Результат интеллектуальной деятельности: СПОСОБ РЕМОНТА ВМЯТИН НА СОСУДАХ
Вид РИД
Изобретение
Изобретение относится к области ремонта сосудов, работающих под давлением и содержащих на корпусе дефекты в виде вмятин недопустимых размеров, с применением сварки и может быть использовано в химической, нефтехимической, нефтеперерабатывающей промышленности, а также в других отраслях промышленности, например, для ремонта вмятин на воздухосборниках. Метод применим также для трубопроводов больших диаметров.
Известен способ ремонта герметичных емкостей химических производств, заключающийся в том, что готовят чертеж прямого сечения развертки поверхности ремонтируемой емкости. Затем получают шаблон в виде наклонного элемента на угол 35-55°. Вырезают листовые элементы по шаблону и формуют их штамповкой или вальцовкой. Устанавливают листовые элементы на поврежденной поверхности с зазором между элементами равным 3,5-5,0 толщины листа. После этого приваривают их по контуру, а зазор заполняют присадочным материалом с повышенной коррозионной стойкостью [Патент №2036766 от 09.06.1995. Способ ремонта емкостей]. Однако известный способ нельзя применить для ремонта емкостей изготовленных из сталей перлитного класса, например из сталей 20, 20К, 09Г2С и др., так как используемые присадочные материалы с повышенной коррозионной стойкостью, например ЭА-395/9, создают аустенитную структуру сварного шва. Наличие разных структур металла в зоне ремонта из-за различного электрохимического потенциала указанных зон создадет в электропроводной среде, которая всегда присутствует в сосудах химической промышленности в виде самой среды или ее конденсата, электрохимическую коррозию, которая приведет к быстрому разрушению ремонтных элементов.
Известен другой способ ремонта герметичной емкости с применением сварки, при котором на дефектный участок накладывают заплату с выполненными на торцах скосами. Заплату обваривают герметизирующим швом. Скосы заполняют бетоном, после затвердевания которого заплату приваривают к емкости сварными швами с применением промежуточных элементов в виде полос [Авт. св. №1360952 от 23.12.1987. Способ ремонта емкостей]. Однако этот способ ремонта сложен, а при проведении его требуются различные материалы: промежуточные в виде отверждаемого наполнителя, например бетона, дополнительные элементы и др. Кроме того, в конструкции ремонтного соединения присутствует большое количество угловых сварных швов, в которых по сравнению со стыковыми швами и угловыми со сквозным проплавлением присоединяемого элемента возникает повышенная концентрация напряжений в местах перехода от сварного шва к основному металлу. Это обстоятельство при работе сосуда способствует возникновению трещин в местах концентрации и разрушению сосуда.
Наиболее близким к предлагаемому способу является способ ремонта емкости, имеющей повреждение в виде вмятины, при котором изготавливают заплату, по размерам и форме соответствующую поврежденному участку, на внутренней поверхности заплаты выполняют выступ, по форме и объему аналогичный вмятине, во вмятине размещают самотвердеющую смесь, накладывают заплату на ремонтируемый участок, в результате чего самотвердеющая смесь заполняет полость между заплатой и емкостью за счет выдавливания ее выступом в заплате и приваривают заплату по периметру к емкости [Авт. св. №1419845 от 30.08.1988. Способ ремонта емкости]. Однако этот способ ремонта вмятин сложен и требует формирования на заплате выступа, по объему и форме соответствующего вмятине, что трудно обеспечить даже в случае применения механической обработки выступа после его наплавки. Кроме того, ремонтное соединение выполнено внахлестку и содержит угловой шов с конструктивным непроваром в корне, наличие которого на корпусе сосуда создаст высокую концентрацию напряжений в стенке, что отрицательно скажется на прочности корпуса, и прочность такого ремонтного соединения будет недостаточна. Применение угловых швов с конструктивным непроваром допускается на сосудах, работающих под давлением, только на неосновных элементах сосуда, например для приварки накладок на стенку сосуда в местах расположения опор и др. [см. ГОСТ Ρ 52630-2012, п. 6.9.1, стр. 40]. Для основных элементов сосуда применение таких швов недопустимо.
