Результат интеллектуальной деятельности: ЭЛЕКТРОДОДЕРЖАТЕЛЬ СВАРОЧНЫХ КЛЕЩЕЙ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС)
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно в электродах КТС, используемых для сварки заготовок, деталей, прутков и др. между собой. Известен такой электрододержатель в виде двух расположенных под углом стержней, имеющих на концах первого хвостовик под другие элементы клещей, а второго устройство для крепления сменного электрода и выполненных с торцов продольных каналов, открытых один в другой (см. патент US 4544822 A1. 01.10.1985).
Его недостатки: конструктивная сложность и неэффективность охлаждения электрода.
Известен и другой электрододержатель, отличающийся от него сменным электродом, размещенным полым хвостовиком с поперечными окнами, кольцевой канавкой и уплотнительным элементом в поперечном гнезде стержня, куда открыт верхний продольный канал второго стержня, а в нижнюю часть гнезда, свободную от хвостовика, открыты его нижний продольный канал и полость хвостовика, выходящая в его поперечные каналы, открытые в верхний продольный канал стержня (см. заявку 2014134701 от 25.08.2014).
Его недостатки: ненадежность передней части от нагрева теплом хвостовика и деформации усилием сварки; конструктивная сложность хвостовика наличием у него полости, кольцевой канавки и как минимум четырех поперечных окон под хладагент.
Задачей предлагаемого является повышение надежности электрододержателя и электрода путем упрощения конструкции его хвостовика.
Технический результат от него: обеспечение стабильности процессов сварки и повышение технологичности электрода.
Это достигается тем, что у электрододержателя сварочных клещей для КТС в виде двух расположенных под углом стержней, имеющих на концах первого хвостовик под другие элементы клещей и второго поперечное гнездо под полый с кольцевой канавкой, уплотнительным элементом и поперечными окнами хвостовик электрода, а также продольные каналы, образованные с их торцов, причем канал первого открыт в верхний канал второго стержня, а тот открыт в поперечное окно хвостовика, нижний канал этого стержня открыт в нижнюю часть его гнезда, свободную от хвостовика, новым является то, что верхний канал продолжен и открыт в поперечный канал, расположенный между гнездом стержня и его передним торцом, с которого выполнен дополнительный нижний канал, соединяющий нижние части поперечного канала и гнезда с выходом из последнего и отделением его дна стенкой от основного нижнего канала; эти каналы соединены поперечными наклонными каналами, пересекающимися между собой своими доньями; хвостовик выполнен без полости и кольцевой канавки под поперечное окно.
Продолжением верхнего канала стержня через стенку гнезда в его поперечный канал обеспечивается подвод в последний хладагента для охлаждения зоны стержня между его передним торцом и гнездом.
Выполнением этого поперечного канала под хладагент осуществляется теплоотвод от стенок гнезда, хвостовика и электрода, а также переднего торца стержня и прилегающих к нему зон к циркулирующему по соответствующим каналам хладагенту.
Образованием с этого торца дополнительного продольного нижнего канала соединяются между собой поперечный канал и гнездо своими нижними частями для отвода хладагента из передней части электрододержателя до дна этого канала, Созданием поперечного наклонного канала от дна последнего хладагент отводится в верхнюю часть стержня и охлаждает через стенки гнезда, хвостовика и электрода его переднюю рабочую часть, а также зоны стержня, прилегающие к этому гнезду. Выходом в дно наклонного канала другого поперечного наклонного канала, открытого в основной продольный нижний глухой канал, обеспечивается отвод нагретого хладагента от дна первого канала в другой наклонный канал, из него в основной канал и далее за пределы стержня.
Отсутствием полости, кольцевой канавки и двух поперечных окон у хвостовика электрода упрощается его конструкция, возрастает технологичность, поперечная прочность хвостовика и, следовательно, надежность электрода.
Сравнительный анализ предлагаемого с известными в настоящее время решениями свидетельствует, что оно ново, существенно отличается от них, промышленно пригодно и поэтому соответствует критерию ИЗОБРЕТЕНИЕ.
