелких частиц оксидов, присутствующих на участке сварного шва.
Решение задачи
Устройство ультразвуковой дефектоскопии, в соответствии с настоящим изобретением, включает в себя: модуль детектирования шва, который снимает тепловое изображение участка сварного шва трубы, сваренной электрической контактной сваркой; головку датчика ультразвуковой дефектоскопии, которая установлена после модуля детектирования шва в направлении линии изготовления трубы, и включает в себя ультразвуковой зонд, выполненный с возможностью выполнения ультразвуковой дефектоскопии на участке сварного шва; модуль расчета положения шва, который рассчитывает положение шва и положение среза наплавленного металла трубы, сваренной электрической контактной сваркой, используя тепловое изображение участка сварного шва, снятое модулем детектирования шва; модуль детектирования полосы среза наплавленного металла, который установлен непосредственно перед или после положения установки головки датчика ультразвуковой дефектоскопии и который детектирует полосу среза наплавленного металла трубы, сваренной электрической контактной сваркой; модуль расчета положения среза наплавленного металла, который рассчитывает, на основе полосы среза наплавленного металла, детектированной модулем детектирования полосы среза наплавленного металла, положение среза наплавленного металла трубы, сваренной электрической контактной сваркой; модуль расчета величины отслеживающего перемещения, который рассчитывает величину отслеживающего перемещения головки датчика ультразвуковой дефектоскопии, используя положение шва и положение среза наплавленного металла, рассчитанные модулем расчета положения шва, и положение среза наплавленного металла, рассчитанное модулем расчета положения среза наплавленного металла; и модуль привода головки датчика, который перемещает головку датчика ультразвуковой дефектоскопии, так чтобы она отслеживала участок сварного шва трубы, сваренной электрической контактной сваркой, в соответствии с величиной отслеживающего перемещения, рассчитанной модулем расчета величины отслеживающего перемещения.
В устройстве ультразвуковой дефектоскопии, в соответствии с представленным выше изобретением, модуль расчета положения шва рассчитывает распределение температуры в направлении окружности трубы, сваренной электрической контактной сваркой, по тепловому изображению, снятому модулем детектирования шва, и рассчитывает, в качестве положения шва, среднюю точку между положениями в направлении окружности трубы, где температура превышает заданное пороговое значение.
В устройстве ультразвуковой дефектоскопии, в соответствии с описанным выше изобретением, модуль детектирования полосы среза наплавленного металла включает в себя: первый источник света, который излучает свет освещения на область вблизи участка сварного шва по направлению сверху слева относительно трубы, сваренной электрической контактной сваркой; второй источник света, который излучает свет освещения на область вблизи участка сварного шва по направлению сверху справа относительно трубы, сваренной электрической контактной сваркой; и модуль детектирования изображения, который детектирует изображение указанной области вблизи участка сварного шва, когда свет освещения излучается из первого и второго источников света, и который расположен между первым источником света и вторым источником света, и модуль расчета положения среза наплавленного металла рассчитывает изображение с минимальной яркостью из изображения, детектированного, когда свет освещения излучается из первого источника света, и изображения, детектированного, когда свет освещения излучается из второго источника света, рассчитывает оценочное распределение яркости, которое представляет собой распределение яркости, полученное в результате расчета максимального значения яркости в заданном оценочном диапазоне в направлении изготовления трубы, относительно направления окружности трубы в указанном изображении с минимальной яркостью, и рассчитывает положение среза наплавленного металла на основе указанного оценочного распределения яркости и заданного порогового значения.
В устройстве ультразвуковой дефектоскопии в соответствии с описанным выше изобретением, модуль расчета положения среза наплавленного металла рассчитывает график, полученный в результате расчета максимального значения яркости в направлении окружности трубы, относительно направления изготовления трубы, в указанном изображении с минимальной яркостью, и устанавливает в качестве заданного оценочного диапазона диапазон в направлении изготовления трубы, в котором указанный график превышает заданное пороговое значение.
В устройстве ультразвуковой дефектоскопии в соответствии с описанным выше изобретением, модуль расчета положения среза наплавленного металла рассчитывает распределение опорной яркости, которое представляет собой распределение яркости, полученное в результате расчета максимального значения яркости в направлении изготовления трубы относительно направления вдоль окружности трубы в диапазоне расчета опорной яркости, установленном в заданном диапазоне указанного изображения с минимальной яркостью, и рассчитывает на основе распределения яркости, полученного в результате вычитания распределения опорной яркости из оценочного распределения яркости положение среза наплавленного металла.
В устройстве ультразвуковой дефектоскопии в соответствии с описанным выше изобретением, способ ультразвуковой дефектоскопии, применяемый к головке датчика ультразвуковой дефектоскопии, представляет собой способ ультразвуковой дефектоскопии, в котором используется вода в качестве материала для акустического контакта.
Способ ультразвуковой дефектоскопии в соответствии с настоящим изобретением, включает в себя: этап детектирования шва, состоящий в съемке теплового изображения участка сварного шва трубы, сваренной электрической контактной сваркой, находящейся перед положением установки, в направлении изготовления трубы, головки датчика ультразвуковой дефектоскопии, содержащей ультразвуковой зонд, для выполнения ультразвуковой дефектоскопии на участке сварного шва; этап расчета положения шва, состоящий в расчете положения шва и положения среза наплавленного металла трубы, сваренной электрической контактной сваркой, используя тепловое изображение участка сварного шва, снятое на этапе детектирования шва; этап детектирования полосы среза наплавленного металла, состоящий в детектировании полосы среза наплавленного металла трубы, сваренной электрической контактной сваркой, непосредственно перед или непосредственно после положения установки головки датчика ультразвуковой дефектоскопии; этап расчета положения среза наплавленного металла, состоящий в расчете, на основе полосы среза наплавленного металла, детектированной на этапе детектирования полосы среза наплавленного металла, положения среза наплавленного металла трубы, сваренной электрической контактной сваркой; этап расчета величины отслеживающего перемещения, состоящий в расчете величины отслеживающего перемещения головки датчика ультразвуковой дефектоскопии, используя положение шва и положение среза наплавленного металла, рассчитанные на этапе расчета положения шва, и положение среза наплавленного металла, рассчитанное на этапе расчета положения среза наплавленного металла; и этап привода головки датчика, состоящий в перемещении головки датчика ультразвуковой дефектоскопии для отслеживания участка сварного шва трубы, сваренной электрической контактной сваркой, в соответствии с величиной отслеживающего перемещения, рассчитанной на этапе расчета величины отслеживающего перемещения.
Предпочтительные эффекты изобретения
С помощью устройства ультразвуковой дефектоскопии и способа ультразвуковой дефектоскопии, в соответствии с настоящим изобретением, на основе отраженных волн от мелких частиц оксидов, присутствующих на участке сварного шва, положение шва можно точно детектировать, и можно точно выполнять дефектоскопию на участке сварного шва.
Краткое описание чертежей
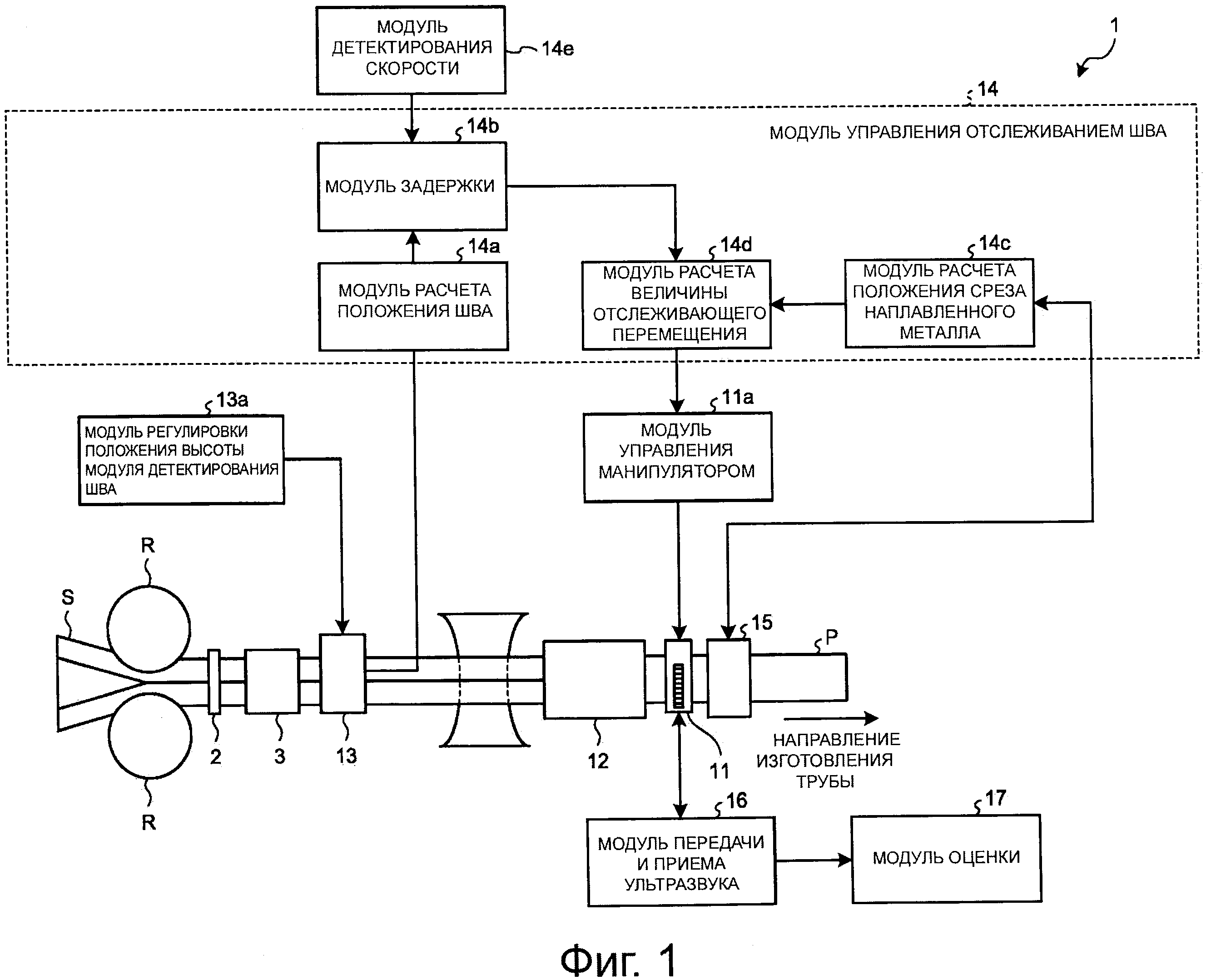
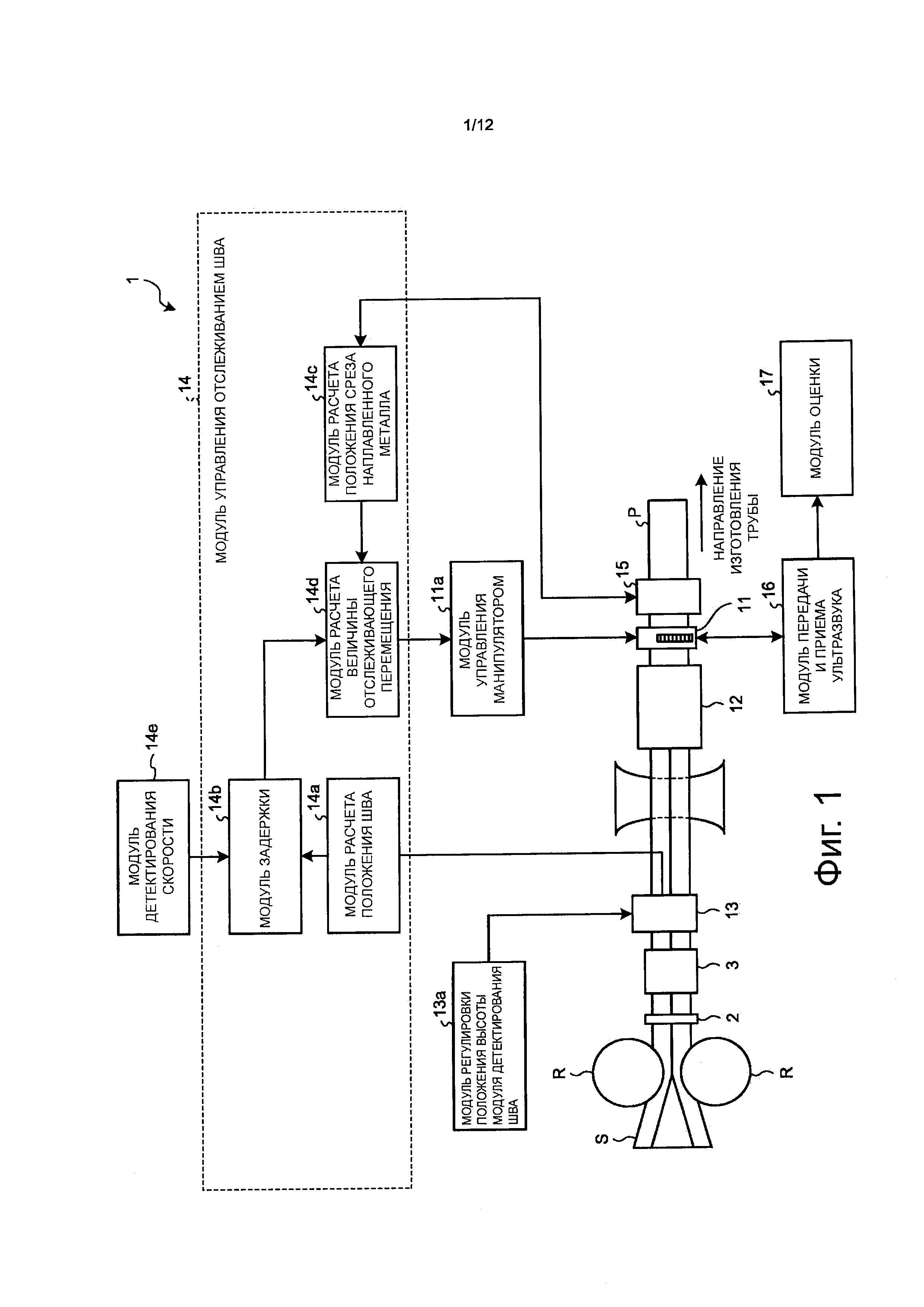
На фиг. 1 показана схема общей конфигурации устройства ультразвуковой дефектоскопии в соответствии с вариантом осуществления настоящего изобретения.