Технической задачей заявляемого изобретения является упрощение способа ремонта и повышение прочности ремонтного соединения стенки корпуса сосуда с вмятиной без использования самотвердеющих композиций в ремонтной конструкции.
Данный технический результат достигается тем, что в способе ремонта вмятин на корпусе сосудов, при котором изготавливают заплату по размерам и форме соответствующую поврежденному участку, заплату накладывают на ремонтируемый участок и приваривают заплату по периметру к сосуду основным сварным швом. Заплату располагают во вмятине, концентрично наружной поверхности корпуса, за радиусным переходом от корпуса сосуда к вмятине, на расстоянии, равном толщине заплаты от ее внутренней поверхности до радиусного перехода, и выполняют на торце заплаты скос под углом 55±5° к плоскости вмятины по контуру заплаты. Причем заплату можно изготавливать по форме не повторяющей форму поверхности сосуда, а в виде плоской пластины. На основной сварной шов, приваривающий заплату к вмятине, накладывают дополнительный в месте перехода от основного шва к радиусу на вмятине, а затем его механически обрабатывают для обеспечения плавного перехода от шва к радиусу вмятины с целью снижения концентрации напряжений в этой зоне.
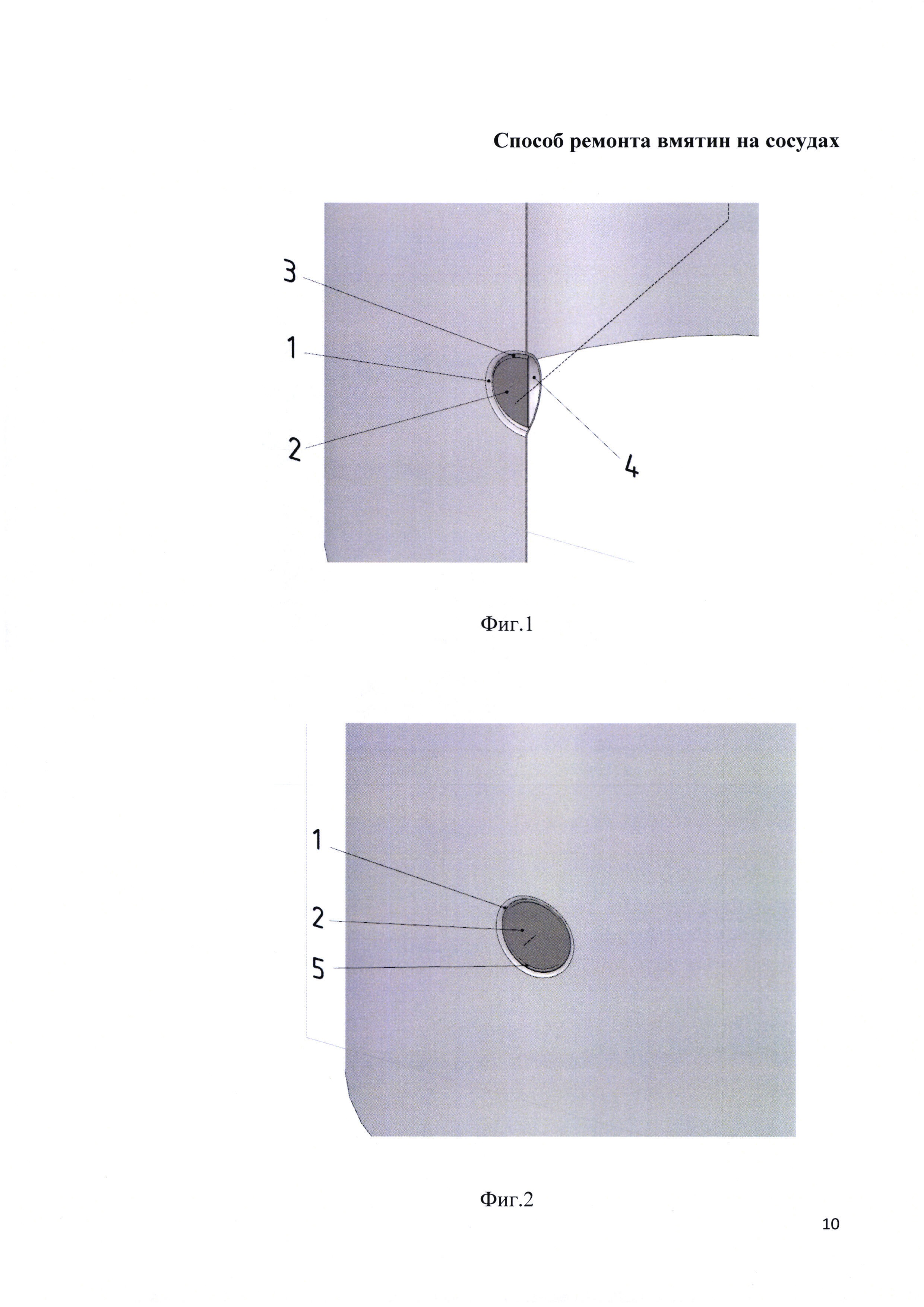
На Фиг. 1 показан разрез подготовленной заплаты во вмятине круглого в плане вида под приварку, где 1 - радиусный переход от вмятины к стенке сосуда; 2 - заплата; 3 - обработанный торец на заплате под углом 55±5°; 4 - вмятина.
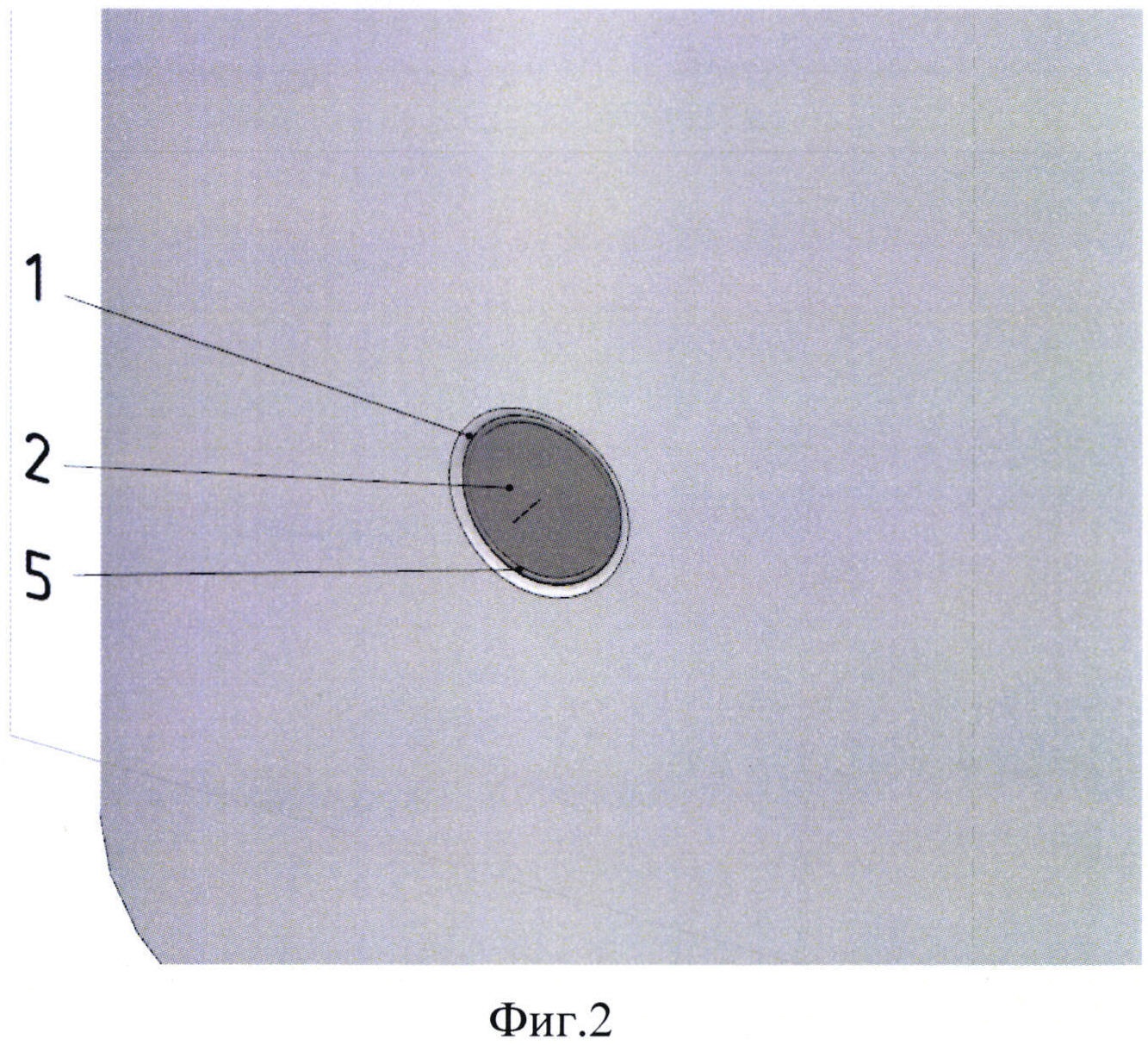
На Фиг. 2 изображена заплата, обваренная по контуру во вмятине, где 1 - радиусный переход от вмятины к стенке сосуда; 2 - заплата; 5 - сварной шов.
На Фиг. 3. изображено распределение максимальных напряжений на вмятине цилиндрической обечайки воздухосборника.
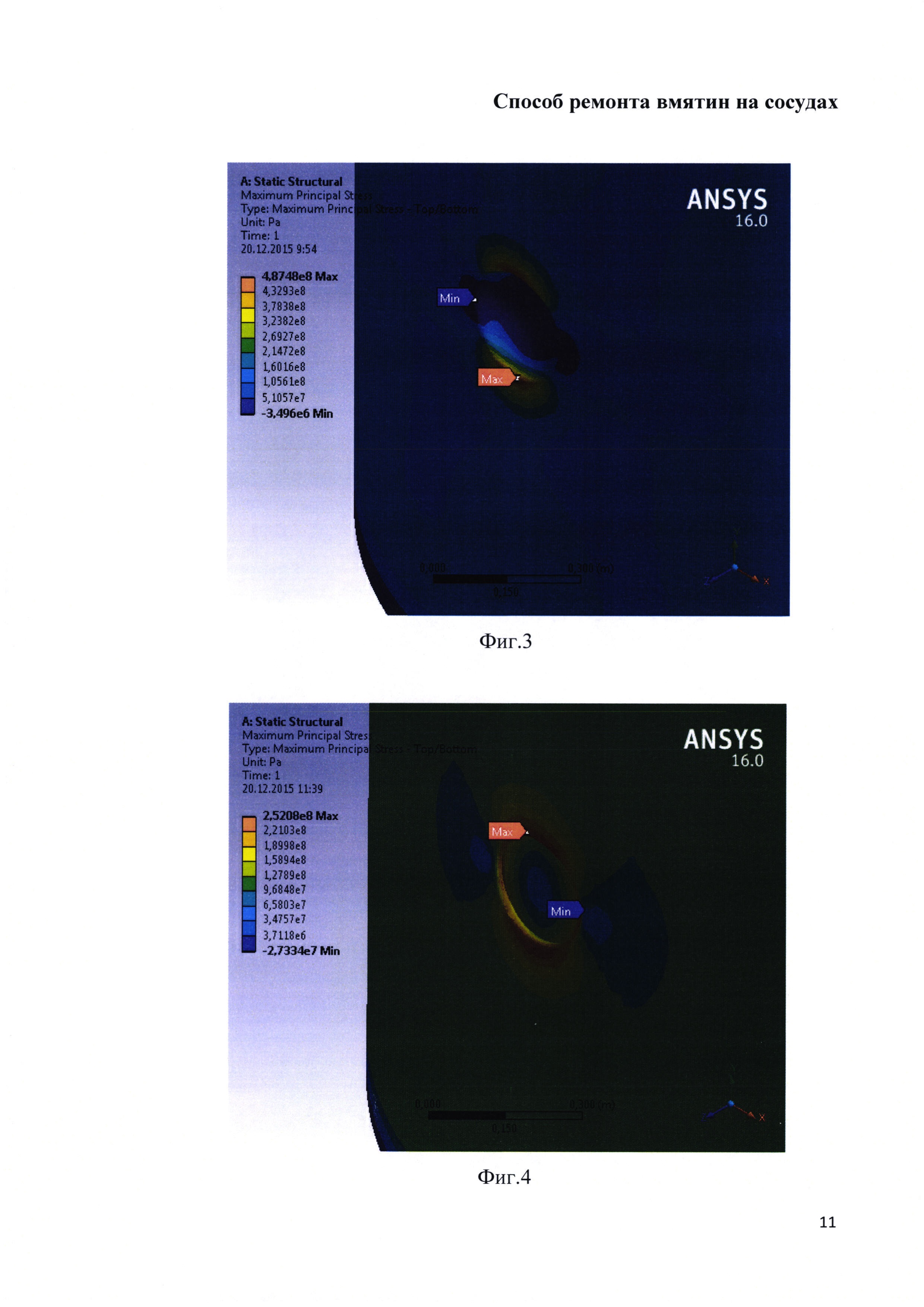
На Фиг. 4 изображено распределение максимальных напряжений на вмятине цилиндрической обечайки воздухосборника, содержащей приваренную ремонтную концентрично расположенную поверхности сосуда заплату.
На Фиг. 5 изображено распределение максимальных напряжений на вмятине цилиндрической обечайки воздухосборника, содержащей приваренную ремонтную плоскую заплату.