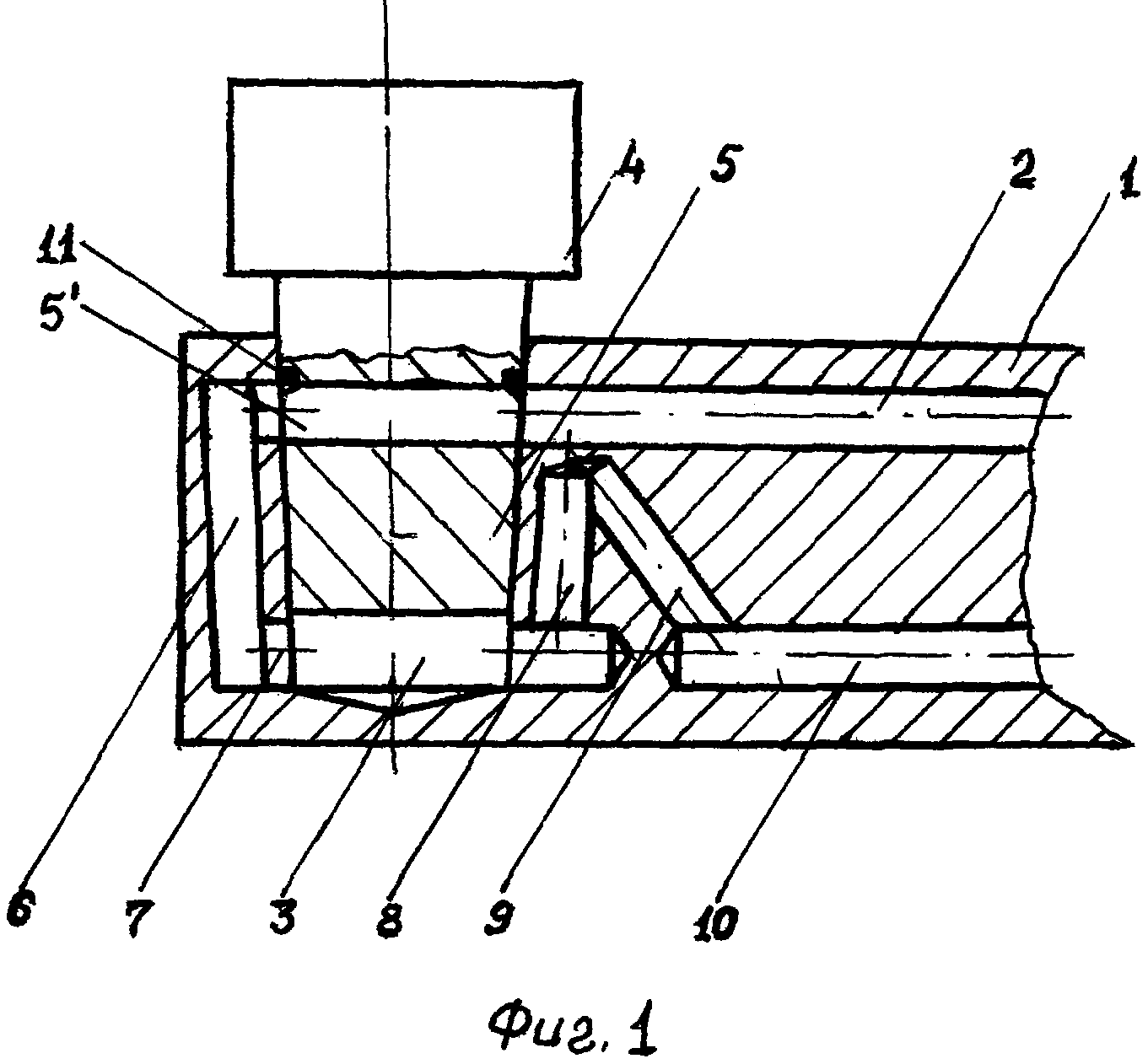
Это решение представлено на прилагаемом чертеже фиг. 1 передней части второго стержня электрододержателя.
