Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСА ЭНДОВАСКУЛЯРНОГО ПРОТЕЗА АОРТАЛЬНОГО КЛАПАНА СЕРДЦА
Вид РИД
Изобретение
Изобретение относится к способу изготовления медицинских изделий, а именно к изготовлению каркасов эндоваскулярных протезов аортального клапана сердца.
Из уровня техники известен способ изготовления трубчатой муфты из NiTi-сплава, обладающего эффектом двойной памяти формы (патент RU №2201470, МПК C22F 1/18). Согласно описанному способу сначала пруток из NiTi-сплава подвергают термической обработке и волочению. Затем проводят механическую обработку прутка для получения муфты в виде полого цилиндра с приданием ему диаметра в заданном интервале. Затем цилиндр подвергают термической обработке для полигонизации и растворения включений: при температуре 450-500°C в течение 1 часа, а затем при температуре 680°C в течение 20 мин. Затем его охлаждают, расширяют на оправке диаметром и подвергают термической обработке для придания памяти формы и старения: при температуре 530°C в течение 30 мин и при 430°C в течение 40 мин. Трубчатую муфту затем охлаждают и расширяют на оправке.
Недостатком данного способа является то, что процесс технологически усложнен, метод волочения влияет на свойства материала, т.к. образуются микротрещины и дефекты в изделии, что влияет на качество конечного продукта. Материал с двойной памятью формы не подходит для изготовления каркаса эндоваскулярного протеза, который предлагается далее.
Из уровня техники известен способ придания формы с помощью формовочного элемента складному окклюзионному приспособлению, выполненному из нитинола (патент ЕА №002106, МПК A61B 17/08). При придании окклюзионному приспособлению нужной формы участок трубкообразной металлической переплетенной структуры помещают в формовочный элемент, где этой металлической переплетенной структуре придается форма, соответствующая форме имеющихся внутри формовочного элемента полостей. Форма этих полостей такова, что металлической переплетенной структуре придается форма желаемого окклюзионного приспособления. Чтобы достичь большего соответствия формы, используют вспомогательный вставочный формовочный элемент, размещая его во внутренней области металлической переплетенной структуры. После этого подвергают термической обработке. Вспомогательный вставочный формовочный элемент может быть выполнен из такого материала, который может быть разрушен и извлечен из замкнутого участка трубкообразной металлической переплетенной структуры.
Недостатком данного способа является использование вспомогательного формовочного элемента, выполненного из хрупкого материала, который в момент резкой смены температур может разрушиться и привести к неправильной формовке заготовки. Подобный способ подходит для каркасов, выполненных из переплетенной проволоки, но не может быть применим для каркасов эндоваскулярных клапанов, выполненных способом лазерной резки.
Задачей, решаемой предложенным способом изготовления каркаса эндоваскулярного протеза аортального клапана сердца (далее - каркаса), является предотвращение деформации и растрескивания изделия, а также получение каркаса с уменьшенным диаметром в сжатом состоянии и равномерным распределением усилий при сжатии каркаса в системе доставки.
Техническим результатом предлагаемого способа изготовления каркаса является предотвращение растрескивания и изломов в местах соединения ячеек, получение правильно сформированных ячеек каркаса, достигается равномерность распределения усилий при сжатии каркаса в системе доставки и улучшение радиальной растяжимости каркаса при сохранении жесткости, достигается уменьшение диаметра каркаса в сжатом состоянии равным 12Fr-14Fr.
Технический результат достигается тем, что способ включает лазерную резку трубчатого элемента испарением металла, а после, для придания каркасу формы, во время термической обработки последовательно используют формовочные цилиндры разного диаметра для предварительного растягивания изделия, а затем разъемную формообразующую матрицу, с выполненными на ее поверхности пазами, повторяющими рисунок ячеек каркаса. Матрица состоит из нижнего и верхнего конусообразных сегментов разного диаметра, Каркас выполнен из материала с памятью формы, а именно из никель-титанового сплава (нитинола).
