Результат интеллектуальной деятельности: СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ДЛЯ ЭЛЕМЕНТА В КУЗОВЕ ТРАНСПОРТНОГО СРЕДСТВА
Вид РИД
Изобретение
[Область техники изобретения]
[0001]
Настоящее изобретение относится к соединительной конструкции для элемента в кузове транспортного средства.
[Предшествующий уровень техники]
[0002]
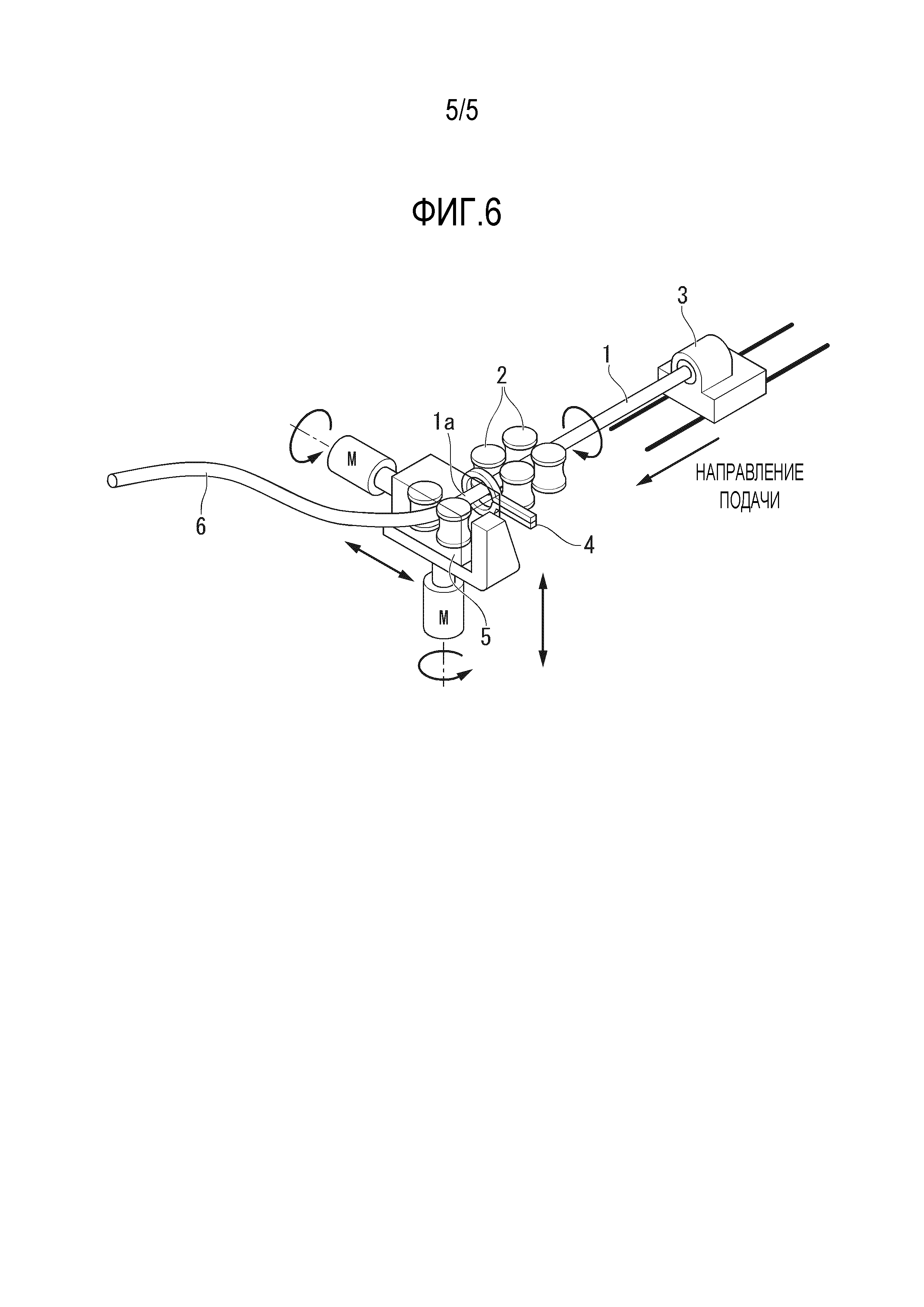
ФИГ. 6 - чертеж, показывающий трехмерную горячую гибку и закалку (3DQ), раскрытую в Патентных документах 1 и 2 настоящим Заявителем.
[0003]
В трехмерной горячей гибке и закалке, как показано на ФИГ. 6, поддерживаемый посредством поддерживающих валков 2 и подаваемый посредством подающего устройства 3 в осевом направлении длинный стальной материал 1 быстро нагревается до температуры Ac3 или более высокой посредством высокочастотной индукционной катушки 4, чтобы частично образовать высокотемпературный участок 1a, и непосредственно после этого он быстро охлаждается посредством устройства водяного охлаждения (не показано).
[0004]
Соответственно, в стальном материале 1 образуется сверхвысокопрочный участок, который был закален во время перемещения в продольном направлении. Кроме того, посредством двумерного или трехмерного смещения выполненной с возможностью перемещения роликовой волоки 5, которая подает и поддерживает стальной материал 1 в ортогональной системе координат, изгибающий момент или срезающее усилие сообщается высокотемпературному участку 1a вышеописанного стального материала 1, и таким образом образуется изогнутый участок. Посредством быстрого охлаждения изогнутого высокотемпературного участка 1a, изогнутый элемент 6, имеющий закаленный изогнутый участок, изготавливается посредством трехмерной горячей гибки и закалки.
