Результат интеллектуальной деятельности: СПОСОБ РАДИАЛЬНОЙ КОВКИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к способам радиальной ковки профилей, имеющих по длине постоянное и переменное сечение и форму, например заготовок для изготовления болтов с шестигранной головкой.
Известен способ радиальной ковки профилей круглой формы переменного по длине сечения /Ю.С. Радюченко. Ротационная ковка - М.: Гос. н-т. изд-во маш. лит-ры, 1962. - с. 131-135/. Для получения на части длины такого профиля другой формы поперечного сечения, например шестигранного поперечного сечения, необходимо выполнение дополнительной технологической операции, например фрезерования, с удалением металла в стружку или выполнение дополнительного нагрева металла и осуществления при замене технологического инструмента дополнительной технологической операции ковки на части длины профиля с большим круглым поперечным сечением профиля другой формы, например шестигранной. Все это приводит к повышению расхода металла и снижению производительности.
Таким образом, недостатком указанного аналога является его низкая производительность и повышенный расход металла при получении профилей с одновременно постоянным и переменным по длине сечением и формой.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ радиальной ковки профилей с одновременно постоянным и переменным по длине сечением и формой, принятый в качестве прототипа /Ковка на радиально-обжимных машинах / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - с. 8; Рекламный проспект фирмы GFM. Горячая радиальная ковка. Машины типа RF. Машины типа SKK. ГФМ ГмбХ, Эннсерштр., 14. А-4403 Штайер, Австрия/.
При этом способе на части длины исходной заготовки с квадратным постоянным по длине поперечным сечением получают круглый профиль с постоянным и переменным по длине сечением. Такой способ можно также использовать при получении на части длины исходной заготовки с другим числом граней, например, шестигранным или восьмигранным постоянным по длине поперечным сечением круглого профиля с постоянным и переменным по длине сечением.
Однако такой способ имеет существенные недостатки.
Во-первых, использование в качестве исходной заготовки, имеющей по всей длине многогранный профиль, нерационально. Это связано с высокой трудоемкостью получения многогранного профиля по сравнению с трудоемкостью получения симметричного круглого профиля при применении любого из известных процессов обработки металлов давлением. Повышение трудоемкости в конечном итоге ведет к снижению производительности.
Во-вторых, полученные таким способом профили с многогранной и круглой формами поперечного сечения будут иметь разную структуру и механические свойства. Одна часть длины профиля с многогранный формой поперечного сечения будет иметь структуру и механические свойства, характерные для металла, подвергнутого нагреву до температуры пластической деформации, но пластически не деформированного. Другая часть длины профиля с круглой формой поперечного сечения будет иметь структуру и механические свойства, характерные для пластически деформированного металла после предварительного его нагрева. Разные свойства металла по длине профиля приводят в конечном итоге к снижению его общих качественных характеристик.
Таким образом, основными недостатками способа-прототипа являются низкое качество получаемых профилей и ограниченная производительность.
Задачей изобретения является повышение производительности и улучшение качества изготовления заготовок переменного сечения радиальной ковкой.
Поставленная задача достигается тем, что в заявляемом способе изготовления заготовок переменного сечения радиальной ковкой, включающем нагрев исходной заготовки и осуществление ее пластической деформации, согласно изобретению в процессе пластической деформации сначала получают заготовку с круглым профилем и с расположенными по ее длине участками с постоянным поперечным сечением, один из которых имеет большее поперечное сечение, и с переменным поперечным сечением, после чего на длине упомянутого участка с большим поперечным сечением формируют многогранный профиль.
Получение сначала в процессе пластической деформации заготовки с круглым профилем и с расположенными по ее длине участками с постоянным поперечным сечением, один из которых имеет большее поперечное сечение, и с переменным поперечным сечением осуществляется путем применения технологических операций радиальной ковки, включающих непрерывное вращение, поступательное перемещение заготовки и возвратно-поступательное перемещение бойков с практически любой формой рабочей поверхности.
Последующая пластическая деформация на длине участка заготовки с большим поперечным сечением путем применения технологических операций радиальной ковки, включающих поступательное перемещение заготовки и возвратно-поступательное перемещение бойков, позволяет сформировать многогранный профиль.
Получение на участке длины круглого профиля с постоянным большим поперечным сечением многогранного профиля позволяет, во-первых, получить профиль, приближенный к форме готовых стандартных изделий, например болтов с шестигранной головкой, во-вторых, получить участок профиля с многогранным поперечным сечением с одного нагрева с участком профиля с круглым поперечным сечением, в-третьих, получить участок профиля с многогранным поперечным сечением при деформации ограниченной части длины круглого профиля, требующего точной настройки взаимного положения рабочих поверхностей бойков. Последнее снижает износ рабочих поверхностей бойков, формирующих многогранный профиль.
Получение заготовок переменного сечения с одного нагрева повышает их качество. Получение многогранного профиля только на ограниченной части длины круглого профиля снижает общую трудоемкость получения заготовок переменного сечения. Снижение трудоемкости ведет к повышению производительности.
