Результат интеллектуальной деятельности: Порошковая проволока
Вид РИД
Изобретение
Изобретение относится к сварочным материалам и может быть использовано при наплавке под флюсом для восстановления изношенных деталей и получения износостойкого защитного покрытия на деталях горнорудного оборудования, работающего в условиях абразивного износа, например бункеров и труботечек.
Известен [1] состав шихты порошковой проволоки для наплавки открытой дугой, содержащий феррохром, ферротитан, металлический хром, кремнефтористый натрий, плавиковый шпат, мрамор, карбид бора, фториды редкоземельных металлов цериевой группы /CeF3, LaF3, NdF3, PrF3, YF3/, железо, азотированный ферромарганец, никель, медь, алюминий, кобальт и графит при следующем соотношении компонентов, мас. %:
|
Существенными недостатками данной порошковой проволоки являются:
- высокая стоимость порошковой проволоки за счет использования дорогостоящих материалов в значительных количествах;
- низкое качество наплавленного металла в связи с порообразованием, связанным с использованием мрамора и азотированного ферромарганца в качестве составляющих;
- пониженная стойкость наплавляемого металла к истиранию.
Известна [2] порошковая проволока, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, графит, натрий кремнефтористый, ферровольфрам, железный порошок при следующем соотношении, мас. %:
|
Существенными недостатками данной порошковой проволоки являются:
- низкое качество наплавленного металла в связи с порообразованием, связанным с повышенным содержанием водорода;
- низкая ударная вязкость и стойкость наплавляемого металла к истиранию;
- высокая стоимость порошковой проволоки за счет использования дорогостоящих материалов в значительных количествах (ферровольфрама и кремнефтористого натрия).
Известна выбранная в качестве прототипа [3] порошковая проволока, состоящая из стальной оболочки и порошкообразной шихты, содержащая ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, железный порошок, углеродфторсодержащую пыль фильтров алюминиевого производства при соотношении компонентов, мас. %:
|
Существенными недостатками данной порошковой проволоки являются:
- низкая стойкость наплавляемого металла к истиранию и возможности трещинообразования при эксплуатации;
- высокая стоимость сварочного процесса за счет использования дорогостоящих материалов в значительных количествах (вольфрама и кремнефтористого натрия).
Техническими результатами изобретения являются:
- повышение механических свойств наплавленного металла, в частности износостойкости и твердости за счет изменения химического состава порошковой проволоки;
- предотвращение образования холодных трещин в процессе наплавки, исключение порообразования и снижение содержания водорода в наплавленном металле за счет введения фторсодержащих компонентов и создания дополнительной газовой защиты;
- снижение стоимости сварочного процесса за счет оптимизации состава шихты и эффективного использования отходов производства.
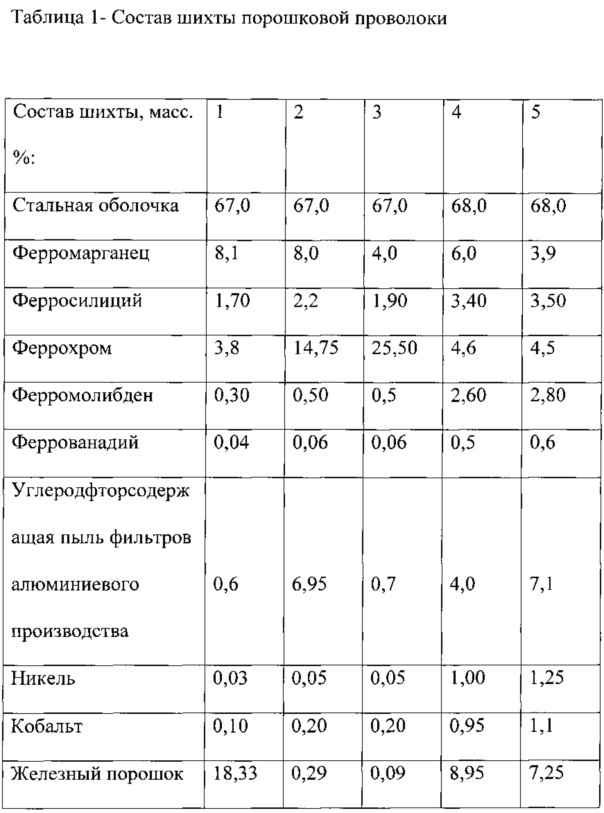
Для этого предлагается порошковая проволока, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, углеродфторсодержащую пыль фильтров алюминиевого производства, железный порошок, в которой порошкообразная шихта дополнительно содержит никель и кобальт при соотношении компонентов, мас. %:
|
Заявляемые пределы подобраны эмпирическим путем, исходя из качества получаемого при наплавке металла, стабильности процесса наплавки, предотвращения образования холодных трещин и получения требуемых механических свойств.
