Результат интеллектуальной деятельности: ПУАНСОН ДЛЯ РАЗДАЧИ КОНЦА ТРУБЫ НЕФТЯНОГО СОРТАМЕНТА
Вид РИД
Изобретение
Изобретение относится к трубному производству и может быть использовано при раздаче концов труб нефтяного сортамента перед нарезкой резьбы.
Трубы под нарезку резьбы в соответствие с требованиями стандартов по обеспечению минимальной длины резьбы витками с полным профилем без черновин должны прокатываться в пределах плюсового поля допусков по наружному диаметру, что приводит к увеличению металлоемкости труб и расхода металла на производство. Поэтому трубы прокатывают в пределах минусового поля допусков, а концы труб калибруют путем раздачи для получения наружного диаметра в пределах плюсового поля допусков.
Известен калибрующий конус (пуансон) прессов-расширителей, предназначенный для раздачи концов труб при экспандировании, профиль которого состоит из четырех участков - входного, произвольной формы, конического, на котором происходит раздача, переходного, выполненного радиусом, и цилиндрического, фиксирующего заданный диаметр конуса (пуансона) (Ю.И. Райчук, З.О. Княженский и др. «Расчет профиля калибрующих конусов прессов - расширителей», Сталь №12. Издательство «Металлургия», 1971, с. 1111). Недостатком известного калибрующего конуса (пуансона) является использование его для раздачи концов электросварных труб большого диаметра 530-1220 мм и определение угла конуса αк исходя только из соотношения геометрических параметров трубы с учетом ряда эмпирических коэффициентов без учета сил сопротивления на контактной поверхности трубы с пуансоном при перемещении во время раздачи, что приводит к снижению стойкости пуансона и к ухудшению качества внутренней поверхности трубы из-за появления задиров и царапин, глубина которых выводит стенку за пределы минимальной толщины, обеспечивающей нарезку резьбы.
Техническая задача, решаемая изобретением, состоит в создании пуансона, обладающего повышенной стойкостью при раздаче труб нефтяного сортамента: насосно-компрессорных и обсадных, способствующего улучшению качества внутренней поверхности трубы из-за снижения вероятности появления на ней задиров и царапин, глубина которых выводит стенку за пределы минимальной толщины, обеспечивающей нарезку резьбы.
Решение технической задачи достигается тем, что в пуансоне для раздачи конца трубы нефтяного сортамента, профиль которого состоит из участков - входного, конического, переходного и цилиндрического, конический участок выполнен с углом конуса, определяемого из выражения αк = arctg f, где αк - угол конуса, f - коэффициент трения металла трубы на контактной поверхности с пуансоном, который изготовлен, например, из инструментальной легированной стали, содержащей, мас. %: углерод 1,45-1,65; хром 11,0-12,5; ванадий 0,15-0,30; кремний 0,1-0,4; молибден 0,4-0,6; марганец 0,15-0,45, а участки - входной, конический и переходной могут быть расположены с передней и задней сторон пуансона симметрично относительно цилиндрического участка.