Таким образом, применение предлагаемого способа улучшает качество и повышает производительность радиальной ковки заготовок переменного сечения.
Предложенный способ радиальной ковки проиллюстрирован на чертежах на примере получения заготовок болтов с шестигранной головкой.
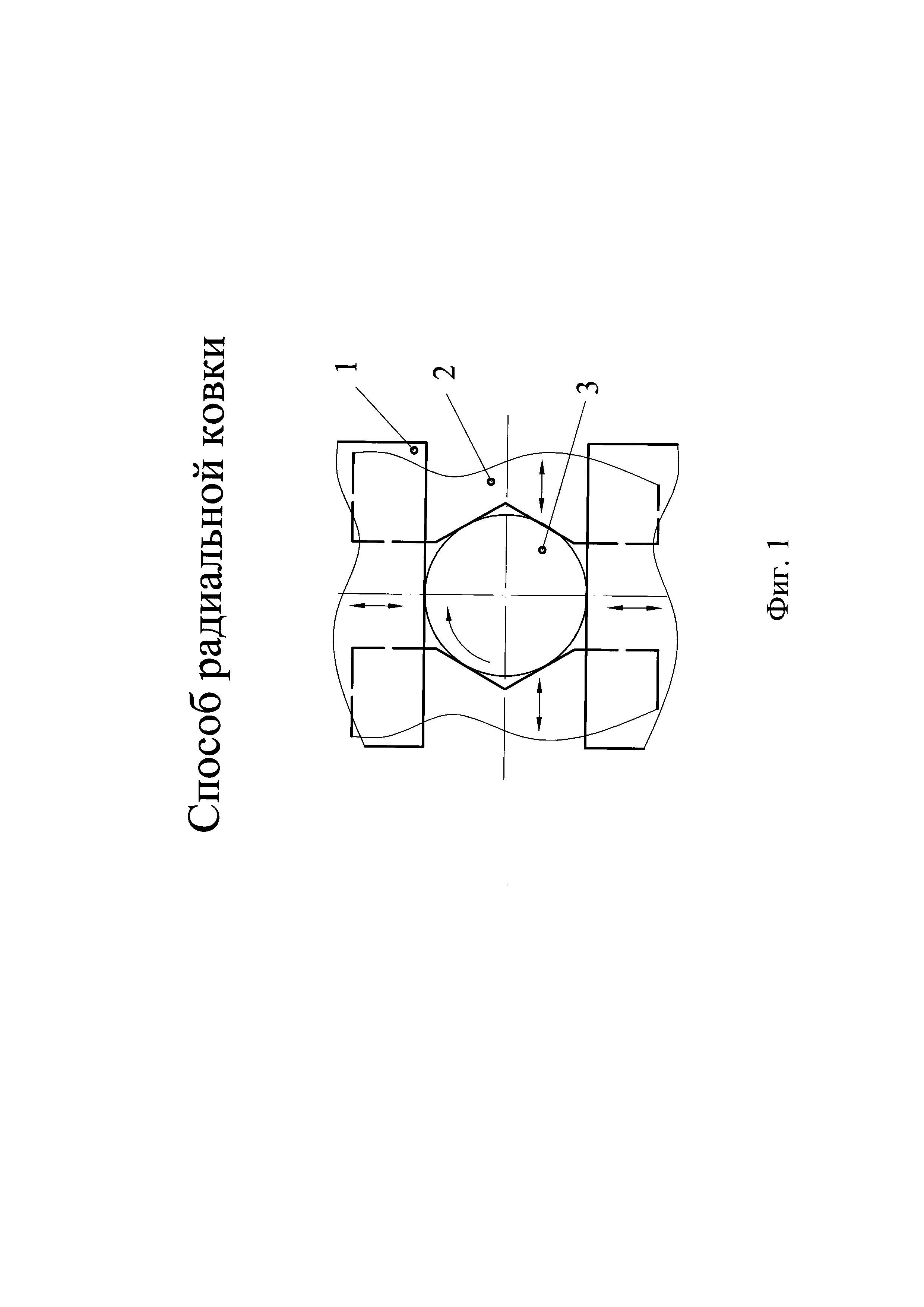
На фиг. 1 показан вид на бойки с вырезными ручьями и бойки с гладкой рабочей поверхностью во время обжатия круглой исходной заготовки при непрерывном ее вращении с получением на ней круглого профиля с участками постоянного и переменного по длине сечения.
На фиг. 2 показан вид на круглый профиль с участками постоянного и переменного по длине сечения, получаемый бойками с вырезными ручьями и бойками с гладкой рабочей поверхностью, а также кругловырезными бойками с радиусной формой выреза или одновременно бойками с вырезными ручьями и кругловырезными бойками с радиусной формой выреза.
