Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к области термической резки труб на трубосварочных агрегатах и наиболее эффективно может быть использовано при плазменной обрезке концов неповоротных труб и продольной порезке.
Известна установка для термической резки труб, см. а.с. СССР №1180198, М. кл. В23К 7/04, заявл. 17.05.84 г., опубл. 23.09.85 г.
Известная конструкция установки для термической резки труб содержит основание, перемещающуюся от привода по закрепленным на основании рельсам тележку со смонтированным на ней с возможностью изменения положения резаком.
Недостатком известной установки является значительная косина обрезаемого торца трубы, так как реборды ходовых колес тележки устанавливаются на направляющие рельсы с гарантированным монтажным зазором и при перемещении тележка на величину этого зазора перекашивается относительно оси обрабатываемой трубы.
Другим недостатком установки является преждевременное сгорание сопла и электрода плазменного резака из-за отсутствия механизма отслеживающего оптимальный зазор плазменного резака относительно поверхности трубы. Трубы большого диаметра имеют допустимую овальность концов 10 мм и отклонение от общей прямолинейности на концах труб 0,15% от длины. При длине труб 12 метров отклонение от общей прямолинейности составит 18 мм, поэтому, чтобы не повредить во время резки плазменный резак, расстояние от поверхности трубы должно быть не менее 25 мм, что приводит к расфокусированию плазменной дуги, увеличивается угол наклона кромки реза, что приводит к возникновению дефектов на кромке и снижению качества реза.
Из известных устройств для термической резки труб наиболее близким по технической сущности является устройство, описанное в патенте РФ №2278769, М. кл. В23К 7/00, заявл. 03.08.2004 г., опубл. 27.06.2006 г.
Это устройство для термической резки труб содержит основание, перемещаемую от привода по направляющим основания тележку с жестко закрепленной на ней стойкой, несущей перемещаемую в радиальном направлении каретку с плазменным резаком и привод вращения резака. Тележка имеет две пары ходовых колес, смонтированных на консолях приводных валов. Одна пара ходовых колес связана с приводом перемещения тележки, а вторая пара - холостая.
Недостатком известного устройства является значительная косина обрезаемого торца трубы. Это вызвано тем, что реборды ходовых колес тележки устанавливаются на направляющие рельсы с гарантированным монтажным зазором и при перемещении тележка на величину этого зазора перекашивается относительно оси обрабатываемой трубы. При обработке труб большого диаметра это приводит к увеличению абсолютной косины на торце трубы, что в итоге приведет к увеличению отхода металла при дальнейшей механической обработке торца трубы.
Следующим недостатком устройства для термической резки труб является изменяющаяся величина оптимального зазора плазменного резака. Это приводит к изменению величины угла наклона кромки реза относительно поверхности трубы, в результате чего происходит смещение продольного реза относительно оси трубы при перемещении плазменного резака на большую длину реза, а также к образованию ступенек, нарушению линейных размеров, что снижает качество поверхности реза. Это вызвано тем, что реборды ходовых колес тележки устанавливаются на направляющие рельсы с гарантированным монтажным зазором и при перемещении тележка на величину этого зазора перекашивается относительно оси обрабатываемой трубы.
Недостатком известного устройства является также выход сопла в плазменном резаке из строя потому, что происходит прямое попадание с верхней поверхности отрезаемой трубы на сопло плазменного резака микрочастиц расплавленного металла, так как плазменный резак располагается перпендикулярно поверхности трубы. Кроме того, при резке трубы брызги расплавленного металла попадают не только на поверхность отрезаемого металла, но и на поверхность трубы, поэтому после операции термической резки необходимо зачистить от брызг налипшего металла поверхность трубы, а это дополнительные затраты времени и средств, что снижает производительность.
Задача настоящего изобретения состоит в создании устройства для термической резки труб, позволяющего повысить качество реза за счет повышения стабильного и точного процесса резки, исключить попадание выплавляемого металла из полости реза на поверхность трубы, уменьшить отходы металла, увеличить производительность и расширить количество технологических операций, выполняемых на устройстве.
