Результат интеллектуальной деятельности: СПОСОБ УСТАНОВКИ РЕШЕТКИ В ОТВЕТВЛЕНИИ ТРОЙНИКА (ВАРИАНТЫ) И РЕШЕТКА, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В ЭТОМ СПОСОБЕ
Вид РИД
Изобретение
Изобретения относятся к конструктивным элементам трубопроводного транспорта, в частности газо- и нефтепроводам, и предназначены для использования на трубопроводах с предусмотренной возможностью внутренней диагностики для исключения попадания очистных и диагностических внутритрубных устройств в ответвления трубопроводов.
Известен способ установки решетки в ответвлении тройника для защиты магистрального трубопровода, принятый за прототип, который заключается в размещении ребер решетки в ответвлении параллельно оси магистрали тройника с огибанием контура внутренней поверхности магистрали и жесткое закрепление каждого ребра на внутренней поверхности ответвления (Отраслевая нормативная документация ПАО «ТРАНСНЕФТЬ» ОТТ-23.040.00-КТН-105-14 «Магистральный трубопроводный транспорт нефти и нефтепродуктов. Соединительные детали диаметром от 530 до 1220 мм. Общие технические требования». Приложение А. Требования к решеткам тройников, с. 61-63).
Недостаток способа состоит в сложности изготовления и установки ребер длиной, обеспечивающей максимально допустимый зазор между торцами ребер и внутренней поверхностью ответвления тройника, вызванной допустимыми отклонениями поперечного сечения тройника от идеальной окружности.
Известно устройство решетки для тройниковых соединений трубопроводов, описанное в том же документе и принятое за прототип. Решетка тройника состоит из ребер, установленных параллельно оси магистрали тройника и приваренных консольно к внутренней поверхности ответвления. Ребра решетки имеют боковые и рабочие торцы. Рабочие торцы ребер («торцы, выходящие на контур внутренней поверхности магистрали тройника») огибают контур внутренней поверхности магистрали тройника. Боковые торцы ребер огибают контур ответвления в месте его соединения с магистралью (рис. А.1).
Недостатком конструкции решетки является консольное закрепление (приварка) ребра к ответвлению, что приводит к усилению нагрузки на сварной шов во время прохождения средств очистки и диагностики (далее - СОД) вдоль тройника и нарушает целостность и работоспособность конструкции, разрушая ее по сварному шву, что может привести к попаданию ребра в трубопровод, а между ребрами решетки появляется зазор, превышающий допустимые размеры. Попавшие в трубопровод ребра могут приводить к неисправности оборудования, установленного на трубопроводе, а превышающий допустимые размеры зазор - к поломке проходящего по магистрали диагностического оборудования.
Техническая задача, на решение которой направлены изобретения, заключается в создании унифицированной конструкции решетки ответвления для тройников с разными толщинами ответвлений и установки решетки в ответвлении, обеспечивающей ее целостность и работоспособность при проведении диагностических работ.
Техническим результатом, достигаемым изобретениями, является облегчение установки решетки в ответвлении тройника и повышение ее надежности за счет снижения нагрузки от воздействия СОД в местах закрепления ребер с ответвлением тройника.
Указанный технический результат по первому варианту достигается за счет того, что в способе установки решетки в ответвлении тройника, состоящей из составных ребер, для защиты магистрального трубопровода, включающем последовательное размещение ребер решетки в ответвлении параллельно оси магистрали тройника с огибанием контура внутренней поверхности магистрали и жесткое закрепление каждого ребра на внутренней поверхности ответвления, согласно изобретению после размещения одной части ребра в ответвлении ее закрепляют на внутренней поверхности ответвления, затем устанавливают другую часть ребра путем перемещения относительно предыдущей и после ее закрепления на ответвлении соединяют составные части ребра между собой. Кроме того, составные части ребра соединяют между собой с помощью механических приспособлений или с помощью сварки.