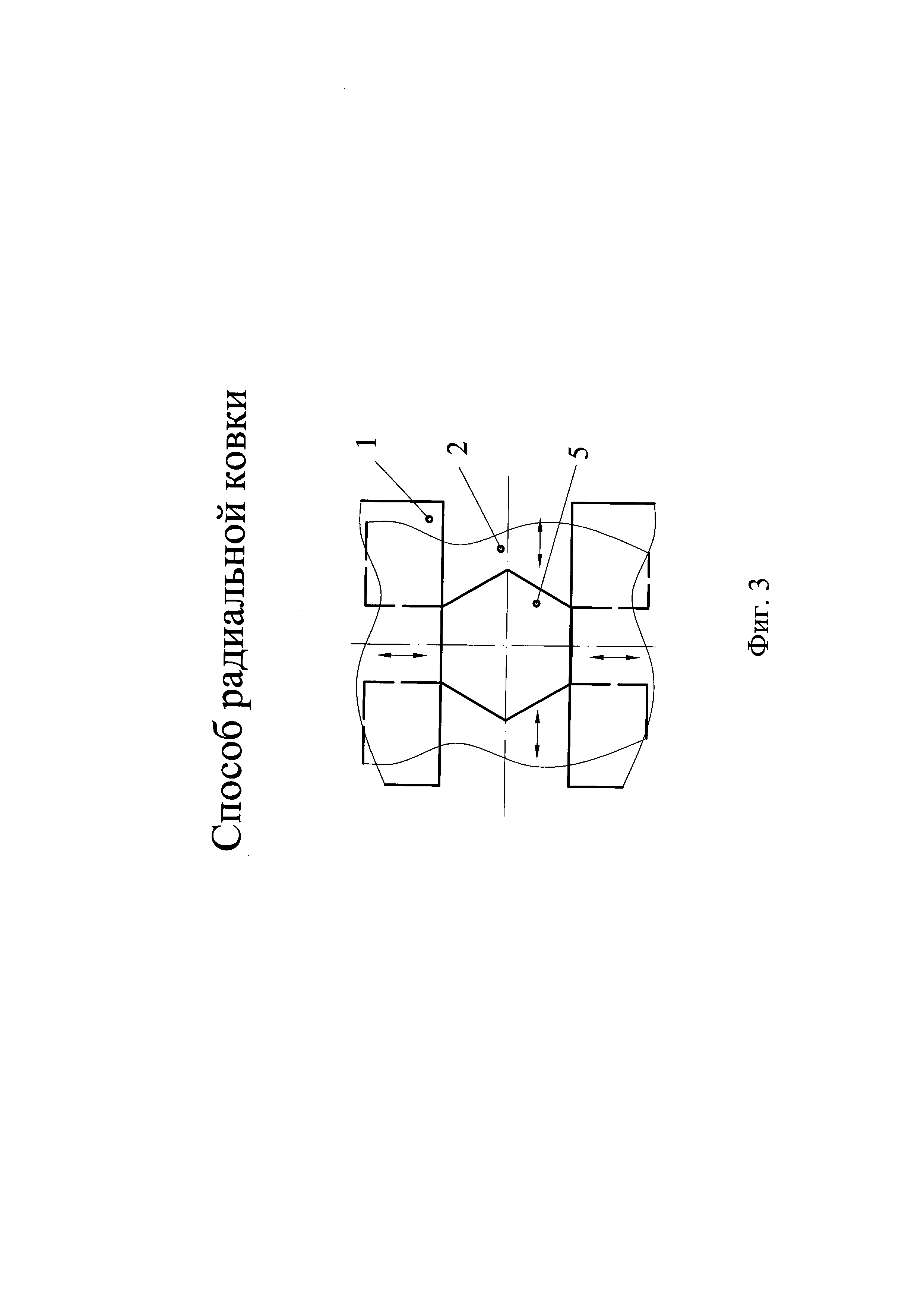
На фиг. 3 показан вид на бойки с вырезными ручьями и бойки с гладкой рабочей поверхностью во время обжатия части длины круглого профиля с постоянным большим поперечным сечением без его вращения с получением шестигранного профиля.
