Результат интеллектуальной деятельности: СПОСОБ ВЫРАБОТКИ ЭЛЕКТРОЭНЕРГИИ С ИСПОЛЬЗОВАНИЕМ ТЕПЛА ОТХОДЯЩИХ КОНВЕРТЕРНЫХ ГАЗОВ
Вид РИД
Изобретение
Изобретение относится к черной металлургии, а именно к использованию энергии газа кислородно-конвертерного производства.
Известен способ утилизации отходящих конвертерных газов, в котором конвертерный газ отводится через газоотводящий тракт, нагнетатель (дымосос), станцию переключения потока (трехходовой клапан), газгольдер, электрофильтр, газоповысительную станцию и поступает в газопровод доменного газа. Далее смесь доменного и конвертерного газа подается потребителям. Газгольдер объемом порядка 80 тыс. м3 обеспечивает прием выделяющихся за время продувки газов и отдачу газа в межпродувочный период [Якушев A.M. Справочник конверторщика. - Челябинск, Металлургия, Челябинское отделение, 1990. - 448 с.].
К недостаткам такого способа утилизации конвертерного газа можно отнести:
- необходимость выравнивания расхода конвертерного газа (из-за нестабильности его выхода) газгольдером большого объема (порядка 80 тыс. м3);
- снижение объемов подачи конвертерного газа конечному потребителю в периоды ремонта кислородных конвертеров.
Технический результат изобретения - повышение экономичности системы утилизации конвертерного газа.
Указанный технический результат достигается тем, что в способе утилизации отходящих конвертерных газов, включающем отвод конвертерных газов через газоотводящий тракт, нагнетатель, станцию переключения потока, газгольдер, газоповысительную станцию, согласно изобретению после газоповысительной станции конвертерный газ подается в паровой котел, при этом работа парового котла осуществляется в течение 55-70% общего времени на конвертерном газе, в течение 10-20% общего времени на смеси конвертерного газа и природного газа и в течение 15-25% общего времени на природном газе.