Технический результат по второму варианту достигается за счет того, что в способе установки решетки в ответвлении тройника, состоящей из составных ребер, для защиты магистрального трубопровода, включающем последовательное размещение ребер решетки в ответвлении параллельно оси магистрали тройника с огибанием контура внутренней поверхности магистрали и жесткое закрепление каждого ребра на внутренней поверхности ответвления, согласно изобретению перед размещением в ответвлении тройника осуществляют сборку каждого ребра из составных частей, размещают ребро в ответвлении, последовательно закрепляют на нем части ребра и затем соединяют составные части ребра между собой. Кроме того, составные части ребра соединяют между собой с помощью механических приспособлений или с помощью сварки.
Технический результат достигается также за счет того, что в решетке ответвления тройника, предназначенной для использования в способе по указанным вариантам, состоящей из ребер с боковыми и рабочими торцами, закрепленных на внутренней поверхности ответвления и установленных параллельно оси магистрали тройника таким образом, что боковые торцы ребер огибают контур ответвления в месте его соединения с магистралью, рабочие торцы ребер огибают контур внутренней поверхности магистрали и выполнены с непрямыми углами, согласно изобретению каждое ребро выполнено составным по меньшей мере из двух частей, соединенных между собой с частичным перекрытием, ребро жестко закреплено с обеих сторон боковыми торцами на внутренней поверхности ответвления, при этом рабочий и боковые торцы ребра в местах пересечения выполнены со скруглением. Кроме того, боковые торцы ребра огибают контур внутренней поверхности ответвления и радиусной части магистрали по кривой до ее пересечения с рабочим торцем, при этом длина рабочего торца ребра больше длины торца с противоположной стороны, по контуру боковые торцы ребра могут быть выполнены с пазами в местах, расположенных напротив соединения ответвления с магистралью, составные части ребра установлены по меньшей мере на одной направляющей с возможностью перемещения относительно друг друга, а между составными частями ребра в местах частичного перекрытия размещена демпфирующая прокладка, и составная часть ребра может быть выполнена по меньшей мере с одним отверстием.
По первому варианту установку решетки в ответвлении тройника, состоящей из ребер, которые выполнены из составных частей, осуществляют следующим образом. Сначала в ответвлении тройника размещают одну из частей ребра, выполненного, например, из двух частей и закрепляют эту часть боковым торцем на внутренней поверхности ответвления. Затем устанавливают в ответвлении другую часть ребра путем перемещения относительно предыдущей, закрепляют ее боковым торцем на внутренней поверхности ответвления и после этого соединяют составные части ребра между собой. При этом составные части ребра могут быть соединены между собой с помощью механических приспособлений или с помощью сварки.
Установка решетки в ответвлении тройника, состоящей из ребер, которые выполнены из составных частей, может быть осуществлена по второму варианту следующим образом. Перед размещением в ответвлении тройника осуществляют сборку каждого ребра из составных частей, размещают ребро в ответвлении, последовательно закрепляют боковые торцы каждой части ребра на внутренней поверхности ответвления и затем соединяют их между собой. Составные части ребра могут быть соединены между собой с помощью механических приспособлений или с помощью сварки. Размещение и закрепление ребер решетки в ответвлении тройника осуществляют последовательно друг за другом при выполнении каждого варианта способа.
Выполнение решетки из составных ребер обеспечивает унификацию конструкции решетки для тройников с разными толщинами ответвлений, причем одну часть составного ребра проще устанавливать в ответвлении за счет меньшего веса и облегчения ее перемещения при установке без использования механизированных средств. Облегчается установка и закрепление решетки в ответвлении, повышается ее надежность.
Выполнение ребра решетки составным по меньшей мере из двух частей, соединенных между собой с частичным перекрытием, обеспечивает унификацию решеток ответвления для тройников с разными толщинами ответвлений, упрощает процесс установки и закрепления ребер решетки.