Он имеет стержень 1 с верхним продольным каналом 2, открытым в его поперечное гнездо 3, где размещен электрод 4 хвостовиком 5 с поперечным окном 5', открытым в канал 2, выходящий из гнезда 3 в поперечный канал 6, выполненный между передним торцом стержня 1 и гнездом 3 (этот канал может быть отверстием или изогнутой полостью с радиусами, совпадающими с продольной осью гнезда 3), параллельный боковой поверхности последнего.
С переднего торца стержня 1 образован дополнительный нижний канал 7, выходящий в нижнюю часть гнезда 3, свободную от хвостовика 5, и за его пределы, заканчивающийся своим дном.
С нижней поверхности стержня 1 выполнен дополнительный наклонный поперечный канал 8, открытый в канал 7 и не доходящий до верхнего канала 2. Он своей боковой поверхностью параллелен таковой гнезда 3 (см. вышеуказанное для канала 6).
В верхнюю часть этого канала открыт второй дополнительный поперечный наклонный канал 9 для обеспечения циркуляции хладагента по нижним каналам 7 и 10, причем последний выполнен также глухим.
Гнездо 3 стержня 1 герметизируется элементом 11 хвостовика 5 электрода 4 или сопряжением их поверхностей.Электрод 4 и передняя часть стержня 1 охлаждаются так: хладагент по каналу 2, поперечному окну 5' хвостовика 5, далее каналу 2 поступает в поперечный канал 6, из него в дополнительный нижний канал 7, донную часть гнезда 3, из него по глухому каналу 7 в поперечный канал 8 к его дну, из которого по поперечному каналу 9 в основной нижний канал 10, из которого удаляется за пределы стержня 1. Омыванием подводимым хладагентом поверхностей канала 2, поперечного окна 5' хвостовика 5, поперечного канала 6, канала 7, заднего торца хвостовика 5 и дополнительного поперечного канала 8 обеспечивается непосредственное или через стенки гнезда 3 охлаждение хвостовика 5 от его заднего торца до поперечного окна 5', а через верхнюю часть его и самого электрода 4.
Благодаря дополнительным поперечным каналам 8 и 6 охлаждается не только гнездо 3 с хвостовиком 5, но и зона стержня 1 между этими каналами и передним торцом его, а также и задняя часть стержня между гнездом 3 и дополнительным поперечным каналом 9.
Таким охлаждением сводится к минимуму нагрев передней части стержня и, следовательно, ее деформация от усилия сварки, чем гарантируется стабильность ее процессов и надежность операции сварки.
Интенсивность охлаждения передней части стержня и электрода определяется расходом хладагента, охлаждаемой площадью и скоростью циркуляции его вдоль нее. Она возрастает с увеличением этих параметров, обеспечивающих требуемый уровень нагрева как передней части стержня, так и рабочей части электрода и необходимую надежность электрододержателя.
Выполнением у электрода хвостовика без кольцевой канавки, лишних поперечных окон и полости повышается его технологичность и прочность в зоне оставшегося поперечного окна и, следовательно, надежность хвостовика при замене изношенного электрода новым.
Таким образом, предлагаемым решением повышается надежность хвостовика электрода и передней части стержня благодаря охлаждению стенок поперечного гнезда под этот хвостовик, сводящему к минимуму нагрев и деформации этой части при сварке.