Поставленная задача достигается тем, что устройство для термической резки труб, содержащее основание, перемещаемую по направляющим основания тележку с парой ходовых колес, установленных на консолях приводных валов, и с жестко закрепленной на ней стойкой, несущей перемещаемую в радиальном направлении каретку с плазменным резаком, привод вращения плазменного резака и привод перемещения тележки, согласно изобретению снабжено установленными на тележке симметрично относительно ее вертикальной оси на консольных концах предусмотренных дополнительных валов дополнительными ходовыми колесами и боковыми роликами, причем дополнительные ходовые колеса смонтированы на валах с эксцентриситетом и установлены с возможностью контакта с направляющими основания, при этом боковые ролики, образующие базовую опорную поверхность, расположены с одной стороны тележки, а боковые ролики, фиксирующие положение тележки относительно основания, расположены с другой стороны тележки на валах с эксцентриситетом, а плазменный резак установлен на оси в опорах и снабжен приводом поворота относительно вертикальной оси каретки, при этом на одной из опор установлен фиксатор.
Такое конструктивное выполнение устройства для термической резки труб обеспечит повышение качества резки труб за счет точной установки плазменного резака по линии реза благодаря наличию дополнительных ходовых колес, смонтированных на валах, выполненных с эксцентриситетом и установленных с возможностью контакта с направляющими, что позволяет убрать зазоры между поверхностью ходовых колес тележки и поверхностью в направляющих основания за счет эксцентриситета, выполненного на валах дополнительных ходовых колес. Боковые ролики, образующие базовую опорную поверхность для тележки, и ролики, установленные на валах, выполненных с эксцентриситетом, позволяют зафиксировать положение тележки точно по оси устройства за счет эксцентриситета, выполненного на валах роликов. Совпадение оси тележки по оси вращения плазменного резака с осью трубы исключает косину обрезаемого торца, позволяет держать во время работы плазменного резака постоянным величину оптимального зазора между соплом плазменного резака и поверхностью трубы, при этом угол наклона кромки реза относительно поверхности трубы не изменяется, что обеспечивает качество реза. Кроме того, плазменный резак располагается над поверхностью трубы, имеет привод поворота относительно вертикальной оси каретки, что позволяет выбирать угол наклона плазменного резака, что позволяет исключить при работе попадание микрочастиц расплавленного металла на сопло плазменного резака и на внутреннюю поверхность трубы. Расплавленный металл попадает на отрезаемый участок, что исключает дополнительную операцию по зачистке поверхности трубы от брызг, продлевает срок службы плазменного резака. Далее возможность поворота плазменного резака позволяет выполнять на трубе операцию по снятию фаски, а также, при необходимости, произвести строжку на поверхности трубы для снятия дефекта с поверхности металла, дополнительные операции, выполняемые на устройстве, позволяют расширить его технологические возможности.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
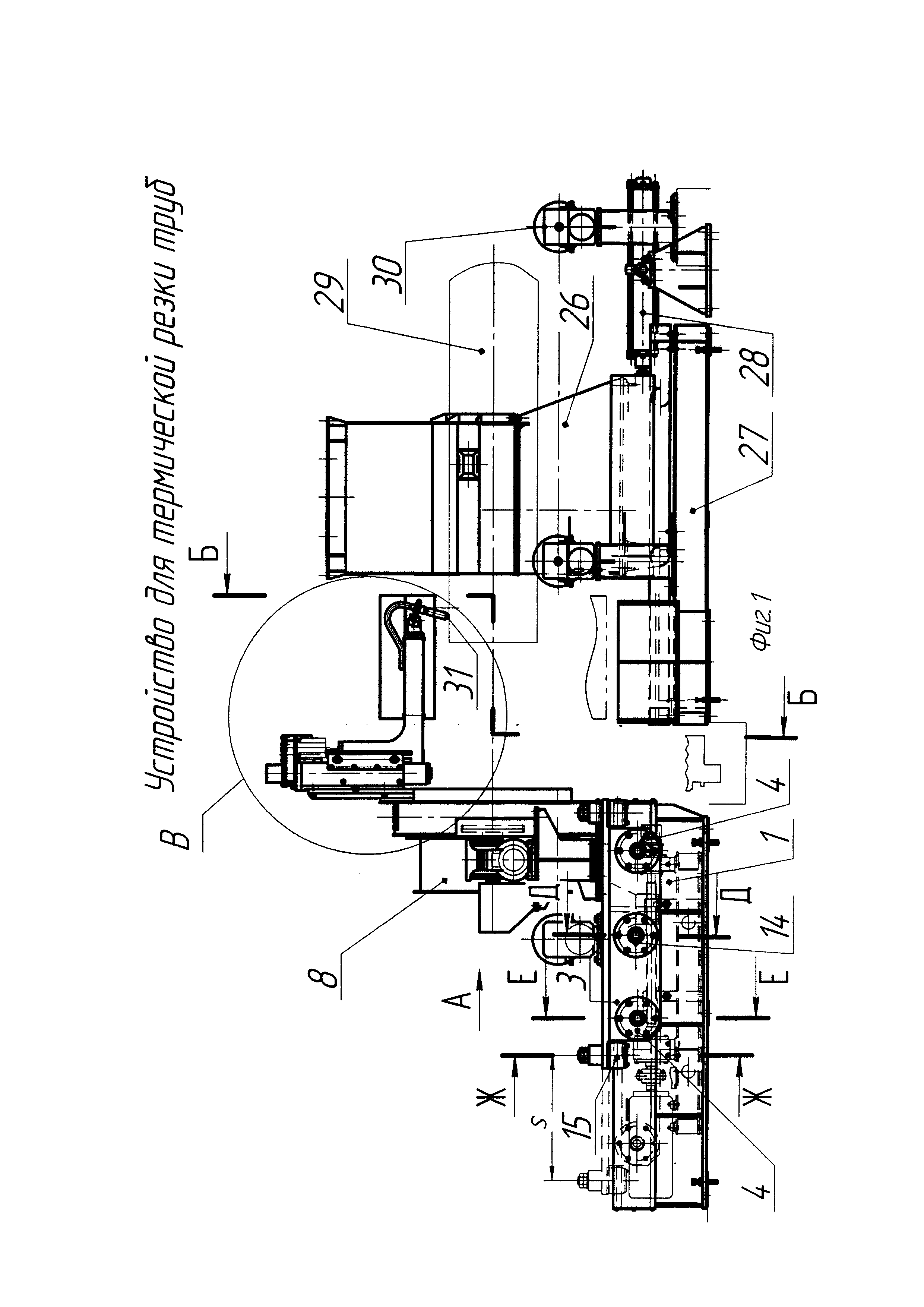
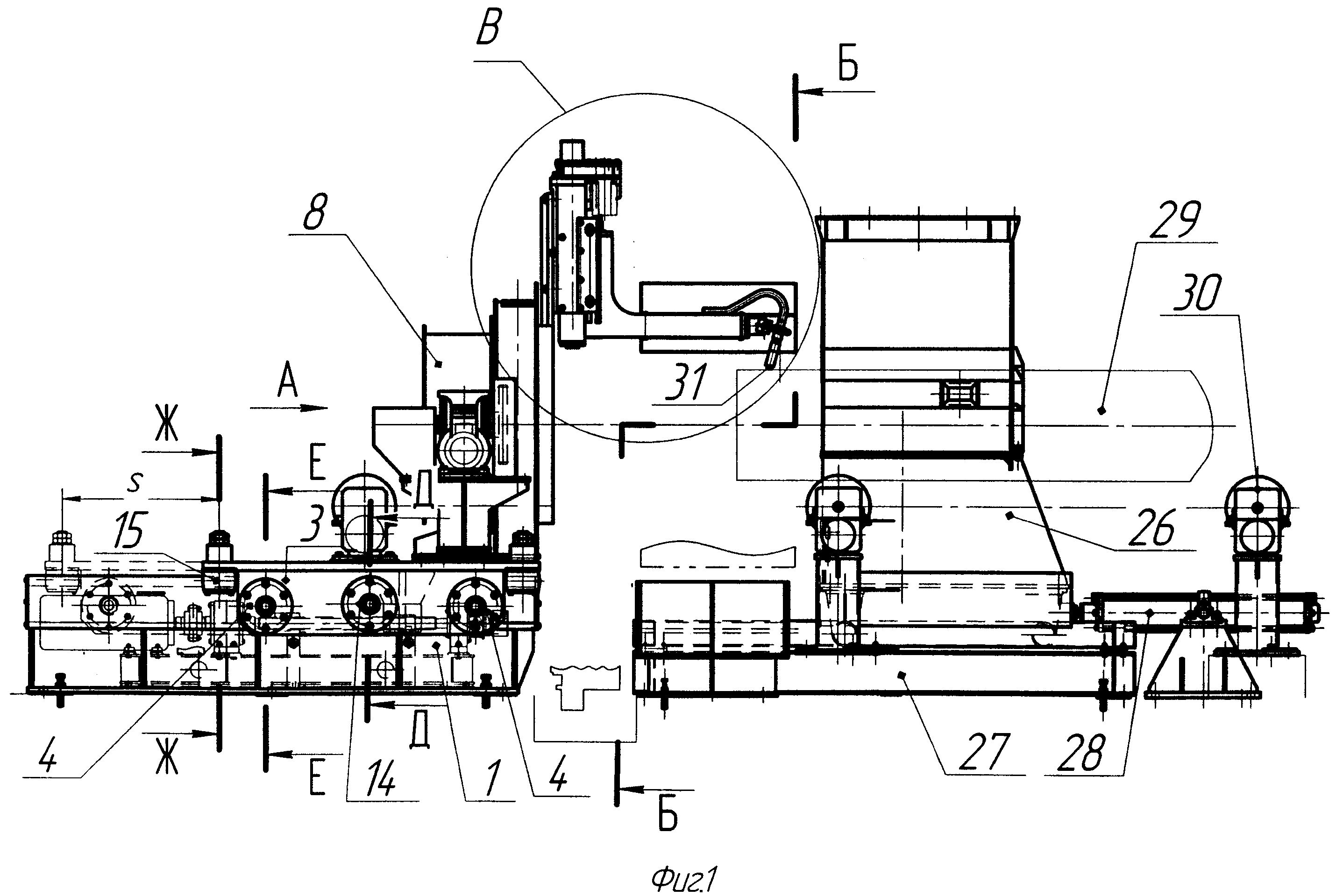
на фиг. 1 - изображено устройство для термической резки труб, общий вид;
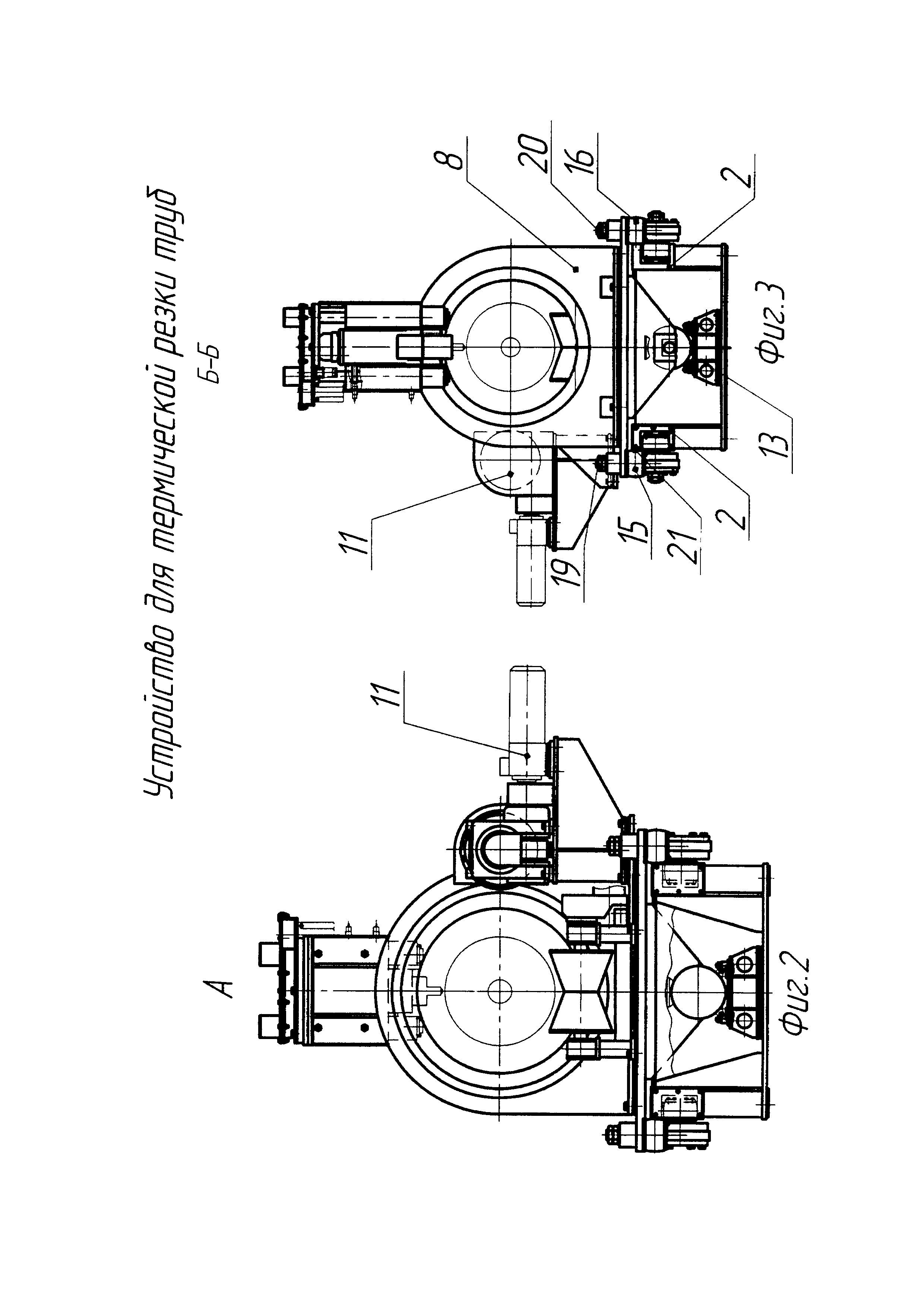
на фиг. 2 - вид А на фиг. 1;
на фиг. 3 - разрез Б-Б на фиг. 1;
на фиг. 4 - место В на фиг. 1;
на фиг. 5 - разрез Г-Г на фиг. 4;
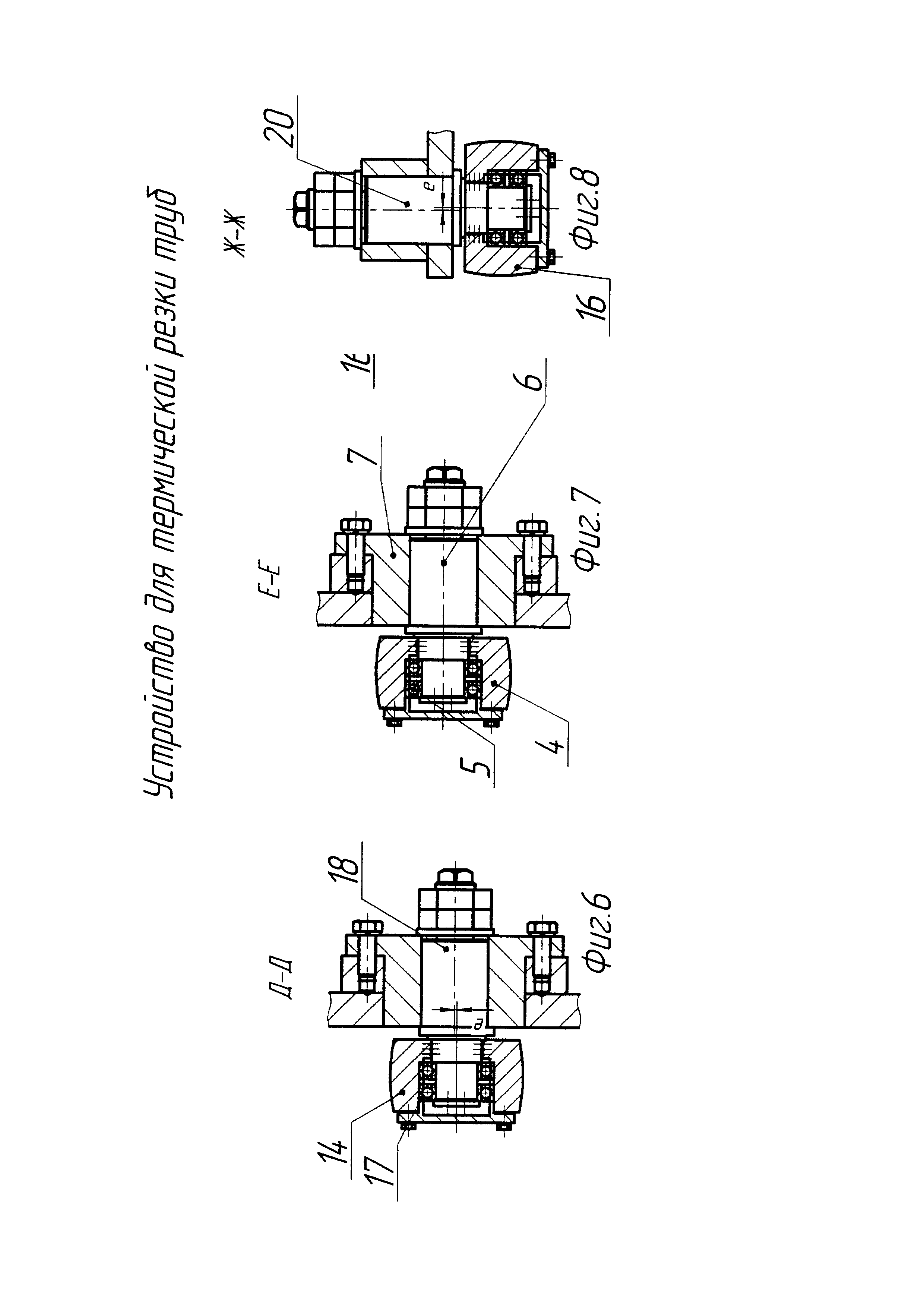
