Результат интеллектуальной деятельности: Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к сварочному производству, в частности к приварке велдолетов из аустенитных сталей к трубопроводам подземной и надземной прокладки из труб из низкоуглеродистых и низколегированных сталей с применением электродуговой сварки. Заявляемое изобретение может применяться при строительстве, ремонте и реконструкции магистральных нефтепроводов и продуктопроводов.
Уровень техники
Известны способы сварки тройниковых соединений из однородных сталей дуговыми методами сварки, такими как ручная дуговая штучными электродами, полуавтоматическая сварка порошковой проволокой, автоматическая под флюсом или в среде защитного газа проволокой сплошного сечения, самозащитной порошковой проволокой.
Известен способ сварки прямых врезок в виде углового соединения патрубка с трубой. Сварка стыков прямых врезок выполняется ручной дуговой сваркой электродами с основным видом покрытия либо для трубопроводов, несвязанных с перекачкой нефти и нефтепродуктов комбинированной сваркой: корневой проход ручной аргонодуговой сваркой, а заполняющие и облицовочные слои ручной дуговой сваркой электродами с основным видом покрытия. Выбор электродов производится из условий равнопрочности с материалом патрубка, (см. РД-25.160.00-КТН-037-14. «Сварка при строительстве и ремонте магистральных нефтепроводов. Руководящий документ» http://otdel-рto.ru/оr-rd/rd-25-160-00-ktn-037-14/#_Toc380770806) и однородности материалов свариваемых элементов.
Осуществление данного способа позволяет качественно выполнять сварку тройниковых соединений из однородных и равнопрочных материалов без установки усиливающей накладки (воротника).
Недостатком данного способа является ограничение по диаметру патрубка. В данном случае отношение диаметра ответвления к диаметру основной трубы не должно превышать величины 0,2. При превышении указанного значения сварное соединение оказывается неэффективным, т.к. напряжения, возникающие при остывании нагретого металла, концентрируются в металле шва, что приводит к потере пластичности и трещинообразованию. Вторым недостатком данного способа является невозможность выполнять приварку велдолетов из аустенитных сталей к трубам из низкоуглеродистых и низколегированных сталей из-за образования в металле сварного соединения структур мартенситного класса, отличающихся высокой склонностью к образованию горячих и холодных трещин.
Известен способ сварки прямых врезок в виде углового соединения патрубка с трубой при котором устанавливают патрубок усиливающий и приваривают его одним концом к трубе, далее на патрубок усиливающий устанавливают верхнюю полумуфту, а затем к верхней полумуфте присоединяют нижнюю полумуфту и с помощью наружного центратора выравнивают зазор на продольных стыках и между трубой и полумуфтами, делая его равномерным. Производят сварку продольных стыков полумуфт на подкладных пластинах, расположенных вдоль стыка. После выполнения продольного шва конструкцию с двух сторон приваривают к ремонтируемой трубе кольцевыми угловыми швами. После сварки полумуфт верхнюю полумуфту приваривают к патрубку усиливающему кольцевым угловым швом, а затем на патрубок усиливающий устанавливают эллиптическое днище и приваривают его к патрубку стыковым кольцевым швом (патент РФ на полезную модель №RU114744, опубл. 10.04.2012; МПК F16L 1/00).
Применение предложенного способа сварки обеспечивает повышение надежности и долговечности конструкции при эксплуатации и снижение трудоемкости работ при диагностике и ремонте.
Недостатком данного способа является невозможность разгрузить зону вокруг технологического кольца при его изготовлении от концентрации возникающих при этом напряжений. Вторым недостатком данного способа является невозможность выполнять приварку патрубков из аустенитных сталей к трубам из низкоуглеродистых и низколегированных сталей из-за образования в металле сварного соединения структур мартенситного класса, отличающихся высокой склонностью к образованию горячих и холодных трещин. При высокой концентрации напряжений вокруг технологического кольца, а также под воздействием остаточных сварочных напряжений получить качественное сварное соединение без трещин практически невозможно.
Известен способ сварки углового соединения патрубка с трубой, при котором узел присоединения ответвлений трубопровода содержит корпус и отводы, преимущественно цилиндрической формы, причем в корпусе и в отводах выполняют цилиндрические отверстия, сквозные в отводах, а отводы приваривают к корпусу кольцевыми швами, при этом с целью уменьшения трудоемкости и повышения надежности корпус выполняют в виде параллелепипеда, на гранях корпуса соосно отверстиям в нем выполняют выточки глубиной 0,05-0,2 наружного диаметра отвода, соответствующего данной выточке, отводы вставлены в выточки. Внутри отверстий в отводах на стыке их с корпусом накладывают герметизирующие сварные швы (заявка №94029182/06, опубл. 20.06.1996, МПК F16L 41/02).
Осуществление данного способа позволяет снизить трудоемкость изготовления и повысить надежность тройникового соединения при выполнении работ в заводских условиях.
Недостатком данного способа является низкая технологичность процесса изготовления изделия при его монтаже на трассе, а также невозможность разгрузить зону вокруг технологического кольца от концентрации напряжений, а также невозможность выполнять приварку патрубков из аустенитных сталей к трубам из низкоуглеродистых и низколегированных сталей из-за образования в металле сварного соединения структур мартенситного класса, отличающихся высокой склонностью к образованию горячих и холодных трещин. Высокая концентрация напряжений в зоне технологического кольца, а также высокий уровень остаточных сварочных напряжений не позволяют получить качественное сварное соединение без трещин.
Известен также способ сварки углового соединения патрубка с трубой, при котором наплавка сварных валиков выполняется участками, на которых один за другим укладываются 2 или 3 параллельных валика. Валики накладывают один за другим на длину сжигания электрода. Каждый последующий валик частично перекрывает предыдущий валик. Заполнение сварного соединения выполняют последовательно короткими участками, равными длине сжигания электрода (см. РД-23.040.00-КТН-386-09. «Технология ремонта магистральных нефтепроводов и нефтепродуктопроводов с давлением до 6,3 МПа» http://neftegazcontrol.ru/wp-content/uploads/2015/03/RD-23.040.00-KTN-386-09-c-izm-1.pdf).
Осуществление данного способа позволяет повысить стабильность сварочно-технологических свойств дуги в процессе наплавки и повысить вязкостные свойства наплавленного металла, однако получение высоких механических характеристик в зоне сварного соединения возможно только при сварке однородных материалов феррито-перлитного класса.
Недостатком данного технического решения является высокая скорость охлаждения сварного соединения из-за сравнительно небольшой длины свариваемых участков, что требует постоянного проведения сопутствующего подогрева сварного соединения, и связанная с этим низкая производительность сварочного процесса. Кроме того, при использовании в качестве элемента конструкции патрубка из аустенитных сталей при высоких скоростях охлаждения в металле сварного соединения образуется структура мартенсита в объеме 100%, отличающаяся низкой трещиностойкостью как в процессе сварки, так и в процессе эксплуатации трубопровода.
Кроме того, высокий уровень остаточных сварочных напряжений в зоне сплавления сварного шва с металлом трубы и недостаточная ширина (менее 2,5 толщин стенки трубы), снижают трещиностойкость металла сварного соединения в различных зонах.
Причинами образования мартенсита в сварном соединении является высокое содержание никеля в сварном шве (свыше 30%) и повышенное содержание углерода (свыше 20%). При таких содержаниях элементов никель способствует переохлаждению аустенита и протеканию ликвационных процессов. Под влиянием никеля углерод концентрируется в отдельных зонах сварочной ванны, и при охлаждении сварного шва образуется пересыщенный твердый раствор углерода в α-железе, т.е. мартенсит.