Электрододержатель сварочных клещей для контактной точечной сварки, содержащий два расположенных под углом стержня с каналами для циркуляции хладагента, на конце первого из которых смонтирован хвостовик для закрепления элементов клещей, а на конце второго выполнено поперечное гнездо для закрепления хвостовика электрода, отличающийся тем, что каналы для циркуляции хладагента во втором стержне выполнены в виде верхнего и нижнего продольных каналов, последний из которых состоит из основного и дополнительного глухих каналов, соединенных между собой поперечными наклонными каналами, пересекающимися своими доньями, при этом дополнительный нижний продольный канал соединен с верхним продольным каналом поперечным каналом, выполненным между гнездом для закрепления хвостовика электрода и передним торцом стержня, причем верхний продольный канал выполнен с возможностью его совмещения с поперечным каналом в хвостовике электрода, дополнительный нижний продольный канал открыт в нижнюю часть упомянутого гнезда, а основной нижний продольный канал выполнен с возможностью удаления хладагента за пределы стержня.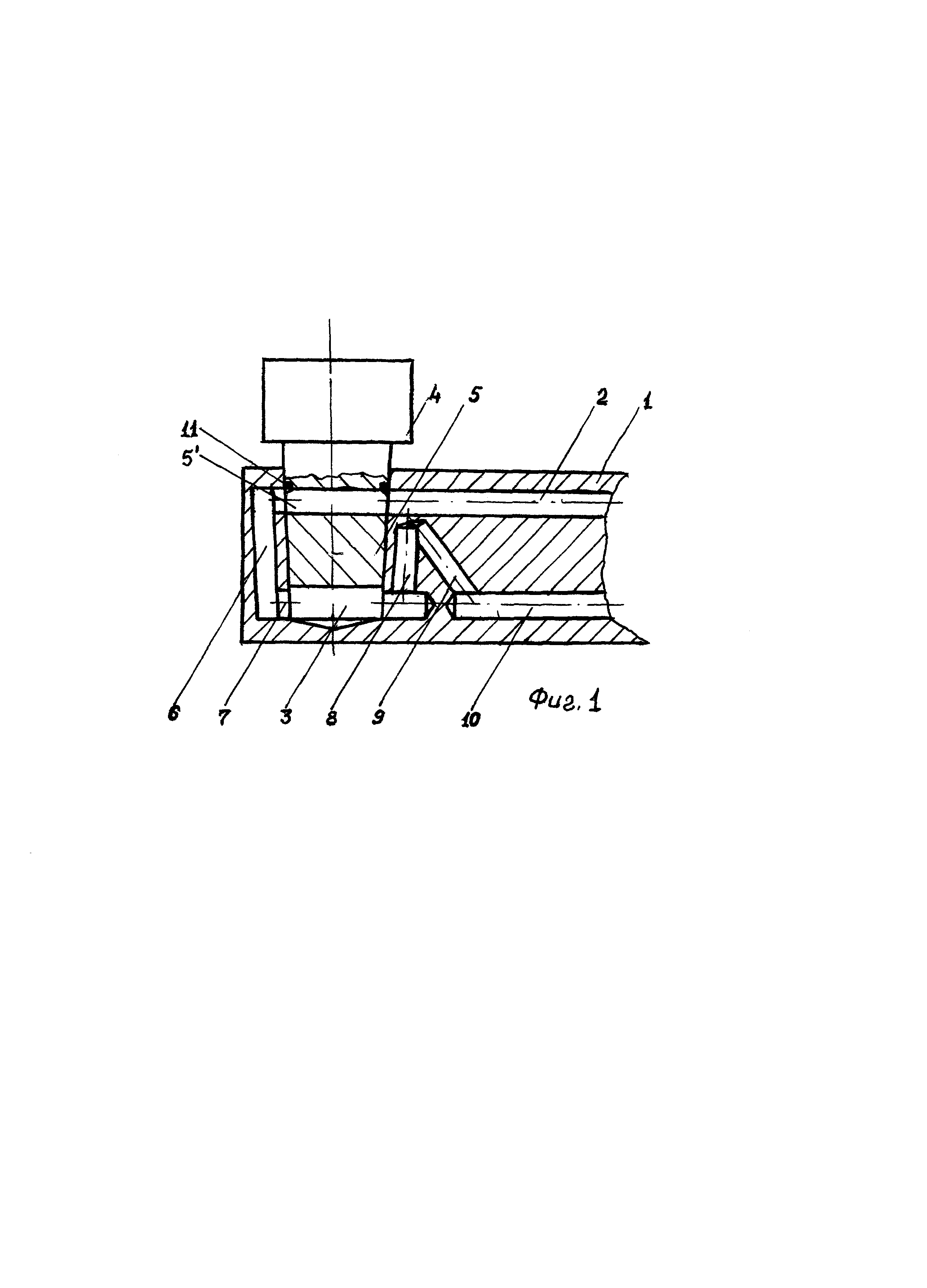
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Поршневой узел машины литья под давлением
Охлаждаемая матрица штампа под заготовку-диск
Устройство для стыковой контактной сварки прутков
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце