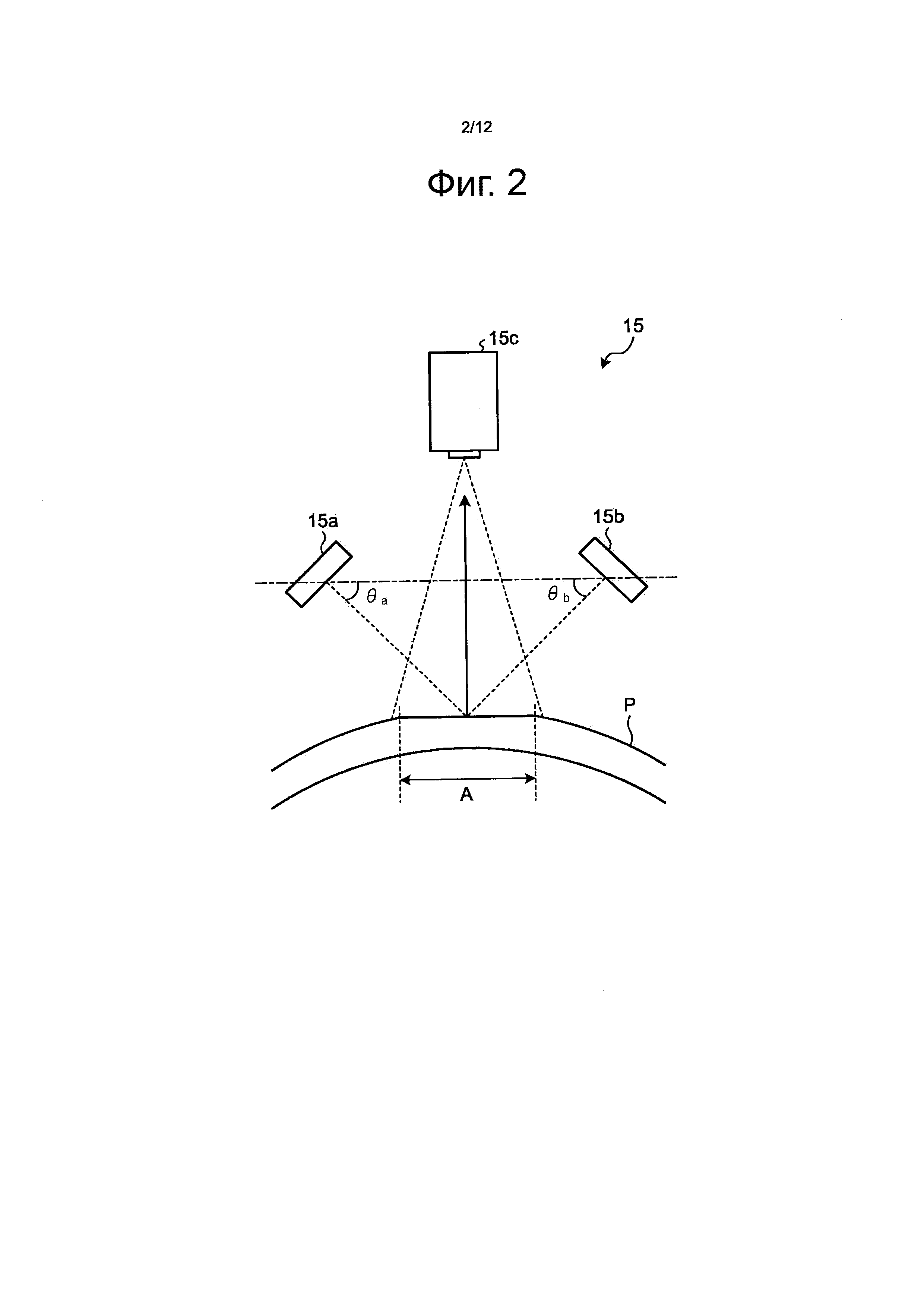
На фиг. 2 показана схема конфигурации модуля детектирования полосы среза наплавленного металла, представленного на фиг. 1.
На фиг. 3 показана последовательность операций процесса управления отслеживанием шва, в соответствии с вариантом осуществления настоящего изобретения.
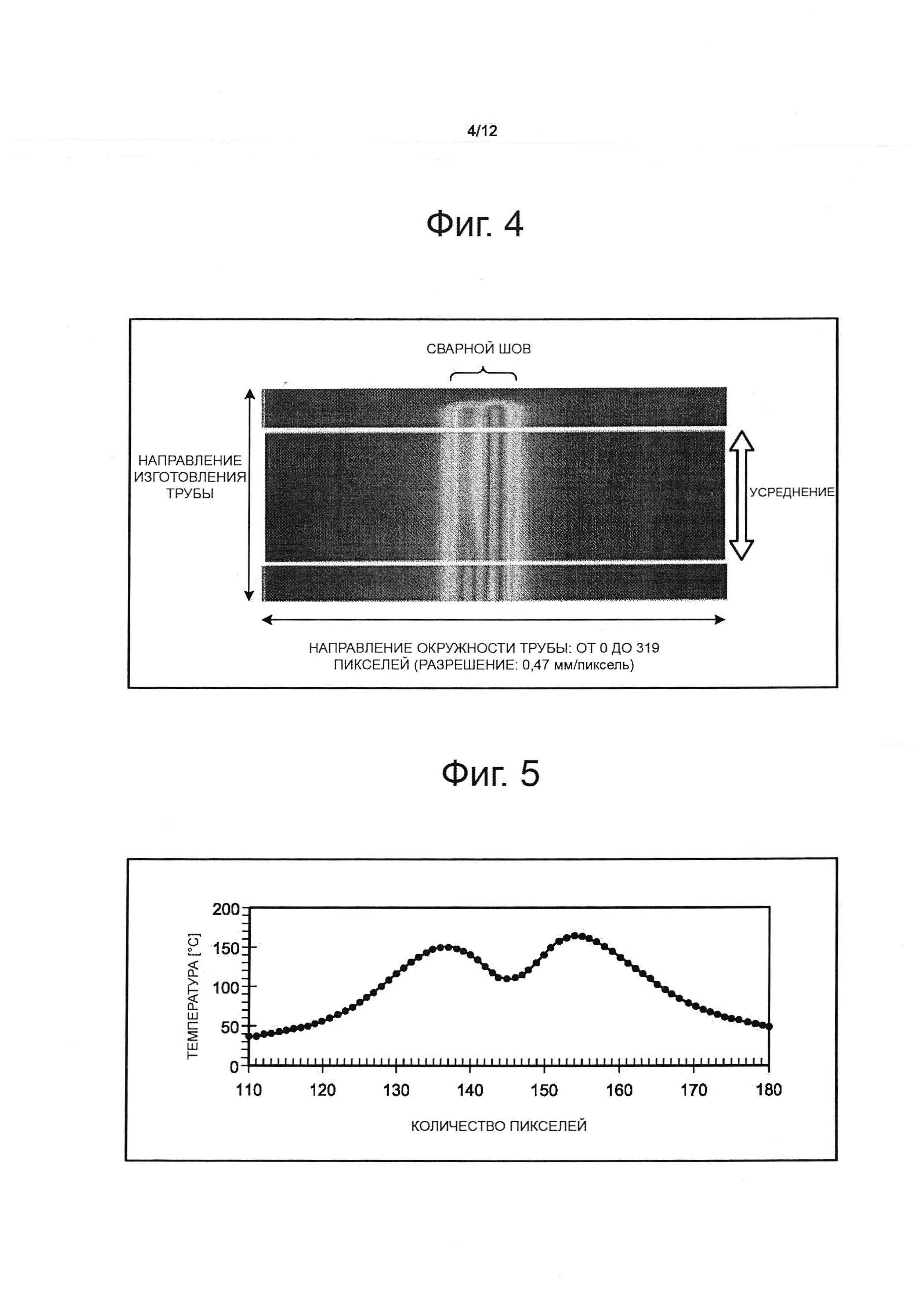
На фиг. 4 показан пример теплового изображения участка сварного шва трубы, сваренной электрической контактной сваркой, тепловое изображение получено модулем детектирования шва.
На фиг. 5 показан пример распределения температуры трубы, сваренной электрической контактной сваркой, в направлении окружности трубы.