После лазерной резки трубчатого элемента из нитинола и пескоструйной обработки изделие (сетчатую трубку) растягивают, последовательно используя формовочные цилиндры разного диаметра, на которые изделие натягивают и погружают в расплав твердых электролитов, нагретый до температуры 350-600°C на 5-120 мин с последующим охлаждением в воде. Затем придают изделию форму с помощью разъемной формообразующей матрицы в виде асимметричных песочных часов, состоящей из нижнего и верхнего конусообразных сегментов разного диаметра, на внешней поверхности которых выполнены пазы, повторяющие рисунок ячеек каркаса. Изделие, помещенное на формообразующей матрице, погружают в емкость с расплавом твердых электролитов и выдерживают при температуре 350-600°C в течение 10-120 мин, затем охлаждают в воде. После нагревают в вакуумной печи при температуре 650-800°C в течение 30-60 мин, затем охлаждают в воде, а после нагревают в вакуумной печи при температуре 350-550°C в течение 60-120 мин. После охлаждения каркас снимают с формы и полируют.
Для предварительного растягивания изделия (сетчатой трубки) последовательно используют формовочные цилиндры разного диаметра, причем диаметр каждого последующего цилиндра не более чем на 20% больше предыдущего.
Для запоминания формы каркаса используют разъемную формообразующую матрицу. Диаметр верхнего сегмента матрицы больше, чем диаметр нижнего сегмента. При этом могут использоваться комплекты матриц разных размеров. Выбор диаметра матрицы зависит от заданных параметров изготавливаемого каркаса, а именно: диаметра его проксимального, среднего и дистального сегментов. Диаметр основания матрицы - диаметр основания нижнего конусообразного сегмента матрицы может составлять 22-23 мм, или 25-26 мм, или 28-29 мм, или 30-31 мм. При этом нижний сегмент матрицы имеет удлиненную верхнюю часть конуса - это средняя часть матрицы, диаметр которой может составлять 17-18 мм, или 21-22 мм, или 23-24 мм. Диаметр вершины матрицы - верхней части верхнего конусообразного сегмента матрицы может составлять 38-40 мм или 42-43 мм.
Каркас протеза аортального клапана изготавливают в соответствии со средними показателями размеров аортального кольца сердца пациентов, зависящих от возраста роста и массы пациента, а также его фенотипа. Размерная линейка каркасов подобрана на основании статистических данных более 1500000 людей, в результате которых были рассчитаны средние размеры примерно для 80% всех живущих людей, в том числе и людей, страдающих заболеваниями клапанного аппарата. Размеры аортального кольца соответствуют примерно 23 мм, 26 мм, 29 мм, 31 мм. Для остальных 20% населения возможен индивидуальный подход в изготовлении каркаса клапана.
Изготавливаемый сетчатый каркас эндоваскулярного протеза включает проксимальный, средний и дистальный сегменты, где диаметр дистального сегмента («юбки» или основания каркаса) имеет размеры 23 мм, или 26 мм, или 29 мм, или 31 мм; диаметр среднего сегмента каркаса имеет размеры 17-18 мм, 21-22 мм, или 23-24 мм, или 29-30 мм, а диаметр проксимального сегмента («короны» каркаса или вершины) имеет размеры 38-40 мм или 42-43 мм.
Способ изготовления каркаса эндоваскулярного протеза аортального клапана сердца осуществляют следующим образом.
Каркас изготавливают из трубчатого элемента, выполненного из нитинола, диаметром 2,5-7,0 мм и толщиной стенки 0,4-0,80 мм.
Для изготовления каркаса эндоваскулярного протеза используют метод лазерной резки (лазерной абляции). Прорезы выполняют на глубину одной стенки, точно формируя геометрическую форму ячеек сетчатого каркаса. Преимуществом лазерной резки испарением металла является возможность получения разрезов с минимальной зоной термического влияния, локальность нагрева материала способствует отсутствию деформации в сформированных ячейках изделия, следовательно, отсутствует деформация самого изделия.