В состав шихты дополнительно введены никель и кобальт.
Введение в состав шихты никеля позволяет значительно снизить действительное зерно, значительно увеличить работу на истирание без образования трещин и обеспечить повышение твердости наплавляемого слоя.
Введение в состав шихты кобальта позволяет повысить «сцепление» наплавленного слоя и исключить трещинообразование при нагреве за счет трения транспортируемых материалов о поверхность наплавленного слоя.
Введение в состав шихты порошковой проволоки повышенного количества углеродфторсодержащей пыли фильтров алюминиевого производства позволяет:
- повысить степень удаления водорода за счет комплекса фторсодержащих соединений, разлагающихся при температурах сварочных процессов с выделением фтора, который в свою очередь взаимодействует с водородом, растворенным в стали с образованием газообразных соединений типа HF;
- снизить вероятность образования пор и холодных трещин в наплавленном металле за счет уменьшения концентрации водорода в наплавленном металле;
- увеличить концентрацию углерода в наплавляемом слое за счет проведения интенсивного науглероживания при взаимодействии фторида углерода.
Для изготовления шихты порошковой проволоки использовали углеродфторсодержащую пыль фильтров алюминиевого производства со следующим химическим составом, мас. %: Al2O3=19-48; F=17-28; Na2O=2,8-12; K2O=0,36-6,0, CaO=0,6-1,8; SiO2=0,5-2,7; Fe2O3=1,7-3,6; Собщ=22-30, MnO=0,05-1,2, MgO=0,06-0,87, S=0,09-0,34, P=0,09-0,15.
Изменение содержания углеродфторсодержащей пыли фильтров алюминиевого производства в составе заявляемой шихты производилось с учетом получения высококачественного наплавленного металла (хорошее формирование валика, плотный наплавленный металл без трещин, пор и неметаллических включений), при этом учитывалось содержание остальных компонентов, влияющих на твердость, ударную вязкость и износостойкость получаемого при наплавке металла, а также получаемая при наплавке концентрация углерода.
При изготовлении порошковой проволоки использовали: порошок железа марки ПЖВ1 по ГОСТ 9849-86, порошок никеля ПНК-1Л5 по ГОСТ 9722-97, порошок кобальта ПК-1У по ГОСТ 9721-79, порошок углеродистого ферромарганца ФМн 78(A) по ГОСТ 4755-91, порошок ферросилиция марки ФС 75 по ГОСТ 1415-93, порошок высокоуглеродистого феррохрома марки ФХ900А по ГОСТ 4757-91, порошок ферромолибдена марки ФМо60 по ГОСТ 4759-91, порошок феррованадия марки ФВ50У0,6 по ГОСТ 27130-94.
Порошки перемешивались в смесителе и прокаливались для удаления влаги при температуре (250-350)°С. Далее в состав вводилась углеродфторсодержащая пыль фильтров алюминиевого производства. Изготовление порошковой проволоки производилось на станке. Диаметр готовой проволоки после операций волочения составлял 3,6 мм, при коэффициенте заполнения 0,32. Порошковой проволокой с предложенной шихтой производилась наплавка стальных пластин из стали 3сп. Наплавка производилась под флюсом АН-20 с использованием сварочного трактора ASAW-1250.
