Результат интеллектуальной деятельности: Способ изготовления тройников (варианты)
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к способам формовки тройников, и может быть использовано в различных отраслях машиностроения для изготовления штампованных и штампосварных тройников трубопроводов.
Известен способ изготовления тройников из трубных заготовок (а.с. СССР №1082513, В21С 37/29, опубл. 30.03.1984), включающий нагрев заготовки, дифференцированное охлаждение и смазку боковых поверхностей в зоне разъема матриц, овализацию воздействием усилий на ее боковые поверхности с одновременным подпором заготовки в зоне формовки патрубка пуансоном-оправкой, обжим концов заготовки с предварительной ее формовкой, вытяжку патрубка с нагревом и утонением стенок на 2÷5% от исходной толщины заготовки при одновременной вырубке отверстия и его отбортовке.
Одним из недостатков способа является сложность осуществления дифференцированного охлаждения. Кроме того, верхняя и нижняя части заготовки являются более нагретыми, т.е. более пластичными при формовке, чем боковые, при обжиме происходят большие перемещения металла как в зону формируемого патрубка, так и в магистральную часть тройника (где не требуется лишний металл), в результате чего существенно увеличивается толщина трубной заготовки, особенно в местах сочленения нагретых и охлажденных участков. Применение заготовок с исходной меньшей толщиной стенки приводит к уменьшению степени обжима из-за ограничений, связанных с потерей устойчивости, что влечет уменьшение высоты и толщины патрубка, ухудшает качество тройников и увеличивает потерю металла.
Известен способ изготовления тройников из трубных заготовок на установке с подающей тележкой (патент РФ №2510679, В21С 37/29, опубл. 10.04.2014), который включает вырезку в трубной заготовке овального отверстия, установку и закрепление трубной заготовки с овальным отверстием на подающей тележке, нагрев кромок отверстия заготовки до температуры 900÷1100°C с помощью индуктора, подачу тележки с нагретой заготовкой в рабочую зону пресса с одновременным введением внутрь заготовки пуансона, подачу заготовки к матрице до упора в матрицу, фиксацию подающей тележки с заготовкой в рабочей зоне пресса, отбортовку на заготовке патрубка путем протягивания ненагретого пуансона через отверстия в заготовке и матрице с одновременным охлаждением поверхности заготовки пуансоном и выдачу готового тройника из рабочей зоны пресса.
При осуществлении данного способа окончательную отбортовку выполняют с применением пуансона тянущего типа, что ограничивает несущую способность применяемой оснастки (штока).
Известен способ изготовления тройников, принятый за прототип (патент РФ №2492952, В21С 37/29, C21D 8/10, опубл. 20.09.2013), в котором трубную заготовку нагревают в печи до температуры 800÷1000°С, далее производят продольный обжим, выполняют отверстие для формируемого ответвления в заготовке, снова нагревают заготовку до температуры 800÷1000°С, производят радиальное обжатие, а именно овализацию заготовки, затем выполняют дифференцированное охлаждение части заготовки, осуществляют поперечный обжим заготовки с одновременной отбортовкой ответвления пуансоном, диаметр которого не превышает 1,5 диаметра выполненного отверстия, нагревают заготовку до температуры 800÷1000°С и осуществляют заданную выдержку при этой температуре и выполняют окончательную отбортовку ответвления пуансоном, диаметр которого равен заданному внутреннему диаметру ответвления.
Недостатками способа являются высокая металлоемкость, обусловленная получением готового изделия из заготовки увеличенного диаметра, низкая производительность и высокие энергозатраты за счет выполнения нагрева перед каждой формоизменяющей операцией.
Задачей данного способа является получение тройников с достижением максимальной высоты ответвления, требуемого качества за счет оптимизации технологического процесса.
Техническим результатом является повышение производительности, снижение энергозатрат и обеспечение высокого качества магистрали и ответвления тройника за счет оптимизации технологического процесса.