После пескоструйной обработки изделию в виде сетчатой трубки, выполненной из нитинола, придают форму будущего каркаса клапана. В связи с тем, что нитинол обладает свойством памяти формы, для придания изделию конечной формы во время термической обработки последовательно используют формовочные цилиндры и формообразующую матрицу, диаметры которых соответствуют желаемым параметрам будущего каркаса.
Формовочные цилиндры используют для предварительного растягивания сетчатой трубки и придания памяти формы. Диаметр первого формовочного цилиндра, на котором растягивают сетчатую трубку, примерно на 20% больше внутреннего диаметра сетчатой трубки. Диаметр формовочного цилиндра, используемого последним, не может превышать желаемый диаметр среднего сегмента будущего каркаса. Также выбор диаметра цилиндров зависит от диаметра формообразующей матрицы, на которую после растягивания помещают изделие. Последовательное использование формовочных цилиндров от меньшего диаметра к большему во время термической обработки необходимо для того, чтобы исключить образование трещин и изломов в местах соединения ячеек каркаса, поэтому диаметр каждого последующего цилиндра примерно на 20% больше предыдущего, но не превышает 20%. Продолжительность термической обработки изделия, растянутого на цилиндре, в расплаве твердых электролитов, зависит от температуры расплава: при температуре расплава 600°C - выдерживают в течение 5 мин, при температуре расплава 350°C - выдерживают в течение 120 мин. После каждого нагревания в расплаве электролитов изделие (сетчатую трубку), помещенное на формовочном цилиндре, охлаждают в емкости с дистиллированной водой. Использование предварительной формовки дает возможность сгладить дальнейший переход между конечными диаметрами сегментов каркаса клапана.
После предварительного растягивания приступают к приданию окончательной формы каркаса эндоваскулярного протеза с помощью разъемной формообразующей матрицы, на внешней поверхности которой выполнены пазы, повторяющие рисунок ячеек каркаса. Форма рабочей поверхности формообразующей матрицы выбирается таким образом, чтобы она соответствовала желаемой форме каркаса эндоваскулярного протеза. Матрица в виде асимметричных песочных часов состоит из двух конусообразных сегментов разного диаметра - нижнего и верхнего. Диаметр верхнего сегмента матрицы больше, чем диаметр нижнего сегмента. При этом нижний сегмент матрицы имеет удлиненную верхнюю часть конуса, которая является средней частью матрицы. На наружной поверхности сегментов и соответственно матрицы в целом выполнены пазы с рисунком, который помогает закрепить, выровнять и отцентровать окончательную форму ячеек каркаса. Рисунок на матрице полностью совпадает с формой ячеек каркаса. Выбор диаметра матрицы зависит от желаемых параметров изготавливаемого каркаса эндоваскулярного протеза, а именно диаметра его проксимального, среднего и дистального сегментов. В связи с этим комплекты матрицы могут быть разных размеров (диаметров). Использование нижнего сегмента матрицы с определенным диаметром зависит от того, какой диаметр дистального и среднего сегмента каркаса необходимо зафиксировать. Диаметр основания нижнего конусообразного сегмента матрицы составляет 22-23 мм, или 25-26 мм, или 28-29 мм, или 30-31 мм, а диаметр верхней части нижнего конусообразного сегмента матрицы составляет 17-18 мм, или 21-22 мм, или 23-24 мм. Выбор диаметра верхнего конусообразного сегмента матрицы для формовки каркаса соответствует желаемому диаметру проксимального сегмента («короны») этого каркаса. Диаметр верхней части верхнего конусообразного сегмента составляет 38-40 мм или 42-43 мм. На стыке верхнего и нижнего сегментов матрицы диаметры сегментов совпадают.