Наличие трещин в процессе наплавки оценивали визуально, контроль качества проводили ультразвуковым методом, а также с использованием вырезанных из образцов металлографических шлифов. Содержание водорода в наплавленном металле определялось на газоанализаторе фирмы «LECO» ТС-600 (США). Содержание водорода изменялось в пределах (0,2-0,6) см3/100 г наплавленного металла при допустимом содержании водорода в высоколегированном наплавленном металле до 2 см3/100 г металла. Твердость наплавленного металла контролировалась непосредственно после наплавки. Твердость наплавленного металла после наплавки составляла 42-48HRC. Дефекты (трещины, поры и неметаллические включения) при наплавке порошковой проволокой с шихтой заявляемого состава, содержащей пыль электрофильтров алюминиевого производства, не выявлены. После наплавки валиков на пластины, производилась вырезка образцов и испытания на машине 2070 СМТ-1 на истираемость.
Исследовались 5 вариантов составов шихты (таблица 1) порошковой проволоки с заграничными и заявляемыми пределами.
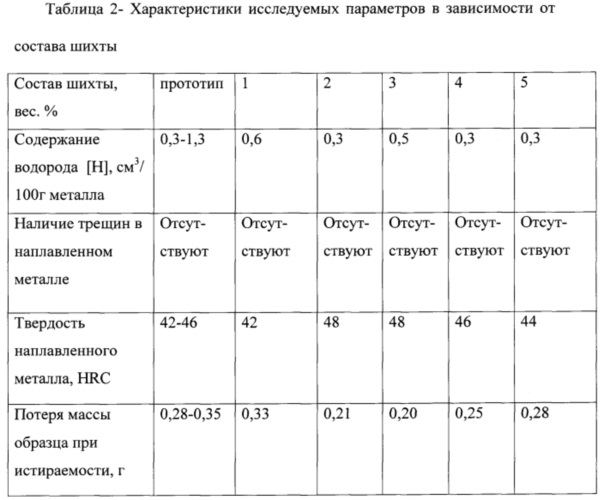
Влияние изменения химического состава на технологические свойства и механические характеристики наплавленного металла приведено в таблице 2. Использование заявляемого состава шихты порошковой проволоки по сравнению с базовым составом (прототип) позволяет:
1. Повысить качество наплавленного металла за счет снижения его загрязненности неметаллическими включениями, снизить вероятность порообразования и предотвратить образование холодных трещин.
2. Уменьшить содержание водорода за счет введения фторсодержащих компонентов и создания дополнительной газовой защиты в среднем до 0,2-0,6 см3/100г металла.
3. Повысить твердость наплавленного металла до 42-48 HRC.
4. Снизить себестоимость изготовления порошковой проволоки за счет снижения содержания легирующих компонентов и использования отходов алюминиевого производства в предлагаемой порошковой проволоки.
Список источников
1. А.с. СССР №1657320, В23K 35/36.
2. А.с. СССР №287830, кл. В23K 35/30, В23K 35/04.
3. Пат РФ №2518035, кл. В23K 35/368.
Способ получения композиционных электрохимических покрытий никель-диборид хрома
Керамический флюс-добавка
Шихта порошковой проволоки
Шихта порошковой проволоки
Флюс для сварки
Порошковая проволока
Способ электровзрывного напыления композиционных износостойких покрытий системы tic-mo на поверхности трения
Порошковая проволока
Полноповоротный двухкривошипный плоский механизм с подвижным линейным гидроприводом
Трехподвижная кинематическая пара
Способ разработки крутых пластов скважинной гидродобычей с попутной добычей метана
Трехщековая дробильная машина
Композиционный электрически взрываемый проводник для электровзрывного напыления покрытий или электровзрывного легирования поверхности металлов и сплавов
Способ получения композиционных электрохимических покрытий никель-диборид хрома
Пространственный смесительный механизм
Электромеханический кантователь прокатного стана
Керамический флюс-добавка
Боек цилиндроконический
Ударник бурильной машины
Боёк цилиндро-псевдосферический