Выполнение ребер решетки жестко закрепленными с обеих сторон боковыми торцами на внутренней поверхности ответвления, например с помощью сварки, и со скруглением в местах пересечения рабочего и боковых торцев ребра снижает нагрузку на место соединения ребра с ответвлением, в частности сварной шов, от давления проходящего по магистрали СОД и обеспечивает плавное прохождение ими зоны ответвления тройника. Это позволяет сохранить целостность и работоспособность конструкции даже при разрушении по одному из сварных швов и облегчает установку решетки. Не происходит повреждения СОД.
Выполнение по контуру бокового торца ребра паза в месте, расположенном напротив стыка соединения ответвления с магистралью, уменьшает расстояние между ребром решетки и ответвлением и обеспечивает надежность работы решетки за счет плавного прохождения СОД.
Выполнение ребер решетки таким образом, что боковые торцы ребра огибают контур внутренней поверхности ответвления и радиусной части магистрали по кривой до ее пересечения с рабочим торцем, при этом длина рабочего торца ребра больше длины торца с противоположной стороны, позволяет облегчить установку ребер в ответвлении, обеспечить плавное прохождение внутритрубными устройствами ребер решетки, исключить удары и снизить нагрузку на сварное соединение в местах закрепления ребер на внутренней поверхности ответвления и повысить надежность решетки. При этом на уровне радиусной части перехода от магистрали к ответвлению ребра расположены с минимальным зазором между боковыми торцами ребер и внутренней поверхностью ответвления, что обеспечивает плавный заход и сход внутритрубных устройств на ребра решетки.