Сетчатую трубку надевают на разъемную матрицу, при этом совмещают рисунок на матрице и каркасе. Дистальный сегмент изделия (сетчатой трубки) надевают на нижний сегмент матрицы, а проксимальный сегмент трубки - на верхний сегмент матрицы. Помещенное на формообразующей матрице изделие погружают в емкость с расплавом твердых электролитов и выдерживают при температуре 350-600°C в течение 10-120 мин. Продолжительность термической обработки зависит от температуры расплава: при температуре расплава 350°C - выдерживают в течение 120 мин, а при температуре расплава 600°C - выдерживают в течение 10 мин. После обработки охлаждают в дистиллированной воде. Затем изделие, помещенное на формообразующей матрице, нагревают в вакуумной печи при температуре 650-800°C и выдерживают в течение 30-60 мин. Продолжительность термической обработки зависит от температуры нагревания: при температуре 650°C нагревают в течение 60 мин, а при увеличении температуры до 800°C нагревают в течение 30 мин. После чего каркас, помещенный на формообразующей матрице, охлаждают в воде. Затем снова нагревают в вакуумной печи при температуре 350-550°C в течение 60-120 мин. Продолжительность термической обработки также зависит от температуры нагревания: при температуре 350-400°C нагревают в течение 120 мин, а при увеличении температуры до 450-550°C нагревают в течение 60 мин. После формообразующую матрицу с каркасом охлаждают в емкости с дистиллированной водой, затем снимают каркас с формы.
Для изготовления каркаса с диаметром дистального сегмента («юбки» или основания каркаса) 23 мм и диаметром среднего сегмента 18 мм, а также с диаметром проксимального сегмента («короны» каркаса или вершины) 40 мм выбирают матрицу со следующими параметрами:
размер диаметра основания 22-23 мм,
размер диаметра середины 17-18 мм,
размер диаметра вершины 38-40 мм.
Для изготовления каркаса с диаметром дистального сегмента 26 мм и диаметром среднего сегмента 22 мм, а также с диаметром проксимального сегмента 40 мм выбирают матрицу со следующими параметрами:
размер диаметра основания 25-26 мм,
размер диаметра середины 21-22 мм,
размер диаметра вершины 38-40 мм.
Для изготовления каркаса с диаметром дистального сегмента 29 мм и диаметром среднего сегмента 24 мм, а также с диаметром проксимального сегмента («короны» каркаса) 43 мм выбирают матрицу со следующими параметрами:
размер диаметра основания 28-29 мм,
размер диаметра середины 23-24 мм,
размер диаметра вершины 42-43 мм.
Для изготовления каркаса с диаметром дистального сегмента 31 мм. и диаметром среднего сегмента 24 мм, а также с диаметром дистального сегмента 43 мм выбирают матрицу со следующими параметрами:
размер диаметра основания 30-31 мм,
размер диаметра середины 23-24 мм,
размер диаметра вершины 42-43 мм.
После окончания формовки проводят электрохимическую полировку каркаса.
Пример 1. Для изготовления каркаса эндоваскулярного протеза с желаемыми диаметрами дистального сегмента 23 мм, среднего сегмента 17 мм и проксимального сегмента 39 мм.
Из трубчатого элемента диаметром 7 мм (внутренний диаметр 6,2 мм) лазерной резкой изготавливают изделие в виде сетчатой трубки, после проводят пескоструйную обработку изделия. Для изготовления каркаса, у которого желаемый диаметр среднего сегмента равен 17 мм, выбирают формовочные цилиндры с диаметром 7,2 мм, 8,6 мм, 10,4 мм, 12,4 мм, 15 мм и 17 мм. Сначала выбирают формовочный цилиндр диаметром 7,2 мм, натягивают на нее сетчатую трубку и погружают в расплав твердых электролитов, нагретый до температуры 600°C на 5 мин. После цилиндр с изделием вынимают из расплава и погружают в емкость с холодной дистиллированной водой. Затем изделие одевают на следующий формовочный цилиндр диаметром 8,6 мм, далее погружают в расплав твердых электролитов, нагретый до температуры 600°C на 5 мин, после цилиндрическую форму с изделием вынимают из расплава и охлаждают в воде. Затем изделие на цилиндре диаметром 10,4 мм погружают в расплав твердых электролитов, нагретый до температуры 600°C на 5 мин, после охлаждают в воде и повторяют процесс растягивания на цилиндре диаметром 12,4 мм при температуре 600°C в течение 5 мин. После охлаждения подвергают термической обработке в расплаве электролитов при температуре 600°C в течение 5 мин на цилиндре 15 мм. После используют цилиндрическую форму диаметром 17 мм, на которой изделие в виде сетчатой трубки погружают в расплав электролитов, нагретый до температуры 600°C на 5 мин, затем охлаждают в воде.