[0005]
Настоящий Заявитель в Патентном документе 3 раскрывает, то что несущий элемент или передняя стойка кузова транспортного средства изготавливается посредством трехмерной горячей гибки и закалки.
[0006]
Стальной конструктивный элемент кузова транспортного средства соединен с другим элементом (другим конструктивным элементом или деталью панели) главным образом посредством сварки, такой как точечная сварка, дуговая сварка или лазерная сварка. Прочность на разрыв закаленного участка конструктивного элемента, изготовленного посредством трехмерной горячей гибки и закалки, достигает более 1 470 МПа. Следовательно, в случае, когда этот конструктивный элемент приваривается к другому элементу на закаленном участке, возникает явление (так называемое размягчение зоны термического влияния (HAZ)), в котором мартенсит отжигается и таким образом твердость уменьшается. В случае, когда конструктивный элемент, в котором возникло размягчение HAZ, подвергается ударной нагрузке, конструктивный элемент разрушается, причем начальной точкой служит участок с размягченной HAZ. Следовательно, отличные амортизационные характеристики, которые конструктивный элемент имел изначально, недостаточно проявляются.
[0007]
В качестве оценки этого считают, что участок (в этом описании называемый ʺучасток основного материалаʺ), имеющий практически такую же прочность на разрыв, что и основной материал, образуется посредством частичного регулирования скорости охлаждения высокотемпературного участка 1a или посредством невыполнения нагрева при трехмерной горячей гибке и закалке, без выполнения частичной закалки на части конструктивного элемента, которая изготавливается посредством трехмерной горячей гибки и закалки. Размягчение HAZ предотвращается посредством приваривания участка основного материала конструктивного элемента, изготовленного посредством трехмерной горячей гибки и закалки, к другому элементу.
[0008]
В этом случае часть конструктивного элемента снабжена участком основного материала вместе с закаленным участком, и таким образом имеется проблема в том, что характеристика сопротивления при нагрузке конструктивного элемента может быть снижена.
[Документ предшествующего уровня техники]
[Патентные документы]
[0009]
[Патентный документ 1] Японский патент № 4825019
[Патентный документ 2] Японская нерассмотренная патентная заявка, Первая публикация № 2012-25335
[Патентный документ 3] PCT/JP/2008/056371
[Описание изобретения]
[Проблемы, подлежащие решению посредством изобретения]
[0010]
До этого не была известна соединительная конструкция для элемента в кузове транспортного средства, выполненная с возможностью подавления снижения амортизационной характеристики, связанного с размягчением HAZ из-за сварки, без уменьшения характеристики сопротивления при нагрузке конструктивного элемента кузова транспортного средства, имеющего закаленный участок с прочностью на разрыв 1 470 МПа или более.
[Средство решения проблемы]
[0011]
Изобретение состоит в следующем.
(1) Соединительная конструкция элемента в кузове транспортного средства, включающая в себя: первый элемент, который выполнен из стали, имеет замкнутое полое сечение, который не имеет продолжающегося наружу фланца, продолжается в одном направлении и снабжен закаленным участком, имеющим прочность на разрыв 1 470 МПа или более, участок основного материала, имеющий прочность на разрыв менее 700 МПа, и переходный участок между закаленным участком и участком основного материала, в котором прочность на разрыв постепенно изменяется от прочности на разрыв закаленного участка до прочности на разрыв участка основного материала; и второй элемент, который выполнен из стали и частично перекрывает внешнюю поверхность первого элемента посредством участка перекрытия, в которой первый элемент и второй элементы приварены друг к другу на участке перекрытия, участок перекрытия существует над участком основного материала от закаленного участка первого элемента через переходный участок, и сварной участок, образованный сваркой, существует на переходном участке или участке основного материала в первом элементе.
(2) Соединительная конструкция для элемента в кузове транспортного средства по (1), в которой отношение (X/L) длины X (мм) к длине L (мм) составляет 0,25 или более, причем длина X (мм) является длиной от концевого участка второго элемента на стороне, обращенной к закаленному участку первого элемента, до концевого участка закаленного участка первого элемента в одном направлении, причем длина L (мм) является длиной от концевого участка сварного участка на стороне, обращенной к закаленному участку первого элемента, до концевого участка второго элемента на стороне, обращенной к закаленному участку первого элемента.
[0012]
Длина X обозначена координатами к одному направлению в качестве начального положения концевого участка второго элемента на стороне, обращенной к закаленному участку первого элемента.
(3) Соединительная конструкция для элемента в кузове транспортного средства по (1) или (2), в которой сварной участок является участком, приваренным посредством дуговой сварки, лазерной сварки или контактной точечной сварки.
(4) Соединительная конструкция для элемента в кузове транспортного средства по любому одному из (1)-(3), в которой первый элемент имеет прямоугольную форму сечения, и второй элемент образован из третьего элемента, имеющего корытообразное сечение, перекрывающее три стороны первого элемента, и четвертого элемента, соединенного для перекрытия двух фланцев третьего элемента и перекрывающего оставшуюся одну сторону первого элемента.
(5) Соединительная конструкция для элемента в кузове транспортного средства согласно любому из (1)-(4), в которой второй элемент имеет соединительное отверстие, которое является рабочим отверстием для случая, когда образован сварной участок.
(6) Соединительная конструкция для элемента в кузове транспортного средства по любому из (1)-(5), в которой первый элемент изготовлен посредством трехмерной горячей гибки и закалки.