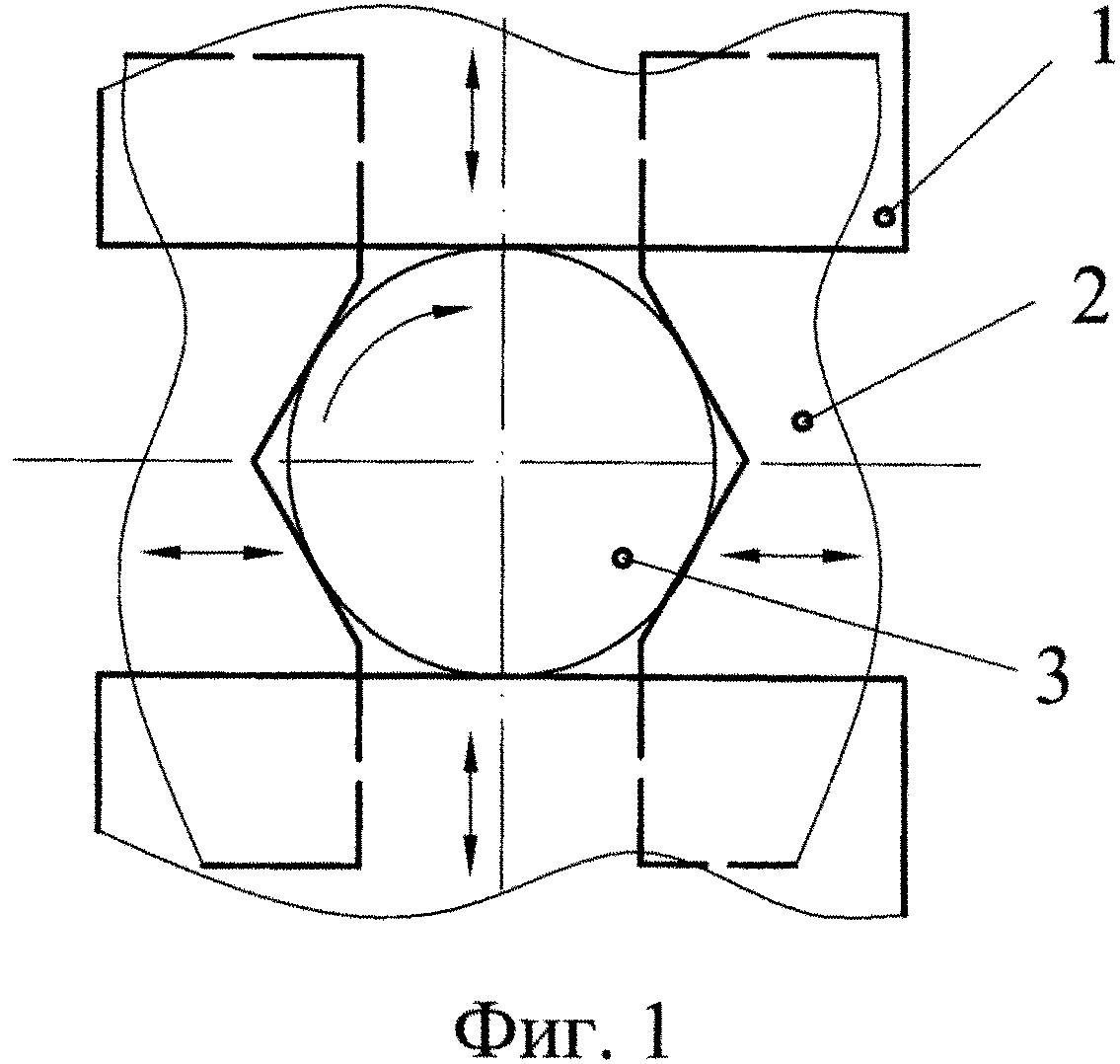
На фиг. 4 показан вид на круглый профиль с участками постоянного и переменного по длине сечения и шестигранный профиль.
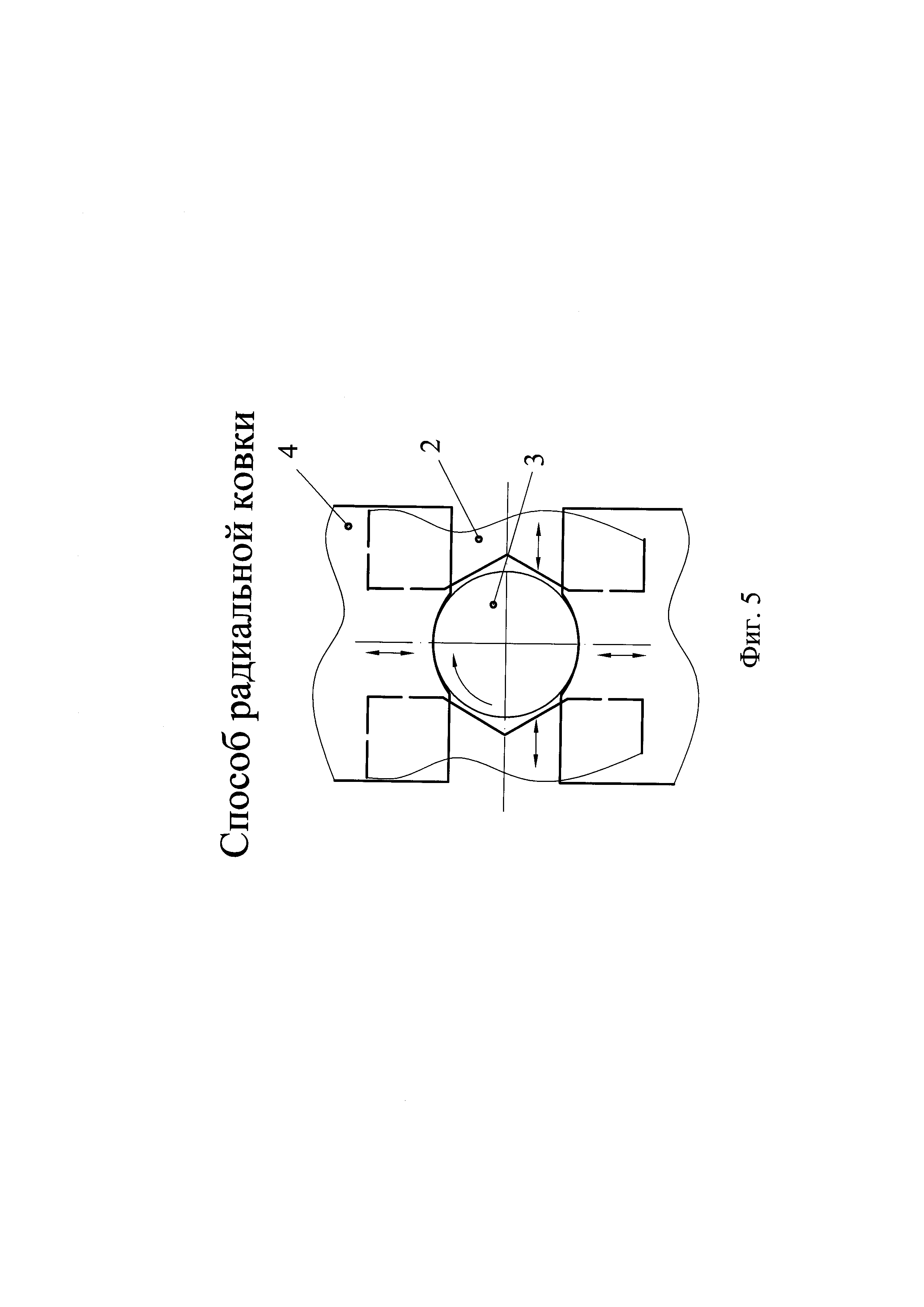
На фиг. 5 показан вид на бойки с вырезными ручьями и кругловырезные бойки с радиусной формой выреза во время обжатия круглой исходной заготовки кругловырезными бойками с радиусной формой выреза при непрерывном ее вращении с получением на ней круглого профиля с участками постоянного и переменного по длине сечения.
