Результат интеллектуальной деятельности: КОМПОНЕНТ ЧАСОВОГО МЕХАНИЗМА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к компоненту часового механизма и, в особенности, к такому компоненту, который нечувствителен или почти нечувствителен к магнитным полям, например весь зубчатый механизм или часть его, вся система регулятора или часть ее, а также вся система спуска или часть ее.
Уровень техники
Известно, что легко обрабатываемая резанием сталь, из которой в общем случае изготовляют компоненты часового механизма, относится к классу мартенситных сталей. Широко известными сталями такого типа являются, например, стали марок 15Р и 20АР. Преимущество материалов этого типа заключается в том, что они легко поддаются машинной обработке, в частности пруток, изготовленный из него, хорошо поддается резанию после термической обработки и закалки; материал обладает высокими механическими свойствами, которые являются большим достоинством при создании вращающихся в гнезде компонентов часового механизма. После термообработки эти стали приобретают особенно высокую износостойкость и твердость (более 900 HV (единиц твердости по Викерсу) после термической обработки и в диапазоне от 550 HV до 850 HV после закалки, в зависимости от вида примененной закалки).
Обладая удовлетворительными механическими свойствами для применения в производстве часов в вышеописанной области, материал этого типа имеет недостаток, заключающийся в его чувствительности к магнитным полям и к коррозии.
Существует также ресульфурированная сталь марки 316L, которая обладает тем преимуществом, что она легка в машинной обработке, почти нечувствительна к магнитным полям и почти нечувствительна к коррозии. Однако она имеет очень ограниченную твердость даже после деформационного упрочнения (около 350 HV), это означает, что она не пригодна для изготовления движущихся компонентов (ударная нагрузка и износ) и она не поддается окончательной прокатке и полировке.
Сущность изобретения
Задача настоящего изобретения заключается в преодолении полностью или частично упомянутых выше недостатков посредством создания альтернативного материала, который обладает всеми достоинствами сталей марок 15Р и 20АР, т.е. легкостью машинной обработки, с твердостью от 500 HV до 900 HV, и в то же время нечувствительн к магнитным полям или к коррозии.
В связи с этим настоящее изобретение относится к микромеханическому компоненту часового механизма, включающего в себя металлическое изделие, сформированное с использованием однофазной высокоинтерстициальной (сталь с большим количеством атомов внедрения) аустенитной стали, включающей в себя по меньшей мере один неметалл в виде межузельного атома, характеризующемуся тем, что указанный по меньшей мере один неметалл присутствует в количестве от 0,15% до 1,2% по массе от общей массы указанного однокомпонентного материала.
Соответственно, оказалось, что изготовленный из указанной аустенитной стали микромеханический компонент неожиданно является химически и физически стабильным при использовании однокомпонентного полностью однородного материала, даже при воздействии внешних магнитных полей или окисляющих атмосфер.
Другими преимущественными признаками настоящего изобретения являются:
- указанный по меньшей мере один неметалл является азотом и/или углеродом,
- указанный по меньшей мере один неметалл включает в себя азот и углерод, и сумма процентного содержания по массе углерода и азота в композиции металлического изделия составляет между 0,6% и 0,95%;
- указанный по меньшей мере один неметалл включает азот и углерод, и массовое процентное отношение содержания углерода и азота в композиции металлического изделия составляет от 0,25 до 0,55;
- сумма процентного содержания по массе углерода и азота в композиции металлического изделия по существу равна 0,8%, а массовое процентное отношение содержания углерода и азота в композиции металлического изделия по существу равно 0,45;
- высокоинтерстициальная аустенитная сталь представляет собой нержавеющую аустенитную сталь, включающую в себя по меньшей мере 10% хрома и по меньшей мере 5% никеля и/или марганца;
- высокоинтерстициальная аустенитная сталь включает между 0,5 и 5 процентами по массе молибдена и/или меди для повышения устойчивости к коррозии;
- микромеханические компоненты составляют весь или часть зубчатого механизма и системы регулирования или спусковой системы;
- микромеханические компоненты представляют собой опорный валик оси зубчатого колеса, гнездо валика оси, винт, ось анкера, пластину зубчатого колеса, пластину зубчатого валика, пластину регулятора, пластину ходового зубчатого колеса, рычаг анкера, платину, мостик, заводной валик, валик оси барабана, хомут корпуса или ротор.