[Эффекты изобретения]
[0013]
Применяя соединительную конструкцию для элемента в кузове транспортного средства согласно изобретению, например, к соединительному участку между передней стойкой и брусом боковины, соединительному участку между передней стойкой и продольным брусом крыши, дверной балкой и ее крепежным участком, или подобным, возможно исключить снижение амортизационной характеристики, связанное с размягчением HAZ посредством сварки, без уменьшения характеристики сопротивления при нагрузке конструктивного элемента кузова транспортного средства, имеющего закаленный участок с прочностью на разрыв 1 470 МПа или более.
[Краткое описание чертежей]
[0014]
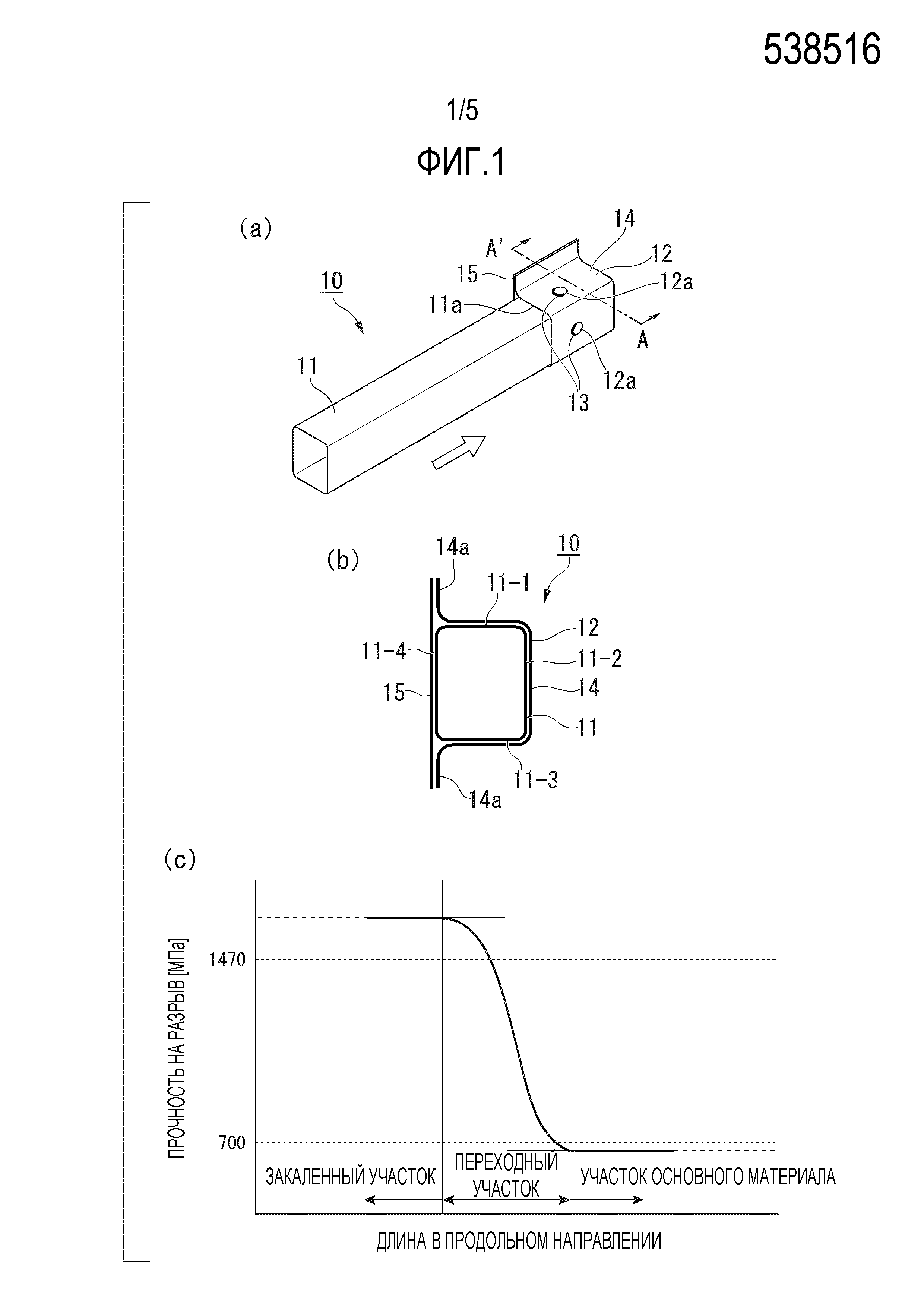
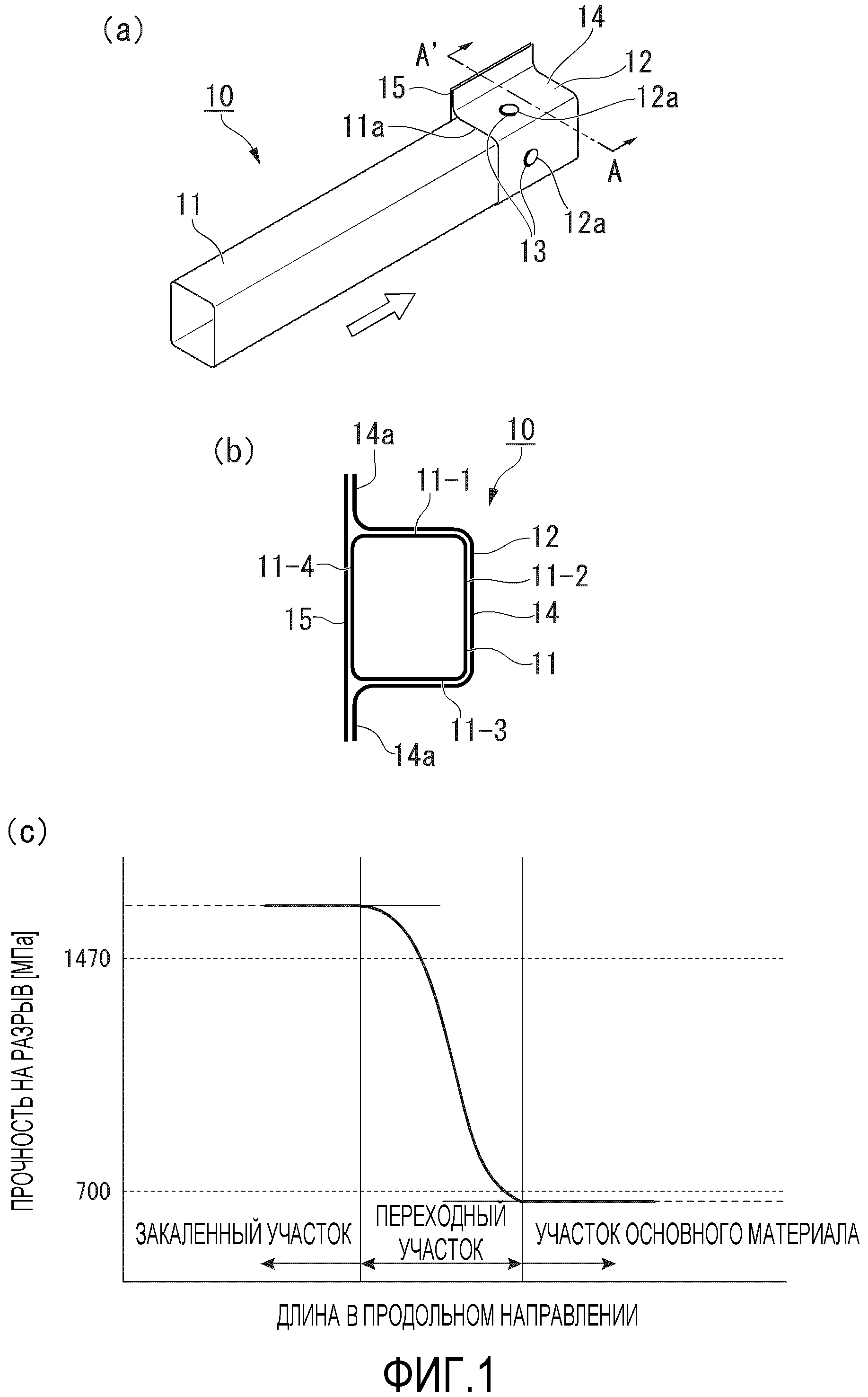
ФИГ. 1 - изображения, показывающие соединительную конструкцию для элемента в кузове транспортного средства согласно изобретению. ФИГ. 1A - вид в перспективе, ФИГ. 1B - вид в сечении по линии A-Aʹ на ФИГ. 1A, и ФИГ. 1C - график, показывающий прочность на разрыв закаленного участка, переходного участка и участка основного материала первого элемента.
ФИГ. 2 - изображение, показывающее условия анализа методом конечных элементов (FEM), выполненного изобретателями на сварном соединении для кузова транспортного средства, имеющего конструкцию, показанную на ФИГ. 1A и 1B.
ФИГ. 3 - изображение, совместно показывающее проанализированные случаи (Базовый и Случаи A-F).
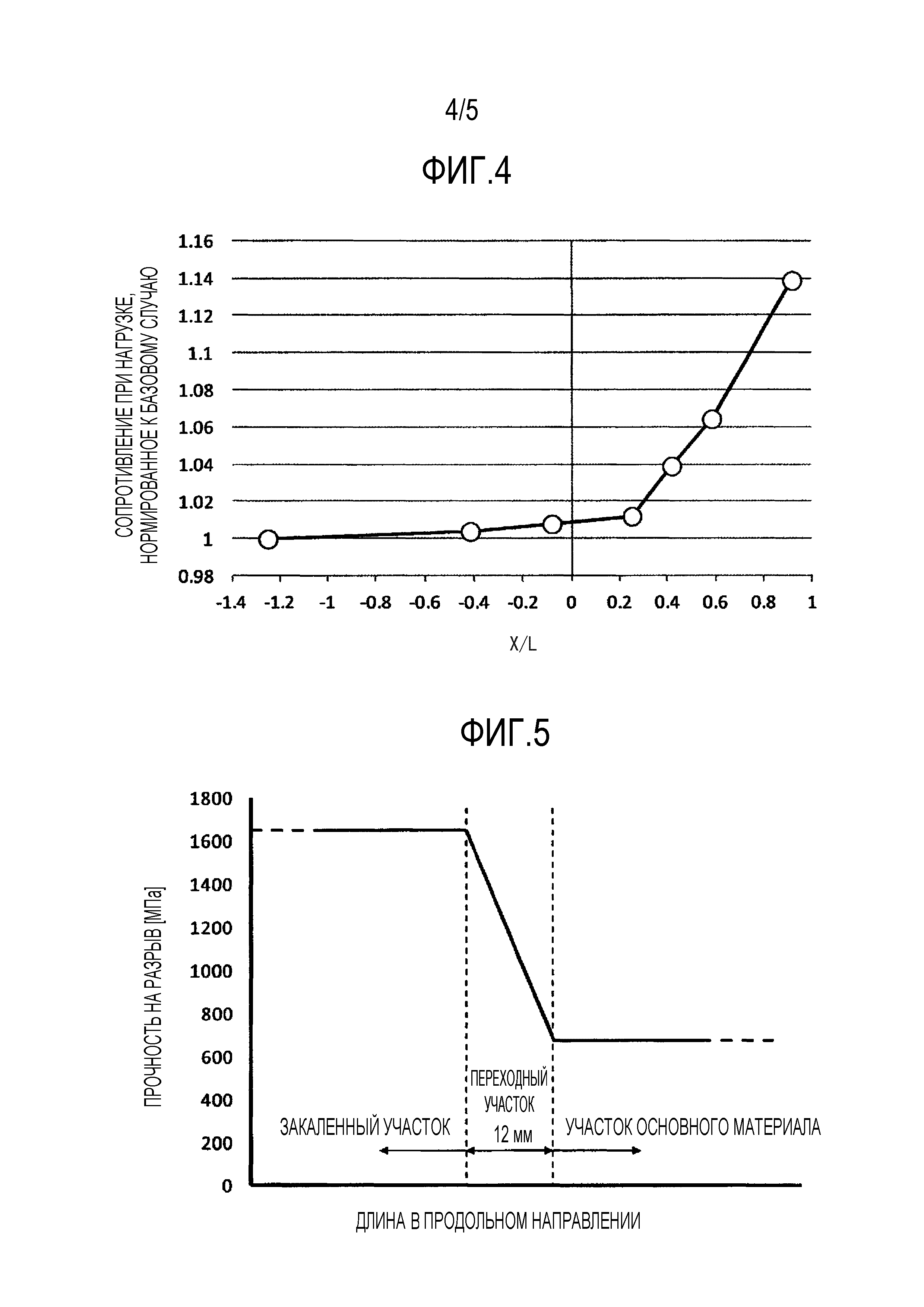
ФИГ. 4 - график, совместно показывающий результаты анализа проанализированных случаев (Базового и Случаев A-F).
ФИГ. 5 - график, показывающий распределение прочности на разрыв на закаленном участке, переходном участке и участке основного материала.