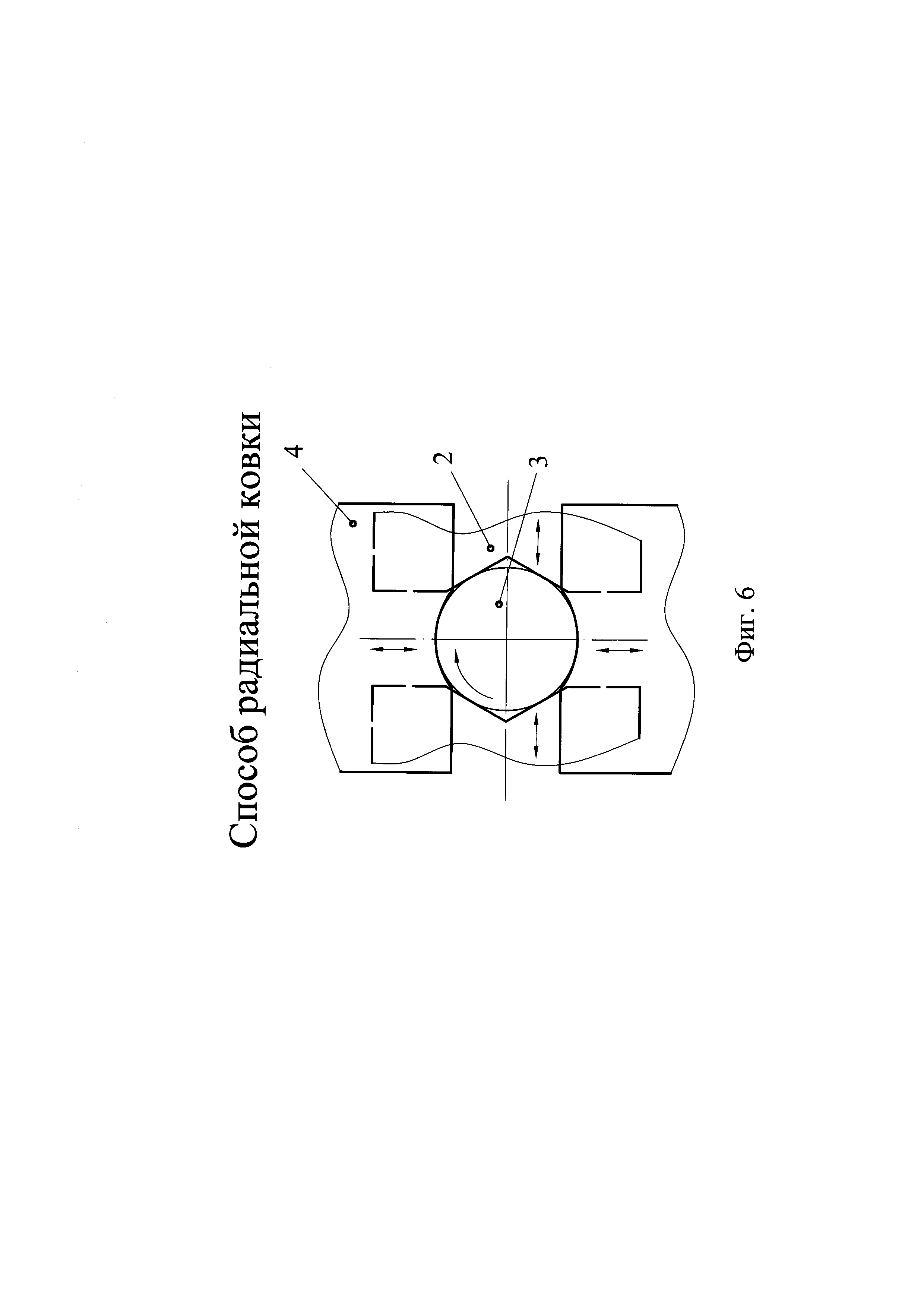
На фиг. 6 показан вид на бойки с вырезными ручьями и кругловырезные бойки с радиусной формой выреза во время обжатия круглой исходной заготовки одновременно бойками с вырезными ручьями и кругловырезными бойками с радиусной формой выреза при непрерывном ее вращении с получением на ней круглого профиля с участками постоянного и переменного по длине сечения.