Способ ремонта вмятин на сосудах заключается в следующем. Вначале по размеру вмятины в ее сечении на расстоянии от начала радиусного перехода от вмятины к стенке сосуда, равном толщине заплаты, изготавливают шаблон. Затем по шаблону вырезается листовая заготовка, которая формуется по форме, концентричной форме стенки сосуда, в месте расположения вмятины. Торец заплаты обрабатывается по контуру под углом 55° к поверхности вмятины. Изготовленная таким образом заплата вставляется во вмятину (Фиг. 1). Затем заплата приваривается к стенке швом со сквозным проплавлением присоединяемого элемента по контуру заплаты, как показано на Фиг. 2.
Рассмотрим конкретный пример осуществления предложенного способа ремонта вмятин на сосудах.
На обечайке воздухосборника объемом 25 м3, нагруженного внутренним давлением 0,784 МПа (8 кгс/см2), с толщиной стенки 8 мм и изготовленного из стали 09Г2С, сформирована круговая в плане вмятина диаметром 250 мм и глубиной 80 мм, подобная показанной на Фиг. 1. Радиус перехода от вмятины к стенке сосуда принят минимально возможным, по внутренней поверхности обечайки равным 8 мм (равным толщине обечайки). Произведен расчет напряжений, возникающих от такой вмятины в обечайке сосуда, методом МКЭ в программе ANSYS. Результаты расчета представлены на Фиг. 3. Величина напряжений в Па и соответствующая им цветовая гамма представлена на Фиг. 3 слева. Из результатов расчета следует, что максимальные напряжения возникают в вертикальных направлениях от центра вмятины на радиусных переходах и их значение равно 487,48 МПа. Такая вмятина считается недопустимой по методике расчета ГОСТ Ρ 52857.11-2007 «Сосуды и аппараты. Нормы и методы расчета на прочность. Метод расчета на прочность обечаек и днищ с учетом смещения кромок сварных соединений, угловатости и некруглости обечаек» (формула 28, стр. 7):
σmах≤3ϕ[σ],
где ϕ - коэффициент прочности сварных швов принят равным 0,7;
[σ] - допускаемые напряжения для материала обечайки при расчетной температуре приняты по ГОСТ Ρ 52857.1-2007, приложение 1, таблица А.1, равными 196 МПа.