В период работы парового котла на конвертерном газе, подача в паровой котел конвертерного газа осуществляется с расходом 2,1-3,0 тыс. м3/мин.
В период работы парового котла на смеси конвертерного газа и природного газа, подача в паровой котел конвертерного газа осуществляется с расходом до 3,0 тыс. м3/мин, а подача природного газа осуществляется с расходом до 0,7 тыс. м3/мин.
В период работы парового котла на природном газе, подача в паровой котел природного газа осуществляется с расходом 0,3-0,7 тыс. м3/мин.
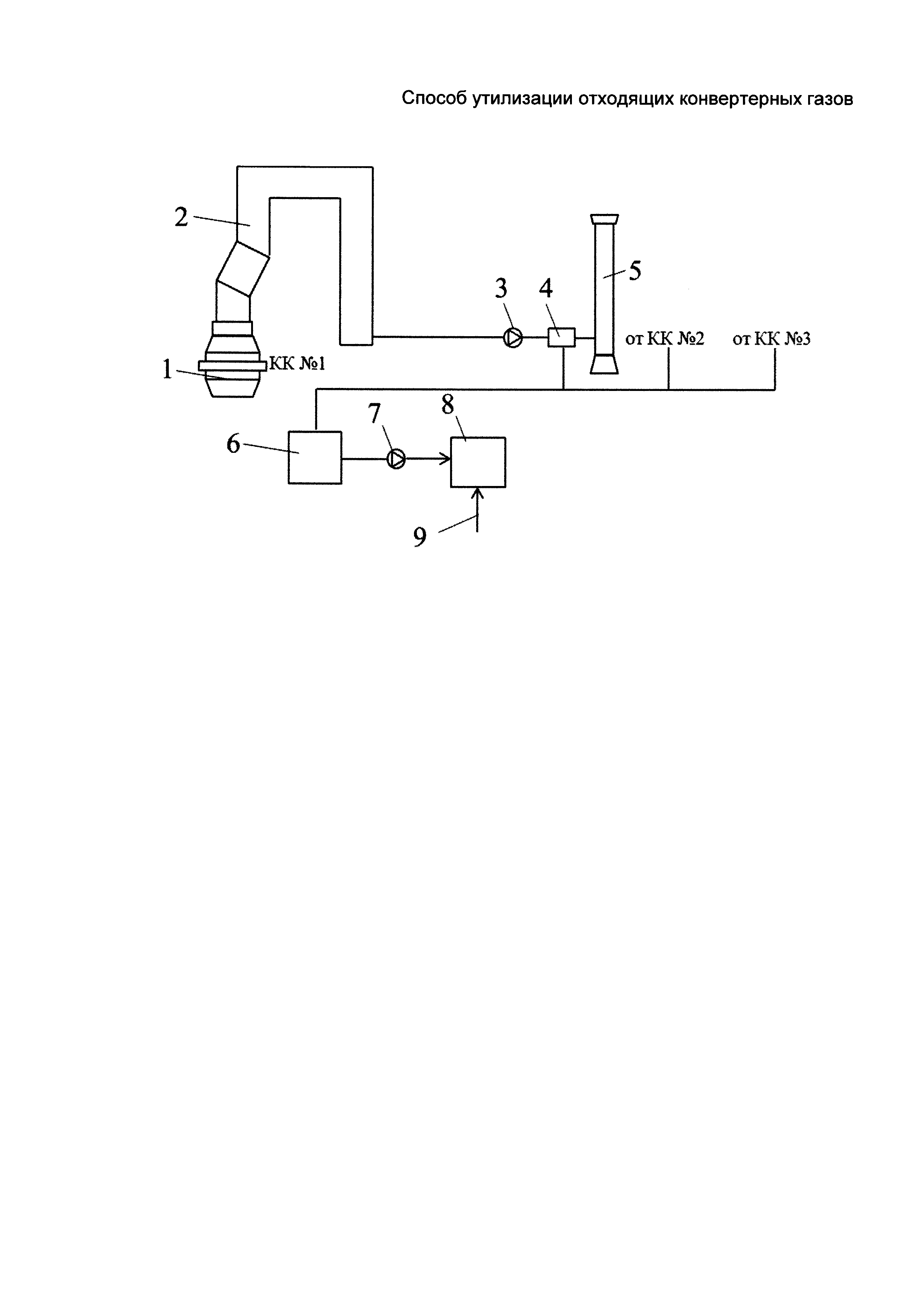
На чертеже представлена схема способа утилизации конвертерного газа, состоящая из кислородного конвертера (1), газоотводящего тракта (2), нагнетателя (3), станции переключения потока (4), свечи дожигания (5), газгольдера (6), газоповысительной станции (7), парового котла, попеременно работающего на конвертерном и природном газах (8), подачи природного газа (9).
Способ утилизации конвертерного газа осуществляется следующим образом. Конвертерный газ, получаемый в результате продувки кислородом жидкой ванны в кислородном конвертере (КК №1) (1), отводится через газоотводящий тракт (2), где очищается и охлаждается. Затем нагнетателем (3) подается на станцию переключения потока (4), где при достижении концентрации монооксида углерода СО более 30% подается на газгольдер (6). При концентрации СО в конвертерном газе ниже 30% конвертерный газ сбрасывается на свечу дожигания (5), где сгорает в атмосферном факеле. Далее конвертерный газ из газгольдера (6) через газоповысительную станцию (7) подается на паровой котел (8), где сгорает, совершая полезную работу.
Работа парового котла на конвертерном газе осуществляется в течение 55-70% общего времени с расходом 2,1-3,0 тыс. м3/ мин пока концентрация СО держится выше 30%.