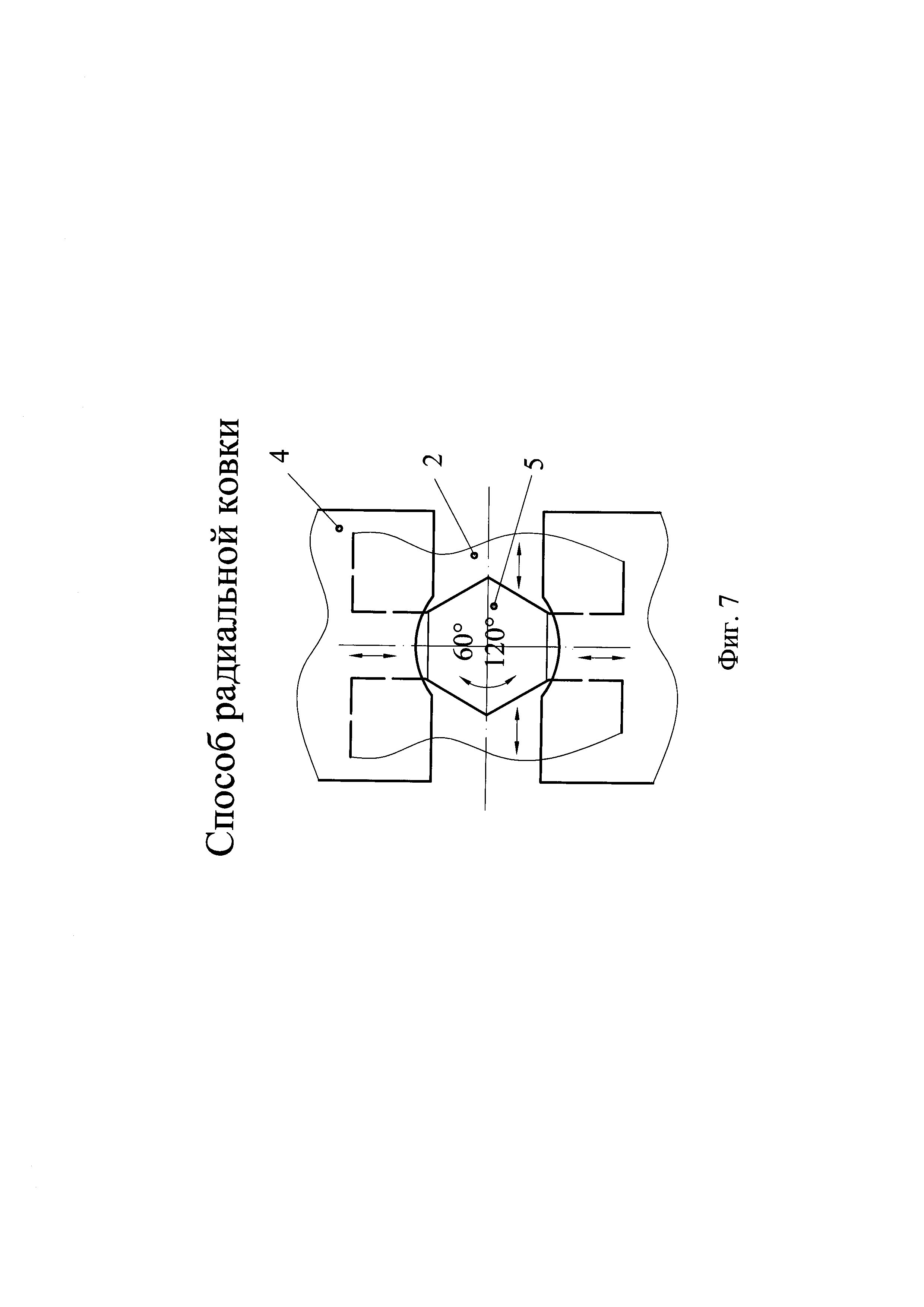
На фиг. 7 показан вид на бойки с вырезными ручьями и кругловырезные бойки с радиусной формой выреза во время обжатия бойками с вырезными ручьями части длины круглого профиля с постоянным большим поперечным сечением с получением шестигранного профиля при повороте заготовки после каждого прохода на 60 или 120 град.
