Результат интеллектуальной деятельности: МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении деталей сложного профиля.
Известна матрица для выдавливания, состоящая из вставки, внешняя поверхность которой выполнена в виде двухстороннего усеченного конуса с меньшими основаниями на торцах, разрезного кольца из сегментов с ответными коническими поверхностями и обоймы (А.с. СССР №1398968, В21J 13/02, 30.05.1988, бюл. №20). За счет профиля вставки в виде двухстороннего усеченного конуса и подбора натягов создается переменный по высоте вставки натяг между сопрягаемыми поверхностями и возможно достижение условия обеспечения в рабочем режиме всестороннего равномерного сжатия вставки по всей ее высоте.
Недостатком данной матрицы является высокая сложность и трудоемкость ее изготовления из-за вставки, выполненной в виде двухстороннего усеченного конуса с меньшими основаниями на торцах и разрезного кольца из сегментов с ответными коническими поверхностями. Также недостатком данной матрицы являются ее большие габариты вследствие необходимости применения разрезного кольца из сегментов для передачи несущего давления от обоймы к вставке, что не всегда допустимо из-за фиксированных габаритов посадочных мест матриц в оборудовании.
Известна матрица, содержащая цилиндрическую вставку и установленное на ней с натягом и сопряженное по поверхности бандажное кольцо, сопрягаемая поверхность вставки или бандажа выполнена криволинейной, при этом форма криволинейной поверхности определяется из условия обеспечения в рабочем режиме всестороннего равномерного сжатия матрицы по всей высоте, а величина натяга определяется из приведенных соотношений с переменным натягом по высоте (патент РФ №2198761, В21J 13/02, B23P 11/02, опубликовано 20.02.2003).
Недостатком данной матрицы является высокая сложность и трудоемкость ее изготовления из-за технологической сложности обработки и контроля криволинейных поверхностей сопряжения вставки или бандажа. Также недостатком данной матрицы является невысокая циклическая стойкость и прочность при высадке деталей сложного профиля, что делает невозможным ее применение при изготовлении деталей сложного профиля, так как рассчитанный из приведенных соотношений натяг не обеспечивает всестороннее сжатие вставки и не препятствует возможности возникновения трещин при сложном профиле внутреннего отверстия вставки.
Наиболее близкой по технической сущности к предлагаемой является матрица, содержащая бандажное кольцо и вставку, запрессованную в бандажное кольцо, наружная поверхность вставки и внутренняя поверхность бандажного кольца выполнены конусными, переменный натяг между упомянутыми конусными поверхностями образован выполнением бандажного кольца и вставки с различной на противоположных торцах матрицы величиной разности между внутренним диаметром бандажного кольца и наружным диаметром вставки (патент РФ №2553736, B21J 13/02, B21J 5/08, опубл. 20.06.15, Бюл. №17). В данной матрице при относительной простоте ее изготовления достигается условие всестороннего равномерного сжатия вставки сложного профиля по всей ее высоте.
Недостатком данной матрицы, как выявили производственные испытания, является невысокая ее циклическая стойкость и прочность при высадке деталей сложного профиля с большой разностью диаметров, а также ступенчатым перепадом диаметров в сечении. Установлено, что в месте перепадов диаметров в матрице скапливается смесь из масла и загрязнений, которая не удаляется из полости матрицы при выталкивании детали. При помещении в матрицу новой заготовки, подаче смазочно-охлаждающей жидкости и высадке происходит гидравлический удар, который повторяется при каждом рабочем ходе холодновысадочного пресса. В итоге, матрица не выдерживает динамическую нагрузку и ее вставка разрушается с образованием трещин в месте скопления смеси из масла и загрязнений. В связи со сказанным выше недостатком матрицы является отсутствие простых и действенных методов удаления при высадке из ее рабочей полости в месте перепадов диаметров и ступеней масла и загрязнений.
Задачей изобретения является обеспечение удаления масла и загрязнений из мест их скопления в рабочей полости матрицы с переменным высоте вставки или бандажа натягом для высадки деталей сложного профиля.
Технический результат - повышение циклической стойкости и прочности матрицы с переменным по высоте вставки или бандажа натягом между сопрягаемыми поверхностями и возможность применения данной матрицы для высадки деталей сложного профиля с большой разностью диаметров, а также ступенчатым перепадом диаметров в сечении.