В последние минуты продувки, когда концентрация СО начинает падать и приближается к 30%, подача конвертерного газа на паровой котел (8) постепенно, в течение 1-2 мин, снижается с 2,1-3,0 тыс. м3/мин до 0 тыс. м3/мин. Одновременно со снижением подачи конвертерного газа начинается подача природного газа (9), расход которого повышается с 0 тыс. м3/мин до 0,7 тыс. м3/мин. Таким образом, поддерживается постоянство паропроизводительности парового котла (8) и стабильность параметров пара. В конце этого периода газгольдер 6 полностью заполнен конвертерным газом.
Далее, в межпродувочный период (15-25% общего времени работы) паровой котел 8 работает на природном газе, который подается с расходом 0,3-0,7 тыс. м3/мин.
Далее, в момент начала продувки, когда концентрация СО растет и начинает приближаться к 30%, в течение 1-2 минут происходит подача конвертерного газа из газгольдера, с увеличением расхода от 0 тыс. м3/мин до 2,1-3,0 тыс. м3/мин. В этот же период происходит постепенное уменьшение расхода природного газа до 0 тыс. м3/мин. Таким образом, поддерживается постоянство паропроизводительности парового котла (9) и стабильность параметров пара.
После этого происходит переход работы парового котла (9) на конвертерный газ, получаемый в процессе продувки, и все периоды опять повторяются. При этом подача конвертерного газа осуществляется от трех кислородных конвертеров (КК№1, КК№2, КК№3).
Значение расхода конвертерного газа 2,1-3,0 тыс. м3/ч обусловлено выходом конвертерного газа с концентрацией СО выше 30% для цеха из трех кислородных конвертеров емкостью 400 тонн каждый в течение 10-14 минут в период продувки.
Значение расхода природного газа 0,3-0,7 тыс. м3/ч обусловлено замещением эквивалентного объема конвертерного газа теплотой сгорания порядка 6200 кДж/м3.
Таким образом, в предлагаемой схеме газгольдер не используется для регулирования расхода и состава конвертерного газа в основных режимах работы (при продувке и в межпродувочный период). Функции газгольдера по регулированию расхода и состава конвертерного газа используются только в переходных режимах и для выравнивания незначительных колебаний параметров конвертерного газа (в пределах 5%). Исходя из этого, появляется возможность снизить объем газгольдера с порядка 80 тыс. м3 (требуется для работы системы утилизации конвертерного газа в межпродувочный период для трех кислородных конвертеров емкостью 400 т), до 5 тыс. м3.
Предлагаемый способ имеет следующие преимущества:
- вследствие попеременной работы парового котла на природном и конвертерных газах поддерживается постоянство паропроизводительности парового котла и стабильность параметров пара;
- в межпродувочный период конвертерный газ из газгольдера в паровой котел не подается, вследствие чего газгольдер имеет малый размер и рассчитан на сбор до 5 тыс. м3 конвертерного газа и необходим только для работы системы в переходных режимах и для регулирования незначительных колебаний параметров конвертерного газа в период продувки и не выполняет функций регулирования в межпродувочный период;
- минимальное количество элементов (оборудования), задействованных в способе.
Исходя из представленных преимуществ, предлагаемый способ утилизации конвертерного газа обеспечивает постоянный выход пара стабильных параметров для дальнейшего использования его в паровой турбине для выработки электроэнергии и является эффективным и экономичным. Для металлургического комбината с кислородно-конвертерным цехом, состоящим из трех конвертеров емкостью 400 т, дополнительная выработка электроэнергии составляет 60-90 МВт в час.
Способ производства горячеоцинкованного проката повышенной прочности
Способ прокатки низколегированного штрипса для магистральных труб на толстолистовом реверсивном стане
Способ горячей прокатки полос из низколегированной стали
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ производства горячеоцинкованного проката повышенной прочности
Способ прокатки низколегированного штрипса для магистральных труб на толстолистовом реверсивном стане
Способ горячей прокатки полос из низколегированной стали
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали

