Результат интеллектуальной деятельности: Способ контактной стыковой сварки рельсов
Вид РИД
Изобретение
Изобретение относится к контактной стыковой сварке и может быть использовано при изготовлении длинномерных рельсов и бесстыковых плетей для путей железнодорожного, городского и промышленного транспорта путем соединения рельсов.
Известен способ контактно-стыковой сварки оплавлением, при котором вначале на свариваемые детали подают напряжение от сварочного трансформатора, а затем их сближают с заданной скоростью. При соприкосновении происходит оплавление торцов деталей, после чего производят осадку [1].
Существенным недостатком данного способа является процесс нагрева, который не обеспечивает в ряде случаев требуемою структуру и качество свариваемых изделий. При длительном нагреве увеличивается линейная величина зоны термического влияния (ЗТВ), что приводит к снижению конструкционной прочности сварного стыка. При быстром нагреве сварного стыка происходит интенсивное охлаждение ЗТВ с формированием высокопрочного слоя со структурой мартенсита, что в дальнейшем приводит к образованию дефектов в сварных стыках - трещин, приводящих к хрупкому излому рельса.
Известен способ стыковой сварки оплавлением изделий замкнутой формы, преимущественно звеньев цепей, при котором в контуре звена аккумулируют упругие усилия и осуществляют предварительный подогрев с саморегулированием его длительности путем управления циклом замыкания-пауза, при котором в момент протекания импульса тока подогрева свариваемые торцы останавливают и снова приводят в соприкосновение после образования между свариваемыми торцами зазора [2].
Существенным техническим недостатком данного способа является используемый предварительный подогрев, при котором нет возможности точного регулирования структуры металла шва после сварки, при этом требуется дополнительная послесварочная термообработка, значительно увеличивающая стоимость процесса термообработки.
Известен также способ термической обработки сварных стыков объемно-закаленных рельсов в составе путевых рельсосварочных машин в пути, в котором нагревают сечение рельса в зоне сварного шва до 850-900°С и принудительно охлаждают головку с одновременным охлаждением шейки и подошвы естественным путем на воздухе, в котором при термообработке сварных стыков рельсов в составе путевых рельсосварочных машин в пути для упрочнения металла головки сварного стыка рельсов применяют поток воздуха с давлением 0,5-0,8 МПа и расходом 0,08-0,15 м3/с, подаваемый в течении не менее 180 с со скоростями 60-200 м/с на поверхность рельса через ряд отверстий диаметром 2 мм каждое и с суммарной площадью 0,0008-0,0011 м2, объемом 0,002-0,003 м3, установленного на расстоянии не более 10 мм между поверхностью головки рельса и плоскостью нижней панели с отверстиями [3].
Существенным недостатком данного способа является высокая стоимость процесса, связанная с дополнительной операцией термообработки после сварки с использованием дорогостоящего оборудования.
Известен также способ термообработки рабочей поверхности головки рельса непосредственно на путях без демонтажа рельсов, включающий обработку рабочей поверхности головки рельса посредством передвижного устройства непосредственно на путях без демонтажа рельсов, при котором обработку осуществляют электроконтактным нагревом с пропусканием электрического тока через контактные элементы, прижимаемые к обрабатываемой поверхности под давлением, с последующим охлаждением зоны нагрева, причем обработку осуществляют на участках рабочей поверхности головки рельса при достижении критического износа поверхностного слоя рельса, составляющего 1,5…2,0 мм и имеющего мартенситную структуру, при этом электроконтактный нагрев рабочей поверхности головки рельса осуществляют до температуры закаливания 850°C и охлаждают водой с температурой 18-20°C, а перед термообработкой проводят коррекцию рабочей поверхности головки рельса шлифованием [4].
Существенными недостатками данного способа являются:
- использование дополнительного оборудования для обеспечения требуемой структуры при термообработке после сварки,
- значительная длительность операции термообработки,
- высокая стоимость процесса сварки и термообработки.
Известен способ контактной стыковой сварки, при котором оплавление свариваемых торцов производится путем пропускания через них постоянного тока от основного источника, причем между торцами возбуждают регулируемую дугу от дополнительного источника постоянного тока с повышенным напряжением холостого хода, который подключают параллельно основному источнику [5].
Существенным недостатком данного способа является:
- удорожание процесса сварки в связи с использование для сварки оборудования для постоянного тока, в отличие от менее дорогостоящего оборудования для переменного тока.