Поставленная задача по первому варианту решается за счет того, что согласно заявляемому способу изготовления тройников, осуществляют овализацию трубной заготовки с номинальным наружным диаметром, равным наружному диаметру тройника, и длиной больше длины тройника с последующим продольным обжимом, нагрев заготовки до температуры 800÷1000°С, поперечный обжим с предварительным формированием ответвления без нарушения сплошности поверхности заготовки, вырезку отверстия в предварительно сформированном ответвлении, повторный нагрев заготовки до температуры 800÷1000°С и окончательный поперечный обжим с одновременной отбортовкой ответвления пуансоном при температуре не ниже 700°С. Кроме того, отбортовку ответвления осуществляют пуансоном, установленным на опорной поверхности.
По второму варианту поставленная задача решается за счет того, что согласно заявляемому способу изготовления тройников, осуществляют изготовление цилиндрической обечайки путем гибки заготовки прямоугольной формы и выполнения продольного сварного соединения, овализацию обечайки с последующим продольным обжимом, нагрев обечайки до температуры 800÷1000°С, поперечный обжим с предварительным формированием ответвления, повторный нагрев до температуры 800÷1000°С и окончательный поперечный обжим с одновременной отбортовкой ответвления пуансоном при температуре не ниже 700°С через предварительно выполненное отверстие. Кроме того, гибку заготовки осуществляют с формированием обечайки, наибольший диаметр которой превышает наружный диаметр магистрали тройника менее чем на 5%. Кроме того, выполняют отверстие для ответвления в заготовке прямоугольной формы перед ее гибкой или в предварительно сформированном ответвлении обечайки, а отбортовку ответвления осуществляют пуансоном, установленным на опорной поверхности.
В предлагаемом способе изготовления тройников выполнение операции овализации перед продольным обжимом позволяет исключить потерю устойчивости магистральной части заготовки и обеспечить получение требуемой геометрии.
Овализация обечайки может быть выполнена, в частности, до величины наружного диаметра овала по малой оси, равной наружному диаметру магистрали тройника, что позволяет с достаточной точностью произвести установку обечайки в штамп для выполнения предварительного формирования ответвления.
Предварительное формирование ответвления без нарушения сплошности поверхности заготовки позволяет получить увеличенную высоту ответвления тройника с меньшими усилиями штамповки без разрывов при окончательной отбортовке.
Выполнение отбортовки ответвления с помощью пуансона, установленного на опорной поверхности, приводит к изменению схемы нагружения оснастки (с растяжения на сжатие) и позволяет уменьшить влияние несущей способности инструмента от усилия штамповки.
Формирование обечайки заданного увеличенного диаметра позволяет снять ограничение по выбору и дальнейшему использованию исходной заготовки. Формирование обечайки с наибольшим диаметром, превышающим наружный диаметр магистрали тройника менее чем на 5%, обеспечивает достижение максимальной высоты ответвления, незначительно повышая металлоемкость тройника. Использование обечайки, наибольший диаметр которой будет превышать наружный диаметр магистрали тройника более чем на 5%, приведет к необоснованному перерасходу материала и увеличению разнотолщинности тройника в окружном направлении.
Гибка прямоугольной заготовки без отверстия позволяет получить требуемое качество обечайки с меньшими трудозатратами.
Выполнение отверстия в заготовке прямоугольной формы перед ее гибкой позволяет упростить технологический процесс и повысить производительность. Отверстие в заготовке прямоугольной формы перед ее гибкой выполняют, выдерживая размер, не превышающий 1/3 ширины заготовки (для исключения потери устойчивости прямоугольной заготовки при ее гибке).
Отбортовку ответвления осуществляют при температуре не ниже 700°С, что связано с необходимостью снижения предела текучести для сокращения энергетических затрат в процессе штамповки и повышения пластичности материала обечайки при отбортовке ответвления без разрывов.