Кроме того, изобретение относится к часам, характеризующимся тем, что они включают по меньшей мере один микромеханический компонент в соответствии с любым из предшествующих вариантов.
В результате неожиданно оказалось, что при использовании указанной высокоинтерстициальной аустенитной стали в подтверждение преимуществ настоящего изобретения отпадает необходимость в какой-либо дополнительной обработке материала, которая повышала бы его твердость, например в науглероживании или в азотировании, или в какой-либо иной защите материала химическими средствами, или в защите магнитным экранированием для того, чтобы использовать указанный микромеханический компонент в часовом механизме даже в том случае, если они попадут под воздействие магнитных полей или в условия окисляющей атмосферы.
В заключение, настоящее изобретение относится к способу изготовления микромеханических компонентов, включающему следующие стадии:
a) использование материала из высоко-интерстициальной аустенитной стали, содержащей по меньшей мере один неметалл в виде межузельного атома, причем указанный по меньшей мере один неметалл в виде межузельного атома присутствует в количестве между 0,15% и 1,2% относительно полной массы указанного материала;
b) формирование микромеханического компонента с использованием только указанного материала.
Другими преимущественными признаками настоящего изобретения являются:
- указанным по меньшей мере одним неметаллом являются азот и/или углерод;
- указанный по меньшей мере один неметалл включает в себя азот и углерод, и сумма процентного содержания по массе углерода и азота в композиции металлического изделия составляет между 0,6% и 0,95%;
- указанный по меньшей мере один неметалл включает в себя азот и углерод, и массовое процентное отношение содержания углерода и азота в композиции металлического изделия составляет от 0,25 до 0,55;
- сумма процентного содержания по массе углерода и азота в композиции металлического изделия по существу равна 0,8%, а массовое процентное отношение содержания углерода и азота в композиции металлического изделия по существу равно 0,45;
- указанная высокоинтерстициальная аустенитная сталь является нержавеющей аустенитной сталью, которая включает по меньшей мере 10% хрома и по меньшей мере 5% никеля и/или марганца;
- высокоинтерстициальная аустенитная сталь включает висмут, свинец, теллур, селен, кальций, серу или марганец с серой;
- в соответствии с первым вариантом осуществления стадия b) включает стадию деформации указанного материала образованием полосы;
- за стадией деформации следует стадия резки для образования микромеханического компонента из одного отрезка полосы;
- в соответствии со вторым вариантом осуществления стадия b) включает стадию деформации указанного материала с образованием прутка или проволоки;
- за стадией деформации следует фаза резки для образования микромеханического компонента из одного обрезка прутка или проволоки;
- в соответствии со вторым вариантом осуществления стадия b) включает в себя стадию окончательной прокатки и полировки;
- после стадии b) указанный способ включает стадию заключительной полировки и/или термообработки.