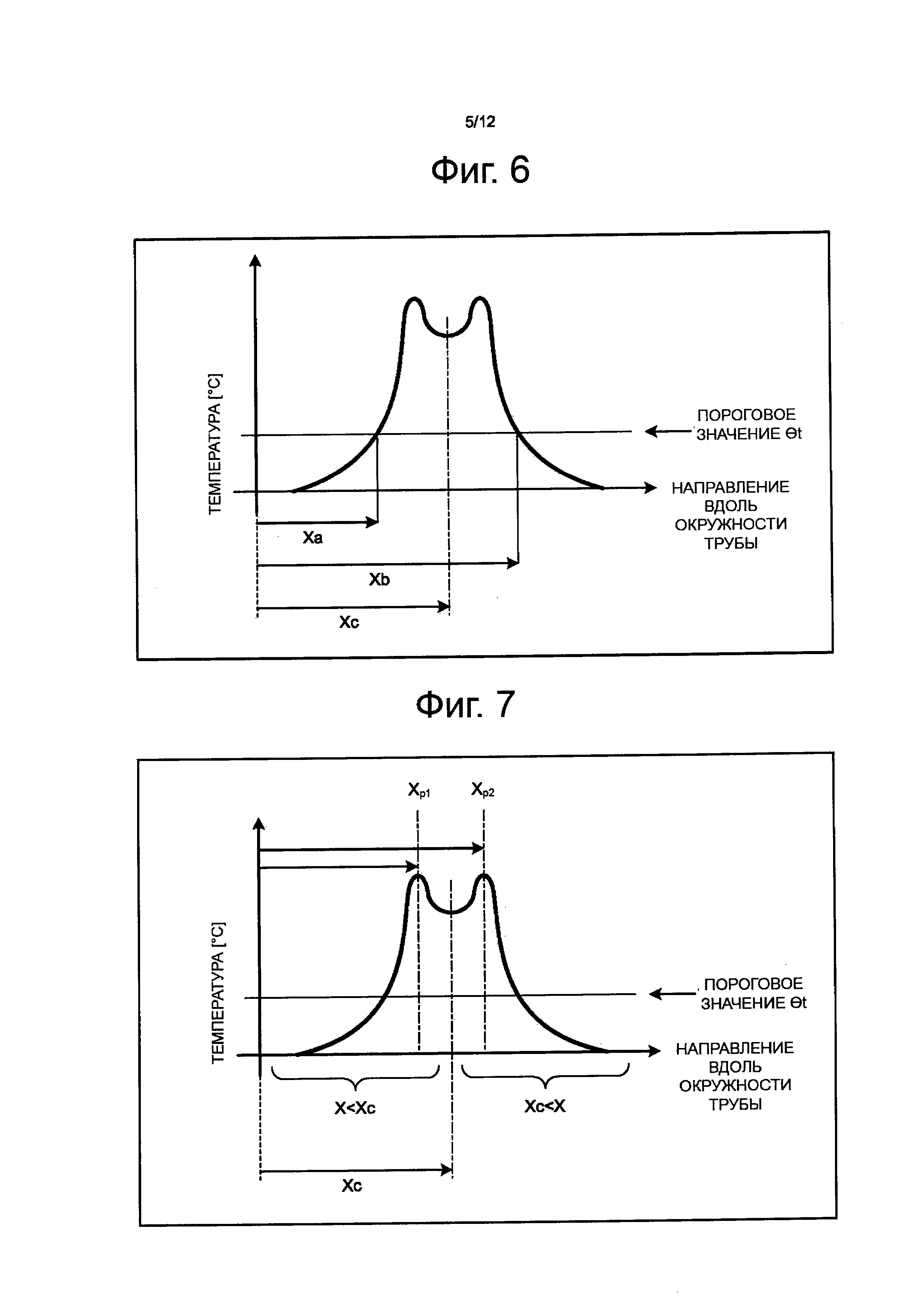
На фиг. 6 показана схема, иллюстрирующая способ расчета положения шва трубы, сваренной электрической контактной сваркой.
На фиг. 7 показана схема, иллюстрирующая способ расчета положения среза наплавленного металла по распределению температуры трубы, сваренной электрической контактной сваркой, в направлении вдоль окружности трубы.
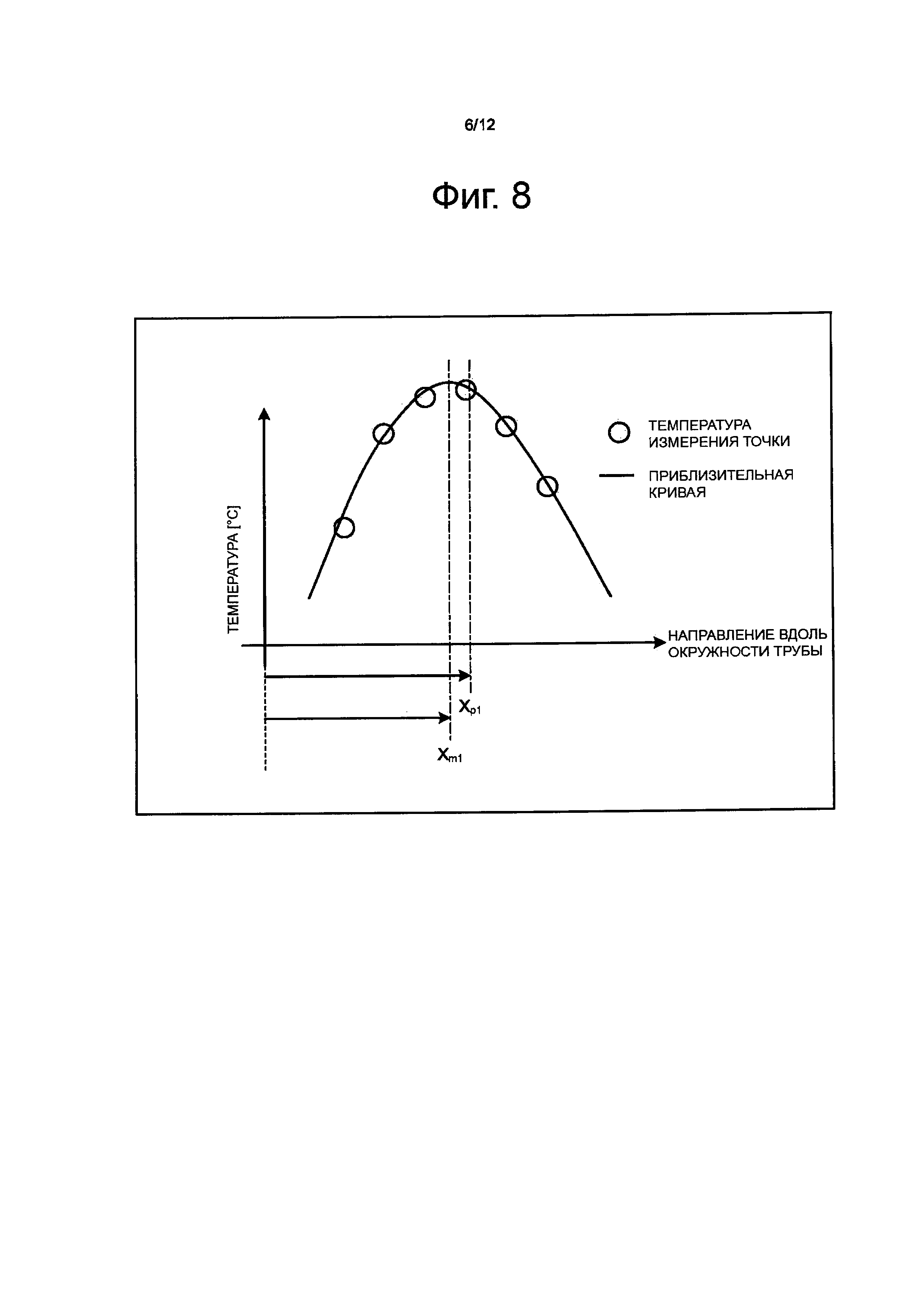
На фиг. 8 показана схема, иллюстрирующая способ расчета положения среза наплавленного металла по распределению температуры трубы, сваренной электрической контактной сваркой, в направлении вдоль окружности трубы.
На фиг. 9 показан пример изображения полосы среза наплавленного металла, снятого путем освещения одним из источников света.
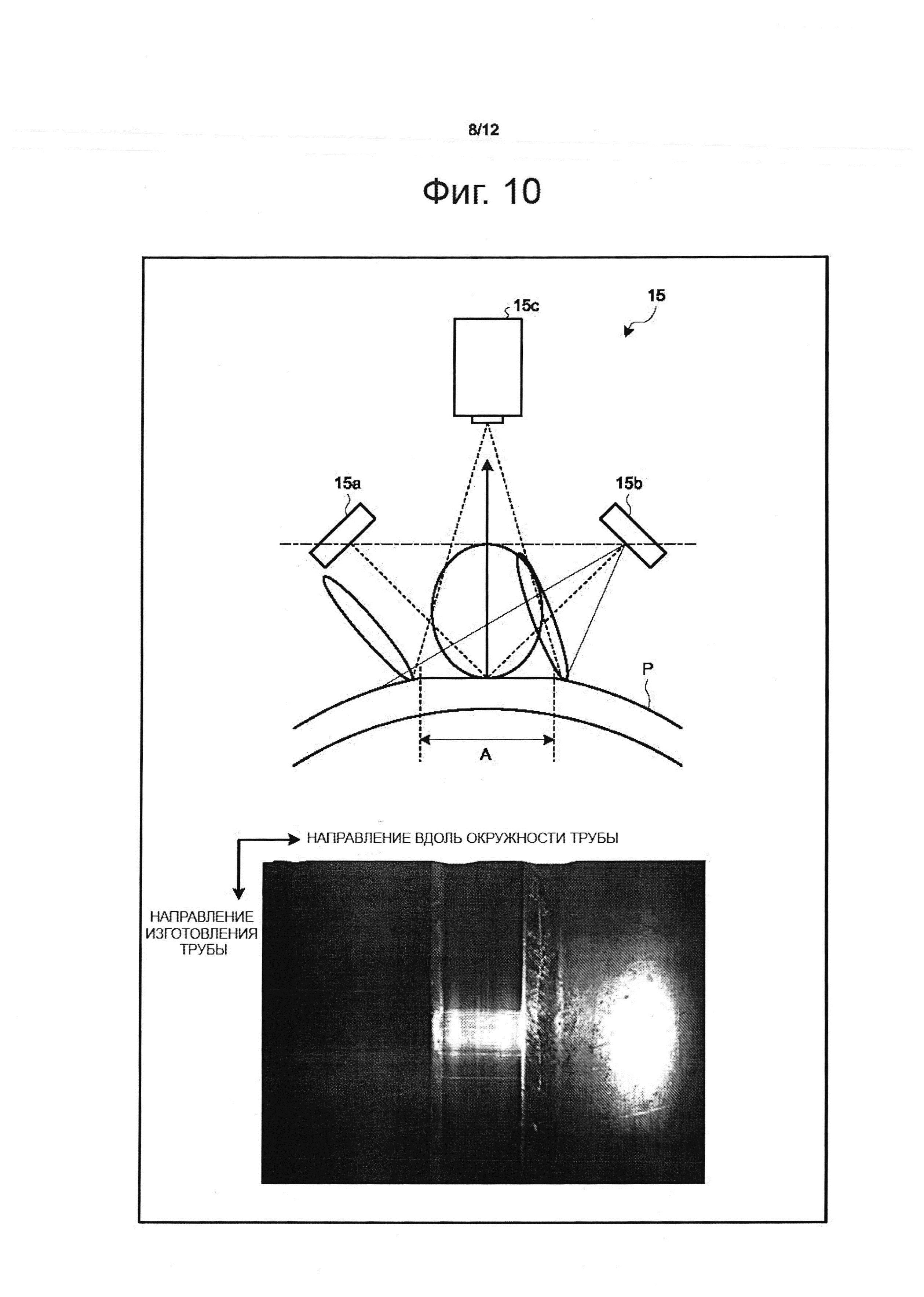
На фиг. 10 показан пример изображения полосы среза наплавленного металла, снятого путем освещения другим источником света.