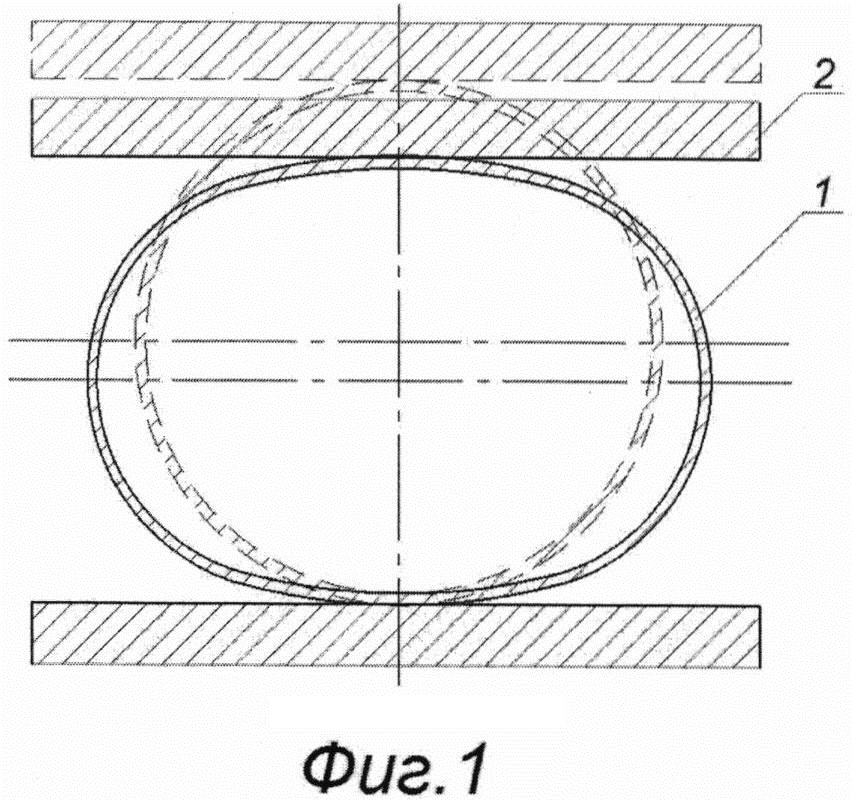
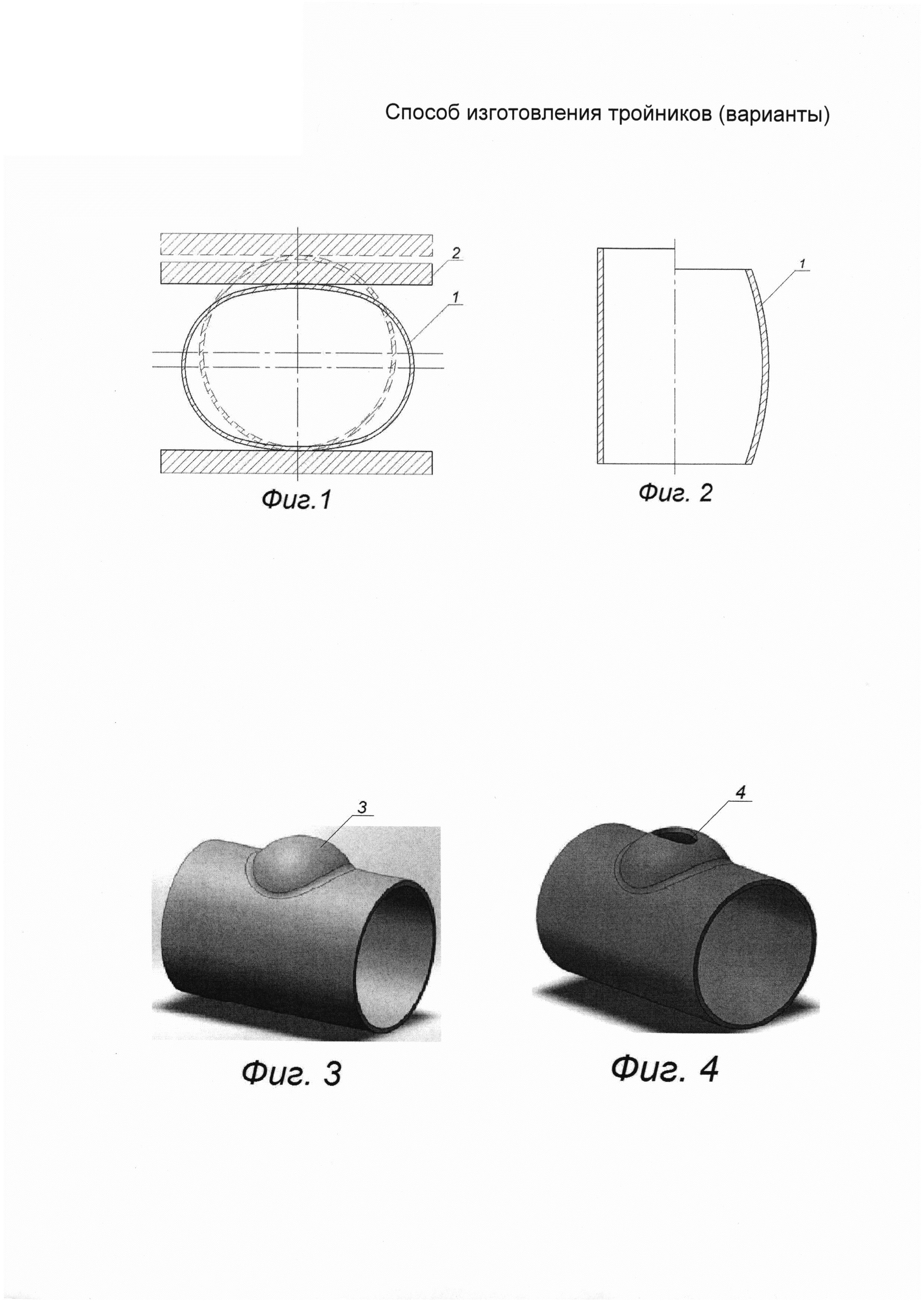
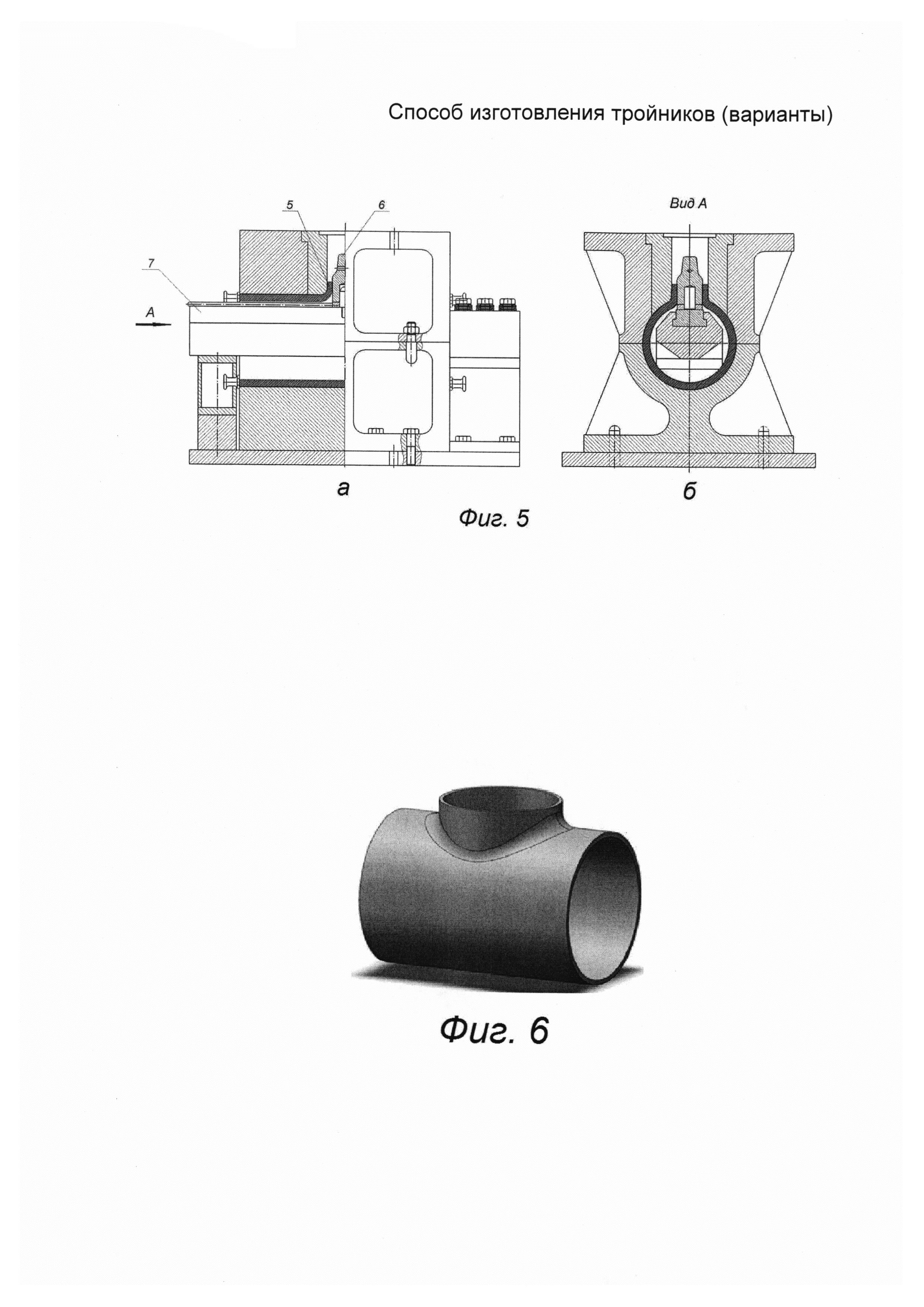
Изобретение иллюстрируется чертежами, где на фиг. 1 показана стадия овализации заготовки; на фиг. 2 - стадия продольного обжима (осадки) заготовки; на фиг. 3 - заготовка с предварительно сформированным ответвлением; на фиг. 4 - заготовка с отверстием, выполненным в предварительно сформированном ответвлении; на фиг. 5, а - стадия отбортовки в разъемном штампе; на фиг. 5, б - вид А на фиг. 5, а и на фиг. 6 - тройник с требуемыми геометрическими параметрами.
Способ реализуют следующим образом. По первому варианту исходную трубную заготовку 1 с номинальным наружным диаметром, равным наружному диаметру тройника, и длиной больше длины тройника овализируют, например, на