Сущность изобретения
Задача, на решение которой направлено заявляемое изобретение, заключается в получении металла сварного соединения, обладающего высокой стойкостью к образованию горячих, холодных и усталостных трещин на линии сплавления основного металла и металла сварного соединения, при сварке велдолетов из аустенитных сталей с трубами из низкоуглеродистых и низколегированных конструкционных сталей.
Технический результат, достигаемый при реализации заявляемого изобретения, заключается в повышении несущей способности и ресурса трубопроводов и тройниковых соединений, образованных путем приварки толстостенных патрубков (велдолетов) к трубопроводу, эксплуатируемых в коррозионно-активных средах за счет получения металла сварного шва со структурой, в которой отсутствуют мартенсит и другие структуры мартенситного класса, в частности нижний бейнит, что повышает сопротивляемость сварного соединения трещинообразованию.
Заявляемый технический результат достигается за счет того, что способ электродуговой сварки велдолетов из аустенитных сталей с трубами из низкоуглеродистых и низколегированных сталей с контролируемым тепловложением при наложении сварных валиков характеризуется тем, что осуществляют разделку кромок под сварку по периметру велдолета, предварительный подогрев кромок, нанесение на поверхность разделки кромок велдолета наплавочного слоя металла из АРМКО-железо толщиной от 3 до 5 мм, нанесение поверх наплавочного слоя промежуточного слоя из наплавки металла с содержанием хрома не менее 20% и никеля не менее 40% шириной не более ширины наплавочного слоя и толщиной от 4 до 7 мм, при этом механические свойства металла промежуточного слоя по показателям относительного удлинения составляют не менее 25%, нанесение заполняющих и облицовочных слоев сварных валиков из металла с содержанием хрома и никеля не ниже их содержания в металле велдолета, формирующих наплавленный пояс общей шириной не менее 3-х толщин стенки трубы, с выдержкой межслойной температуры между накладываемыми сварными валиками в диапазоне температур от 50 до 100°С, охлаждение сварного шва путем наложения теплоизолирующего пояса.
Кроме того, в частном случае реализации изобретения разделку кромок под сварку осуществляют под углом 10-55 градусов.
Кроме того, в частном случае реализации изобретения теплоизолирующий пояс обеспечивает охлаждение сварного соединения со скоростью 30-50°С в час до температуры 60-70°С.
Кроме того, в частном случае реализации изобретения предварительный подогрев кромок осуществляют в диапазоне температур от 50 до 100°С на ширину не менее 100 мм по контуру технологического отверстия.
Кроме того, в частом случае реализации изобретения наложение сварных валиков осуществляют с перекрытием не менее 50% по контуру разделки кромок.
Сведения, подтверждающие реализацию изобретения
Заявляемое изобретение может применяться при строительстве, ремонте и реконструкции трубопроводов, предназначенных для транспортировки нефти и нефтепродуктов.