С использованием фиг. 1…7 рассмотрим последовательность технологических операций при получении из круглой исходной заготовки двух заготовок для изготовления из них болтов с шестигранной головкой при использовании предложенного способа. При этом рассмотрим два технологических варианта реализации предложенного способа.
По первому варианту получение заготовок для изготовления болтов с шестигранной головкой (фиг. 4) производится с применением пары противолежащих бойков с гладкой рабочей поверхностью 1 и пары противолежащих бойков с вырезными ручьями 2 (фиг. 1, 3).
По второму варианту получение заготовок для изготовления болтов с шестигранной головкой (фиг. 4) производится с применением пары противолежащих бойков с вырезными ручьями 2 и пары противолежащих бойков с кругловырезными бойками 4 с радиусной формой выреза (фиг. 5, 6, 7). Причем при этом варианте формирование круглого профиля с участками постоянного и переменного по длине сечения (фиг. 2) может осуществляться только кругловырезными бойками 4 с радиусной формой выреза (фиг. 5) или одновременно бойками с вырезными ручьями 2 и кругловырезными бойками 4 с радиусной формой выреза (фиг. 6).
По первому варианту (фиг. 1-4) после предварительного нагрева до требуемой температуры в бойки 1, 2 задается круглая исходная заготовка. При непрерывном ее вращении и поступательном перемещении, возвратно-поступательном перемещении бойков 1 и 2 (показано стрелками) при установке требуемого минимального зазора между рабочими поверхностями бойков 1, 2 с учетом их возвратно-поступательного перемещения за несколько проходов получается круглый профиль с участками постоянного и переменного по длине сечения 3 (фиг. 2). Далее вращение полученного круглого профиля с участками постоянного и переменного по длине сечения 3 прекращается, между рабочими поверхностями бойков 1, 2 (фиг. 3) устанавливается требуемый зазор с учетом их возвратно-поступательного перемещения. При непрерывном поступательном перемещении круглого профиля с участками постоянного и переменного по длине сечения 3, возвратно-поступательном перемещении бойков 1 и 2 (показано стрелками) за несколько проходов (фиг. 3) на части длины круглого профиля с постоянным большим поперечным сечением получается шестигранный профиль 5 (фиг. 3, 4).
По второму варианту (фиг. 2, 4, 5, 6, 7) после предварительного нагрева до требуемой температуры в бойки 2, 4 (фиг. 5, 6, 7) задается круглая исходная заготовка. При непрерывном ее вращении и поступательном перемещении, возвратно-поступательном перемещении бойков 2 и 4 (показано стрелками) при установке требуемого минимального зазора между рабочими поверхностями бойков 4 (бойки 2 разведены) (фиг. 5) или бойков 2, 4 (фиг. 6) с учетом их возвратно-поступательного перемещения за несколько проходов получается круглый профиль с участками постоянного и переменного по длине сечения 3 (фиг. 2). Далее вращение полученного круглого профиля с участками постоянного и переменного по длине сечения 3 прекращается, между рабочими поверхностями бойков 2 (фиг. 7) устанавливается требуемый зазор с учетом их возвратно-поступательного перемещения. При непрерывном поступательном перемещении круглого профиля с участками постоянного и переменного по длине сечения 3, возвратно-поступательном перемещении бойков 2 (показано стрелками) за несколько проходов с поворотом заготовки после каждого прохода на угол 60 или 120 град (фиг. 7) на части длины круглого профиля с постоянным большим поперечным сечением получается шестигранный профиль 5 (фиг. 4).
После этого из полученных заготовок для изготовления из болтов с шестигранной головкой путем соответствующей механической обработки получаются требуемые болты.
Таким образом, применение предлагаемого способа обеспечивает получение из круглой исходной заготовки заготовок для изготовления болтов с шестигранной головкой. Количество получаемых заготовок для изготовления болтов с шестигранной головкой из одной круглой заготовки практически неограничено.
Предложенный способ опробован с использованием радиально-ковочной машины SKK-14 австрийской фирмы GFM при изготовлении из исходной заготовки ∅80 мм путем горячей ковки четырех заготовок для болтов M36 с размером головки «под ключ» 55 мм по ОСТ 26-2037-96 и ГОСТ 7798-70. При этом использовались бойки и последовательность технологических операций согласно первому из описанных технологических вариантов. Сначала из исходной заготовки ∅80 мм получен профиль с участками ∅38 мм и ∅65 мм. Затем на участках длины профиля ∅65 мм получен шестигранный профиль с размером «под ключ» 55 мм.