прессе с помощью универсальных плит 2 (фиг. 1), затем осуществляют продольный обжим (фиг. 2), нагрев заготовки до температуры 800÷1000°С, поперечный обжим с предварительным формированием ответвления 3 (фиг. 3) без нарушения сплошности поверхности заготовки. Затем в предварительно сформированном ответвлении выполняют вырезку отверстия 4 (фиг. 4), осуществляют повторный нагрев заготовки до температуры 800÷1000°С и окончательный поперечный обжим с одновременной отбортовкой ответвления 5 (фиг. 5, а) пуансоном при температуре не ниже 700°С. Отбортовка может быть выполнена пуансоном, установленным на штоке, а также и пуансоном 6, установленным на опорной поверхности 7 (фиг. 5, а), что является предпочтительней в связи с изменением схемы нагружения.
По второму варианту сначала изготавливают цилиндрическую обечайку путем гибки заготовки прямоугольной формы и выполнения продольного сварного соединения. Причем гибку заготовки осуществляют с формированием обечайки, наибольший диаметр которой превышает наружный диаметр магистрали тройника менее чем на 5%. Затем обечайку овализируют с последующим продольным обжимом, нагревают до температуры 800÷1000°С, осуществляют поперечный обжим с предварительным формированием ответвления, повторный нагрев до температуры 800÷1000°С и окончательный поперечный обжим с одновременной отбортовкой ответвления пуансоном при температуре не ниже 700°С через предварительно выполненное отверстие. Отверстие для ответвления может быть выполнено в заготовке прямоугольной формы перед ее гибкой или в предварительно сформированном ответвлении обечайки.