Данная задача решается, а технический результат достигается тем, что в предлагаемой матрице для высадки, содержащей бандажное кольцо с внутренней конусной поверхностью и вставку с наружной конусной поверхностью и полостью, выполненной с перепадом диаметров, которая запрессована в бандажное кольцо с переменным натягом, образованным различной на противоположных торцах матрицы величиной разности между внутренним диаметром бандажного кольца и вставки, согласно изобретению вставка в месте перепада диаметров ее полости выполнена со ступенчатыми отверстиями, часть которых с диаметром 0.2-0.5 мм расположена со стороны полости вставки, а часть с диаметром 1-4 мм - со стороны ее наружной поверхности, на которой в месте выхода упомянутых отверстий выполнены продольные канавки, количество которых совпадает с количеством отверстий.
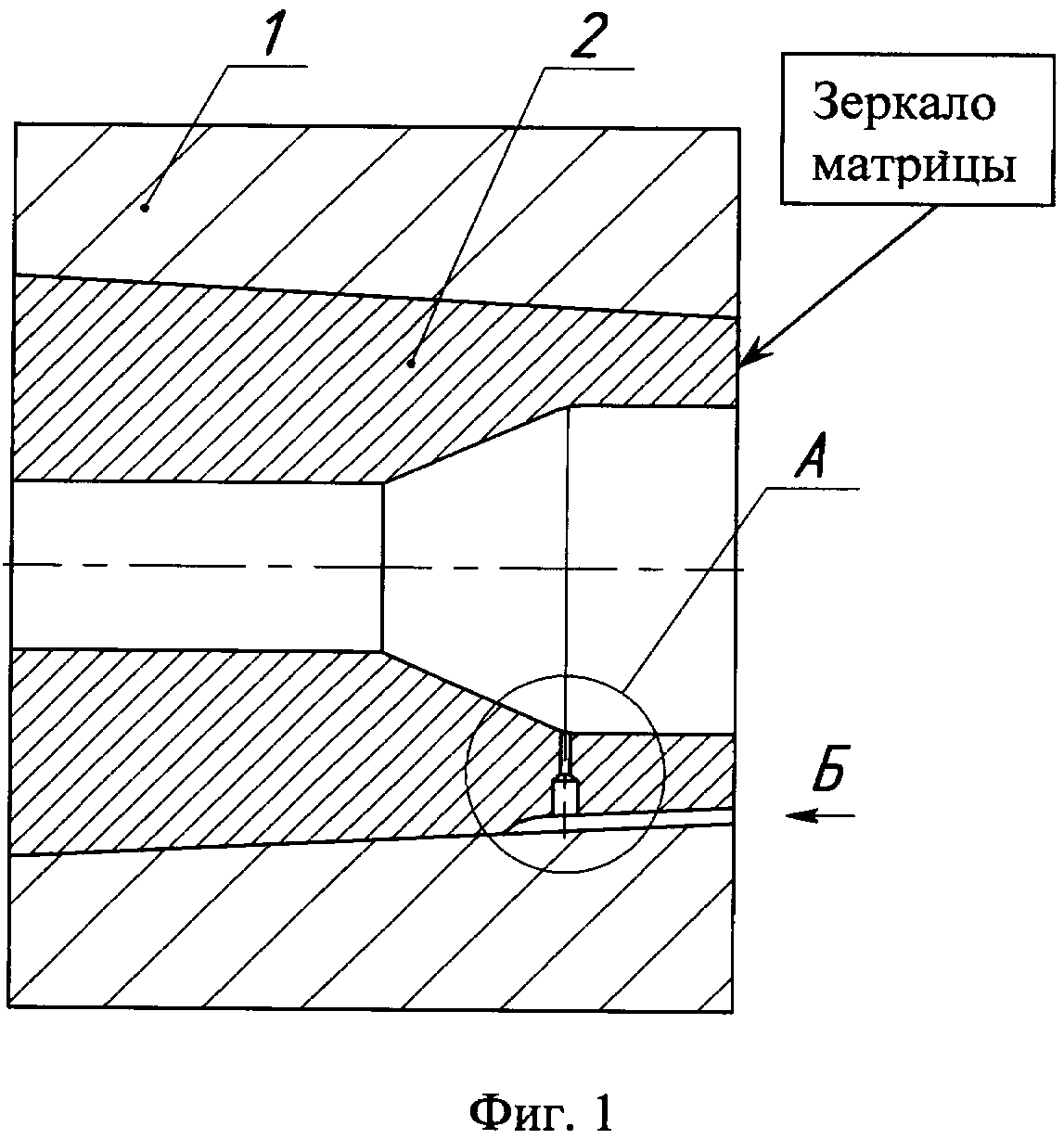
Сущность изобретения поясняется чертежами. На фиг. 1 показан пример матрицы для высадки деталей сложного профиля, где с наружной части вставки в месте выхода отверстий выполнены продольные канавки, по количеству совпадающие с числом отверстий. На фиг. 2 показан вид Б на торец матрицы изображенной на фиг. 1. На фиг. 3 показан увеличенный вид А матрицы, изображенной на фиг. 1.