Краткое описание чертежей
Другие признаки и преимущества станут очевидными из следующего описания, приведенного в качестве неограничивающей иллюстрации со ссылкой на прилагаемые чертежи, на которых:
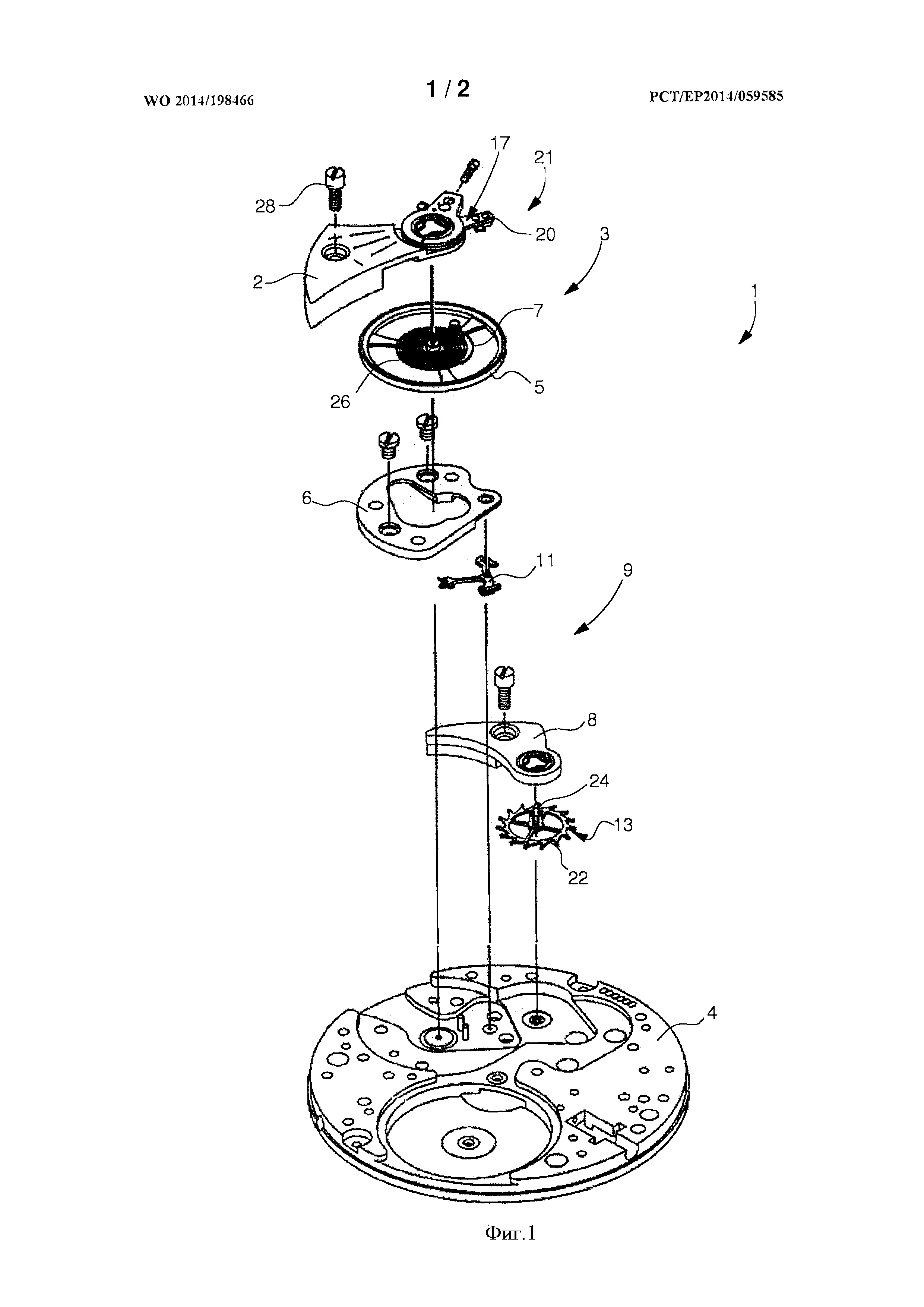
фиг. 1 представляет собой трехмерное изображение часового механизма по настоящему изобретению;
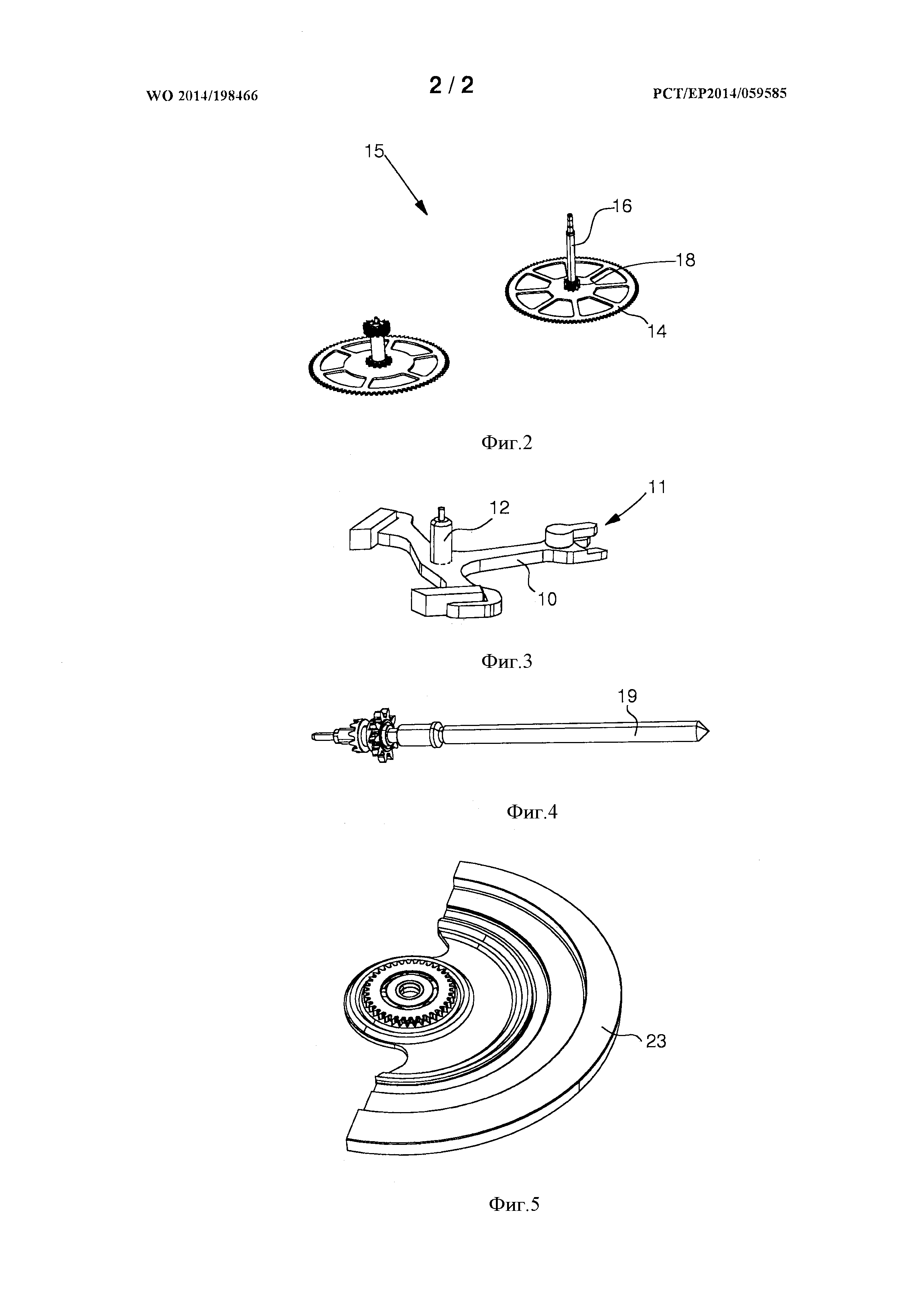
фиг. 2 представляет собой частичное изображение зубчатого механизма по настоящему изобретению;
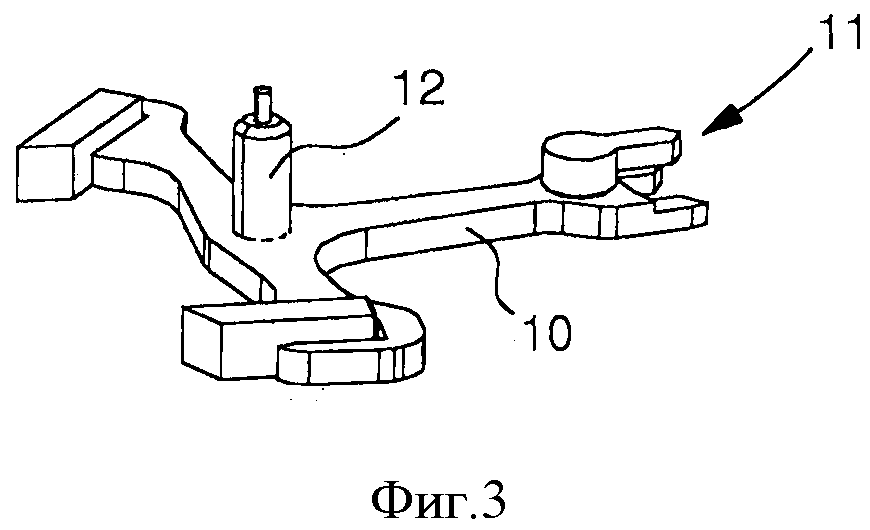
фиг. 3 представляет собой анкер по настоящему изобретению;
фиг. 4 представляет собой заводной валик по настоящему изобретению;
фиг. 5 представляет собой вид ротора по настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
На фиг. 1 показан частичный вид часового механизма 1 по настоящему изобретению, который предназначен для установки в часах. Часовой механизм 1 предпочтительно включает резонатор 3, содержащий балансир 5 и балансирную пружину 7, предназначенную для регулирования часового механизма 1. Резонатор 3 предпочтительно монтируется на валике оси посредством гнезда 26 балансирной пружины 7, установленной на валике оси между мостиком 2 и платиной 4, и включает в себя шаговую систему 21, которая смонтирована на мостике 2, содержащем в основном регулятор 17. Из фиг. 1 видно, что мостик 2 прикреплен к платине 4 в основном посредством винта 28.