Выполнение составных частей ребра установленными по меньшей мере на одной направляющей с частичным перекрытием снижает нагрузку в местах закрепления ребер на внутренней поверхности ответвления, возникающую от воздействия внутреннего давления в трубопроводе на тройник, за счет установки частей ребра с возможностью перемещения относительно друг друга. Размещение между частями ребра в местах частичного перекрытия демпфирующей прокладки обеспечивает снижение вибрации составных частей ребра решетки и уменьшает уровень шума при прохождении СОД. А при выполнении составной части ребра по меньшей мере с одним отверстием облегчается установка решетки с обеспечением надежной работы решетки. Меньший вес составной части ребра облегчает ее перемещение при установке, не требуется сложного оборудования и приспособлений для размещения и закрепления ребер решетки на внутренней поверхности ответвления тройника.
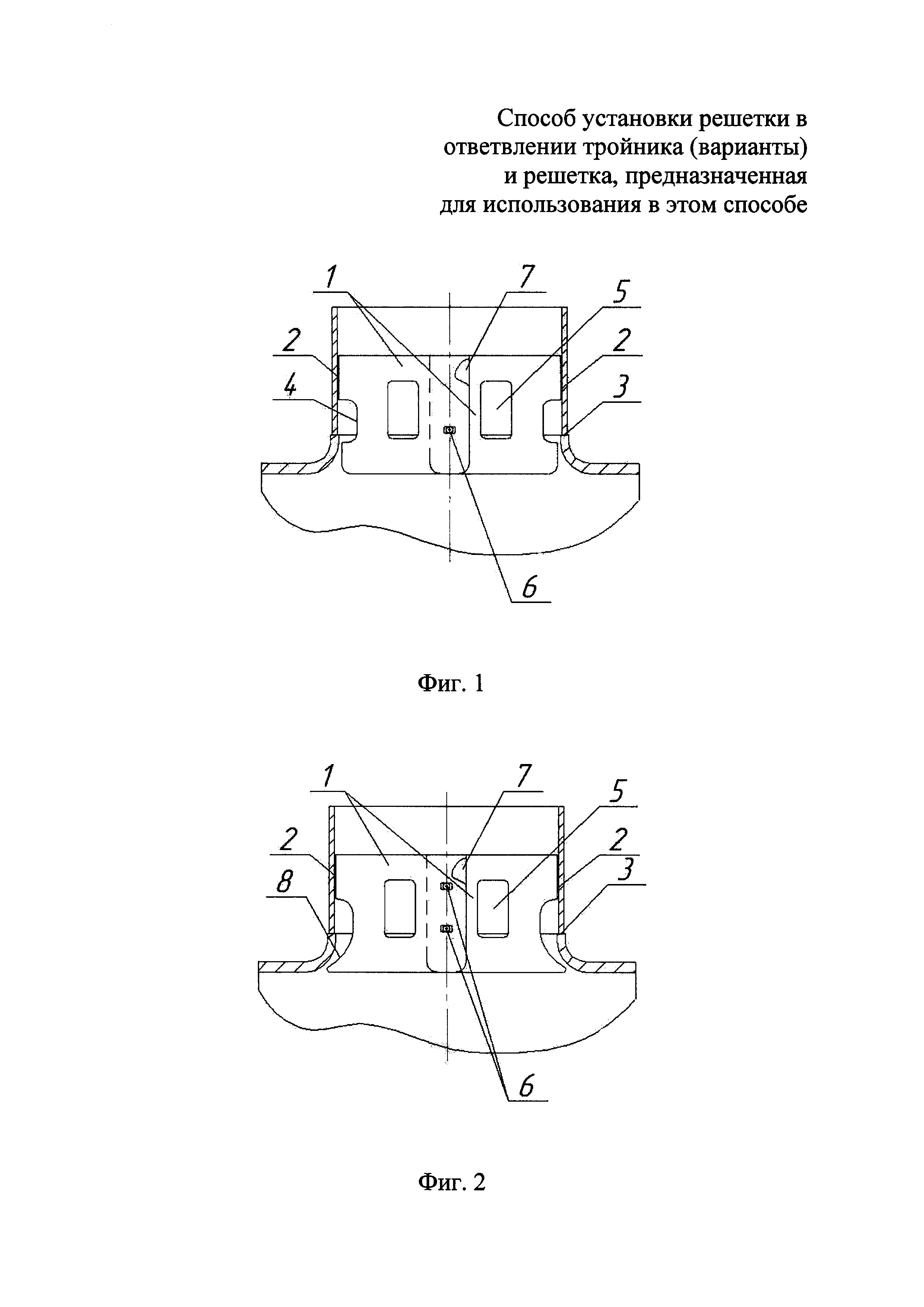
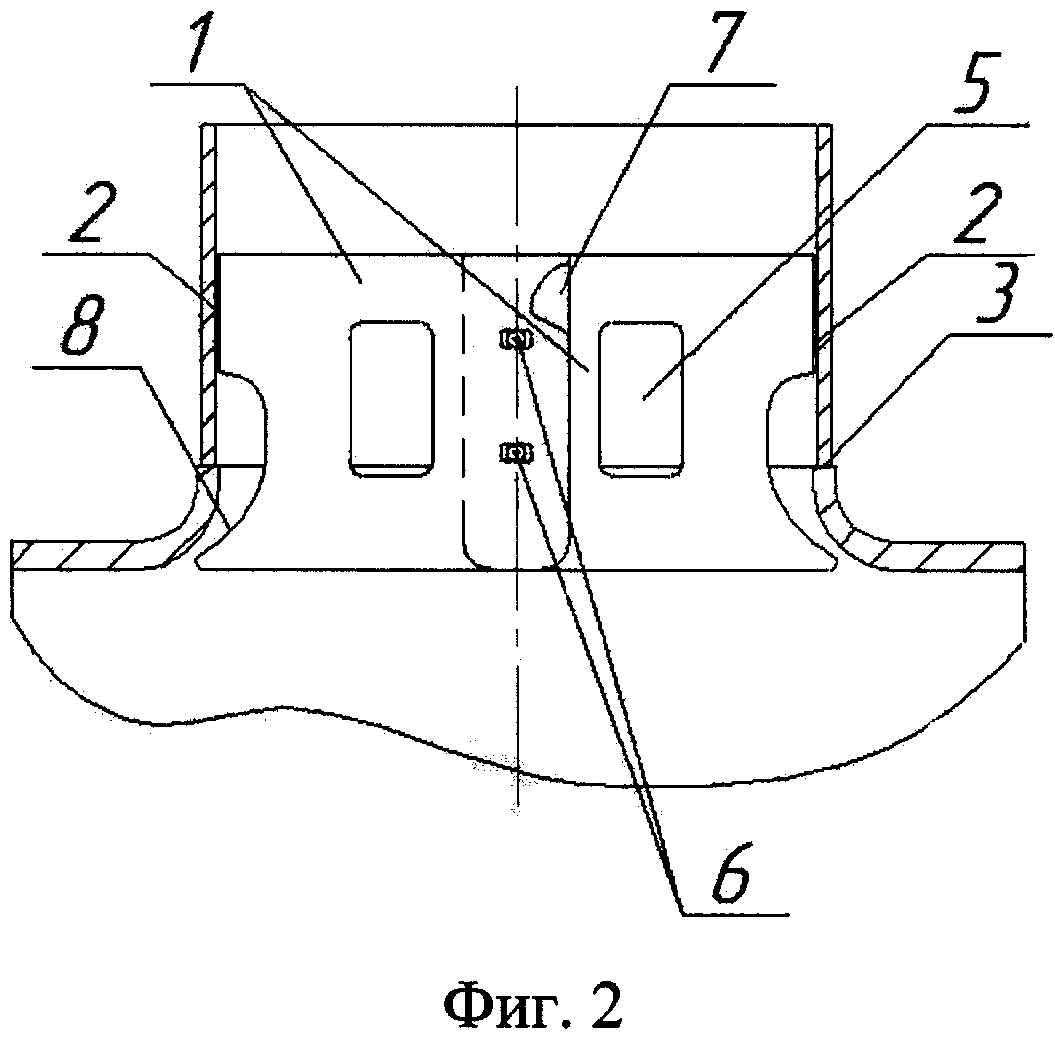
Изобретение иллюстрируется рисунками, где на фиг. 1 показана разновидность конструкции ребра решетки, выполненного из двух составных частей и установленных на направляющей, на фиг. 2 - разновидность конструкции ребра решетки, выполненного из установленных на направляющих составных частей с боковым торцем, огибающим контур внутренней поверхности ответвления и радиусной части магистрали по кривой до ее пересечения с рабочим торцем.