Проведенные опытные работы подтвердили эффективность предложенного способа, а именно получение с одного нагрева одним комплектом бойков качественных заготовок для изготовления болтов в виде профилей с одновременно постоянным и переменным по длине сечением и формой.
Предложенный способ планируется использовать при горячей ковке на радиально-ковочной машине SKK-14 профилей с одновременно постоянным и переменным по длине сечением и формой, для последующего изготовления из них болтов М30, 36, 42 и 48 по ОСТ 26-2037-96 и ГОСТ 7798-70.
Способ изготовления заготовок переменного сечения радиальной ковкой, включающий нагрев исходной заготовки и осуществление ее пластической деформации, отличающийся тем, что в процессе пластической деформации сначала получают заготовку с круглым профилем и с расположенными по ее длине участками с постоянным поперечным сечением, один из которых имеет большее поперечное сечение, и с переменным поперечным сечением, после чего на длине упомянутого участка с большим поперечным сечением формируют многогранный профиль.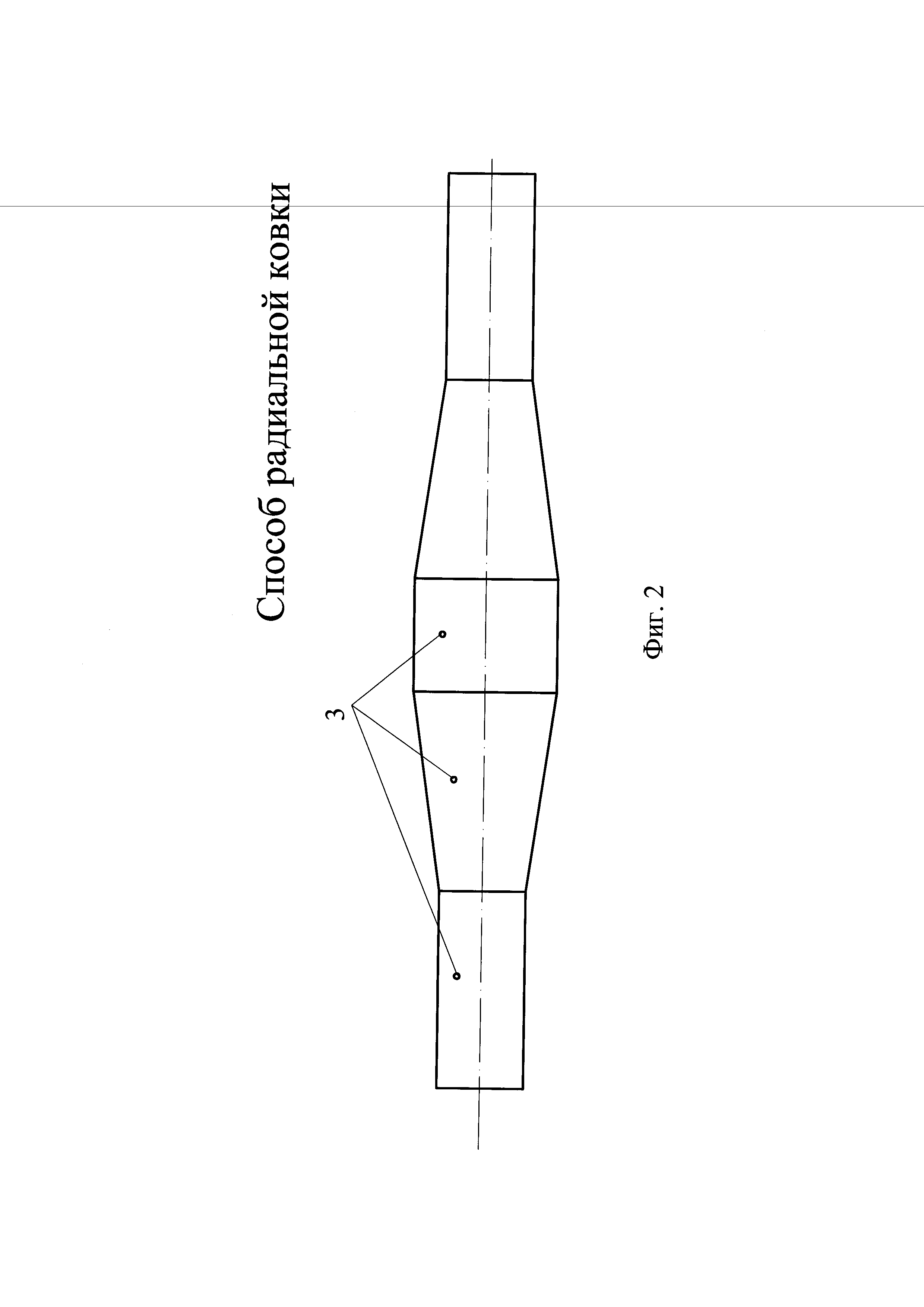
Устройство для получения минеральной ваты
Способ производства минераловатных изделий
Способ производства минераловатных изделий
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Роликовый центрователь
Способ радиальной ковки шестигранных полых профилей
Способ радиальной ковки полосовых профилей