В итоге получено: 487,48>411,6, т.е. условие прочности не выполняется и такая вмятина на стенке сосуда является недопустимой, а эксплуатация такого сосуда запрещена.
Приведенной выше вмятине произведен ремонт. Изготавливают заплату по размерам и форме, соответствующую поврежденному участку, заплату толщиной 8 мм располагают во вмятине, концентрично наружной поверхности корпуса, за радиусным переходом от корпуса сосуда к вмятине, на расстоянии, равном толщине заплаты от ее внутренней поверхности до радиусного перехода, и выполняют на торце заплаты скос под углом 55±5° к плоскости вмятины по контуру заплаты (Фиг. 2). В месте перехода от основного шва к радиусу на вмятине может быть наложен дополнительный сварной шов, который затем механически обрабатывают для обеспечения плавного перехода от шва к радиусу вмятины с целью снижения концентрации напряжений в этой зоне.
Заплата может быть выполнена в форме не повторяющей поверхность сосуда, а в виде плоской пластины и приварена по периметру к сосуду основным сварным швом, на которую также может быть наложен дополнительный сварной шов, который затем механически обрабатывают для обеспечения плавного перехода от шва к радиусу вмятины с целью снижения концентрации напряжений в этой зоне.
Расчет напряжений стенки сосуда, содержащей вмятину с ремонтной заплатой, осуществлялся в программе ANSYS. Результаты расчета представлены на Фиг. 4. Характер распределения максимальных напряжений на отремонтированной вмятине не изменился, т.е. максимальные напряжения находятся на радиусном переходе в вертикальном направлении от центра вмятины. Однако они более равномерно распределены по окружности радиусного перехода и их величина уменьшилась почти в 2 раза. Такая вмятина уже допустима по расчету ГОСТ Ρ 52857.11-2007: 252,08<411,6, условие прочности выполняется и такая вмятина на стенке сосуда является допустимой, а эксплуатация такого сосуда разрешена.
Был произведен расчет в ANSYS вмятины, отремонтированной с помощью плоской пластины такой же толщины 8 мм, установленной во вмятине, результаты расчета представлены на Фиг. 5.