Известен выбранный в качестве прототипа способ контактной стыковой сварки рельсов, включающий операцию предварительной механической обработки, разогрев свариваемых концов, осадку и последующую термомеханическую обработку стыков, при котором для обеспечения качественной и надежной сварки рельсов разных профилей перед предварительной механической обработки на рельсе большего профиля на длине, равной длине зоны оплавления и осадки при последующей сварке, формируют участок, соответствующий рельсу малого профиля, для чего производят локальный нагрев рельса большого профиля с градиентом распределения температуры по высоте рельса, причем подошву и прилегающую к ней часть шейки нагревают до ковочных температур, а головку рельса - до температур, не превышающих температуру разупрочнения металла рельса, затем производят одностороннюю осадку рельса на участке нагрева со стороны подошвы до высоты рельса меньшего профиля [6].
Существенными недостатками данного способа являются:
- использование дополнительного оборудования для обеспечения требуемой микроструктуры и исключения дефектов макроструктуры для термообработки после сварки,
- значительная длительность операции термообработки,
- высокая стоимость процесса термообработки.
Техническими результатами изобретения являются:
- обеспечение требуемой микроструктуры при сварке за счет предложенного оборудования;
- исключение дефектов в сварном шве и околошовной зоне за счет оптимизации режимов термообработки;
- снижение стоимости и длительности процесса сварки и термообработки за счет уменьшения затрат на оборудование, необходимого для термообработки сварного шва после сварки.
Для достижения этого предлагается способ контактной стыковой сварки рельсов, включающий операцию предварительной механической обработки, разогрев свариваемых концов, осадку и последующую термомеханическую обработку стыков, отличающийся тем, что сварку проводят при силе тока 6000÷32000 А, плотности тока 1÷3,87 А/мм2, напряжении 4-10 В и усилии осадки 450÷800 кН, после осадки производят выдержку 5÷15 секунд, после чего через сварной стык пропускают переменный электрический ток 2÷4 импульсами длительностью 0,5÷220 секунд с интервалами 10÷40 секунд при плотности тока 2÷40 А/мм2.
Заявляемые режимы подобраны опытным путем. Опыты проводили на сварочной машине МС-2008. При сварке использовали рельсы из стали 76ХСФ. Для сварки вырезались образцы из рельсов сечением 10 мм × 30 мм и длиной 90 мм. Сечение образцов выбиралось из условий возможности ведения процесса сварки непрерывным оплавлением на машине МС-2008. В первую очередь производили подбор оптимальных режимов исходя из рекомендованного режима, приведенного в техническом описании и инструкции по эксплуатации сварочной машины. Показатели подобраны опытным путем: при значениях силы тока, превышающих 32000 А, либо при токе менее 6000 А, при напряжении, превышающем 10 В, либо менее 6 В и значениях усилия осадки, превышающих 800 кН, либо при усилии менее 450 кН в металле шва наблюдается образование дефектов в виде раковин и трещин.
Исследование влияния различных термических циклов на структуру металла шва заключалось в том, что сварка образцов производилась на заявляемых режимах, после чего осуществлялось регулируемое охлаждение по заданным режимам (таблица 1). В дальнейшем после визуального контроля образцы разрезались и производилось исследование микроструктуры сварного шва и зон термического влияния.
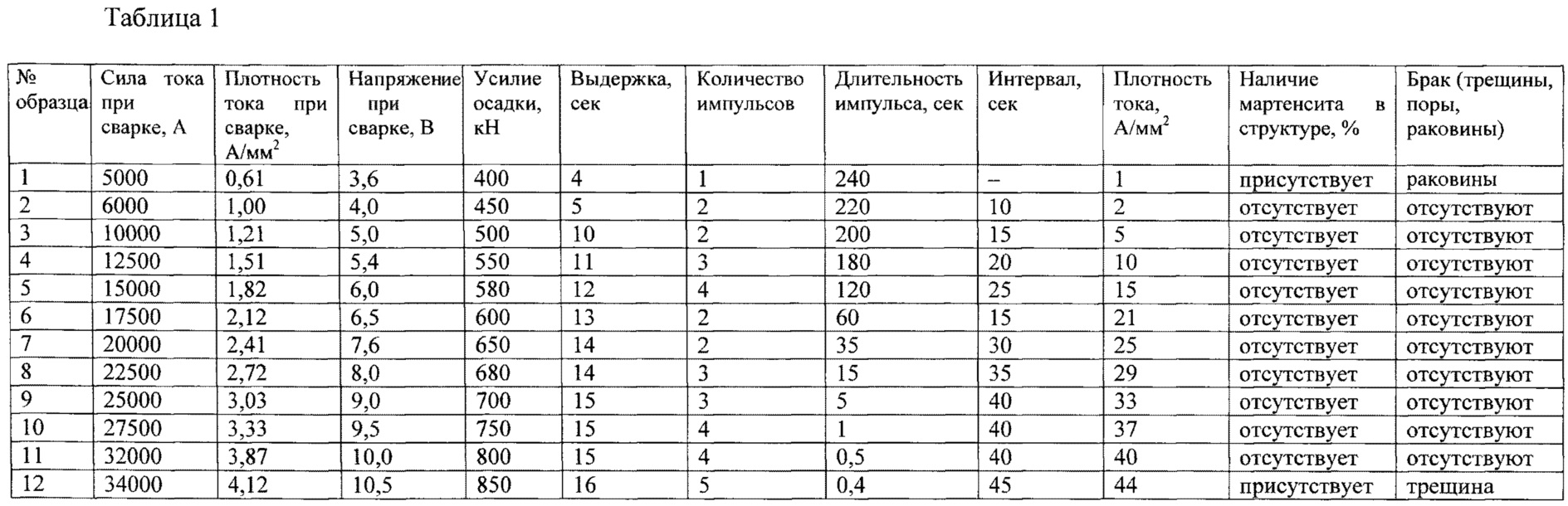
Длительность выдержки подобрана исходя из диаграммы распада аустенита рельсовой стали, таким образом, чтобы сварной стык остыл до значений температуры, при которой образуется необходимая структура металла шва. При значениях, превышающих 15 секунд, либо при выдержке менее 5 секунд в металле шва наблюдается образование недопустимой структуры - мартенсит. После операции выдержки через сварной стык пропускали 2-4 импульса переменного электрического тока. Количеством импульсов задается время, в течении которого поддерживается средняя температура сварного стыка, для формирования необходимой структуры при сварке. При этом длительность импульса определяется исходя из плотности тока, пропускаемого через сварной стык, и подобрана таким образом, чтобы температура сварного стыка не поднималась выше значений температур, при которых образуется необходимая структура, так если длительность превышала 1,5 секунды либо была менее 220 секунд (при плотности тока от 2 до 40 А/мм2) в металле шва наблюдается образование недопустимой структуры - мартенсит. Импульсы пропускания тока задавались с определенным интервалом. Длительность интервала подобранна таким образом, чтобы температура сварного стыка не опускалась ниже значений температур, при которых образуется необходимая нам структура металла шва, при значениях, превышающих 40 секунд, либо при длительности паузы менее 10 секунд в металле шва наблюдается образование недопустимой структуры - мартенсит. При значениях выше и ниже заявляемых пределов не удавалось обеспечить требуемую структуру металла шва и отсутствие дефектов сварки.
Источники информации
1. Оборудование для контактной сварки рельсов и его эксплуатация / С.А. Солодовников и др. / Академия наук Украинской СССР - Киев: Изд-во Наукова думка, 1974. - (с.8).
2. А.С. СССР №633689, B23K 11/04.
3. Патент РФ №2371535, E01B 31/18, C21D 9/04, 9/50.
4. Патент РФ №2556257, E01B 31/18, C21D 9/04, 9/40.
5. А.С. СССР №354955, B23K 11/04.
6. А.С. СССР №1563920, B23K 11/04, 11/02.
Способ контактной стыковой сварки рельсов, включающий операцию предварительной механической обработки, разогрев свариваемых концов рельсов и осадку, отличающийся тем, что после осадки производят выдержку 5÷15 секунд, а затем через сварной стык пропускают переменный электрический ток 2÷4 импульсами длительностью 0,5÷220 секунд с интервалами 10÷40 секунд при плотности тока 2÷40 А/мм.Флюс для механизированной сварки и наплавки сталей
Флюс для сварки
Способ отработки мощного пласта с механизированной выемкой угля из межслоевой толщи
Система индикации взлета и посадки летательных аппаратов
Способ нанесения износостойких покрытий на основе карбида титана, crcи алюминия на штамповые стали
Способ нанесения износостойких покрытий на основе карбида титана, никеля и молибдена на штамповые стали
Способ нанесения износостойких покрытий на основе карбида титана и никеля на штамповые стали
Способ нанесения износостойких покрытий на основе диборида титана, титана и алюминия на штамповые стали
Способ нанесения износостойких покрытий на основе карбида титана, никеля и алюминия на штамповые стали
Шихта порошковой проволоки
Шихта порошковой проволоки
Шихта для получения металлургического кокса
Рельсовая сталь
Шихта для порошковой проволоки
Флюс для механизированной сварки и наплавки сталей
Флюс для механизированной сварки и наплавки сталей
Флюс для механизированной сварки и наплавки сталей
Флюс для механизированной сварки и наплавки сталей
Сталь
Сталь