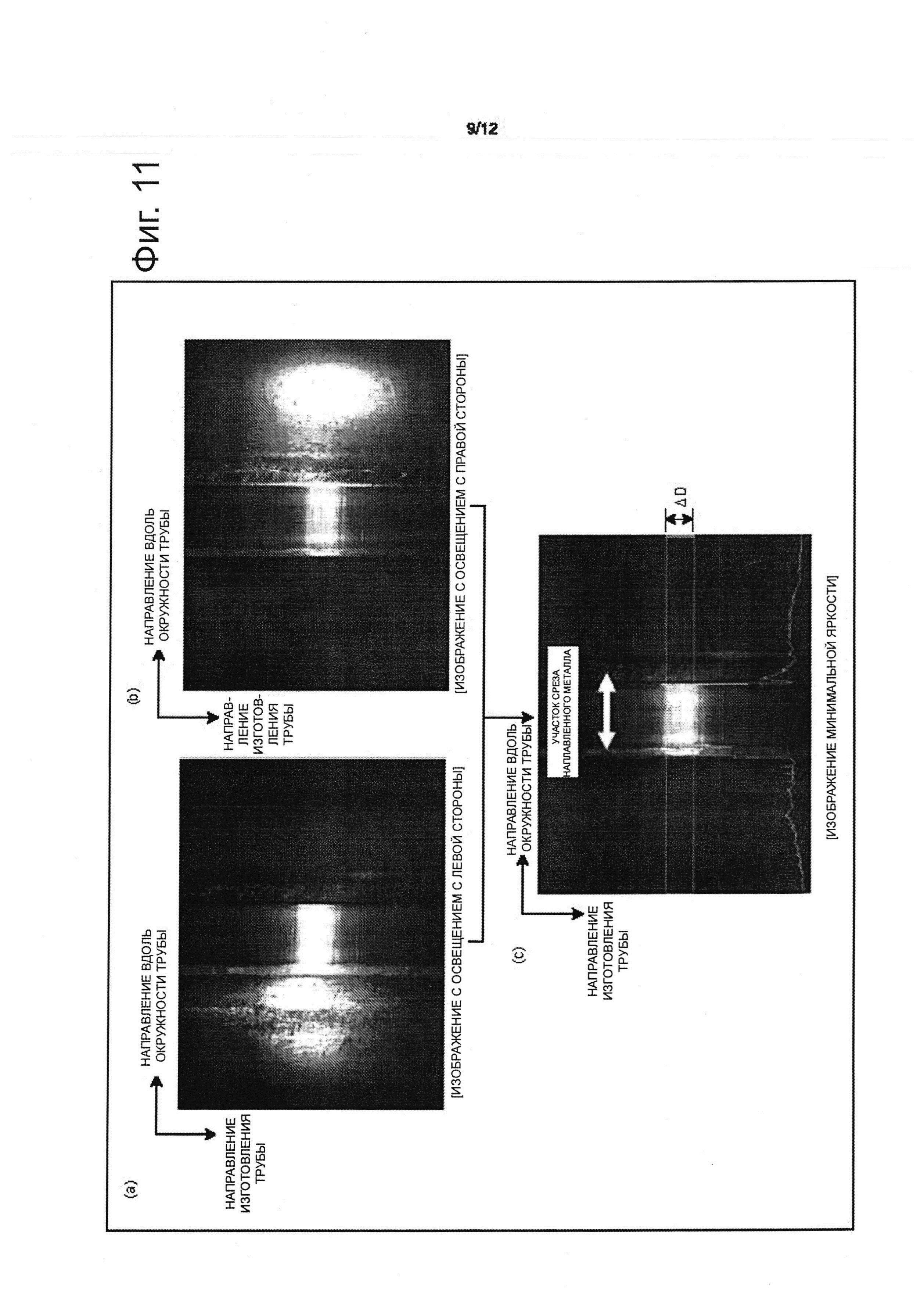
На фиг. 11 показана схема, иллюстрирующая способ выделения полосы среза наплавленного металла посредством расчета минимальной яркости.
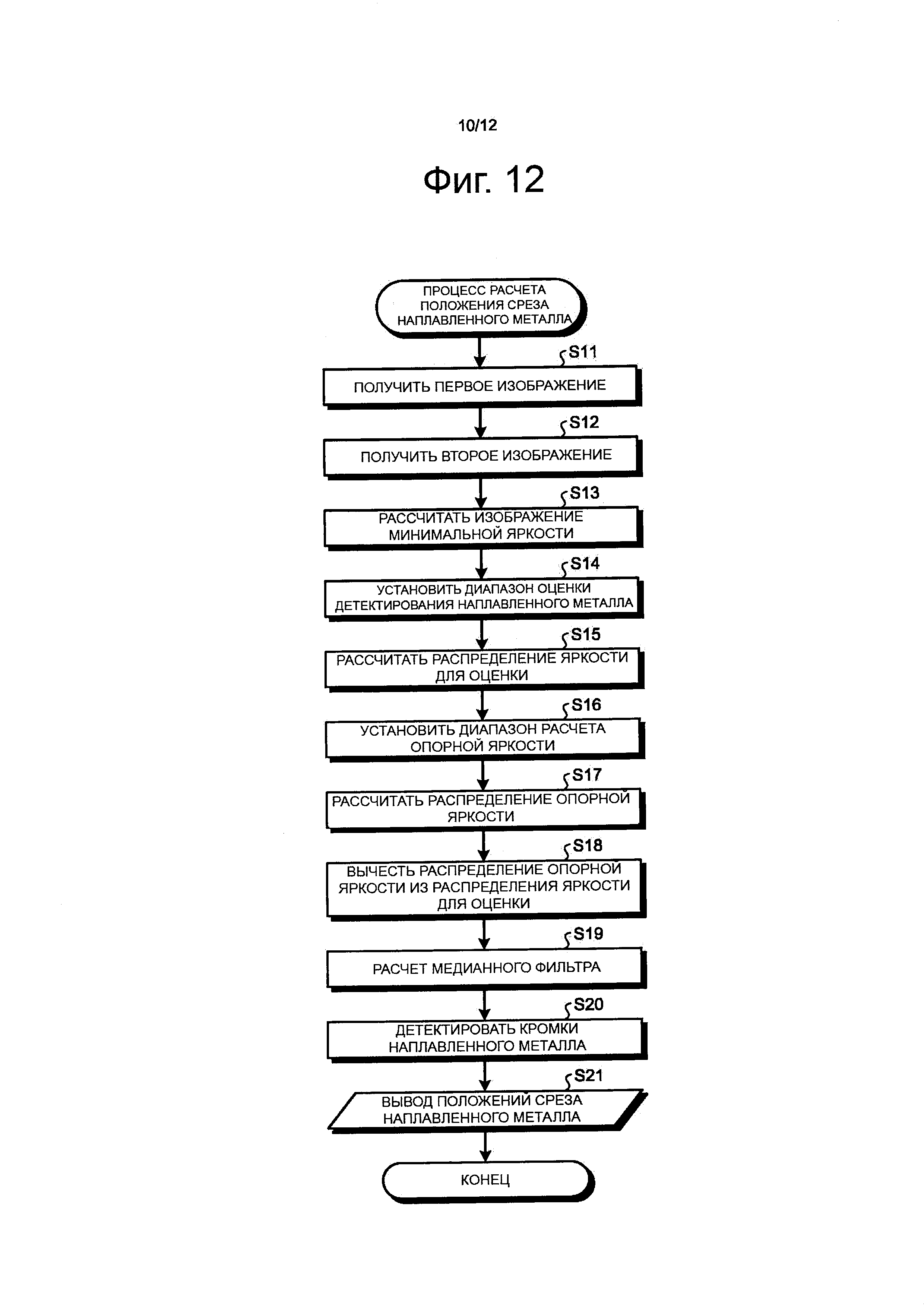
На фиг. 12 показана последовательность операций процесса расчета положения среза наплавленного металла в соответствии с вариантом осуществления настоящего изобретения.
На фиг. 13 показана схема, иллюстрирующая этапы S14-S19, представленные на фиг. 12.
На фиг. 14 показана схема, иллюстрирующая этап S20, представленный на фиг. 12.
Осуществление изобретения
Ниже, со ссылкой на чертежи, будут описаны конфигурация и работа устройства ультразвуковой дефектоскопии, в соответствии с вариантом осуществления настоящего изобретения.
Конфигурация
Вначале, со ссылкой на фиг. 1 и фиг. 2, будет описана конфигурация устройства ультразвуковой дефектоскопии, в соответствии с вариантом осуществления настоящего изобретения.
На фиг. 1 показана схема, иллюстрирующая общую конфигурацию устройства ультразвуковой дефектоскопии, в соответствии с вариантом осуществления настоящего изобретения. На фиг. 2 показана схема, иллюстрирующая конфигурацию модуля детектирования полосы среза наплавленного металла, представленного на фиг. 1.
Как показано на фиг. 1, устройство 1 ультразвуковой дефектоскопии, в соответствии с вариантом осуществления настоящего изобретения, представляет собой устройство, которое выполняет ультразвуковую дефектоскопию для участка сварного шва трубы Р, сваренной электрической контактной сваркой, которая произведена таким образом, что: оба конца, в направлении ширины стального листа S, соединяют друг с другом путем сварки в сварном устройстве 2, стальной лист S формируют в форме трубы с помощью валков R; и участок наплавления металла на сварном участке срезают с помощью устройства 3 для среза наплавленного металла.
Устройство 1 ультразвуковой дефектоскопии, в соответствии с вариантом осуществления настоящего изобретения, включает в себя, в качестве основных компонентов, головку 11 датчика ультразвуковой дефектоскопии, модуль 12 охлаждения шва, модуль 13 детектирования шва, модуль 14 управления отслеживанием шва, модуль 15 детектирования полосы среза наплавленного металла, модуль 16 передачи и приема ультразвука и модуль 17 оценки.
Головка 11 датчика ультразвуковой дефектоскопии включает в себя ультразвуковой зонд для выполнения ультразвуковой дефектоскопии на участке сварного шва трубы Р, сваренной электрической контактной сваркой. Ультразвуковой зонд выполнен с возможностью перемещения в направлении вдоль окружности трубы Р, сваренной электрической контактной сваркой, с помощью модуля 11а привода манипулятора таким образом, что ультразвуковой зонд отслеживает участок сварного шва трубы Р, сваренной электрической контактной сваркой, для обеспечения точной ультразвуковой дефектоскопии на участке сварного шва, другими словами, таким образом, что участок сварного шва постоянно находится в диапазоне чувствительности ультразвукового зонда.
Модуль 12 охлаждения шва представляет собой устройство охлаждения, которое установлено перед головкой 11 датчика ультразвуковой дефектоскопии относительно направления изготовления трубы. Модуль 12 охлаждения шва охлаждает участок сварного шва трубы Р, сваренной электрической контактной сваркой, таким образом, что температура участка сварного шва становится равной или ниже, чем приблизительно 100 градусов в положении установки головки 11 датчика ультразвуковой дефектоскопии. Наиболее эффективный способ охлаждения участка сварного шва представляет собой водяное охлаждение с ламинарным соплом, но может использоваться любой другой способ охлаждения, если при этом температура участка сварного шва в положении установки головки 11 датчика ультразвуковой дефектоскопии становится равной или ниже, чем приблизительно 100 градусов.
Если способ ультразвуковой дефектоскопии, применяемый в головке 11 датчика ультразвуковой дефектоскопии, представляет собой способ ультразвуковой водяной колонны (способ локального погружения) или способ водяной пленки, в котором вода используется в качестве материала для акустического контакта, чем ближе положение головки 11 датчика ультразвуковой дефектоскопии к участку сварного шва трубы Р, сваренной электрической контактной сваркой, тем труднее становится выполнять ультразвуковую дефектоскопию, поскольку вода закипает при воздействии тепла, возникающего после сварки, и передача и прием сигналов ультразвуковой волны затрудняются. Кроме того, головка 11 датчика ультразвуковой дефектоскопии может быть повреждена теплом. Поэтому, в данном варианте модуль 12 охлаждения шва охлаждает участок сварного шва трубы Р, сваренной электрической контактной сваркой, перед головкой 11 датчика ультразвуковой дефектоскопии относительно направления изготовления трубы таким образом, чтобы температура участка сварного шва была равной или ниже, чем приблизительно 100 градусов в положении установки головки 11 датчика ультразвуковой дефектоскопии.
