Результат интеллектуальной деятельности: Способ спекания изделий из порошков твердых сплавов группы WC-Co
Вид РИД
Изобретение
Изобретение относится к области порошковой металлургии, в частности к способам электроимпульсной консолидации порошковых материалов с прогнозируемыми свойствами, и может быть использовано при изготовлении изделий с высокими физико-механическими характеристиками из порошков твердых сплавов группы WC-Co.
Известен способ получения наноструктурированного сплава (Заявка: 2013107616, 21.02.2013, опубл. 27.08.2014, C22C 29/08, C22C 1/05, B22F 3/10), включающий смешивание порошков, содержащих карбиды вольфрама, согласно которому в шихте в качестве матрицы используют однородные гранулы сплава ВК8 размером 1-5 мкм, составляющие 90±1 мас. % и монокристаллический нанопорошок карбида вольфрама с размером частиц в диапазоне 10-200 нм с мультифрактальной (логнормальной) функцией распределения частиц нанопорошка по размерам в количестве 10±1 мас. %, при этом полученную шихту после перемешивания подвергают одностадийному и низкотемпературному процессу спекания, состоящему в двухступенчатом нагреве формы в вакууме до 600-700°C в течение 3 часа с экспозицией в течение 1 часа при дальнейшем нагреве в течение 1 часа до температуры спекания 1250-1300°C с экспозицией при этой температуре в течение 10 минут и последующим охлаждением формы до нормальной температуры.
Недостатком данного способа является остаточная пористость и рост зерен карбида вольфрама из-за длительного процесса спекания, что в конечном итоге приводит к снижению физико-механических характеристик полученных материалов.
Известен способ искрового плазменного спекания порошков (Основы процесса искрового плазменного спекания нанопорошков. Монография / Р. Торресильяс Сан Миллан, Н.В. Солис Пинарготе, А.А. Окунькова, П.Ю. Перетягин. - М.: Техносфера, 2014, с. 7), в том числе группы WC-Co, путем нагрева его в вакууме или другой защитной атмосфере при давлении до 100 МПа серией низковольтных импульсов постоянного тока. Длительность отдельного импульса не более 3×10-3 с и амплитуда тока 1-10 кА/см2. При этом достигается температура образования жидкой фазы Со ~ 1250-1300°C. Время спекания составляет от секунд до нескольких минут в зависимости от материала порошка, размера получаемого изделия, конфигурации и мощности оборудования.
Недостатками данного способа являются рост зерен карбида вольфрама, обусловленный длительностью процесса спекания (несколько минут), и низкая производительность, обусловленная необходимостью использования вакуума или другой защитной атмосферы.
Наиболее близким по совокупности признаков к заявленному техническому решению (прототипом) является способ спекания изделий из порошков, в том числе твердых сплавов группы WC-Co, путем электроимпульсного прессования при давлении 50-500 МПа, плотности импульса тока 50-500 кА/см2 и длительности импульса тока не более 10-3с с достижением температуры образования жидкой фазы Со ~ 1250-1300°C и последующим охлаждением (Электроимпульсная технология формирования материалов из порошков. / Е.Г. Григорьев, Б.А. Калин. - М.: МИФИ, 2008, с. 33).
Достоинством прототипа является возможность получения изделий с заданной прочностью, пластичностью и с сохранением исходных размеров зерен порошков в консолидированном материале.
Недостатком данного способа является высокая структурная неоднородность и свободная энергия спеченного изделия, что снижает физико-механические и эксплуатационные характеристики полученных материалов. Избыточная свободная энергия материала связана с концентрацией внутренних и поверхностных напряжений.
Задача изобретения - снижение структурной неоднородности и свободной энергии получаемых изделий.
Технический результат - повышение качества получаемых изделий путем улучшения физико-механических характеристик за счет снижения структурной неоднородности и свободной энергии материала изделия.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе спекания изделий из порошков твердых сплавов группы WC-Co путем электроимпульсного прессования при давлении 50-500 МПа, плотности импульса тока 50-500 кА/см2 и длительности импульса тока не более 10-3с с последующим охлаждением, в процессе охлаждения по достижении изделием температуры Кюри Со его подвергают магнитно-импульсной обработке напряженностью поля 400-2000 кА/м в течение не менее 0,01 с, оптимально изделие подвергать магнитно-импульсной обработке в течение не более 1 с.