Из фиг. 1 также видно, что часовой механизм 1 предпочтительно включает систему спуска 9, содержащую анкер швейцарского типа 11 и анкерное колесо 13, предназначенное для распределения движения резонатора на зубчатый механизм 15, а также для принуждения их к движению. Система спуска 9 предпочтительно смонтирована между двумя стержнями 6 и 8 и платиной 4.
Наконец, зубчатый механизм 19 предназначен для передачи энергии от заводного барабана (не показан) к резонатору, а также для заводки пружины заводного барабана посредством заводного механизма 19, валика оси, хомутов корпуса или ротора 23.
Все или часть этих микромеханических компонентов в настоящее время формируются из стали марок 15Р и 20АР, и они, таким образом, чувствительны к магнитным полям и к коррозии. Несмотря на то что указанная чувствительность может непосредственно вызывать проблемы в случае движущегося компонента, она может также опосредованно создавать проблемы, негативно влияя на другой, расположенный рядом компонент.
Соответственно, настоящее изобретение относится к микромеханическому компоненту для часового механизма, включающего металлическое изделие, сформированное из материала типа однофазной высокоинтерстициальной аустенитной стали. В настоящем описании термин «аустенитная сталь» означает сплав, включающий в основном железо по существу в аустенитной форме. Действительно, в любой производственной системе сложно обеспечить такое положение, при котором вся конструкция была бы аустенитной.
Таким образом, в соответствии с настоящим изобретением, после проведения исследовательских работ, стало возможным изготовить из одного материала, а именно, из аустенитной нержавеющей стали, детали, которые оказались нечувствительны или почти нечувствительны к внешним магнитным полям и к окисляющим атмосферам.
Эта высокоинтерстициальная аустенитная сталь включает по меньшей мере один неметалл, например азот и/или углерод в качестве межузельного атома, равномерно распределенный в материале, т.е. по всему металлическому изделию, в количестве от 0,15% до 1,2% от всей массы указанного металлического изделия. Отсюда понятно, что аустенитная сталь по настоящему изобретению может включать или исключительно межузельные атомы углерода, или исключительно межузельные атомы азота, или как межузельные атомы углерода, так и атомы азота.
Кроме того, было продемонстрировано, что в случае, когда межузельные атомы формируются углеродом или азотом, свойства получаемого материала являются оптимальными для производства компонентов часов, причем сумма процентного содержания по массе углерода и азота в композиции металлического изделия составляет между 0,6% и 0,95% и/или массовое процентное отношение содержания углерода и азота в композиции металлического изделия составляет между 0,25 и 0,55.
Далее предпочтительно, чтобы указанная высокоинтерстициальная аустенитная сталь была аустенитной нержавеющей сталью, включающей по меньшей мере 10% хрома и по меньшей мере 5% никеля и/или марганца, остальное железо. Таким образом, ясно, что аустенитная сталь по настоящему изобретению может включать только по меньшей мере 5% никеля от общей массы указанного металлического изделия, или только по меньшей мере 5% марганца от общей массы указанного металлического изделия, или по меньшей мере 5% никеля от общей массы указанного металлического изделия и по меньшей мере 5% марганца от общей массы указанного металлического изделия.