Модуль 13 детектирования шва устанавливают перед модулем 12 охлаждения шва относительно направления изготовления трубы, и детектируют участок сварного шва трубы Р, сваренной электрической контактной сваркой. В данном варианте модуль 13 детектирования шва сформирован из камеры теплового изображения, и детектирует участок сварного шва по распределению температуры трубы Р, сваренной электрической контактной сваркой, используя тепловое изображение, снятое камерой теплового изображения. Положение по высоте камеры для съемки теплового изображения относительно трубы Р, сваренной электрической контактной сваркой, регулируется модулем 13а регулировки положения высоты модуля детектирования шва на основе данных внешнего диаметра трубы Р, сваренной электрической контактной сваркой, передаваемых из базы данных с информацией об операции, так что тепловое изображение может быть снято при постоянно заданном положении фокусирования, в соответствии с внешним диаметром трубы Р, сваренной электрической контактной сваркой.
Для того чтобы обеспечить точное отслеживание головкой 11 датчика ультразвуковой дефектоскопии участка сварного шва, модуль 13 детектирования шва, предпочтительно, установлен в таком положении, которое расположено настолько близко, насколько возможно, к головке 11 датчика ультразвуковой дефектоскопии. Это связано с тем, что, если головка 11 датчика ультразвуковой дефектоскопии и модуль 13 детектирования шва будут расположены на расстоянии друг от друга, головка 11 датчика ультразвуковой дефектоскопии способна точно отслеживать участок сварного шва из-за мешающего влияния, такого как скручивание трубы Р, сваренной электрической контактной сваркой, или влияния, связанного с тем, что сила сдерживания формирующих валков и т.п. постепенно становится слабее, и труба Р, сваренная электрической контактной сваркой, может легко поворачиваться в направлении окружности, когда изготовление трубы достигает нижней части трубы Р, сваренной электрической контактной сваркой.
Однако, как описано выше, когда метод ультразвукового водяного столба или метод водяной пленки применяются в качестве метода ультразвуковой дефектоскопии, существует проблема, связанная с тем, что передача и прием сигналов ультразвуковой волны, затрудняются из-за кипения воды и недолговечности ультразвукового зонда, и, таким образом, модуль 12 охлаждения шва должен быть установлен перед головкой 11 датчика ультразвуковой дефектоскопии относительно направления изготовления трубы. Когда детектируют участок сварного шва по распределению температуры, используя камеру теплового изображения, после того, как труба Р, сваренная электрической контактной сваркой, охлаждается посредством модуля 12 охлаждения шва, поскольку распределение температуры изменяется в результате охлаждения, точное детектирование участка сварного шва становится затруднительным.
Поэтому, в данном варианте, по порядку в направлении изготовления трубы должны быть установлены модуль 13 детектирования шва, модуль 12 охлаждения шва и головка 11 датчика ультразвуковой дефектоскопии и положение установки головки 11 датчика ультразвуковой дефектоскопии, и положение установки модуля 13 детектирования шва, следовательно, разнесены на определенное расстояние друг от друга. Поэтому, в данном варианте, в результате процесса управления отслеживанием шва, описанного ниже, даже при разносе положения установки головки 11 датчика ультразвуковой дефектоскопии и положения установки модуля 13 детектирования шва на определенное расстояние друг от друга, и в случае смещения положения шва трубы Р, сваренной электрической контактной сваркой, в направлении вдоль окружности трубы, головка 11 датчика ультразвуковой дефектоскопии может точно отслеживать участок сварного шва.
В частности, авторы настоящего изобретения заметили, что, когда используется изображение вблизи головки 11 датчика ультразвуковой дефектоскопии, ширина полосы среза наплавленного металла может быть рассчитана по изменению степени излучения между полосой среза наплавленного металла и другим участком, вне полосы среза наплавленного металла, и на основе рассчитанной ширины полосы среза наплавленного металла можно рассчитать положение шва. Авторы изобретения затем разместили модуль 13 детектирования шва перед модулем 12 охлаждения шва относительно направления изготовления трубы, и разместили модуль 15 детектирования полосы среза наплавленного металла, который предназначен для детектирования полосы среза наплавленного металла, непосредственно перед или непосредственно после головки 11 датчика ультразвуковой дефектоскопии, которая расположена после модуля 12 охлаждения шва, относительно направления изготовления трубы.
Модуль 14 управления отслеживанием шва сформирован из устройства обработки информации, такого как компьютер, и функционирует как модуль 14а расчета положения шва, модуль 14b задержки, модуль 14с расчета положения среза наплавленного металла и модуль 14d расчета величины отслеживающего перемещения, используя устройство арифметической обработки, такое как CPU, внутри устройства обработки информации, выполняющего компьютерную программу. Функции этих соответствующих модулей будут описаны ниже.
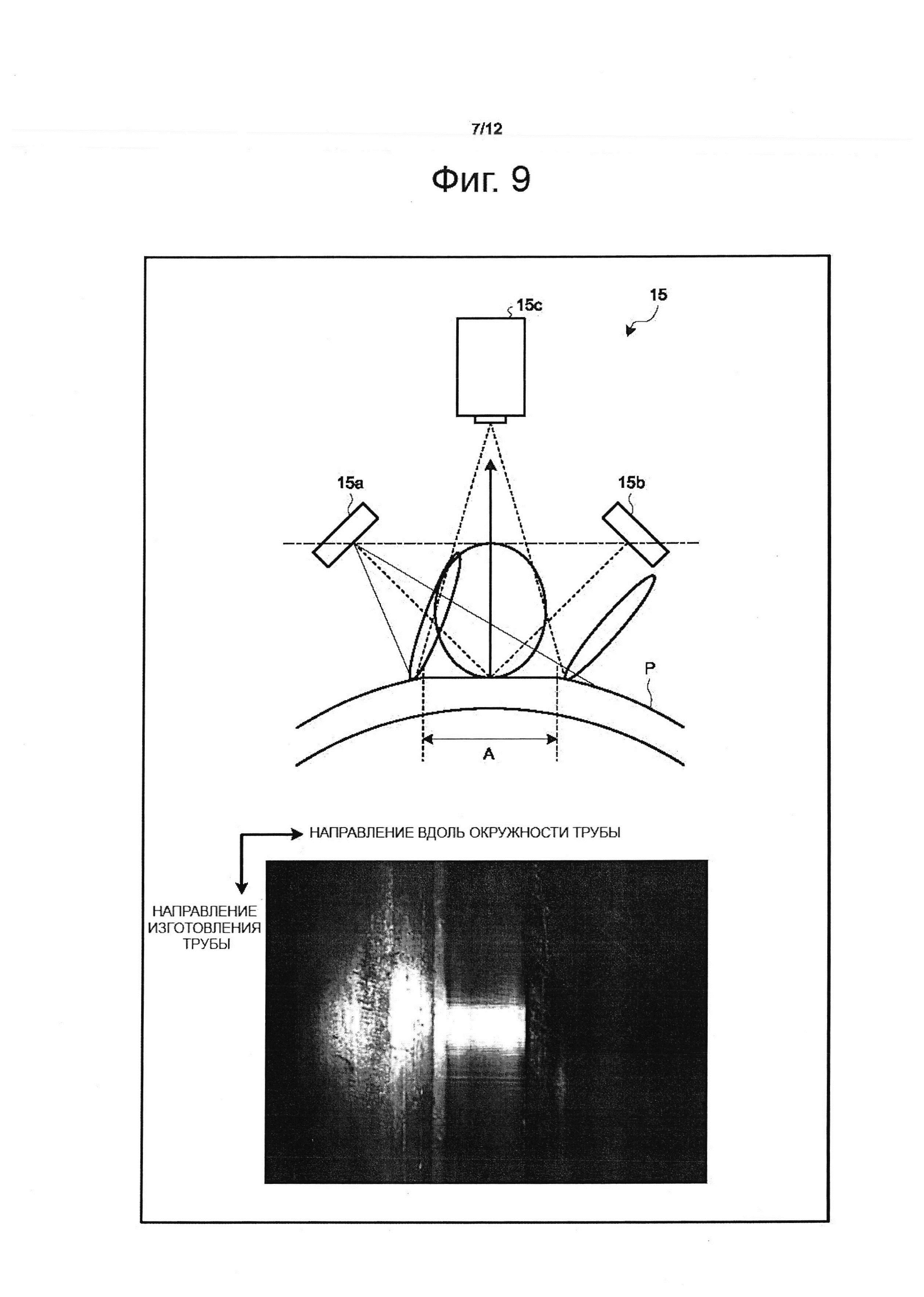
Модуль 15 детектирования полосы среза наплавленного металла представляет собой устройство для детектирования полосы среза наплавленного металла трубы Р, сваренной электрической контактной сваркой, и как представлено на фиг. 2, включает в себя источники 15а и 15b света и модуль 15с детектирования изображения.
Каждый из источников 15а и 15b света сформирован из источника света, такого как LED, и установлены они над участком сварного шва таким образом, что углы падения их света освещения являются углами падения θа и θb соответственно. Источники 15а и 15b света облучают периферийную поверхность трубы Р, сваренной электрической контактной сваркой, светом, при этом периферийная поверхность включает в себя полосу А среза наплавленного металла. В данном варианте источники 15а и 15b света установлены над участком сварного шва таким образом, что оба угла падения света освещения равны 45°.
Модуль 15с детектирования изображения снимает изображения периферийной поверхности трубы Р, сваренной электрической контактной сваркой, причем периферийная поверхность включает в себя полосу А среза наплавленного металла, когда свет освещения поочередно излучается от источника 15а света и источника 15b света, и выводит данные снятых изображений в модуль 14с расчета положения среза наплавленного металла. Благодаря использованию LED в каждом из источников 15а и 15b света, могут быть сняты изображения периферийной поверхности трубы Р, сваренной электрической контактной сваркой, когда источники света, из которых излучается свет освещения, поочередно переключаются с высокой скоростью.
Модуль 15 детектирования полосы среза наплавленного металла может детектировать полосу среза наплавленного металла, используя камеру теплового изображения, аналогично модулю 13 детектирования шва, или может детектировать полосу среза наплавленного металла, используя другой способ, такой как способ измерения формы.
Модуль 16 передачи и приема ультразвука управляет обработкой ультразвуковой дефектоскопии трубы Р, сваренной электрической контактной сваркой, выводя инструкцию для передачи и приема сигналов ультразвуковой волны в ультразвуковой зонд, который содержит головка 11 датчика ультразвуковой дефектоскопии. Модуль 16 передачи и приема ультразвука выводит сигналы ультразвуковой волны (сигналы отраженной ультразвуковой волны), отраженные из участка сварного шва и принимаемые ультразвуковым зондом, в модуль 17 оценки.
После выполнения заданной обработки в отношении отраженных сигналов ультразвуковой волны, выводимых из модуля 16 ультразвуковой передачи и приема, модуль 17 оценки выполняет на основе отраженных сигналов ультразвуковой волны, которые были подвергнуты заданной обработке, оценку качества участка сварного шва трубы Р, сваренной электрической контактной сваркой, в отношении того, присутствует или нет дефект на участке сварного шва. Модуль 17 оценки предоставляет информацию, относящуюся к результату оценки качества участка сварного шва трубы Р, сваренной электрической контактной сваркой, оператору, путем отображения и записи результата оценки качества участка сварного шва для трубы Р, сваренной электрической контактной сваркой.
В устройстве 1 ультразвуковой дефектоскопии, имеющем такую конфигурацию, в результате выполнения управления отслеживанием шва, описанным ниже, модуль 14 управления отслеживанием шва управляет головкой 11 датчика ультразвуковой дефектоскопии так, чтобы детектировать положение шва трубы Р, сваренной электрической контактной сваркой, без использования отраженных волн от мелких частиц оксидов на участке сварного шва, и чтобы отслеживать детектированное положение шва. Ниже, со ссылкой на фиг. 3 - фиг. 8, будет описана работа устройства 1 ультразвуковой дефектоскопии, когда выполняется управление отслеживанием шва.