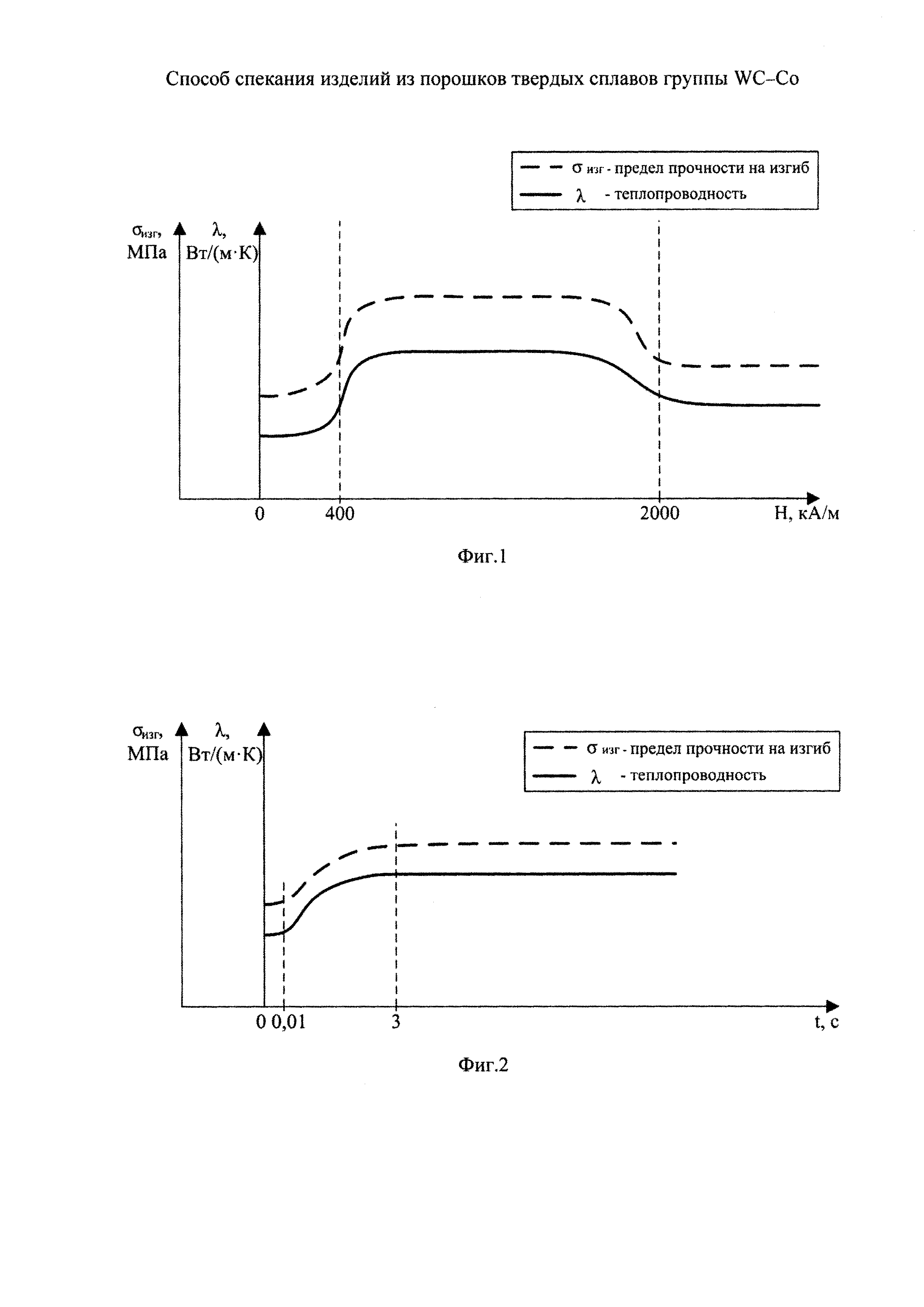
Изобретение поясняется иллюстрациями, где:
- на Фиг. 1 приведен график зависимости предела прочности на изгиб и теплопроводности обрабатываемого изделия (твердого сплава группы WC-Co) от напряженности магнитного поля;
- на Фиг. 2 приведен график зависимости предела прочности на изгиб и теплопроводности обрабатываемого изделия (твердого сплава группы WC-Co) от длительности магнитно-импульсной обработки.
Сущность магнитно-импульсной обработки (МИО) состоит в том, что при магнитно-импульсном воздействии вещество изменяет свои физические и механические свойства. Улучшение свойств у ферромагнитных материалов (в составе твердого сплава группы WC-Co присутствует ферромагнитный Со), прошедших МИО, достигается за счет направленной ориентации свободных электронов вещества внешним полем, вследствие чего увеличивается тепло- и электропроводность материала детали. При этом, как показывает опыт (Фиг. 1), вышеуказанный эффект для твердых сплавов группы WC-Co проявляется в диапазоне 400-2000 кА/м, более точно оптимум для каждого конкретного сплава может быть определен экспериментально в пределах указанного диапазона.
Взаимодействие импульсного магнитного поля с деталью из токопроводящего материала происходит тем интенсивнее, чем выше структурная и энергетическая неоднородность вещества. Поэтому, чем выше концентрация поверхностных и внутренних напряжений в данных изделиях, тем больше вероятность локальной концентрации в них микровихрей внешнего поля, которые нагревают участки вокруг кристаллов напряженных блоков и неоднородностей структуры металла.