В качестве неограничивающего примера была создана хром-марганцевая аустенитная сталь, обладающая полностью удовлетворительными свойствами, в которой сумма C+N по существу равна 0,8% по массе относительно полной массы металлического изделия, а отношение углерод/азот, т.е. C/N, по существу равно 0,45. Сплав 1 в нижеприведенной таблице 1 дает представление об этих количествах.
В более общем смысле, любой аустенитообразующий элемент, т.е. такой, который способствует образованию γ-фазы в стали, может заменить весь или часть марганца для того, чтобы стимулировать образование аустенитной фазы, к числу таких элементов относятся, например, кобальт или медь. Пропорции замены кобальта и/или меди можно определить с использованием следующей модели:
Никельный эквивалент = (%Ni) + (%Co) + 0,5(%Mn) + 30(%C) + 0,3(%Cu) + 25(%N),
где проценты представляют количество по массе материала в общей массе металлического изделия.
В соответствии с одним конкретным вариантом, указанная сталь по настоящему изобретению может также включать в себя висмут, свинец, теллур, селен, кальций, серу и/или серу с марганцем (когда сталь не содержит марганца) в качестве легирующего элемента для повышения обрабатываемости резанием указанного микромеханического компонента. Было продемонстрировано, что перечисленные элементы, используемые индивидуально или в комбинации в качестве легирующих добавок, содействуют формированию в материале таких неоднородностей структуры материала, которые способны ограничить длину стружки и тем самым облегчить обработку указанного материала резанием. Количество висмута, свинца, теллура, селена, кальция, серы и/или серы с марганцем (если в стали отсутствует марганец) предпочтительно должно находиться в пределах от 0,05% до 3% по массе от полной массы металлического изделия.
Таким образом, учитывая вышеперечисленные достоинства, было продемонстрировано, что микромеханические компоненты, изготовленные в соответствии с настоящим изобретением, особенно предпочтительны и эффективны для использования в часах, когда из них сформированы весь или часть зубчатого механизма 15, например пластина зубчатого колеса 14, пластина зубчатого валика 18 или опорный валик оси зубчатого колеса 16, вся или часть системы регулирования 21, например пластина 20 рычага регулятора 17, вся или часть системы спуска 9, например пластина 22 ходового колеса 13, опорный валик зубчатого колеса 24, рычаг 10 анкеров 11 или ось 12 анкеров 11.
Хотя это не настолько предпочтительно, но возможно предусмотреть изготовление других микромеханических компонентов, даже если их обычно не изготовляют из сталей марок 15Р или 20АР. Таким образом, но не обязательно, возможно, в частности, изготавливать платину 4 и/или мостики 2, 6, 8, и/или заводной валик 19, и/или ротор 23, и/или гнездо валика оси 26, и/или винта 28, используя для этого высокоинтерстициальную аустенитную сталь по настоящему изобретению.