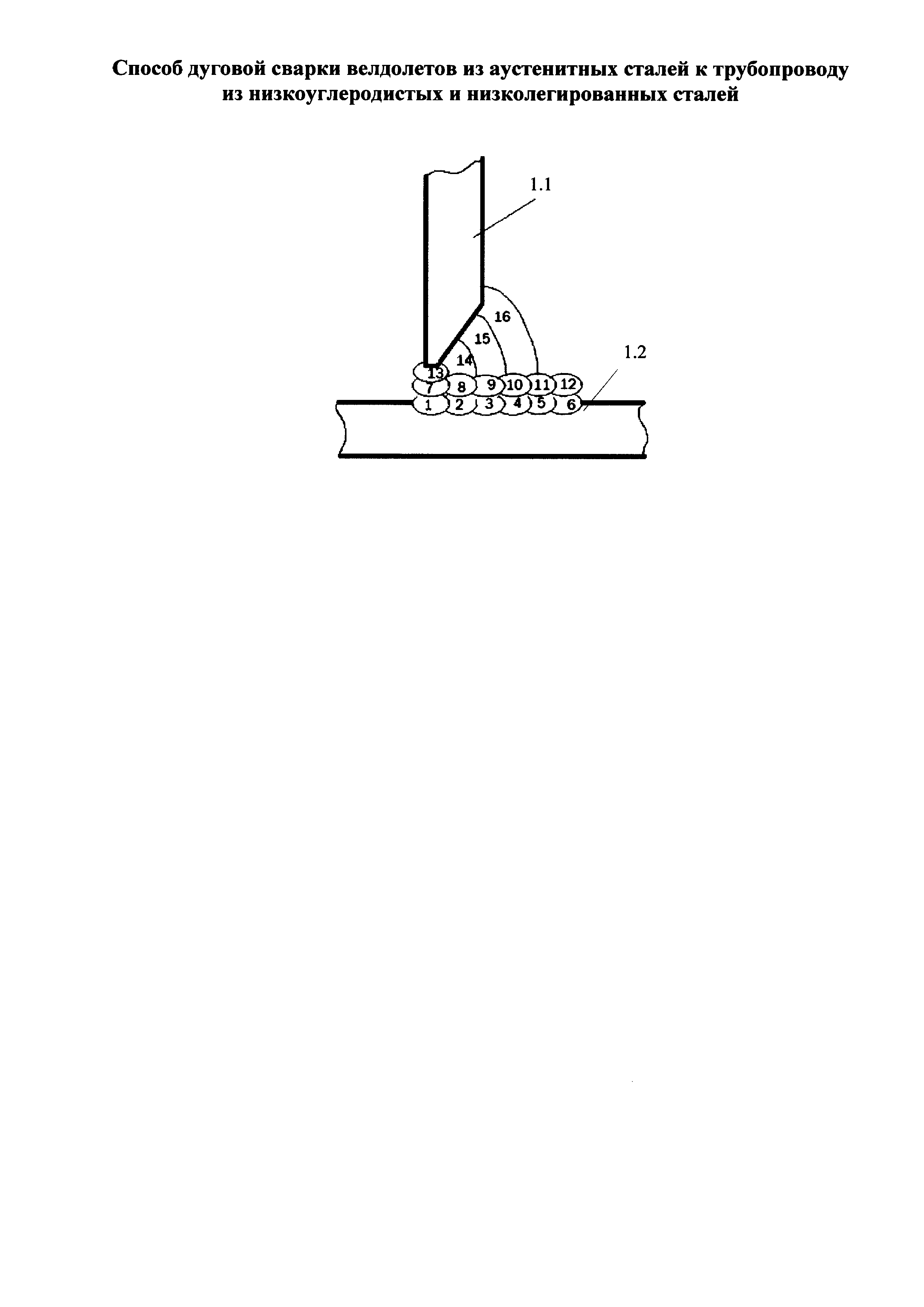
На чертеже показана схема сварки велдолета из аустенитной стали с трубой из низкоуглеродистой или низколегированной стали, на котором показаны:
1.1 - присоединяемый патрубок (велдолет);
1.2 - магистральный трубопровод;
1, 2, 3, 4, 5, 6 - наплавочные валики из АРМКО-железо;
7, 8, 9, 10, 11, 12 - промежуточные валики;
13, 14, 15, 16 - заполняющие и облицовочные сварные валики, формирующие сварное соединение.
Способ сварки велдолетов из аустенитных сталей с трубопроводом из низкоуглеродистых и низколегированных конструкционных сталей с применением дуговой сварки из сталей с временным сопротивлением разрыву от 335 до 550 МПа с контролируемым тепловложением осуществляют следующим образом.
Осуществляют разделку кромок под сварку по периметру велдолета 1.1 предпочтительно под углом 10-55 градусов, что обеспечивает удобство работы сварочным инструментом.