В местах концентрации остаточных напряжений, связанных с технологией производства, теплота, наведенная при МИО вихревыми токами, частично уменьшает избыточную энергию составляющих кристаллитов и зерен структуры изделия особенно в зоне контакта напряженных участков. Как следует из экспериментальных данных (Фиг. 2), физико-механические свойства изделия (повышаются теплопроводность и предел прочности на изгиб) улучшаются в течение 0,01-1,0 с. Дальнейшая МИО свыше 1 с существенного влияния на физико-механические свойства изделия не оказывает, поэтому в этот момент МИО рекомендовано (п. 2 формулы изобретения) прекратить в целях снижения энергозатрат.
Кроме того, как показала практика, вихревое магнитное поле обуславливает более равномерное охлаждение детали.
Для каждого изделия существует определенная оптимальная величина напряженности импульсного магнитного поля, а следовательно, и величина магнитной энергии, которая поглощается материалом в течение времени обработки и максимально улучшает его физико-механические и эксплуатационные характеристики.
Пример конкретной реализации способа
Для реализации предложенного способа использовали порошок твердого сплава ВК-10. Проводили электроимпульсное прессование без МИО и с МИО. Плотность тока в обоих случаях составляла 100 кА/см2, давление 200 МПа и длительность импульса тока 10-4с. МИО проводилась при напряженности поля 1000 кА/м и длительности 1 с. Результаты определения физико-механических свойств полученных изделий приведены в Таблице 1.
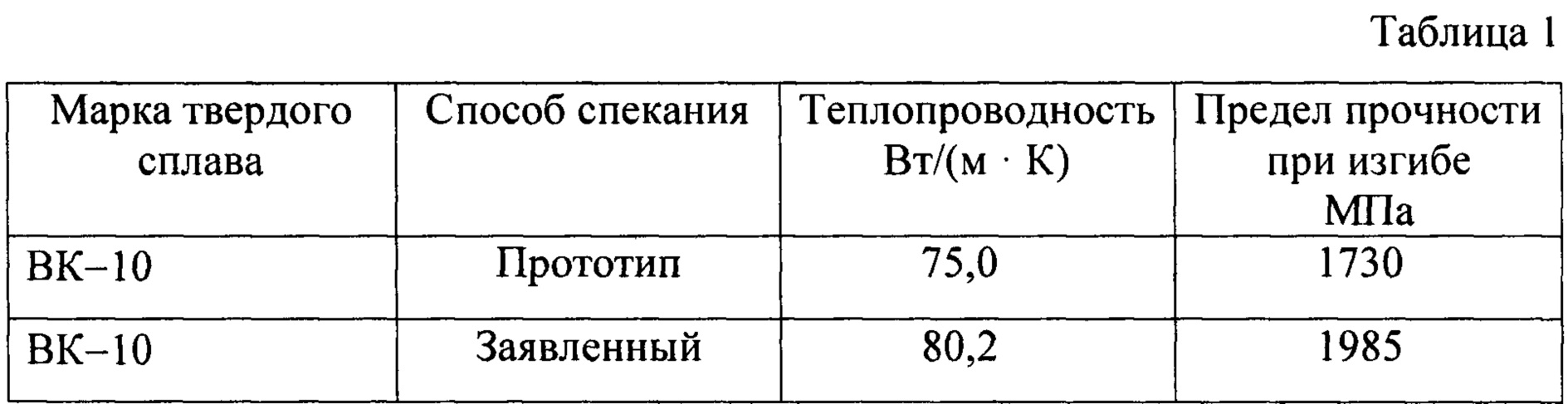
За счет МИО теплопроводность твердого сплава ВК-10 и предел прочности на изгиб увеличиваются, что повышает износостойкость режущей кромки за счет повышения теплоотводности и сопротивляемость выкрашиванию за счет повышения прочности на изгиб.
Таким образом можно сделать вывод о том, что поставленная задача - снижение структурной неоднородности и свободной энергии получаемых изделий - решена, а заявленный технический результат - повышение качества получаемых изделий путем улучшения физико-механических характеристик за счет снижения структурной неоднородности и свободной энергии материала изделия - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном способе отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к области порошковой металлургии, в частности к способам электроимпульсной консолидации порошковых материалов с прогнозируемыми свойствами, и может быть использован при изготовлении изделий с высокими физико-механическими характеристиками из порошков твердых сплавов группы WC-Co;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ токарной обработки
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ оценки массы транспортного средства с электроприводом постоянного тока
Способ лазерной обработки режущих пластин из оксидно-карбидной керамики
Способ токарной обработки
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ оценки массы транспортного средства с электроприводом постоянного тока
Способ лазерной обработки режущих пластин из оксидно-карбидной керамики