на фиг. 6 - разрез Д-Д на фиг. 1;
на фиг. 7 - разрез Е-Е на фиг. 1;
на фиг. 8 - разрез Ж-Ж на фиг. 1.
Устройство для термической резки труб содержит основание 1, перемещаемую по направляющим 2 основания тележку 3 с парой ходовых колес 4, установленных в подшипниках 5 на консолях приводных валов 6, установленных в опорах 7. На тележке 3 жестко закреплена стойка 8, на которой с возможностью перемещения в радиальном направлении расположена каретка 9 с плазменным резаком 10, имеющим привод его вращения 11 и привод поворота 12. Тележка 3 снабжена приводом перемещения 13. Устройство снабжено установленными на тележке 3 симметрично относительно ее вертикальной оси дополнительными ходовыми колесами 14 и боковыми роликами 15, 16. Дополнительные ходовые колеса 14 установлены в подшипниках 17 на консольных концах предусмотренных дополнительных валов 18, выполненных с эксцентриситетом  , и установлены с возможностью контакта с направляющими 2 основания 1. Боковые ролики 15, 16 расположены на консольных концах предусмотренных дополнительных валов 19, 20. Боковые ролики 15, образующие базовую опорную поверхность 21, расположены с одной стороны тележки 3, а боковые ролики 16, фиксирующие положение тележки 3 относительно основания 1, расположены с другой стороны тележки 3 на валах 20 с эксцентриситетом . Плазменный резак 10 установлен на оси 22 в опорах 23, 24 и снабжен приводом поворота 12 относительно вертикальной оси каретки 9, при этом на опоре 24 установлен фиксатор 25. Устройство имеет подвижный кожух 26, смонтированный на направляющих 27, перемещаемый от привода 28.
, и установлены с возможностью контакта с направляющими 2 основания 1. Боковые ролики 15, 16 расположены на консольных концах предусмотренных дополнительных валов 19, 20. Боковые ролики 15, образующие базовую опорную поверхность 21, расположены с одной стороны тележки 3, а боковые ролики 16, фиксирующие положение тележки 3 относительно основания 1, расположены с другой стороны тележки 3 на валах 20 с эксцентриситетом . Плазменный резак 10 установлен на оси 22 в опорах 23, 24 и снабжен приводом поворота 12 относительно вертикальной оси каретки 9, при этом на опоре 24 установлен фиксатор 25. Устройство имеет подвижный кожух 26, смонтированный на направляющих 27, перемещаемый от привода 28.
Устройство для термической резки труб работает следующим образом.