Осуществляют предварительный подогрев кромок предпочтительно в диапазоне температур от 50 до 100°С, предпочтительно на ширину не менее 100 мм по контуру технологического отверстия, что обеспечивает снижение скорости охлаждения сварного соединения, влияющей на структуру и остаточное напряжение в сварном соединении.
Осуществляют нанесение на поверхность разделки кромок велдолета 1.1 наплавочный слой валиков 1…6 металла из АРМКО-железо толщиной от 3 до 5 мм, что обеспечивает подавление механизма переохлаждения аустенита и протекание ликвационных процессов с образованием мартенсита при охлаждении сварного соединения после нанесения на наплавочный слой промежуточного слоя легированного никелем. При толщине наплавочного слоя менее 3 мм процесс переохлаждения аустенита и подавления образования мартенсита полностью не достигается. При толщине наплавочного слоя более 5 мм происходит снижение прочностных свойств металла сварного шва в зоне наплавки из-за появления в сварном соединение зоны разупрочнения. АРМКО-железо (от аббр. ARMCO - сокращенного названия американской фирмы American Rolling Mill Corporation) - технически чистое железо, в котором суммарное содержание примесей до 0,08-0,1%, в том числе углерода до 0,02% (http://metallurgy_dictionary.academic.ru/81/%D0%90%D0%A0%D0%9C%D0%9A%D0%9E).
Осуществляют нанесение поверх наплавочного слоя промежуточного слоя сварных валиков 7…12 из металла с содержанием хрома не менее 20% и никеля не менее 40% шириной не более ширины наплавочного слоя и толщиной от 4 до 7 мм, механические свойства металла которого по показателям относительного удлинения составляют не менее 25%. При величине относительного удлинения ниже 25% в сварном шве и на линии сплавления образуются трещины из-за низкой пластичности и соответственно низкой деформационной способности металла. Содержание хрома и никеля в наплавочном слое в заданных соотношениях обеспечивает отсутствие мартенсита в наплавочном и промежуточном слое. При содержании хрома и никеля соответственно менее 20% и менее 40% в отдельных местах наплавочного слоя могут встречаться закалочные структуры мартенситного класса с низкой трещиностойкостью, что снижает металлургическое качество наплавленного металла. Толщина от 4 до 7 мм обеспечивает получение однородной структуры по толщине наплавки без применения дополнительных технологических операций. При толщине промежуточного слоя менее 4 мм процесс предотвращения образования мартенсита протекает не полностью и на отдельных участках промежуточного слоя возможно появление отдельных зон со структурой мартенсита, что снижает металлургическое качество наплавленного металла промежуточного слоя в части его трещиностойкости. При толщине промежуточного слоя более 7 мм структура наплавленного металла становится однородной по всей толщине наплавленного слоя и дальнейшее увеличение ее толщины не оказывает эффекта в части металлургических и механических характеристик. Кроме того, увеличение наплавленного металла из высоколегированной стали приводит к удорожанию стоимости продукции.
Осуществляют нанесение поверх промежуточного слоя заполняющие и облицовочные слои сварных валиков 13…16 из металла с содержанием хрома и никеля, не ниже их содержания в металле велдолета. Содержание никеля и хрома в заполняющих и облицовочных слоях должно быть не ниже, чем в металле велдолета, так как в противном случае из-за более низкой деформационной способности, у менее легированного металла, на линии сплавления возможно образование горячих и холодных трещин. Заполняющие и облицовочные слои формируют наплавленный пояс общей шириной не менее 3-х толщин стенки трубы, что обеспечивает восстановление несущей способности тройникового соединения в ослабленной отверстием зоне магистральной трубы.
При этом в процессе нанесения сварных валиков осуществляют выдержку межслойной температуры между накладываемыми валиками предпочтительно в диапазоне температур от 50 до 100°С для снижения скорости охлаждения сварного соединения, влияющей на структуру и остаточное напряжение сварного соединения. В предпочтительном варианте реализации изобретения наложение сварных валиков осуществляют с перекрытием не менее 50% по контуру разделки кромок, что обеспечивает термическую обработку металла предыдущего валика и обеспечивает отказ от сопутствующего подогрева стыка в процессе сварки.