Управление отслеживанием шва
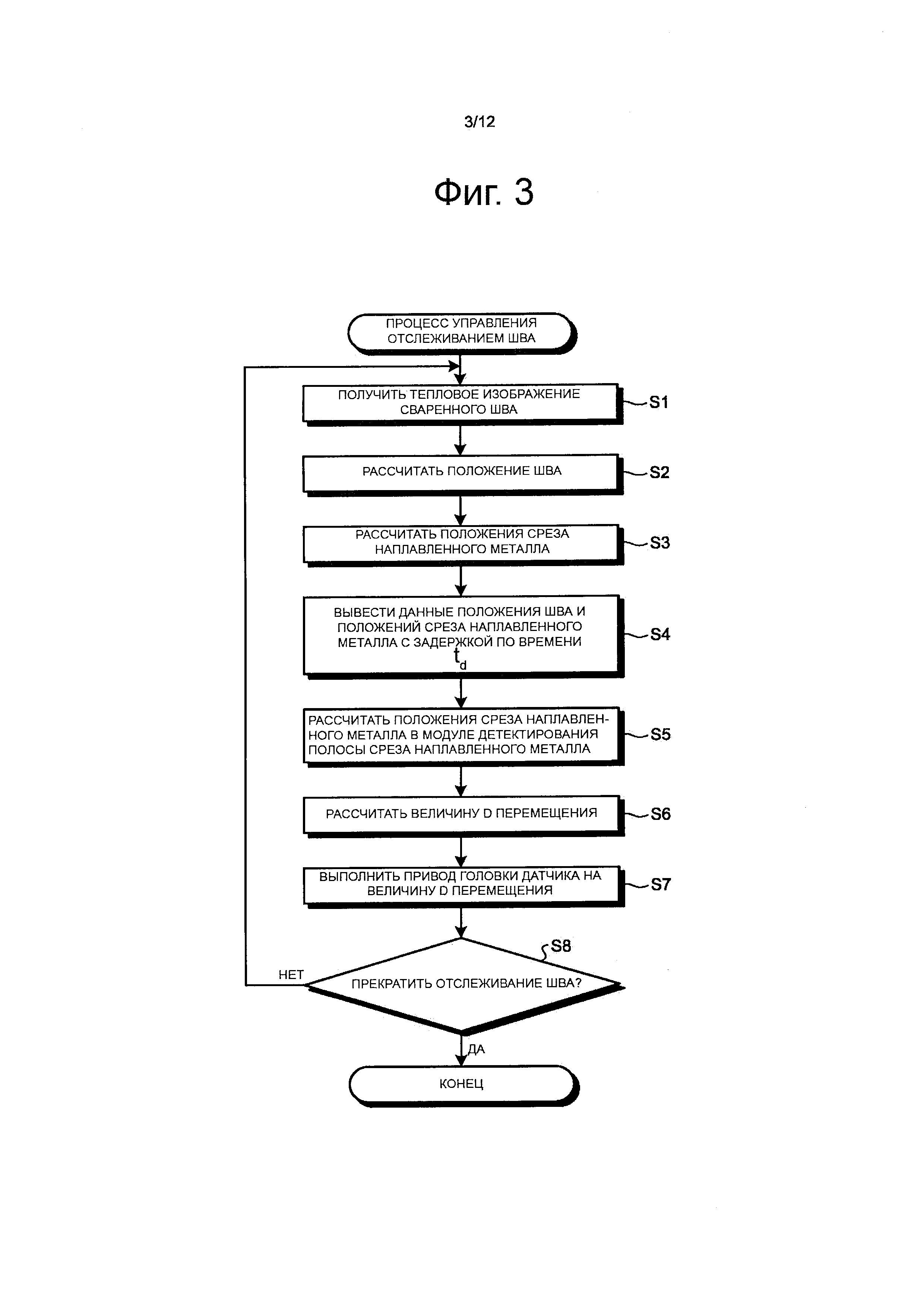
На фиг. 3 показана блок-схема последовательности операций, иллюстрирующая управление отслеживанием шва, в соответствии с вариантом осуществления настоящего изобретения. Блок-схема последовательности операций, представленная на фиг. 3, начинается после ввода инструкции в устройство 1 ультразвуковой дефектоскопии, для выполнения обработки управления отслеживанием шва, и управление отслеживанием шва переходит на этапе S1.
На этапе S1 модуль 13 детектирования шва получает тепловое изображение участка сварного шва трубы Р, сваренной электрической контактной сваркой, и выводит данные сигнала полученного теплового изображения в модуль 14 управления отслеживанием шва. На фиг. 4 показана схема, иллюстрирующая пример теплового изображения участка сварного шва, полученного модулем 13 детектирования шва. Как представлено на фиг. 4, участок сварного шва белого цвета может быть выявлен на центральном участке теплового изображения, белый цвет, обозначает, что участок сварного шва имеет более высокую температуру, чем его периферийные участки. Таким образом, на этапе S1 заканчивается, и управление отслеживанием шва переходит на этапе S2.
На этапе S2 модуль 14а расчета положения шва рассчитывает положение Хс шва трубы Р, сваренной электрической контактной сваркой, используя данные теплового изображения, выводимого из модуля 13 детектирования шва, и выводит данные расчетного положения Хс шва в модуль 14b задержки. Ниже, со ссылкой на фиг. 5 и фиг. 6, будет описан способ расчета положения шва трубы Р, сваренной электрической контактной сваркой. На фиг. 5 представлена схема, иллюстрирующая пример распределения температуры трубы Р, сваренной электрической контактной сваркой, в направлении окружности трубы, и по ее горизонтальной оси, и по вертикальной оси, соответственно, представлено количество пикселей в направлении внешней окружности трубы и температура.
Как показано на фиг. 5, распределение температуры трубы Р, сваренной электрической контактной сваркой, в направлении окружности трубы имеет форму с двумя горбами, участок с низкой температурой рядом с центральным участком участка сварного шва. Таким образом, в данном варианте, как представлено на фиг. 6, модуль 14а расчета положения шва устанавливает пороговое значение θt для распределения температуры трубы Р, сваренной электрической контактной сваркой, в направлении внешней окружности трубы, и рассчитывает координаты по осям X, Ха и Хb для двух положений, где распределение температуры в направлении внешней окружности трубы пересекает пороговое значение θt. Модуль 14а расчета положения шва рассчитывает координату Хс (координату X участка сварного шва в направлении, перпендикулярном осевому направлению трубы Р, сваренной электрической контактной сваркой) средней точки между координатами Ха и Хb двух положений по оси X, используя Уравнение (1), представленное ниже, как положение Хс шва трубы Р, сваренной электрической контактной сваркой, в момент времени, когда положение установки модуля 13 детектирования шва было пройдено.

Пороговое значение θt может представлять собой фиксированное значение, или может представлять собой переменную, такую как значение, получаемое в результате умножения пикового значения распределения температуры в направлении вдоль окружности трубы на заданный коэффициент. Кроме того, поскольку диапазон усреднения распределения температуры представлен на правом конце фиг. 4, средние значения температуры для множества положений трубы Р, сваренной электрической контактной сваркой, в направлении изготовления трубы можно использовать в качестве распределения температуры участка сварного шва в направлении окружности трубы. Путем использования усредненного значения температуры, можно уменьшить отрицательное влияние шумов от сварного устройства 2 или изменение теплового изображения из-за пара, образуемого в модуле 12 охлаждения шва, и точность расчетов для положения шва может быть повышена. Таким образом этап S2 будет закончен, и управление отслеживанием шва переходит к этапу S3.
На этапе S3 модуль 14а расчета положения шва рассчитывает положения среза наплавленного металла (положения концов, в направлении вдоль окружности трубы, полосы среза наплавленного металла) Xm1 и Хm2 трубы Р, сваренной электрической контактной сваркой, используя выходные данные теплового изображения из модуля 13 детектирования шва, и выводит данные рассчитанных положений Xm1 и Хm2 среза наплавленного металла в модуль 14b задержки. В распределении температуры трубы Р, сваренной электрической контактной сваркой, в направлении вдоль окружности трубы, температура понижается рядом с центральным участком участка сварного шва. Кроме того, поскольку полоса среза наплавленного металла в большей или меньшей степени является зеркальной по сравнению с периферийным участком, полоса среза наплавленного металла обладает излучательной способностью инфракрасного излучения, отличающейся от ее периферийных участков. Поэтому, когда распределение температуры участка сварного шва рассчитывают по тепловому изображению, используя инфракрасное излучение, как представлено на фиг. 5, участок углубления генерируется в центре на участке сварного шва. Таким образом, в данном варианте, модуль 14а расчета положения шва рассчитывает положения Xm1 и Xm2 среза наплавленного металла путем выделения из распределения температуры в направлении окружности трубы диапазона, на котором проявляется излучательная способность, связанная с его зеркальным состоянием.
Ниже, со ссылкой на фиг. 7 и фиг. 8, будет, в частности, описан способ расчета положений среза наплавленного металла. Как представлено на фиг. 7, вначале модуль 14а расчета положения шва, используя положение Хс шва, которое рассчитано на этапе S2, рассчитывает положение Хр1, в направлении окружности трубы, в котором температура максимальна в диапазоне, где положение X, в направлении окружности трубы Р, сваренной электрической контактной сваркой, меньше, чем положение Хс шва.
Затем модуль 14а расчета положения шва рассчитывает положение Xm1 среза наплавленного металла, которое представляет собой положение в направлении окружности трубы, где температура максимальна, путем выполнения подгонки кривой в диапазоне нескольких точек перед и после положения Xp1 в направлении окружности трубы. Например, как представлено на фиг. 8, модуль расчета 14а положения шва выделяет температуру в пяти точках перед и после положения Xp1 в направлении окружности трубы, находит приблизительную кривую квадратичной функции, которая может быть подогнана к выделенным значениям температуры в этих пяти точках, используя способ наименьших квадратов, и рассчитывает положение Xm1 среза наплавленного металла, которое представляет собой положение в направлении окружности трубы, где температура, представленная данной приблизительной кривой, является максимальной. Кроме того, с помощью аналогичной процедуры для диапазона, где положение X в направлении окружности трубы больше, чем положение Хс шва, модуль 14а расчета положения шва рассчитывает положение Хp2 в направлении окружности трубы, где температура максимальна; и затем рассчитывает положение Хm2 среза наплавленного металла, которое представляет собой истинное положение направления окружности трубы, где температура максимальна, используя несколько точек перед и после положения Хp2 в направлении окружности трубы. Таким образом этап S3 заканчивается, и управление отслеживанием шва переходит на этап S4.
На этапе S4 модуль 14b задержки рассчитывает время td, требуемое до того момента, когда положение Хс шва и положения Xm1 и Хm2 среза наплавленного металла пройдут положение установки модуля 15 детектирования полосы среза наплавленного металла, используя скорость изготовления трубы, измеряемую модулем 14е детектирования скорости и т.п. Модуль 14b задержки выводит данные о положении Хс шва и о положениях Xm1 и Хm2 среза наплавленного металла со значением задержки по времени td в модуль 14d расчета величины отслеживающего. Таким образом этап S4 заканчивается, и управление отслеживанием шва переходит к этапу S5.
На этапе S5 модуль 14с расчета положения среза наплавленного металла рассчитывает положения Xs1 и Xs2 среза наплавленного металла в положении установки модуля 15 детектирования полосы среза наплавленного металла и выводит данные расчетных положений среза наплавленного металла в модуль 14d расчета величины отслеживающего перемещения. Детали способа расчета положений Xs1 и Xs2 среза наплавленного металла будут описаны ниже. Таким образом этап S5 заканчивается, и управление отслеживанием шва переходит к этапу S6.