Перед началом работы тележка 3 отведена в исходное положение (показана пунктиром на фиг. 1), где с помощью дополнительных ходовых колес 14, смонтированных на дополнительных валах 18, выполненных с эксцентриситетом , выбираются зазоры между опорными поверхностями ходовых колес 4, 14 и опорными поверхностями 21 в направляющих 2. Боковые ролики 16 расположены на консолях валов 20 с эксцентриситетом и фиксируют положение тележки 3 относительно оси устройства. Труба 29 подается на исходную позицию по роликам 30 рольганга, затем ось обрабатываемой трубы совмещают любым известным способом с осью вращения плазменного резака 10. Плазменный резак 10 перед началом обработки трубы 29 необходимо установить на кромку трубы и совместить сопло 31 плазменного резака 10 с началом реза. Выбрать оптимальный зазор между соплом 31 плазменного резака 10 и поверхностью трубы 29, перемещая в радиальном направлении каретку 9. Выбрать оптимальный угол наклона плазменного резака 10 и установить его, используя привод поворота 12, вращая в опорах 23, 24 ось 22, на которой он закреплен. Положение угла наклона плазменного резака 10 зафиксировать с помощью фиксатора 25. Затем переместить подвижный кожух 26 с помощью привода 28 по направляющим 27 на позицию реза. Одновременно включить плазменный резак 10 и привод перемещения 13 тележки. Тележка 3 с плазменным резаком 10 начинает продольное перемещение, причем ход S тележки 3 определяется шириной отрезаемого кольца. Плазменный резак 10, перемещаясь вместе с тележкой 3, производит продольный рез на величину хода S тележки. Затем плазменный резак 10 выключается, тележка 3 и подвижный кожух 26 возвращаются в исходное положение. В исходном положении тележки включается привод вращения 11 плазменного резака, который поворачивается на заданный угол. Далее процесс реза трубной заготовки 29 повторяется, совершая возвратно-поступательные перемещения тележки 3 с плазменным резаком 10, и производятся все необходимые резы. По окончании последнего реза включают привод вращения 11 резака и плазменный резак 10 производит круговую обрезку торца трубы 29. По мере продвижения плазменного резака по окружности обрезаемые куски трубы (части кольца) падают вниз и убираются из зоны обработки любым известным способом. После завершения обработки конца трубы тележка 3 и подвижный кожух 26 отводятся в исходное положение. Труба 29 опускается на ролики 30 рольганга и убирается с позиции реза. При обрезании фаски на торце трубы необходимо установить нужный угол наклона плазменного резака, затем произвести все операции по его настройке, после чего переместить подвижный кожух 26 на позицию реза. Включают одновременно плазменный резак 10 и привод его вращения 11. Плазменный резак производит круговую обрезку под фаску.