Далее охлаждают сварное соединение предпочтительно со скоростью 30-50°С в час до температуры 60-70°С путем наложения теплоизолирующего пояса, что обеспечивает получение оптимальной феррито-перлитной структуры сварного соединения. В качестве теплоизолирующего пояса может использоваться, например, листовой асбест.
Предлагаемый способ сварки позволяет получить равнопрочное сварное соединение, снизить остаточные сварочные напряжения в сварном соединении, повысить его вязкостные и пластические свойства за счет предотвращения образования закалочных структур, повысить сопротивляемость к образованию холодных трещин. Ширина сварного шва обеспечивает восстановление несущей способности тройникового соединения в ослабленной технологическим отверстием зоне магистральной трубы.
Сварочные работы выполняются методом ручной дуговой сварки покрытыми электродами. Сварка стыков выполняется последовательным наложением сварных валиков.
С целью определения работоспособности конструкции и ее оптимальных характеристик были проведены натурные опытные работы в производственных условиях при температурах окружающего воздуха в диапазоне от плюс 15 до плюс 20°С включительно. Труба диаметром 530 мм из стали 09Г2С с толщиной стенки 22 мм из стали класса прочности К56 с вырезанным отверстием под установку велдолета была сварена с велдолетом из аустенитной стали 10Х18Н9Т на производственной площадке. Неразрушающий контроль показал отсутствие дефектов сварочного происхождения, а также механических повреждений и трещин.
В результате были установлены параметры технологии сварки, указанные в таблице 1.
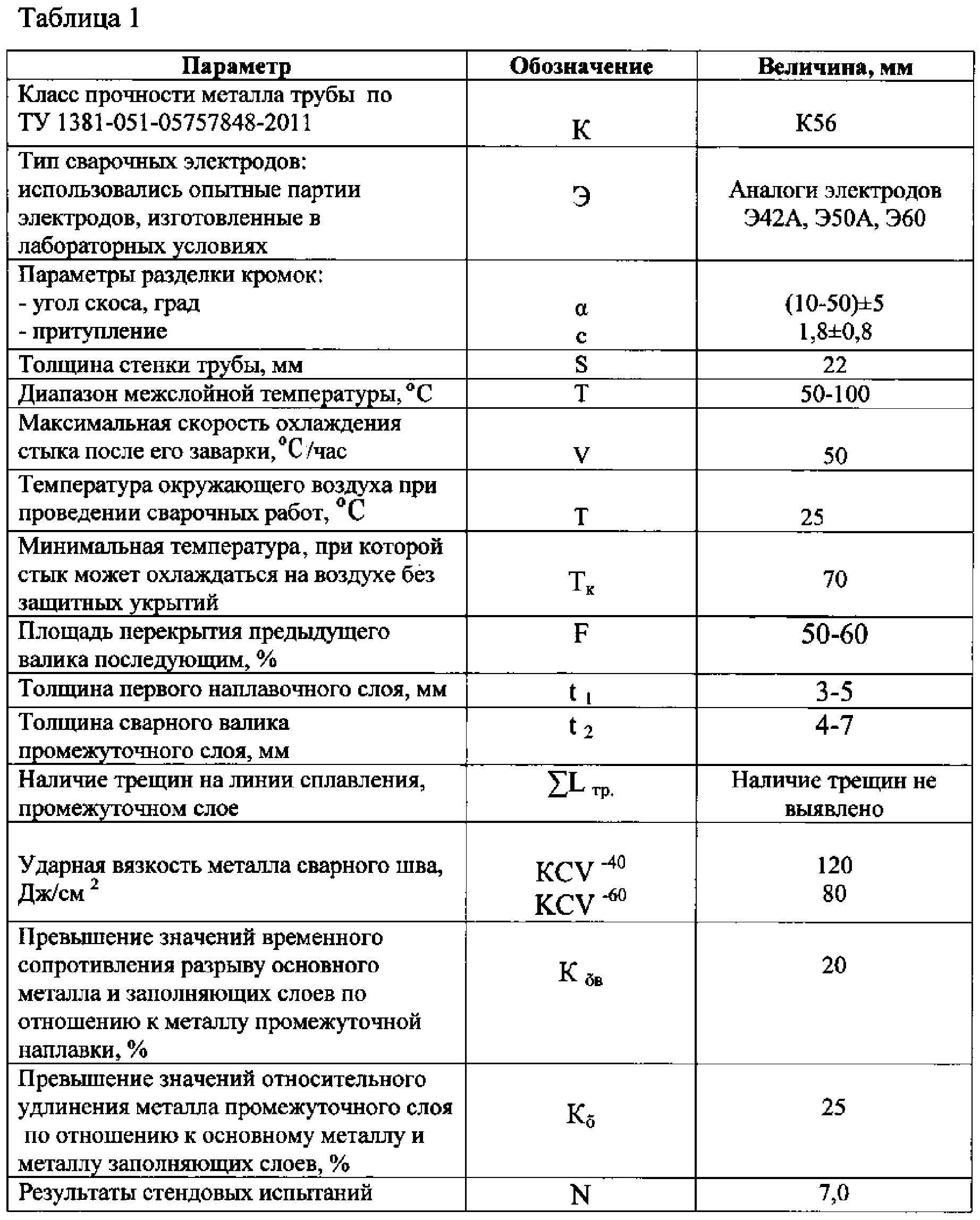

Применение предложенного способа обеспечивает: получение равнопрочного сварного соединения из разнородных сталей с высоким металлургическим качеством металла сварного шва по параметрам вязкостных и пластических свойств, что повышает его сопротивляемость к образованию горячих, холодных и усталостных трещин на линии сплавления основного и присадочного металлов. Ширина сварного шва обеспечивает восстановление несущей способности тройникового соединения в ослабленной отверстием зоне магистральной трубы.