Матрица, изображенная на фиг. 1, применяется для высадки колесного ключа, состоит из бандажного кольца 1, внутренняя поверхность которого выполнена конусной, и запрессованной в него вставки 2, имеющей наружную конусную поверхность и отверстие сложного профиля с большой разностью диаметров. Конусные поверхности бандажного кольца 1 и вставки 2 на противоположных торцах матрицы характеризуются различной величиной разности между внутренним диаметром бандажного кольца и наружным диаметром вставки, т.е. натягами. Следовательно, образуются натяги, разные в противоположных торцах матрицы, и возникает переменный натяг Δ, обеспечивающий в рабочем режиме всестороннее равномерное сжатие профиля вставки по всей ее высоте.
Кроме того, в месте перепада диаметров внутренней полости вставки, по ее периметру через 120° выполнены 3 ступенчатых отверстия (фиг. 2) с наименьшим диаметром d=0.3 мм со стороны внутренней полости вставки и наибольшим диаметром D=2 мм со стороны внешнего ее диаметра. При этом на наружной части вставки в месте выхода отверстий выполнены 3 продольные канавки радиусом R (фиг. 3), выходящие на зеркало матрицы. Таким образом, масло и загрязнения отводятся из мест их скопления в рабочей ступенчатой полости матрицы через 3 ступенчатых отверстия в продольные канавки и выводятся на зеркало матрицы.
Преимуществом предлагаемой матрицы является повышенная циклическая стойкость и прочность благодаря реализации переменного по высоте матрицы натяга. Также преимуществом предлагаемой матрицы является простота и низкая трудоемкость ее изготовления за счет выполнения сопрягаемых наружной поверхности вставки и внутренней поверхности бандажного кольца конусными. Кроме того, повышенная циклическая стойкость и прочность данной матрицы достигается за счет отвода и удаление масла и загрязнений из мест их скопления в рабочей полости матрицы, что предотвращает гидравлический удар при рабочем ходе холодновысадочного пресса. В итоге, во вставке матрицы отсутствует образование трещин в месте скопления смеси из масла и загрязнений.
Заявляемое техническое решение предлагает простой и действенный метод удаления масла и загрязнений в месте перепадов диаметров и ступеней матрицы с переменным натягом при высадке, что препятствует возможности возникновения трещин при сложном профиле внутреннего отверстия вставки.
Итак, предлагаемая матрица имеет высокую циклическую стойкость и прочность, проста в изготовлении и сборке из-за реализации переменного натяга и особо эффективна с точки зрения ее применения при изготовлении деталей сложного профиля за счет отвода из ее полости масла и загрязнений.