Как видно на Фиг. 5, напряжения на радиусном переходе в вертикальном направлении от центра вмятины стали еще меньше (240,97 МПа вместо 252,08 МПа), однако максимальные напряжения появились в зоне перехода от заплаты к радиусному переходу в горизонтальном направлении от центра вмятины и равные 281,13 МПа. Максимальные напряжения на вмятине не превышают допускаемых и такая вмятина является по ГОСТ Ρ 52857.11-2007 допустимой. Для уменьшения концентрации напряжений в зоне перехода от плоской заплаты к радиусному переходу необходимо наложить еще дополнительный сварной шов в этой зоне, а затем его обработать для обеспечения плавного перехода от заплаты к радиусному переходу на вмятине.
Способ ремонта вмятин на корпусе сосудов, включающий изготовление заплаты, по размерам и форме соответствующей поврежденному участку, накладывание заплаты на ремонтируемый участок и приваривание заплаты по периметру к сосуду основным сварным швом, отличающийся тем, что заплату располагают во вмятине концентрично наружной поверхности корпуса за радиусным переходом от корпуса сосуда к вмятине на расстоянии, равном толщине заплаты от ее внутренней поверхности до радиусного перехода, и выполняют на торце заплаты скос под углом 55±5° к плоскости вмятины по контуру заплаты, при этом в месте перехода от основного шва к радиусу на вмятине накладывают дополнительный сварной шов и обеспечивают плавный переход от шва к радиусу вмятины путем механической обработки.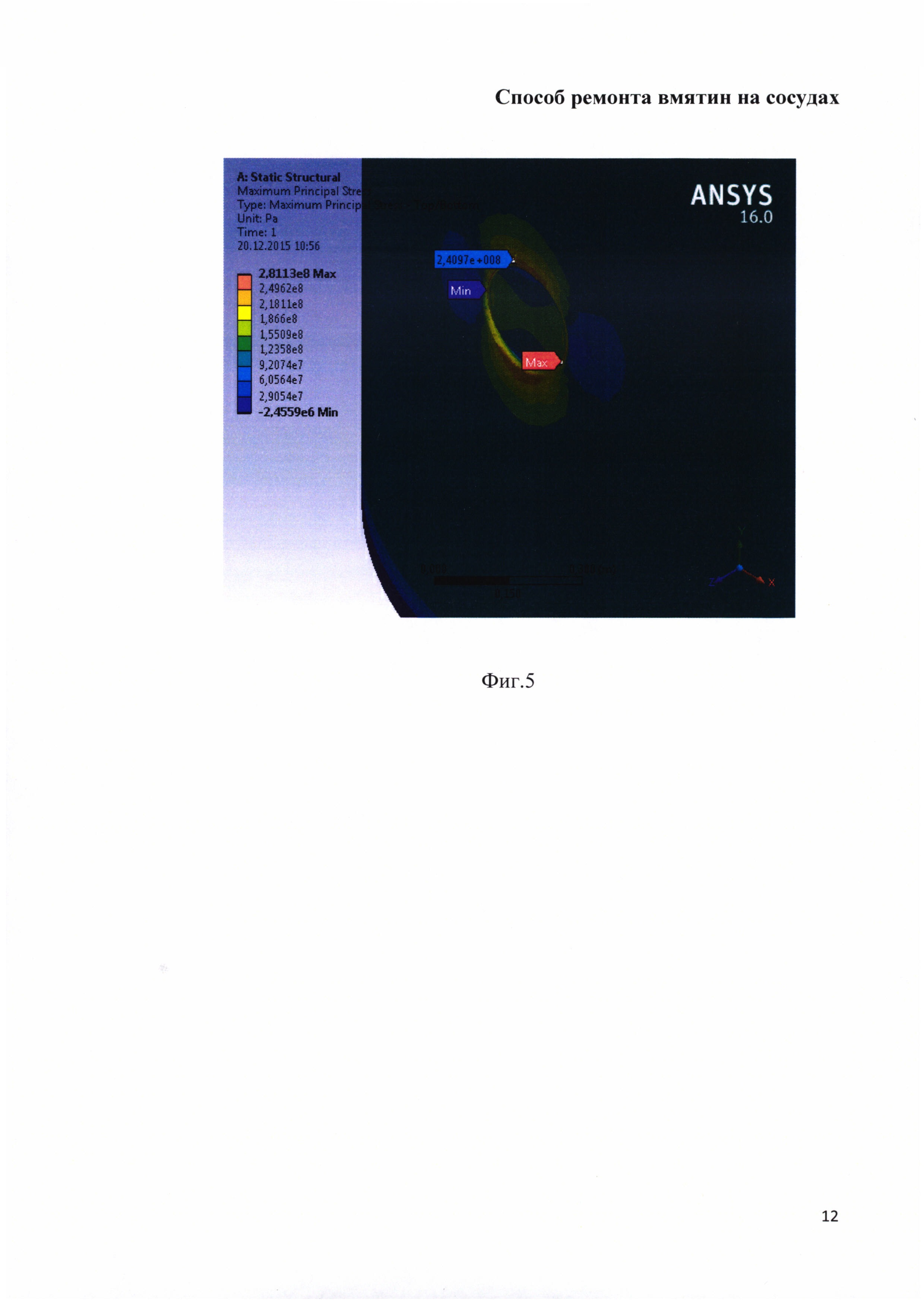
Способ изготовления усовершенствованной магнитоэлектрической машины
Полимерные композиции, содержащие нанотрубки
Способ повышения точности тактовой и цикловой синхронизации в системах связи
Способ минимизации зон отчуждения отделяемых частей ракеты-носителя
Порошковая проволока
Фундамент резервуара с улучшенными теплоизоляционными свойствами
Способ защиты синхронного двигателя переменного тока от витковых замыканий
Способ моделирования процесса тепло- и массообмена при испарении жидкости и устройство для его реализации
Порошковая проволока
Порошковая проволока
Способ настройки компенсации емкостных токов замыкания на землю в электрических сетях