Нижеприводимая таблица 1 содержит примеры сплавов, которые могут быть использованы для изготовления микромеханических компонентов по настоящему изобретению:
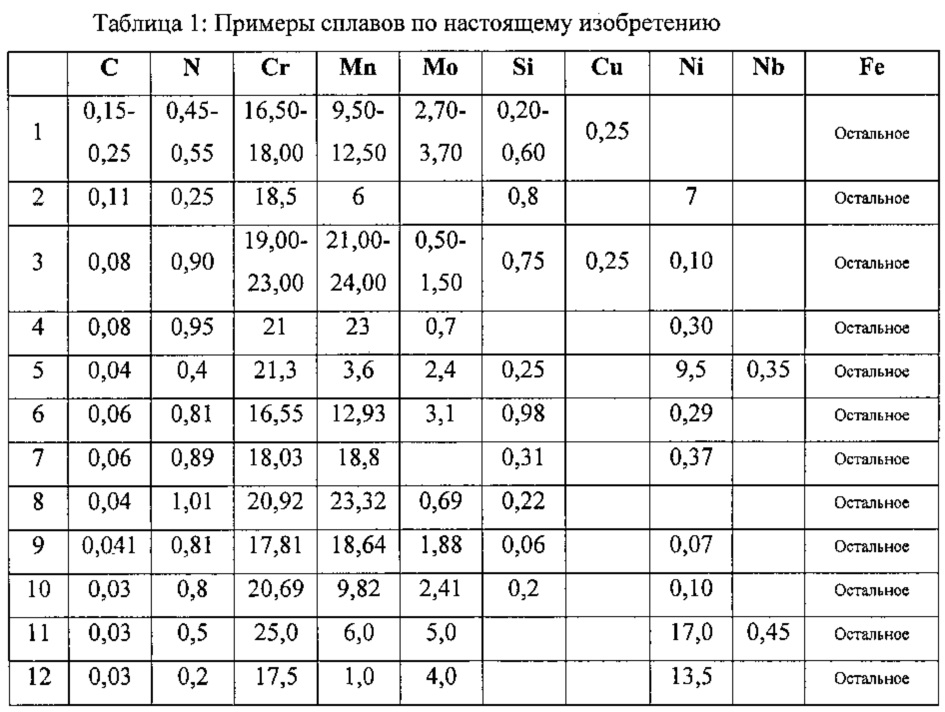
В ходе научных разработок стало ясно, что сплавы 1 и 2 оказались особенно привлекательны для применения в часовой промышленности. В соответствии с вышеприведенными объяснениями сплав 1 полностью удовлетворяет требованиям технологии обработки резанием и требованиям по твердости (между 600 HV и 900 HV, т е. эти показатели в основном совпадают с параметрами стали марки 20АР), не страдая от чувствительности к воздействию магнитных полей и коррозии. Сплав 2 менее тверд, чем сплав 1 (между 500 HV и 700 HV), но все-таки его твердость остается более высокой, чем твердость стали марки 316L, и поэтому он пригоден для изготовления подвижных деталей, а также и для деталей с окончательной прокаткой или полировкой.
Настоящее изобретение также относится к способу изготовления микромеханических компонентов, который включает следующие стадии:
a) использование материала в виде высокоинтерстициальной аустенитной стали, содержащей по меньшей мере один неметалл в виде межузельного атома, причем указанный по меньшей мере один неметалл присутствует в стали в количестве от 0,15% до 1,2% от общей массы указанного материала;
b) изготовление микромеханических компонентов, используя только указанный материал.
Одно из достоинств настоящего изобретения станет сразу понятно из следующего объяснения. Действительно, высокоинтерстициальная аустенитная сталь не требует каких-либо сложных шагов обработки для применения, в частности какого-либо вида обработки по повышению твердости для определенных толщин изделия, какого-либо вида химической защиты материала или какого-либо вида обработки по защите от воздействия магнитных полей.
В действительности, оказалось, что высокоинтерстициальная аустенитная сталь соответствует высоким требованиям часовой промышленности, не требуя никакой конкретной обработки, направленной на защиту от магнитных полей и от коррозии.
Как было объяснено выше, стадия а) в основном состоит из выплавки высокоинтерстициальной аустенитной стали, включающей по меньшей мере один неметалл, в качестве межузельного атома, например азот и/или углерод, равномерно распределенный в материале, т.е. в металлическом изделии в количестве от 0,15% до 1,2% от общей массы указанного металлического изделия.
В соответствии с предпочтительным вариантом осуществления сумма процентного содержания по массе углерода и азота в композиции металлического изделия составляет от 0,60% до 0,95% и/или массовое процентное отношение содержания углерода и азота в композиции металлического изделия находится в диапазоне от 0,25 до 0,55.
Далее предпочтительно, чтобы высокоинтерстициальная аустенитная сталь была бы представлена аустенитной нержавеющей сталью по настоящему изобретению, которая включает в себя по меньшей мере 10% хрома и по меньшей мере 5% никеля и/или по меньшей мере 5% марганца, остальное железо.
В качестве неограничивающего можно привести следующий пример: хром-марганцевая аустенитная сталь, в которой сумма количества углерода и азота, т.е. C+N, в основном составляет 0,8% по массе от всей массы металлического изделия, а отношение количества углерода к количеству азота, т.е. C/N, в основном равно 0,45, отвечает предъявляемым требованиям. Именно сплав 1 из вышеприведенной таблицы 1 демонстрирует указанные пропорции.