Решетка состоит из ребер, выполненных составными по меньшей мере из двух частей 1, установленных параллельно оси магистрали тройника. Составные части ребра 1 соединены между собой с частичным перекрытием. Боковые торцы ребра жестко закреплены с обеих сторон на внутренней поверхности ответвления 2, например, с помощью сварки. При этом ребра закреплены на ответвлении на некоторой длине боковых торцев, которые огибают контур ответвления в месте его соединения с магистралью 3 и в местах пересечения с рабочими торцами выполнены со скруглением. Рабочие торцы ребер огибают контур внутренней поверхности магистрали. По контуру боковых торцев ребра могут быть выполнены пазы 4 в местах, расположенных напротив стыка соединения ответвления с магистралью 3, составная часть ребра может быть выполнена по меньшей мере с одним отверстием 5 для удобства установки и облегчения конструкции ребра. Составные части ребра могут быть установлены по меньшей мере на одной направляющей 6 с возможностью перемещения относительно друг друга. В местах частичного перекрытия между составными частями ребра может быть размещена демпфирующая прокладка 7. Боковые торцы ребра могут огибать контур внутренней поверхности ответвления и радиусной части магистрали по кривой 8 до ее пересечения с рабочим торцем, при этом длина рабочего торца ребра больше длины торца с противоположной стороны.
Размещение решетки предлагаемой конструкции в ответвлении тройника в соответствии с предлагаемыми вариантами облегчает установку решетки в ответвлении тройника, обеспечивает удобство при ее позиционировании в ответвлении, позволяет унифицировать конструкцию решетки ответвления для тройников с разными толщинами ответвлений, обеспечивает надежность работы решетки и исключает возможность попадания СОД при прохождении по магистрали трубопровода.