Для получения желаемой формы каркаса приступают к последней стадии формовки. Выбирают матрицу с диаметром основания 23 мм, диаметром средней части - 17 мм, диаметром вершины - 39 мм. Сетчатую трубку надевают на разъемную матрицу, совмещая рисунок на матрице и каркасе. Дистальный сегмент сетчатой трубки надевают на нижний сегмент матрицы, а проксимальный сегмент трубки - на верхний сегмент матрицы. Помещенное на формообразующей матрице изделие погружают в емкость с расплавом твердых электролитов и выдерживают при температуре 350°C в течение 120 мин, после обработки охлаждают в дистиллированной воде. Затем изделие, помещенное на формообразующей матрице, нагревают в вакуумной печи при температуре 800°C и выдерживают в течение 30 мин, после чего охлаждают в воде. Затем снова нагревают в вакуумной печи при температуре 350°C в течение 120 мин. После формообразующую матрицу с каркасом охлаждают в емкости с дистиллированной водой, затем снимают каркас с формы и полируют.
Преимуществом данного способа придания формы каркасу эндоваскулярного протеза является получение правильно сформированных ячеек каркаса, центровкой ячеек достигается равномерность распределения усилий при сжатии каркаса в системе доставки, а также отсутствие микротрещин в материале, улучшение радиальной растяжимости каркаса при сохранении жесткости. Значительное снижение количества бракованных изделий достигается отсутствием деформации каркаса.
Опытная партия каркасов прошла испытания на физиобиологических стендах в условиях, максимально приближенных к эксплуатационным.