Предложенное устройство для термической резки труб по сравнению с известными позволяет повысить качество реза за счет повышения стабильного и точного процесса резки, исключить попадание выплавляемого металла из полости реза на поверхность трубы, уменьшить отходы металла, увеличить производительность и расширить количество технологических операций, выполняемых на устройстве.
Устройство для термической резки труб, содержащее основание с направляющими, тележку с размещенной на консольных концах приводных валов парой ходовых колес, установленную с возможностью перемещения по направляющим основания посредством привода перемещения тележки, жестко закрепленную на тележке стойку, на которой установлена с возможностью перемещения в радиальном направлении каретка с плазменным резаком, привод вращения плазменного резака вокруг оси трубы, отличающееся тем, что оно снабжено установленными на тележке симметрично относительно ее вертикальной оси дополнительными валами, на консольных концах которых с эксцентриситетом размещены соответственно дополнительные ходовые колеса с возможностью контакта с направляющими основания и боковые ролики, опорами и приводом поворота плазменного резака на оси в опорах относительно вертикальной оси каретки, при этом на одной из опор установлен фиксатор угла наклона плазменного резака, боковые ролики, расположенные с одной стороны тележки, установлены с образованием базовой опорной поверхности для взаимодействия с направляющими основания, а боковые ролики, расположенные с другой стороны тележки, установлены с возможностью фиксирования положения тележки относительно основания.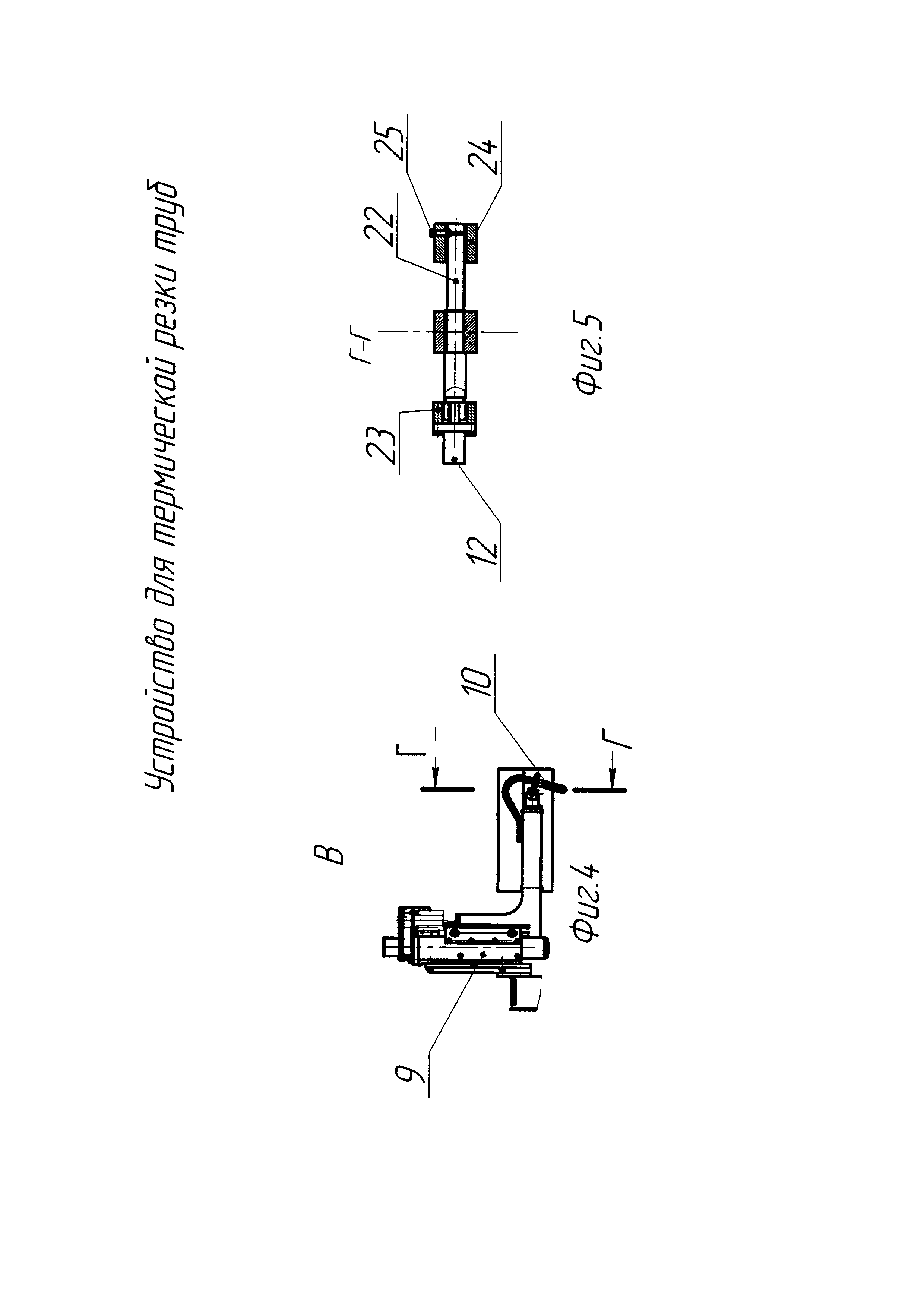
Стан холодной прокатки труб
Устройство для центрирования и перемещения цилиндрических профилей
Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки
Дробилка для резания блоков губчатого титана
Стан для сборки и сварки прямошовных труб из двух полуцилиндров
Клапан горячего дутья доменных воздухонагревателей
Оправка для холодной пилигримовой прокатки
Устройство для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб
Сварочная клеть для сборки и сварки труб конечной длины
Задний стол трубопрокатного стана
Подшипник жидкостного трения для валков прокатных станов
Втулка-цапфа подшипника жидкостного трения валка прокатного стана
Щековая дробилка
Стан холодной прокатки труб
Устройство для центрирования и перемещения цилиндрических профилей
Стан для сборки и сварки прямошовных труб из двух полуцилиндров