Решетка предлагаемой конструкции была опробована на АО «Трубодеталь» при проведении стендовых испытаний. Для имитации участка трубопровода были использованы тройники штампосварные с номинальным диаметром магистрали DN1000 и с номинальным диаметром ответвления DN500 для одного тройника и DN300 - для другого тройника. К торцам магистрали были приварены кольца из трубы с номинальным диаметром DN1000 и длиной 2000 мм, а тройники между собой соединены кольцом из трубы с номинальным диаметром DN1000 и длиной 2000 мм.
Для тройника с номинальным диаметром ответвления DN500 была разработана конструкция решетки, состоящая из четырех ребер, изготовленных из листового проката толщиной 10 мм. Каждое ребро решетки было выполнено составным, например из двух частей, соединенных между собой с частичным перекрытием и установленных, в частности, на двух направляющих, причем обе составные части ребра решетки были выполнены с отверстием. Боковые торцы ребра решетки огибают контур внутренней поверхности ответвления и радиусной части магистрали по кривой до ее пересечения с рабочим торцем. При этом в используемой конструкции длина рабочего торца ребра больше длины торца с противоположной стороны.
Установку ребер решетки в ответвлении тройника осуществляли последовательно друг за другом. После размещения одной части ребра на требуемом расстоянии в ответвлении ее закрепляли боковым торцем на внутренней поверхности ответвления, например, с помощью сварки. Затем устанавливали в ответвлении другую часть ребра путем перемещения относительно предыдущей и после ее закрепления на ответвлении, например, также при помощи сварки, части ребра соединяли между собой при помощи сварки. Ребра устанавливали внутри ответвления таким образом, чтобы максимальное расстояние между крайними ребрами и внутренней поверхностью ответвления составляло 130 мм, максимальное расстояние между ребрами решетки - 125 мм.
Для тройника с номинальным диаметром ответвления DN300 была разработана конструкция решетки, состоящая из двух ребер, изготовленных из листового проката толщиной 8 мм. Каждое ребро решетки было выполнено составным, например из двух частей, соединенных между собой с частичным перекрытием и установленных, в частности, на двух направляющих. При этом рабочий и боковые торцы ребра в местах пересечения выполнены со скруглением.
Перед размещением в ответвлении тройника была выполнена сборка каждого ребра, например, из двух составных частей. Размещали ребро на требуемом расстоянии в ответвлении, последовательно закрепляли боковые торцы каждой части ребра на внутренней поверхности ответвления, например, при помощи сварки и затем соединяли составные части ребра между собой при помощи фиксации направляющих. Ребра устанавливали внутри ответвления тройника последовательно таким образом, чтобы максимальное расстояние между крайними ребрами и внутренней поверхностью ответвления составляло 100 мм, максимальное расстояние между ребрами решетки - 100 мм.
При проведении сборки и установки опытных образцов решеток в ответвления тройников было отмечено сокращение времени на этот процесс за счет унификации конструкции решеток для тройников с разными толщинами ответвлений, удобство при позиционировании ребер в ответвлении и облегчение их установки без доработки конструкции «по месту» и без использования дополнительного оборудования.
Испытание конструкции решеток проводили с использованием очистного поршня с полиуретановыми манжетами, который был пропущен по участку трубопровода 10 раз. По результатам проведенных испытаний значимых дефектов на очистном поршне не обнаружено, затруднений при прохождении поршнем зоны ответвления тройника не выявлено, целостность и работоспособность конструкций решеток тройника сохранены.
Использование предлагаемых вариантов способа установки решетки в ответвлении тройника и конструкции решетки позволит облегчить установку решетки в ответвлении, обеспечит повышение надежности решетки за счет снижения нагрузки в местах закрепления ребер на внутренней поверхности ответвления от воздействия СОД, а также уменьшит их износ.
Способ изготовления толстостенных крутоизогнутых отводов
Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты)
Способ изготовления тройников (варианты)
Способ изготовления толстостенных крутоизогнутых отводов
Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты)
Способ изготовления тройников (варианты)