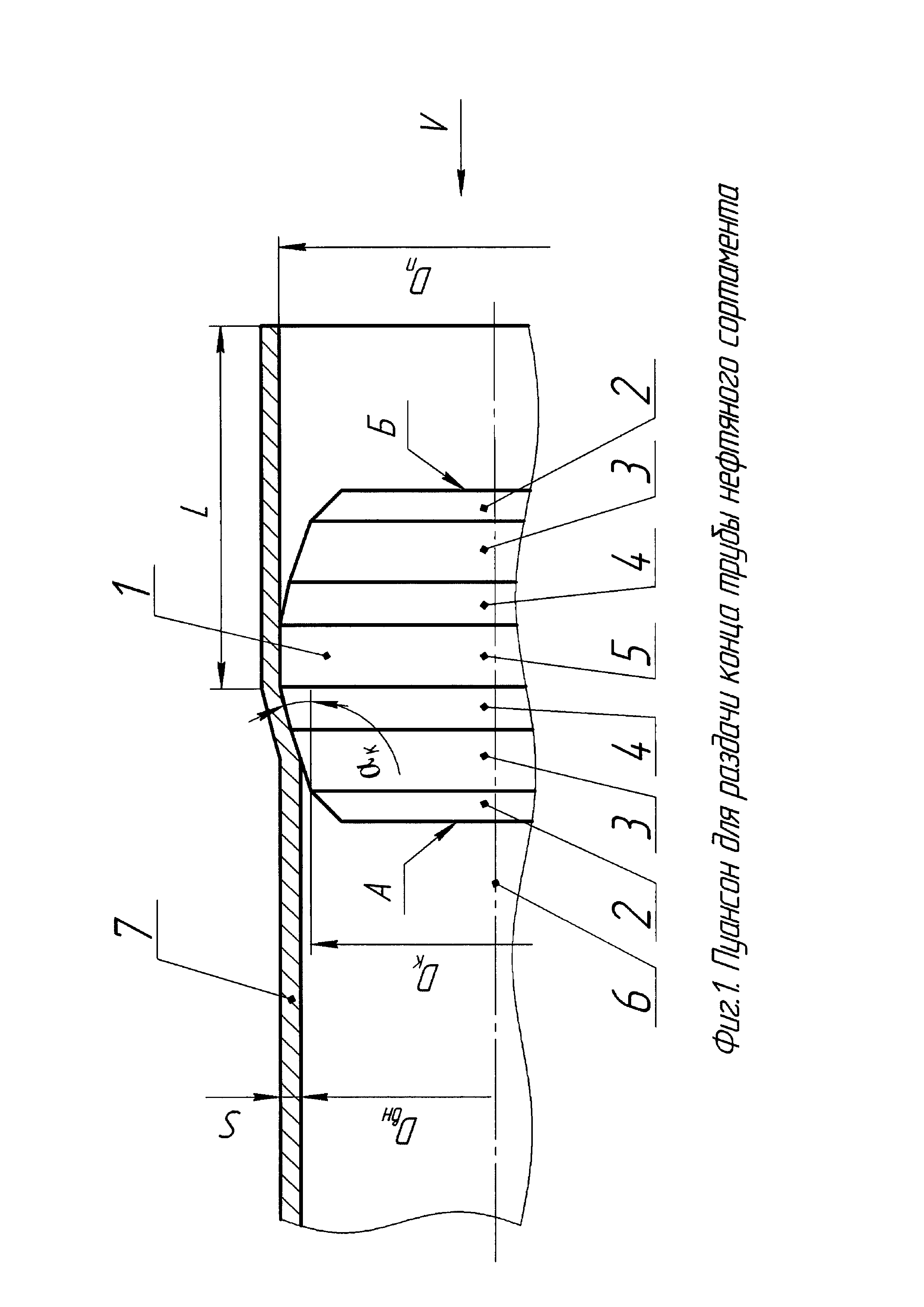
Сущность изобретения поясняется фиг. 1. где приведен профиль пуансона для раздачи конца трубы нефтяного сортамента.
Предлагается пуансон 1, предназначенный для раздачи конца трубы нефтяного сортамента 7 внутренним диаметром Dвн и стенкой S при подготовке к нарезке резьбы, профиль которого состоит из четырех участков - входного 2, произвольной формы, конического 3 с углом конуса αк, на котором происходит раздача, переходного 4, выполненного радиусом, расположены по продольной оси 6 с передней А и задней сторон Б пуансона симметрично относительно цилиндрического участка 5, фиксирующего диаметр пуансона Dп, заданный исходя из величины раздачи.
Раздачу конца трубы производят при введении пунсона 1 в трубу 7 входным участком 2, конечный диаметр Dк которого несколько меньше внутреннего диаметра трубы Dвн, и последующего перемещения в направлении V под действием прилагаемого усилия пресса. При этом конец трубы, перемещаясь по конической поверхности участка 3 с углом конуса αк, раздается, увеличиваясь в диаметре до величины, определяемой диаметром Dп цилиндрического участка 5 с сохранением толщины стенки трубы S. Величину хода пуансона определяют исходя из длины L, необходимой для обеспечения требуемой длины резьбы.
Выбор угла конуса αк имеет большое значение для оптимальности процесса раздачи конца трубы и повышения его стабильности. Наиболее благоприятные условия, характеризующиеся наименьшим сопротивлением трубы продвижению пуансон в направлении раздачи, соответствуют условию, описываемому формулой, когда αк = arctg f, где αк - угол конуса, f - коэффициент трения металла трубы на контактной поверхности с пуансоном. Значение f зависит от температуры и материла трубы и наличия смазки на контактной поверхности и материала пуансона. При неизменности температуры и материала трубы и наличии смазки на поверхности трения основным фактором определяющим значение коэффициента трения f, является материал пуансона.