ФИГ. 6 - изображение, показывающее трехмерную горячую гибку и закалку.
[Варианты выполнения изобретения]
[0015]
Далее будет описана соединительная конструкция для элемента в кузове транспортного средства согласно изобретению со ссылкой на сопровождающие чертежи.
[0016]
ФИГ. 1 показывает соединительную конструкцию 10 для элемента в кузове транспортного средства согласно изобретению. ФИГ. 1A - вид в перспективе, ФИГ. 1B - вид в сечении по линии A-Aʹ на ФИГ. 1A, и ФИГ. 1C - график, показывающий прочность на разрыв закаленного участка, переходного участка и участка основного материала первого элемента 11. ФИГ. 1B показывает среднее положение каждого конструктивного элемента в направлении толщины пластины.
[0017]
Как показано на ФИГ. 1A и 1B, соединительная конструкция 10 согласно изобретению имеет первый элемент 11 и второй элемент 12.
[0018]
Первый элемент 11 изготовлен способом трехмерной горячей гибки, описанным со ссылкой на ФИГ. 6. Изогнутый участок первого элемента 11 исключен, для того чтобы сделать чертеж более наглядным.
[0019]
Первый элемент 11 имеет замкнутую полую форму сечения, не имеющую внешнего фланца. В примере с ФИГ. 1 первый элемент 11 является элементом, полученным посредством обработки так называемой стальной квадратной трубы, и имеет четырехугольную (прямоугольную) форму сечения.
[0020]
Форма сечения первого элемента 11 не ограничена четырехугольной формой. Первый элемент 11 может иметь многоугольную форму сечения, отличную от четырехугольной формы, такую как треугольную форму или пятиугольную форму. Он может иметь кольцевую или эллиптическую форму сечения или форму сечения, полученную путем частичного объединения вышеописанных форм.