Матрица для высадки, содержащая бандажное кольцо с внутренней конусной поверхностью и вставку с наружной конусной поверхностью и полостью, выполненной с перепадом диаметров, которая запрессована в бандажное кольцо с переменным натягом, образованным различной на противоположных торцах матрицы величиной разности между внутренним диаметром бандажного кольца и вставки, отличающаяся тем, что вставка в месте перепада диаметров ее полости выполнена со ступенчатыми отверстиями, часть которых с диаметром 0,2-0,5 мм расположена со стороны полости вставки, а часть с диаметром 1-4 мм - со стороны ее наружной поверхности, на которой в месте выхода упомянутых отверстий выполнены продольные канавки, количество которых совпадает с количеством отверстий.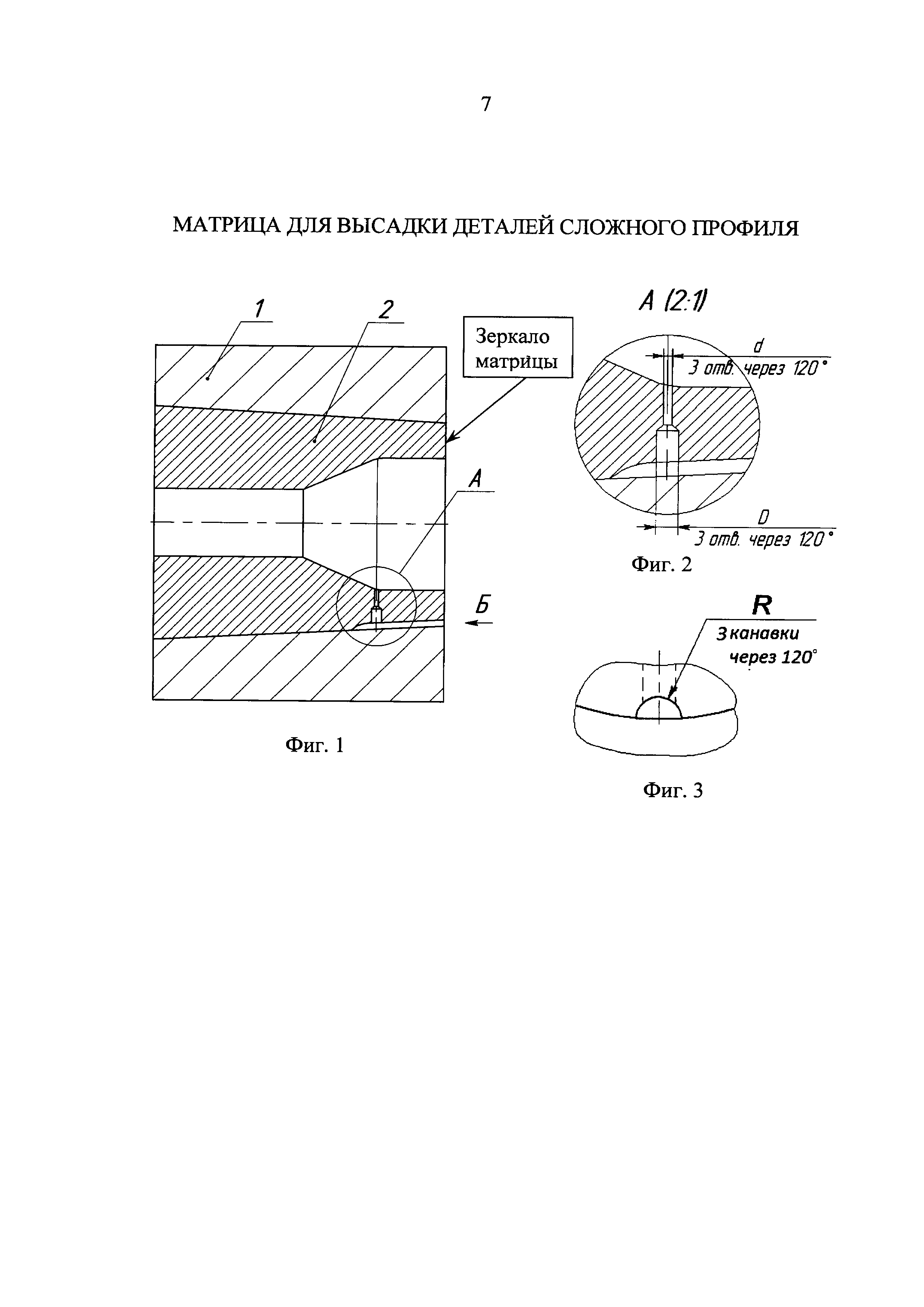
Способ изготовления огнестойкого шланга
Магнитная система синхронного двигателя с инкорпорированными постоянными магнитами и с асинхронным пуском.
Высокооборотный электромеханический преобразователь энергии с воздушным охлаждением (варианты)
Способ электрополирования металлической детали
Способ упрочнения режущего инструмента осаждением мультислойных покрытий системы ti - al
Способ электрополирования лопаток блиска
Радиофотонный волоконно-оптический преобразователь параметров сигналов
Способ определения толщины отложений на внутренней поверхности трубопровода
Электрическая машина с интенсивной системой охлаждения
Способ фрикционной сварки листовых заготовок
Зажимное устройство с самоцентрирующим механизмом