Способ изготовления тройников был опробован по первому варианту при изготовлении тройника из трубной заготовки с толщиной стенки 34 мм с заданным наружным диаметром магистрали Dм=1420 мм и заданным наружным диаметром ответвления Dо=1020 мм. Исходной трубной заготовке длиной 2100 мм придали овальную форму на прессе до величины наружного диаметра овала по малой оси 1360 мм. После этого выполнили осадку овализированной заготовки на величину 110 мм. Затем нагрели заготовку в печи до температуры 920°С и после нагрева транспортировали заготовку к прессу для размещения в разъемном штампе. Осуществили поперечный обжим заготовки с предварительным формированием ответвления высотой 55 мм (фиг. 3), в котором вырезали овальное отверстие с размером осей 700×460 мм (фиг. 4). Осуществили повторный нагрев заготовки в печи до температуры 920°С и выдержку при этой температуре в течение 10 минут. Затем установили заготовку в разъемный штамп и осуществили отбортовку ответвления посредством пуансона диаметром 974 мм, например установленным на опорной поверхности - на брусе (фиг. 5).
Предлагаемым способом был получен тройник 1420×1020 мм (фиг. 6) с равномерной толщиной стенки S1=24 мм по всему периметру ответвления тройника и высотой ответвления 174 мм.
По второму варианту изготовление тройника с заданным наружным диаметром магистрали Dм=1420 мм и заданным наружным диаметром ответвления Dо=1020 мм выполняли из листовой заготовки с толщиной стенки 34 мм, из которой вырезали заготовку прямоугольной формы, произвели гибку, в частности, на вальцах с получением обечайки диаметром 1420 мм и длиной 2100 мм, на сварочном комплексе выполнили продольное сварное соединение. Изготовленной обечайке придали овальную форму на прессе до величины наружного диаметра овала по малой оси 1360 мм. После этого выполнили осадку овализированной заготовки на величину 110 мм.
Затем нагрели заготовку в печи до температуры 920°С и после нагрева транспортировали заготовку к прессу для размещения в разъемном штампе. Осуществили поперечный обжим заготовки с предварительным формированием ответвления высотой 55 мм, в котором выполнили вырезку отверстия с размером осей 700×460 мм. Осуществили повторный нагрев заготовки в печи до температуры 920°С и выдержку при этой температуре в течение 10 минут. Затем установили заготовку в разъемный штамп и осуществили отбортовку ответвления посредством пуансона диаметром 974 мм, установленным на опорной поверхности, например на брусе. Заявляемым способом был получен тройник 1420×1020 мм с высотой ответвления 174 мм и равномерной толщиной стенки S1=24 мм по всему периметру ответвления тройника.
Кроме того, по второму варианту был изготовлен тройник с теми же размерами, но отверстие с размером осей 715×450 мм для ответвления было выполнено в заготовке прямоугольной формы с толщиной стенки 34 мм перед ее гибкой. Все тройники соответствовали требуемому качеству, изготовлены с затратами меньших усилий при штамповке (в среднем меньше от 5 до 15%) и без разрывов.
Выполнение способа в совокупности и последовательности предлагаемых операций позволяет существенно повысить качество изготавливаемого тройника за счет обеспечения равномерной толщины по всему периметру ответвления тройника и максимальной высоты ответвления при повышении производительности и снижении энергозатрат.
Шаговый электропривод
Способ установки решетки в ответвлении тройника (варианты) и решетка, предназначенная для использования в этом способе
Способ изготовления толстостенных крутоизогнутых отводов
Шаговый электропривод
Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты)
Шаговый электропривод
Способ установки решетки в ответвлении тройника (варианты) и решетка, предназначенная для использования в этом способе
Способ изготовления толстостенных крутоизогнутых отводов
Шаговый электропривод
Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты)