[0021]
Первый элемент 11 является стальным элементом, продолжающимся в одном направлении (в направлении полой стрелки на ФИГ. 1A). Первый элемент 11 снабжен закаленным участком, переходным участком и участком основного материала, которые расположены в этом порядке в одном направлении, как показано на ФИГ. 1C. Закаленный участок, переходный участок и участок основного материала будут описаны далее со ссылкой на ФИГ. 3, описанную ниже.
[0022]
Закаленный участок имеет металлическую структуру, состоящую из мартенсита, и имеет прочность на разрыв 1 470 МПа или более. Участок основного материала имеет прочность на разрыв менее 700 МПа. Переходный участок является переходной областью между закаленным участком и участком основного материала, в которой прочность на разрыв постепенно изменяется от прочности на разрыв закаленного участка до прочности на разрыв участка основного материала.
[0023]
Первый элемент 11 изготовлен посредством трехмерной горячей гибки и закалки, используя, в качестве заготовки трубы, сварную стальную трубу, образованную из тонкой стальной пластины (стального листа). Тонкая стальная пластина подвержена конструктивному изменению стальных компонентов и подобного посредством закалки, для того чтобы получить требуемую твердость. Прочность тонкой стальной пластины составляет в общем около 700 МПа или менее с учетом обработки в сварную трубу.
[0024]
Второй элемент 12 выполнен из стали и частично перекрывает внешнюю поверхность 11a первого элемента 11 в одном направлении. Этот участок перекрытия существует над участком основного материала от закаленного участка первого элемента через переходный участок.