В предлагаемом изобретении при раздаче используют, например, инструментальную легированную сталь, содержащую, мас. %: углерод 1,45-1,65, хром 11,0-12,5, ванадий 0,15-0,30, кремний 0,1-0,4, молибден 0,4-0,6, марганец 0,15-0,45, которая благодаря комплексному легированию обладает высокой твердостью, прочностью и износостойкостью.
Использование приведенного в качестве примера предложенного состава легирующих элементов в стали обеспечивает при этом оптимальную величину коэффициента трения металла трубы на контактной поверхности с пуансоном f=0,0699-0,122, что, в свою очередь, позволяет определить угол конуса пуансона αк=4-7° и за счет этого уменьшить силы сопротивления при перемещении пуансона при раздаче, повысить стойкость пуансона по износу и поднять качество внутренней поверхности трубы путем устранения задиров и царапин, глубина которых выводит стенку за пределы минимальной толщины, обеспечивающей нарезку резьбы.
По мере эксплуатации пуансона 1 происходит износ его рабочих участков, расположенных на передней стороне А, до предельной величины. После этого пуансон разворачивают и рабочей делают сторону Б. Расположение участков пуансона 1 - входного 2, конического 3 и переходного 4 с передней А и задней Б сторон пуансона симметрично относительно цилиндрического участка 5 позволяет увеличить время эксплуатации пуансона (наработку).
Предлагаемое техническое решение прошло опытно-промышленное опробование на прессе фирмы «Ateliers ROCHE», результаты которого приведены в табл. 1.
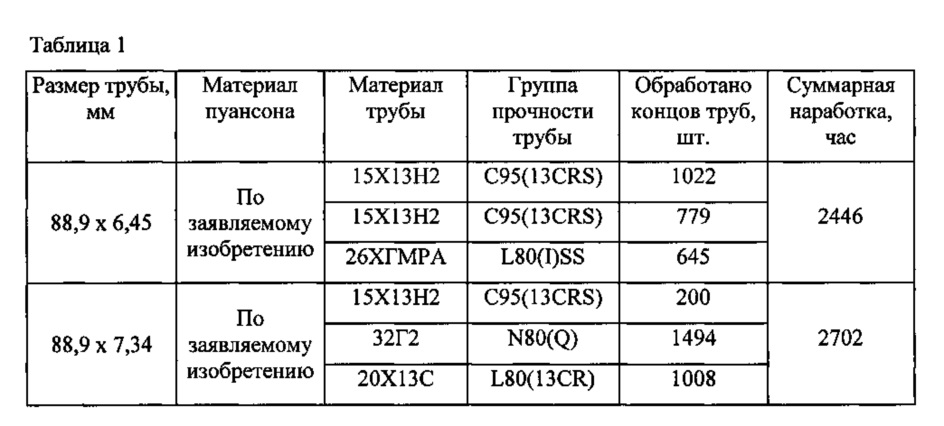
Раздача проводилась «на холодную» со смазкой при коэффициенте трения f=0,0874 и угле конуса пуансона αк=5° с высоким качеством внутренней поверхности трубы, без царапин и задиров.
Способ получения гильз
Способ индукционной термической обработки сварного соединения
Труба бесшовная нефтяного сортамента высокопрочная в сероводородостойком исполнении
Способ термической обработки труб нефтяного сортамента из коррозионно-стойкой стали
Способ обработки ниппельной части резьбового соединения насосно-компрессорной трубы
Устройство для зацентровки заготовок перед прошивкой
Оправочный узел стана продольной прокатки труб
Способ изготовления труб нефтяного сортамента (варианты)
Способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком
Инструмент для удаления внутреннего грата и способ его термической обработки
Способ настройки косовалковой правильной машины при правке труб с температурой 500-700°c
Технологический инструмент трехвалкового стана поперечно-винтовой прокатки
Устройство для хранения и транспортировки труб
Труба нефтяного сортамента из коррозионно-стойкой стали мартенситного класса