На этапе S6 модуль 14d расчета величины отслеживающего перемещения рассчитывает величину D отслеживающего перемещения головки 11 датчика ультразвуковой дефектоскопии. В частности, модуль 14d расчета величины отслеживающего перемещения рассчитывает величину D отслеживающего перемещения головки 11 датчика ультразвуковой дефектоскопии, используя Уравнения (2)-(4), представленные ниже. Таким образом, вначале модуль 14d расчета величины отслеживающего перемещения рассчитывает величину d смещения между центральным положением ширины среза наплавленного металла (Xm1 + Хm2)/2 и тем же положением Хс шва в положении установки модуля 13 детектирования шва, используя Уравнение (2).
Затем модуль 14d расчета величины отслеживающего перемещения рассчитывает положение Xpos шва, которое представляет собой координату, полученную в результате коррекции центрального положения (Xs1 + Хs2)/2 полосы среза наплавленного металла на величину d смещения в положении установки модуля 15 детектирования полосы среза наплавленного металла, используя Уравнение (3). В конечном итоге, модуль 14d расчета величины отслеживающего перемещения рассчитывает величину D отслеживающего перемещения головки 11 датчика ультразвуковой дефектоскопии, которая представляет собой разницу между положением Xpos шва и целевым значением Xd, которое было установлено заранее, используя Уравнение (4). Таким образом завершается этап S6, и управление отслеживанием шва переходит к этапу S7.
На этапе S7 модуль 14 управления отслеживанием шва управляет модулем 11а привода манипулятора, с тем чтобы перемещать головку 11 датчика ультразвуковой дефектоскопии на величину D отслеживающего перемещения, рассчитанную на этапе S6. Таким образом этап S7 заканчивается, и управление отслеживанием шва переходит к этапу S8.
На этапе S8 устройство 1 ультразвуковой дефектоскопии определяет, поступила ли инструкция на остановку управления отслеживанием шва. Если инструкция на остановку управления отслеживанием шва не поступила, устройство 1 ультразвуковой дефектоскопии возвращает управление отслеживанием шва на этап S1. И, наоборот, если инструкция на остановку управления отслеживанием шва поступила, устройство 1 ультразвуковой дефектоскопии заканчивает управление отслеживанием.
Расчет положения среза наплавленного металла
Далее со ссылкой на фиг. 9-14 будет описан упомянутый выше расчет положения среза наплавленного металла на этапе S5.
На фиг. 9 и фиг. 10 показаны схемы, иллюстрирующие примеры изображений полосы среза наплавленного металла, снятых путем освещения светом из источников 15а и 15b света соответственно. Изображения, представленные на фиг. 9 и фиг. 10, представляют собой изображения, полученные путем формирования изображения одной и той же полосы среза наплавленного металла.
Обычно полосы среза наплавленного металла имеют металлический блеск, и тонкие линии в направлении изготовления трубы, сваренной электрической контактной сваркой, являются непрерывными на полосах среза наплавленного металла. Поэтому, как показано на фиг. 9 и фиг. 10, отраженный свет генерируется в полосе среза наплавленного металла, причем отраженный свет имеет высокую диффузионная способность в отношении освещения, поступающего из направления вдоль окружности этой трубы, сваренной электрической контактной сваркой. И, наоборот, в отличие от полосы среза наплавленного металла, участок основной поверхности трубы, сваренной электрической контактной сваркой, не имеет ни зеркальной поверхности, ни тонких линий. Поэтому на участке основной поверхности трубы, сваренной электрической контактной сваркой, количество отраженного света существенно уменьшается, по мере увеличения смещения от места с зеркальным отражением.
Поэтому, в результате расчета минимальной яркости для этих двух изображений, снятых, когда выполняют освещение трубы отдельно слева и справа, то есть светом от источника 15а света и источника 15b света, именно участок с высокой яркостью, как в отношении отражательной способности, так и в отношении диффузионной способности может быть выделен в качестве полосы среза наплавленного металла. Ниже, со ссылкой на фиг. 11, будет описан способ выделения полосы среза наплавленного металла, используя расчет минимальной яркости.
На фиг. 11 показана схема, иллюстрирующая способ выделения полосы среза наплавленного металла, используя расчет минимальной яркости. Как представлено на фиг. 11, в этом способе выделения, для изображения, снятого, когда выполняется освещение светом от источника 15а света (фиг. 11 (а)), и изображения, снятого, когда выполняется освещение светом из источника 15b света (фиг. 11 (b)), получают изображение с минимальной яркостью (фиг. 11 (с)) путем сравнения друг с другом соответствующих значений яркости в соответствующих положениях пикселей и сохраняя минимальные значения яркости. В результате выполнения расчетов с минимальной яркостью, рассеянный отраженный свет из положений, не входящих в полосу среза наплавленного металла, «уходит», и может быть выделено только изображение полосы среза наплавленного металла.
Далее со ссылкой на фиг. 12 будет описан способ расчета положения среза наплавленного металла, используя изображение с минимальной яркостью. На фиг. 12 показана блок-схема последовательности операций, иллюстрирующая расчет положения среза наплавленного металла, в соответствии с вариантом осуществления настоящего изобретения. Блок-схема последовательности операций, показанная на фиг. 12, начинается, когда завершается описанная выше процедура на этапе S4, и расчет положения среза наплавленного металла переходит к этапу S11.
На этапе S11 модуль 14с расчета положения среза наплавленного металла получает первое изображение из модуля 15с детектирования изображения, управляющего источником 15а света, для того чтобы облучать участок сварного шва светом освещения от источника 15а света. Таким образом этап S11 заканчивается, и расчет положения среза наплавленного металла переходит к этапу S12.
На этапе S12 модуль 14с расчета положения среза наплавленного металла получает второе изображение из модуля 15с детектирования изображения, путем управления источником 15b света для облучения участка сварного шва светом освещения из источника 15b света. Таким образом этап S12 заканчивается, и расчет положения среза наплавленного металла переходит к этапу S13.
На этапе S13 модуль 14с расчета положения среза наплавленного металла рассчитывает изображение с минимальной яркостью, используя первое изображение, полученное на этапе S11, и второе изображение, полученное на этапе S12. Таким образом этап S13 заканчивается, и расчет положения среза наплавленного металла переходит к этапу S14.
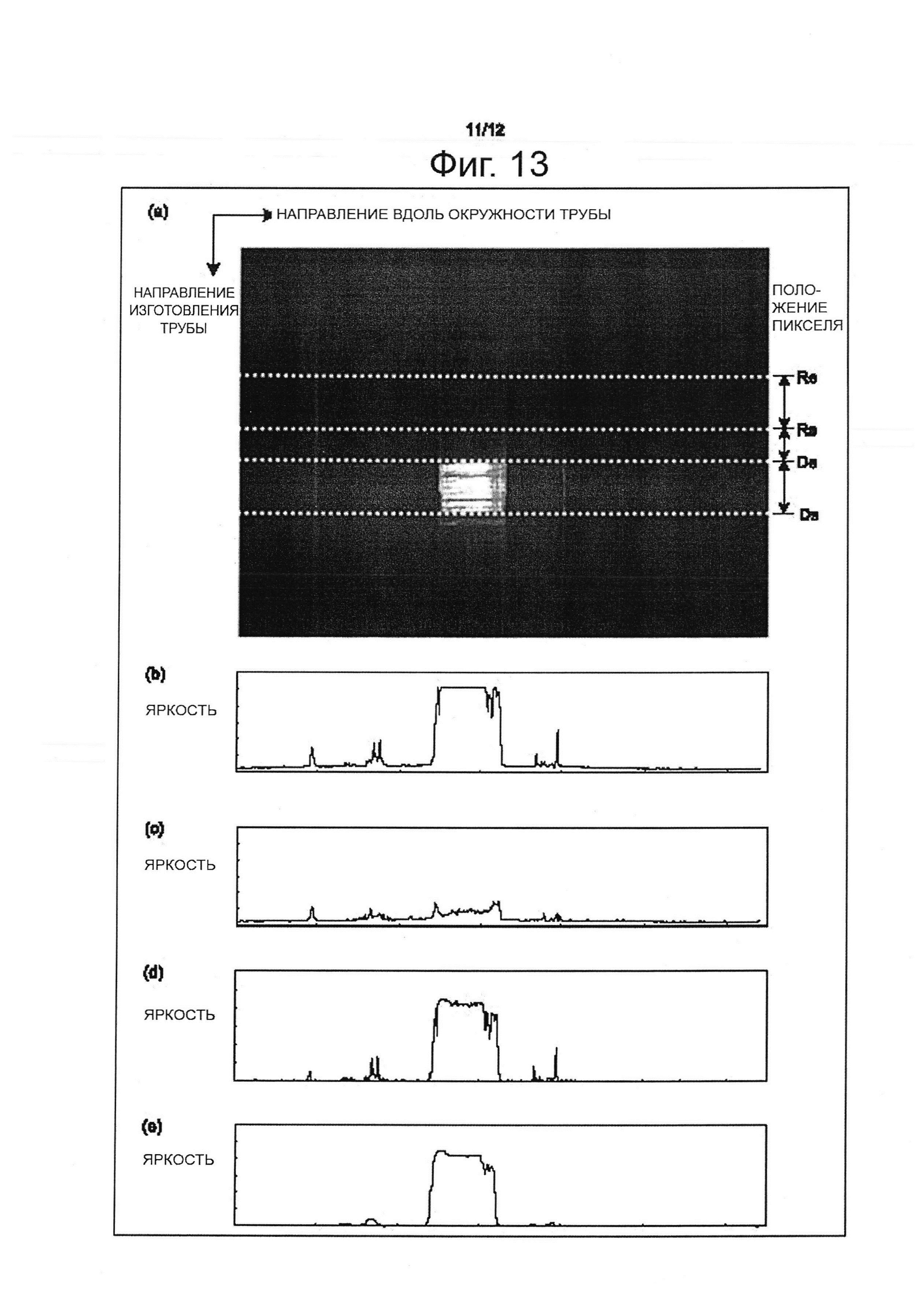
На этапе S14 модуль 14с расчета положения среза наплавленного металла устанавливает оценочный диапазон детектирования наплавленного металла в изображении с минимальной яркостью для расчета положения среза наплавленного металла. В частности, модуль 14с расчета положения среза наплавленного металла рассчитывает график, который представляет собой результат расчета значения максимальной яркости в направлении окружности трубы относительно направления изготовления трубы в изображении с минимальной яркостью, и устанавливает диапазон в направлении изготовления трубы, где график превышает пороговое значение, которое представляет диапазон, где получено ясное изображение полосы среза наплавленного металла, то есть, оценочный диапазон детектирования наплавленного металла (например, диапазон между положениями De и Ds в изображении, представленном на фиг. 13 (а)). На этом этап S14 заканчивается, и расчет положения среза наплавленного металла переходит к этапу S15.
На этапе S15 модуль 14с расчета положения среза наплавленного металла рассчитывает распределение яркости, которое представляет собой результат расчета максимального значения яркости в направлении изготовления трубы, в качестве оценочного распределения яркости (см. фиг. 13 (b)), относительно направления окружности трубы, в оценочном диапазоне детектирования наплавленного металла, установленном на этапе S14. На этом этап S15 заканчивается, и расчет положения среза наплавленного металла переходит к этапу S16.