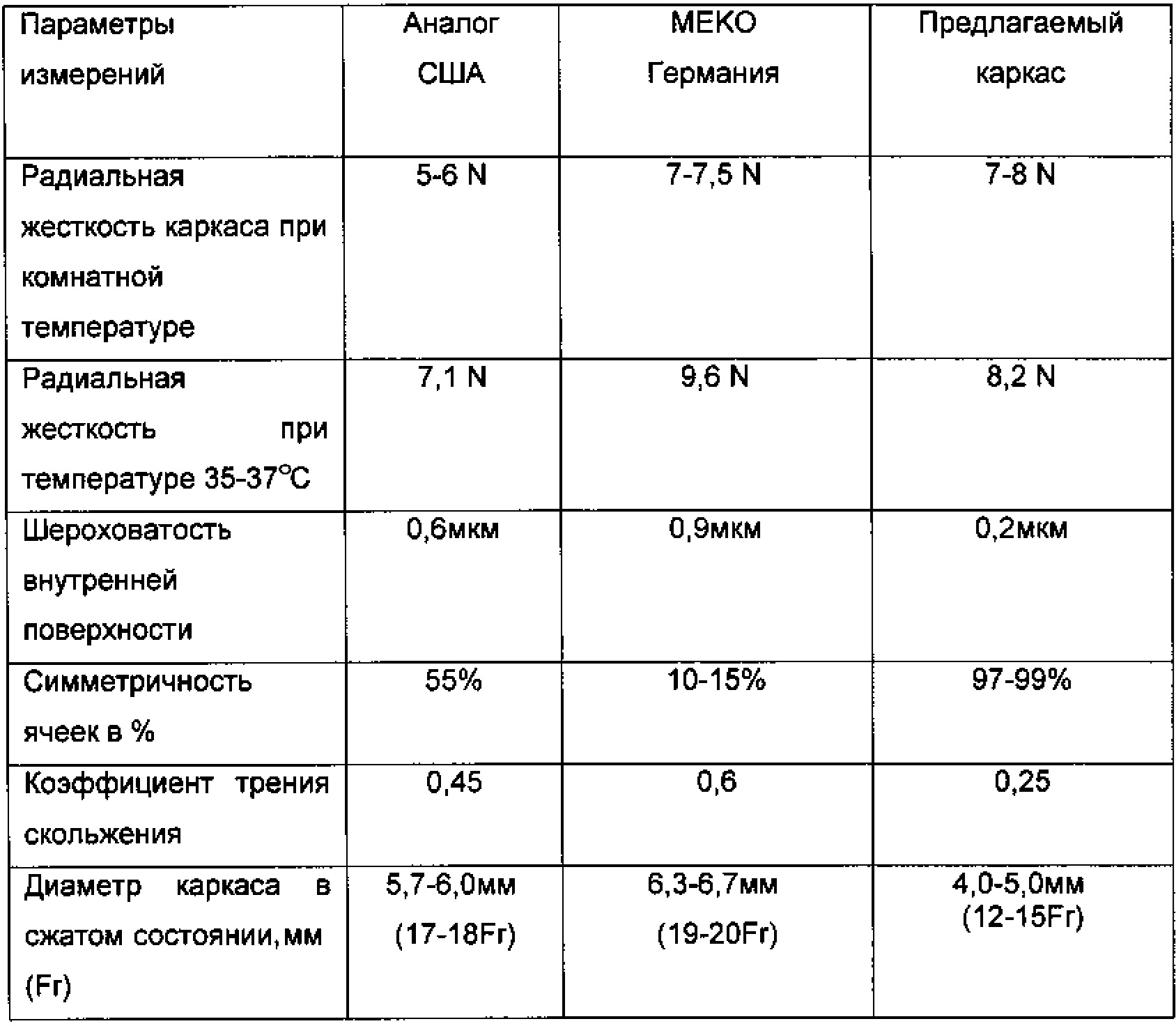
Сравнительные характеристики механических свойств каркаса, полученного предложенным способом, представлены в таблице 1.
Способ лечения фибрилляции предсердий у пациентов с артериальной гипертензией
Рекомбинантная плазмида psm-zsgreen, кодирующая белки sox2 и с-myc человека и флуоресцентный белок zsgreen, предназначенная для получения индуцированных плюрипотентных стволовых клеток человека
Рекомбинантная плазмида psn-zsgreen, кодирующая белки sox2 и nanog человека и флуоресцентный белок zsgreen, предназначенная для получения индуцированных плюрипотентных стволовых клеток человека
Рекомбинантная плазмида pok-dsred2, кодирующая белки ост4 и klf4 человека и флуоресцентный белок dsred2, предназначеная для получения индуцированных плюрипотентных стволовых клеток человека
Рекомбинантная плазмида pol-dsred2, кодирующая белки oct4 и lin28 человека и флуоресцентный белок dsred2, предназначенная для получения индуцированных плюрипотентных стволовых клеток человека
Рекомбинантная плазмида pad-sm, кодирующая белки sox2 и c-myc человека, являющаяся основой для получения вирулентных аденовирусов, предназначенных для получения индуцированных плюрипотентных клеток человека
2-(3-гидрокси-4-метоксифенил)-4,7-диметил-3,4,4а,5,8,8а-гексагидро-2н-хромен-4,8-диол в качестве анальгезирующего средства
Способ гибридного аорто-бедренного репротезирования при инфекции сосудистых имплантов
Устройство зонтичное (окклюдер) с модифицированным поверхностным слоем
Фармацевтический состав, содержащий нейротоксин ботулина