В соответствии с другим конкретным вариантом осуществления, высокоинтерстициальная аустенитная сталь по настоящему изобретению может включать в себя висмут, свинец, теллур, селен, кальций, серу и/или серу с марганцем (когда сталь не содержит марганца) в количестве от 0,05% до 3% по массе от полной массы металлического изделия, благодаря чему достигается повышение параметра обрабатываемости резанием металла указанного микромеханического компонента.
Таким образом, в соответствии с первым вариантом осуществления стадия b) включает в себя стадию деформации указанного материала с образованием полосы. Вслед за указанной стадией деформации следует фаза разрезания, в результате которой из отрезка полосы формируют указанный микромеханический компонент. Указанная фаза разрезания по первому варианту изобретения предпочтительно включает в себя операцию штамповки заготовки компонента, а затем следует операция станочной обработки функциональных поверхностей, за которой следует шлифование.
В качестве примера можно привести первый вариант осуществления, который делает возможным сформировать пластины зубчатых колес 14, пластины зубчатых валиков 18, пластину 20 рычага регулятора 17, пластины 22 ходового колеса 13, гнезда валиков оси 26 или рычаги 10 анкеров 11.
В соответствии со вторым вариантом осуществления стадия b) включает в себя стадию деформации указанного материала с образованием прутка или проволоки. После стадии деформации следует стадия разрезания для того, чтобы сформировать из отрезка прутка или проволоки указанный микромеханический компонент. По второму варианту осуществления в состав стадии разрезания, которую рассматривают как точку поворота, предпочтительно входит создание профилей функциональных поверхностей, за которым следует шлифовка. В завершение, согласно способу по второму варианту осуществления, стадия b) включает в себя стадию окончательной прокатки или полировки. По второму варианту осуществления могут, например, изготовляться опорные валики оси зубчатого колеса 16, 24, гнезда валика оси 26, винты 28 или оси 12 анкеров 11.
Естественно, что настоящее изобретение не ограничивается проиллюстрированными примерами, т.к. возможны разнообразные варианты и модификации, которые будут очевидными для специалистов в данной области техники. В частности, указанный способ может включать после выполнения стадии b) операцию окончательной полировки и/или операцию термообработки для того, чтобы завершить процесс изготовления микромеханического компонента.
Далее, для того чтобы повысить коррозийную стойкость высокоинтерстициальной аустенитной стали в ее состав также могут быть включены молибден в количестве от 0,5% до 5% по массе от полной массы металлического изделия и/или медь в количестве от 0,5% до 5% по массе от полной массы металлического изделия.
Наконец, для достижения деокислительного эффекта, т.е. для того, чтобы ограничить количество кислорода в расплавленном материале в процессе выплавки стали, в состав высокоинтерстициальной аустенитной стали можно также включить кремний в количестве, существенно более низком, чем 0,6%, или равном ему по массе от полной массы металлического изделия, и/или марганец в количестве, значительно более низком, чем 0,6%, или равном ему по массе от полной массы металлического изделия.
Способ изготовления проволоки из сплава золота
Экономичный компонент циферблата часов
Способ и производственное поддерживающее устройство для измерения крутящего момента спирали часов
Способ улучшения железо-никель-хром-марганцевого сплава для часовых применений
Спиральная часовая пружина на титановой основе
Спиральная пружина для часового механизма
Спусковое колесо, инструмент для изготовления спускового колеса и способ изготовления спускового колеса
Спиральная пружина для часового механизма и способ ее изготовления
Спусковой механизм часов без смазки
Узел часов с использованием аморфного металлического сплава
Цельная полая микромеханическая деталь с несколькими функциональными уровнями, образованная из материала на основе аллотропа синтетического углерода
Компонент часов на основе фотоструктурируемого стекла
Волосок для часового механизма и способ его изготовления
Часовой компонент с улучшенной самосмазкой
Способ изготовления пружины баланса часового изделия
Экономичный компонент циферблата часов