[0025]
Второй элемент 12 имеет сварной участок 13, соединенный с первым элементом 11 на участке перекрытия первого элемента 11 и второго элемента 12. Сварной участок 13 является участком, полученным дуговой сваркой, но не ограничен этим. Он может являться участком, полученным лазерной сваркой или контактной точечной сваркой.
[0026]
Второй элемент 12 образован из третьего элемента 14 и четвертого элемента 15. Третий элемент 14 имеет корытообразную форму сечения, перекрывающую три стороны 11-1, 11-2, и 11-3 первого элемента 11 и имеющую два внешних фланца 14a. Четвертый элемент 15 является так называемой закрывающей пластиной. Четвертый элемент 15 соединен для перекрытия двух фланцев 14a третьего элемента 14 и соединен посредством сварки в состоянии перекрытия оставшейся одной стороны 11-4 первого элемента 11.
[0027]
Второй элемент 12 имеет соединительные отверстия 12a, которые являются рабочими отверстиями для приваривания к первому элементу 11 на его верхней, нижней, левой и правой поверхностях, и приварен дуговой сваркой к первому элементу 11 на краях соединительных отверстий 12a.
[0028]
Как описано выше, соединительная конструкция 10 согласно изобретению имеет конструкцию, в которой первый элемент 11 удерживается посредством второго элемента 12 и посредством дуговой сварки краев соединительных отверстий 12a, обеспеченной на верхней, нижней, левой и правой поверхностях второго элемента 12, второй элемент 12 соединен с первым элементом 11.
[0029]
Сварной участок 13 соединительной конструкция 10 существует только на переходном участке или участке основного материала первого элемента 11. Соответственно, соединительная конструкция 10 может исключить снижение амортизационной характеристики, связанное с размягчением HAZ посредством сварки, без уменьшения характеристики сопротивления при нагрузке конструктивного элемента кузова транспортного средства, имеющего закаленный участок с прочностью на разрыв 1 470 МПа или более. Причина этого будет описана.
[0030]
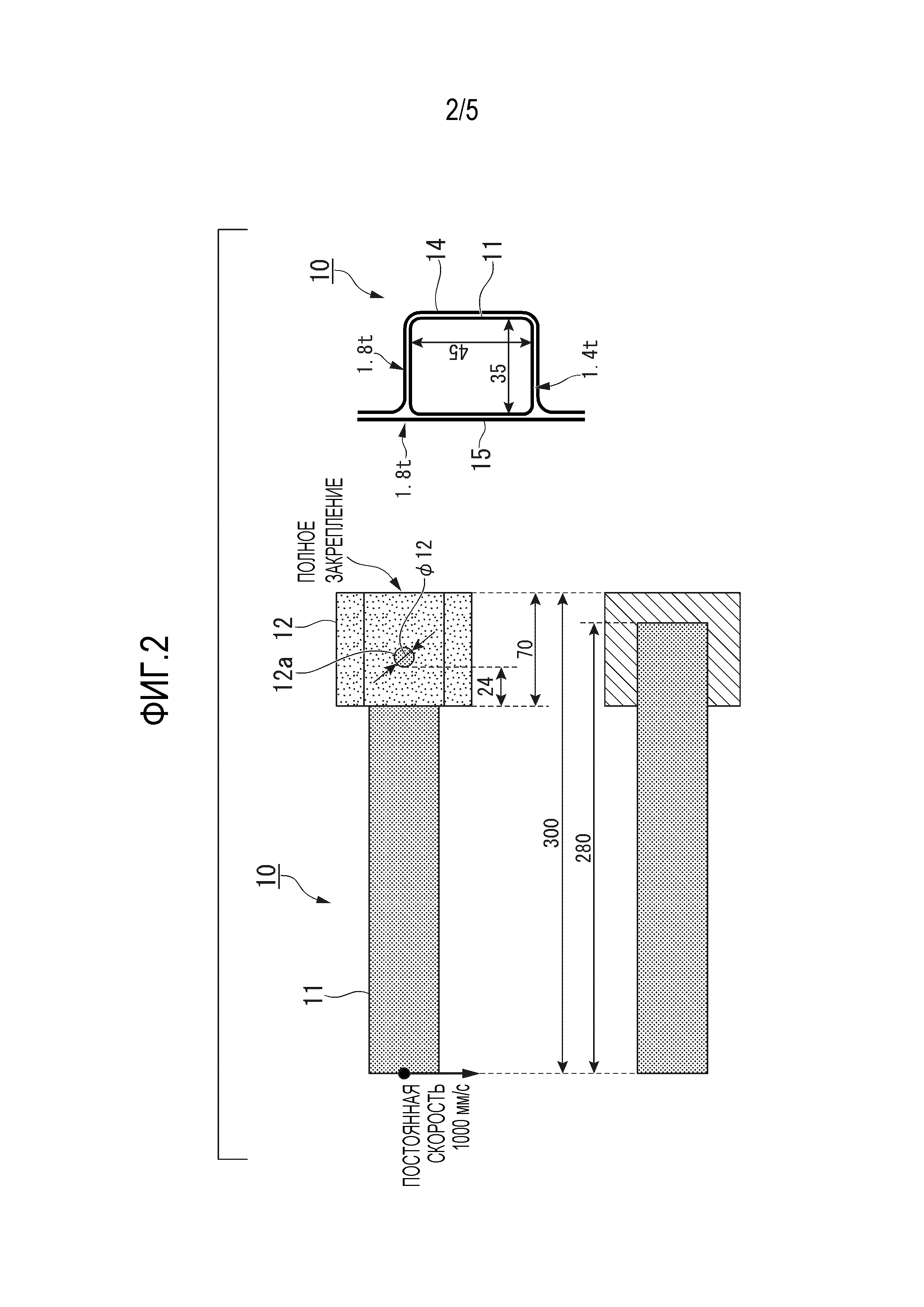
ФИГ. 2 - изображение, показывающее условия анализа методом конечных элементов (FEM), выполненного на соединительной конструкции 10, имеющей конструкцию, показанную на ФИГ. 1A и 1B.