На этапе S16 модуль 14с расчета положения среза наплавленного металла устанавливает диапазон опорной яркости (например, диапазон между положениями пикселей от Re до Rs, представленными на фиг. 13 (а)) в положении, которое произвольно установлено заранее в направлении изготовления трубы, в качестве оценочного диапазона детектирования наплавленного металла, установленного на этапе S14. После такой установки модуль 14с расчета положения среза наплавленного металла устанавливает диапазон опорной яркости таким образом, чтобы диапазон опорной яркости и оценочный диапазон детектирования наплавленного металла не накладывались друг на друга. В частности, модуль 14с расчета положения среза наплавленного металла устанавливает заранее расстояние в пикселях между опорным диапазоном яркости и оценочным диапазоном детектирования наплавленного металла (например, расстояние в пикселях между положением Rs пикселя и положением De пикселя, представленными на фиг. 13 (а)) и расстояние в пикселях диапазона опорной яркости (например, расстояние в пикселях между положением Re пикселя и положением Rs пикселя, представленными на фиг. 13 (а)). Когда оценочный диапазон детектирования наплавленного металла устанавливается модулем 14с расчета положения среза наплавленного металла посредством этапа S14, модуль 14с расчета положения среза наплавленного металла автоматически устанавливает, на основе оценочного диапазона детектирования наплавленного металла, диапазон опорной яркости. Модуль 14с расчета положения среза наплавленного металла может отображать изображение с минимальной яркостью и установленный оценочный диапазон детектирования наплавленного металла для оператора, и оператор может вручную произвольно устанавливать диапазон опорной яркости, чтобы он не накладывался на оценочный диапазон детектирования наплавленного металла. Таким образом этап S16 заканчивается, и расчет положения среза наплавленного металла переходит к этапу S17.
На этапе S17 модуль 14с расчета положения среза наплавленного металла рассчитывает распределение яркости (см. фиг. 13 (с)), которое представляет собой результат расчета максимального значения яркости в направлении изготовления трубы, относительно направления окружности трубы, в диапазоне опорной яркости, установленном на этапе S16. На этом этап S17 заканчивается, и расчет положения среза наплавленного металла переходит к этапу S18.
На этапе S18 модуль 14с расчета положения среза наплавленного металла рассчитывает распределение яркости (см. фиг. 13 (d)), которое представляет собой результат вычитания распределения опорной яркости, рассчитанного на этапе S17, из оценочного распределения яркости, рассчитанного на этапе S15. Таким образом этап S18 заканчивается, и расчета среза наплавленного металла переходит к этапу S19.
На этапе S19 модуль 14с расчета положения среза наплавленного металла выполняет расчет медианного фильтра в отношении распределения яркости, рассчитанного на этапе S18 (см. фиг. 13 (е)). В изображении, полученном с помощью расчета минимальной яркости, полоса среза наплавленного металла является более яркой, чем ее периферийные участки, но поскольку уровень яркости вокруг полосы среза наплавленного металла не обязательно является однородным, место среза наплавленного металла невозможно просто идентифицировать. Таким образом, в данном варианте осуществления изобретения, распределение яркости периферийного участка полосы среза наплавленного металла корректируется на этапах S15 - S19. На этом этап S19 заканчивается, и обработка расчета положения среза наплавленного металла переходит к этапу S20.
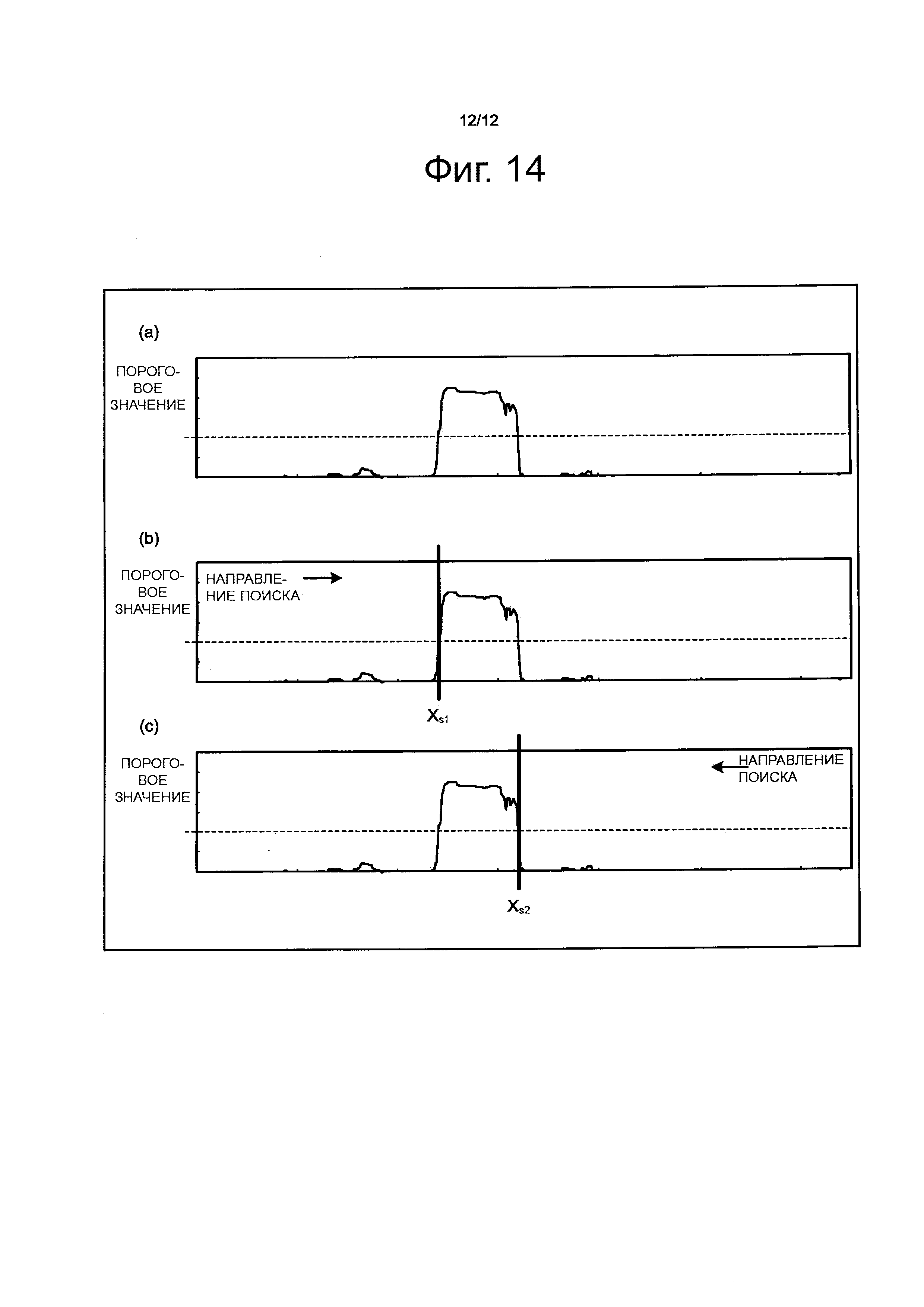
На этапе S20 модуль 14с расчета положения среза наплавленного металла рассчитывает, как представлено на фиг. 14, положения концов полосы среза наплавленного металла в направлении ширины, то есть, положения Xs1 и Xs2 (кромки среза наплавленного металла), которые представляют собой положения, где скорректированное распределение яркости превышает заданное пороговое значение. Путем использования значения, полученного, как результат умножения максимального значения яркости на заданный коэффициент, в качестве заданного порогового значения, используемого, когда рассчитывают положения концов, в направлении ширины, полосы среза наплавленного металла, можно обрабатывать вариации яркости в полосе среза наплавленного металла. Таким образом заканчивается этап S20, и расчет положения среза наплавленного металла переходит к этапу S21.
На этапе S21 модуль 14с расчета положения среза наплавленного металла выводит данные положений Xs1 и Xs2 среза наплавленного металла, рассчитанные на этапе S20, в модуль 14d расчета величины отслеживающего перемещения. Таким образом этап S21 завершается, и расчет положения среза наплавленного металла окончен.
Как раскрыто в представленном выше описании, устройство 1 ультразвуковой дефектоскопии, в соответствии с вариантом осуществления настоящего изобретения, включает в себя модуль 13 детектирования шва, который снимает тепловое изображение участка сварного шва трубы Р, сваренной электрической контактной сваркой; головку 11 датчика ультразвуковой дефектоскопии, которая установлена в модуле 13 детектирования шва в направлении изготовления трубы, и которая имеет ультразвуковой зонд для выполнения ультразвуковой дефектоскопии на участке сварного шва; модуль 14а расчета положения шва, который рассчитывает положение шва и положение среза наплавленного металла трубы Р, сваренной электрической контактной сваркой, путем использования теплового изображения участка сварного шва, снятого модулем 13 детектирования шва; модуль 15 детектирования полосы среза наплавленного металла, который установлен непосредственно перед или непосредственно после положения установки головки 11 датчика ультразвуковой дефектоскопии и который детектирует полосу среза наплавленного металла трубы Р, сваренной электрической контактной сваркой; модуль 14с расчета положения среза наплавленного металла, который рассчитывает, на основе полосы среза наплавленного металла, детектируемой модулем 15 детектирования полосы среза наплавленного металла, положение среза наплавленного металла трубы Р, сваренной электрической контактной сваркой; модуль 14d расчета величины отслеживающего перемещения, который рассчитывает величину отслеживающего перемещения головки 11 датчика ультразвуковой дефектоскопии, используя положение шва и положение среза наплавленного металла, рассчитанные модулем 14а расчета положения шва, и положение среза наплавленного металла, рассчитанное модулем 14с расчета положения среза наплавленного металла; и модуль 11а привода манипулятора, который перемещает головку 11 датчика ультразвуковой дефектоскопии для отслеживания участка сварного шва трубы Р, сваренной электрической контактной сваркой, в соответствии с величиной отслеживающего перемещения, рассчитанной модулем 14d расчета величины отслеживающего перемещения. Таким образом, не основываясь на отраженных волнах от мелких частиц оксидов, присутствующих на участке сварного шва, положение шва можно точно детектировать, и можно точно выполнить дефектоскопию на участке сварного шва.
Вариант осуществления изобретения был описан выше, но настоящее изобретение не ограничено описанием и чертежами, формирующими часть раскрытия настоящего изобретения в данном варианте осуществления. Любые другие варианты осуществления изобретения, примеры, технологии операций и т.п., воплощенные специалистами в данной области техники и т.п., на основе указанного варианта, все включены в объем настоящего изобретения.
Промышленная применимость
В соответствии с настоящим изобретением, устройство ультразвуковой дефектоскопии и способ ультразвуковой дефектоскопии могут быть осуществлены, они обеспечивают возможность точного детектирования положения шва и точного детектирования дефектов на участке сварного шва, не основываясь на отраженных сигналах ультразвуковой волны от мелких оксидов, присутствующих на участке сварного шва.
Список номеров ссылочных позиций
1. Устройство ультразвуковой дефектоскопии
2. Сварочное устройство
3. Устройство для среза наплавленного металла
11. Головка датчика ультразвуковой дефектоскопии
11а. Модуль привода манипулятора
12. Модуль охлаждения шва
13. Модуль детектирования шва
13а. Модуль детектирования шва, модуль регулировки положения по высоте
14. Модуль управления отслеживанием шва
14а. Модуль расчета положения шва
14b. Модуль задержки
14с. Модуль расчета положения среза наплавленного металла
14d. Модуль расчета величины отслеживающего перемещения
14е. Модуль детектирования скорости
15. Модуль детектирования изображения полосы среза наплавленного металла
15а, 15b. Источник света
15с. Модуль детектирования изображения
16. Модуль передачи и приема ультразвука
17. Модуль оценки
Р. Труба, сваренная электрической контактной сваркой
R. Валок
S. Стальная пластина
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Способ и устройство для получения изображения зоны сварки
Способ изготовления стальной трубы лазерной сваркой
Теплоизолированная многослойная труба для передачи электроэнергии в условиях сверхпроводимости и способ ее укладки
Теплоизолированная многослойная труба для передачи электроэнергии в условиях сверхпроводимости
Теплоизолированная многостенная труба для сверхпроводящей системы передачи энергии