Стенд для исследования процессов транспортировки тяжелой и битуминозной нефти
Способ заполнения раствором межтрубного пространства тоннельного перехода магистрального трубопровода
Способ обследования фундаментов насосных агрегатов
Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне
Способ измерения радиусов изгиба трубопровода на основе данных диагностического комплекса для определения положения трубопровода
Способ внутритрубной диагностики трубопроводов с использованием метода "сухой протяжки"
Способ защиты трубопроводов систем пенного пожаротушения и водяного охлаждения резервуаров нефти или нефтепродуктов от воздействия взрыва газовоздушной смеси
Рюкзак для переноски оборудования и инструментов
Способ оценки эффективности противотурбулентной присадки
Стенд для исследования агентов снижения гидравлического сопротивления при транспортировке нефти или нефтепродуктов по трубопроводу
Способ защиты трубопроводов систем пенного пожаротушения и водяного охлаждения резервуаров нефти или нефтепродуктов от воздействия взрыва газовоздушной смеси
Горелочная голова горелочного устройства
Способ испытания приборов обнаружения и мониторинга разливов нефти и нефтепродуктов на водной поверхности в натурных условиях и система для осуществления способа
Система постоянного контроля концентрации паров углеводородов нефти и нефтепродуктов в воздухе рабочей зоны при проведении огневых и газоопасных работ
Устройство автоматизированного геотехнического мониторинга для подземных трубопроводов
Способ определения протяженности и очередности замены участков линейной части магистральных трубопроводов
Система регулирования параметров теплоносителя на источнике теплоснабжения в зависимости от внутренней температуры воздуха у потребителей
Способ приварки ремонтной конструкции к трубопроводу
Способ ремонта корпусных конструкций
Способ очистки внутренней поверхности резервуаров от донных отложений с применением химических реагентов