[0031]
Как описано выше, в случае, когда второй элемент 12 соединен с первым элементом 11 в положении первого элемента 11, соответствующем соединительным отверстиям 12a второго элемента 12 на участке основного материала, различие в прочности посредством размягчения HAZ может быть исключено, и таким образом возможно исключить проблему излома первого элемента 11 посредством концентрации напряжений во время приложения ударной нагрузки.
[0032]
Однако в случае, когда основной материал, который обеспечен в первом элементе 11, увеличен в осевом направлении, характеристики сопротивления при нагрузке могут быть уменьшены. Соответственно, в отношении участка, на котором первый элемент 11 и второй элемент 12 перекрывают друг друга в соединительной конструкции 10, имеющей конструкцию, показанную на ФИГ. 1A и 1B, длина закалки и характеристики сопротивления при нагрузке были исследованы посредством анализа методом конечных элементов (FEM) при условиях, показанных на ФИГ. 2.
[0033]
Как показано на ФИГ. 2, первый элемент 11 имеет общую длину 280 мм, прямоугольную форму сечения 35×45 мм и толщину пластины 1,4 мм. Второй элемент 12 образован из третьего и четвертого элементов 14 и 15 и имеет общую длину 70 мм и толщину пластины 1,8 мм, и длина L от концевого участка сварного участка (соединительное отверстие 12a) на стороне, обращенной к закаленному участку первого элемента 11, до концевого участка второго элемента 12 на стороне, обращенной к закаленному участку первого элемента 11, составляет 24 мм. Как показано на ФИГ. 2, для того чтобы полностью закрепить один концевой участок второго элемента 12 и вызвать изгибную деформацию элемента, скорость 1 000 мм/с была сообщена другому концевому участку первого элемента 11 для принудительного смещения.
[0034]
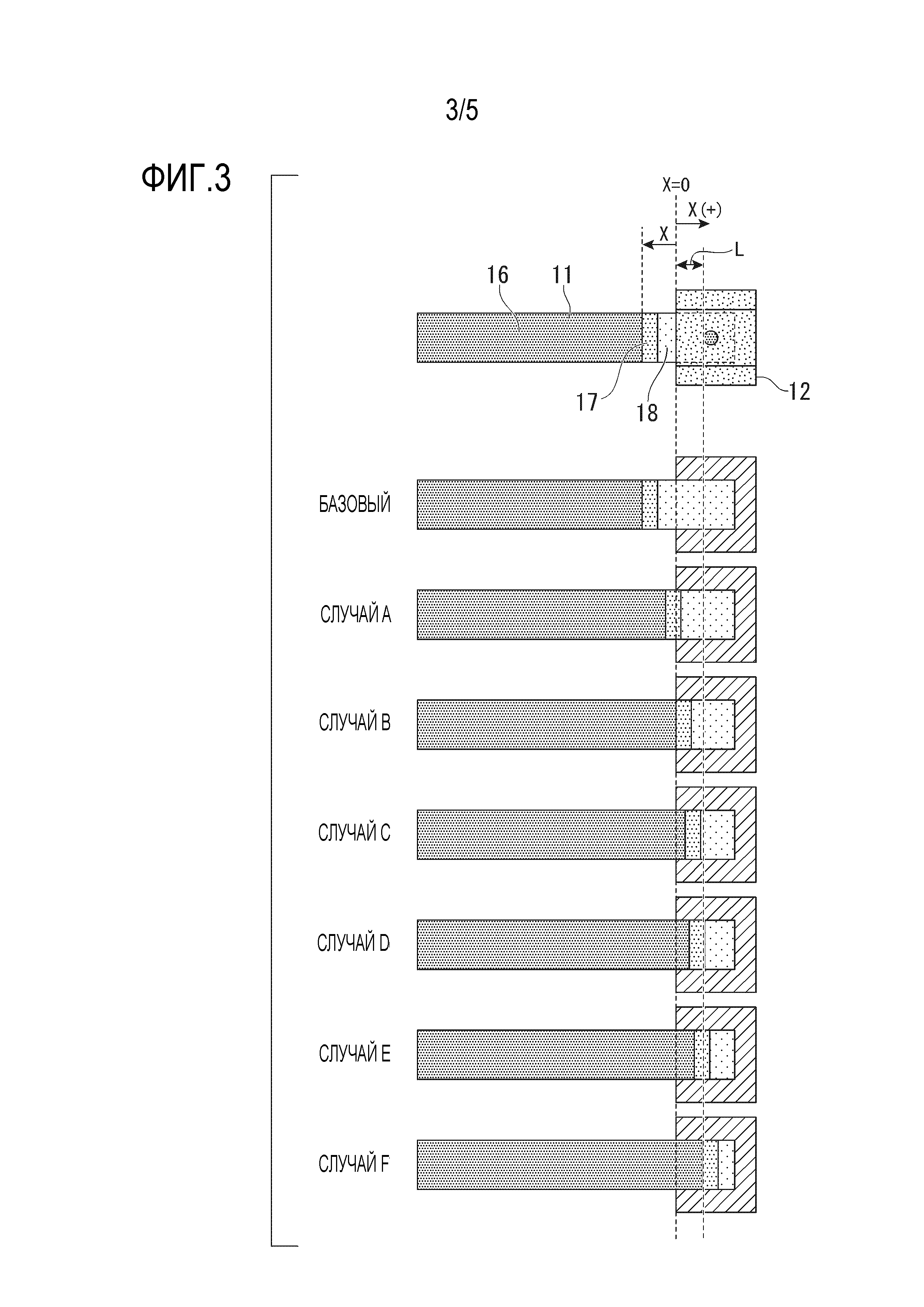
ФИГ. 3 и Таблица 1 совместно показывают проанализированные случаи (Базовый и Случаи A-F). На ФИГ. 3 ссылочная позиция 16 обозначает закаленный участок в первом элементе 11, ссылочная позиция 17 обозначает переходный участок в первом элементе 11, и ссылочная позиция 18 обозначает участок основного материала в первом элементе 11.
[0035]
Длина переходного участка 17 в одном направлении в первом элементе 11 была задана равной 12 мм. Как показано на ФИГ. 3, длина X обозначена координатами к одному направлению в качестве начального положения концевого участка второго элемента 12 на стороне, обращенной к закаленному участку первого элемента 11.
[0036]
На ФИГ. 3 Базовый обозначает случай, когда как закаленный участок 16, так и переходный участок 17 не перекрывают второй элемент 12, и Случаи A и B обозначают случаи, когда часть переходного участка 17 перекрывает второй элемент 12. Случаи C-F обозначают случаи, когда переходный участок 17 перекрывает второй элемент 12, и величина перекрытия между закаленным участком 16 и вторым элементом увеличивается от Случая C к Случаю F.
[0037]
ФИГ. 4 и Таблица 1 совместно показывают результаты анализа проанализированных случаев (Базового и Случаев A-F). Оценка характеристик была выполнена с нагрузкой в направлении, в котором использовалось смещение, и использовалось наибольшее значение нагрузки, приложенной к закрепленному краю. Нагрузка, нормированная к базовому случаю, вертикальной оси на графике с ФИГ. 4 является отношением, в котором Базовый случай принят за 1.
[0038]
ФИГ. 5 - график, показывающий распределение прочности на разрыв закаленного участка 16, переходного участка 17 и участка 18 основного материала.
[0039]
Как показано на ФИГ. 4 и Таблице 1, длина закаленного участка первого элемента 11 была описана как величина перекрытия между вторым элементом 12 и закаленным участком первого элемента 11 посредством длин L и X.
[0040]
Как показано на ФИГ. 4 и Таблице 1, оказалось, что в случае, когда отношение (X/L) составляет 0,25 или более, характеристика сопротивления при нагрузке резко улучшается и требуется соединительная конструкция, в которой закаленный участок 16 перекрывается. Кроме того, оказалось, что более эффективно образовывать сварной участок 13 на переходном участке 17, как в случаях E и F.
[0041]
Вследствие вышеописанных причин сварной участок 13 существует только на переходном участке 17 или участке 18 основного материала. В частности, отношение (X/L) длины X (мм) от концевого участка второго элемента 12 на стороне, обращенной к закаленному участку 16 первого элемента 11 до закаленного участка 16 первого элемента 11, к длине L (мм) от концевого участка сварного участка 12a на стороне, обращенной к закаленному участку 16 первого элемента 11 до концевого участка второго элемента 12 на стороне, обращенной к закаленному участку 16 первого элемента 11, составляет предпочтительно 0,25 или более.
[0042]
[Таблица 1]
|
[Краткое описание ссылочных позиций]
[0043]
10: СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ДЛЯ ЭЛЕМЕНТА В КУЗОВЕ ТРАНСПОРТНОГО СРЕДСТВА
11: ПЕРВЫЙ ЭЛЕМЕНТ
11a: ВНЕШНЯЯ ПОВЕРХНОСТЬ
11-1... 11-4: СТОРОНА
12: ВТОРОЙ ЭЛЕМЕНТ
12a: СОЕДИНИТЕЛЬНОЕ ОТВЕРСТИЕ
13: СВАРНОЙ УЧАСТОК
14: ТРЕТИЙ ЭЛЕМЕНТ
14a: ВНЕШНИЙ ФЛАНЕЦ
15: ЧЕТВЕРТЫЙ ЭЛЕМЕНТ
16: ЗАКАЛЕННЫЙ УЧАСТОК
17: ПЕРЕХОДНЫЙ УЧАСТОК
18: УЧАСТОК ОСНОВНОГО МАТЕРИАЛА
Листовая сварная заготовка для горячей штамповки, горячештампованный элемент и способ для его производства
Способ изготовления оправки для прошивки-прокатки
Способ изготовления и устройство для изготовления бесшовной металлической трубы
Устройство измерения температуры поверхности и способ измерения температуры поверхности
Способ исследования дефектов и устройство для исследования дефектов
Прошивная установка, оправка, использующаяся для прошивной установки, и способ изготовления бесшовной стальной трубы
Способ изготовления оправки для прокатки с прошивкой
Оправка для получения труб в горячем состоянии
Оправка, используемая в прошивном стане
Соединительная конструкция, соединительная деталь, имеющая соединительную конструкцию, и способ производства соединительной детали, имеющей соединительную конструкцию
Конструкционный элемент для автомобильного кузова
Способ изготовления изогнутого элемента и устройство для горячей гибки стального материала
Устройство для термической обработки, способ термической обработки для стальной обрабатываемой детали и способ горячей гибки для стальной обрабатываемой детали

