Результат интеллектуальной деятельности: Способ электрохимической обработки лопаток газотурбинных двигателей
Вид РИД
Изобретение
Способ обработки относится к области машиностроения и может быть использован при электрохимической обработке деталей, преимущественно лопаток газотурбинных двигателей.
Известен способ электрохимической обработки лопаток газотурбинных двигателей (патент РФ №2058863; МПК В23Н 9/10, В23Н 3/00; опубликовано 27.04.1996 г.), при котором заготовку лопатки располагают в рабочей камере, закрепляют по предварительно обработанным базовым поверхностям и ведут формообразование двумя электродами-инструментами с подачей напряжения на электроды и заготовку, прокачкой электролита через межэлектродный промежуток и заданием электродам синхронно-дискретного перемещения с периодическим ощупыванием лопатки, при этом профиль рабочих поверхностей электродов выполняют близким к заданному профилю лопатки, а направление перемещения каждого из электродов задают так, что оно образует с осью лопатки острый угол, вершина которого обращена в сторону полки лопатки, отличающийся тем, что угол между направлением перемещения каждого из электродов и осью лопатки выбирают в пределах 60-80°, а подачу электролита осуществляют со стороны конца пера лопатки, однако данный способ обработки, во-первых, не позволяет получать годные лопатки малых размеров, радиус кромок которых R≥0,1 мм, и крупногабаритные тонкостенные лопатки; во-вторых, малое пятно контакта при точечном закреплении пера лопатки, недостаточное для обеспечения надежного токопровода, поэтому в местах крепления заготовки возможна эрозия поверхности лопатки при прохождения тока; в-третьих, данный способ крепления заготовки не обеспечивает максимально достижимой жесткости системы «станок-приспособление-инструмент-деталь», необходимой для высокоточного электрохимического формирования, возникает необходимость увеличения межэлектродного промежутка для уменьшения риска короткого замыкания из-за деформации заготовки, что приводит к потере точности готового при изготовлении изделия.
Известен способ электрохимической обработки лопаток газотурбинных двигателей (патент RU 2283735, МПК В23Н 3/00, В23Н 9/10, В23Р 15/02, опубл. 10.09.2006 г.), ближайший по технической сущности к заявляемому и принятый за прототип, включающий обработку двумя вибрирующими катодами-инструментами с синхронизированной с колебаниями катодов-инструментов подачей импульсов технологического напряжения и с поступательным движением катодов-инструментов относительно анода-заготовки, отличающийся тем, что обработку профиля лопатки осуществляют последовательно сначала одним съемным катодом-инструментом, а затем после поворота анода-заготовки в крепежном приспособлении на 180° вторым съемным катодом-инструментом при амплитудном значении технологического напряжения 6-10 В, линейной скорости подачи каждого из катодов-инструментов 0,2-0,25 мм/мин и длительности импульса технологического напряжения 2700-3300 мкс, при этом величины амплитудного технологического напряжения и линейной скорости подачи катода-инструмента плавно изменяют от максимальных до минимальных значений обратно пропорционально площади формирующегося профиля лопатки, а величину длительности импульса технологического напряжения плавно изменяют от минимальных до максимальных значений прямо пропорционально площади формирующегося профиля лопатки, причем для оформления выпуклой и вогнутой сторон пера лопатки вместе с прилегающими к ним профилями замка используют катоды-инструменты, изготовленные на фрезерном станке с числовым программным управлением по математической модели, рассчитанной в соответствии с размерами изготовляемой лопатки.
Однако данный способ не позволяет: во-первых, производить обработку одновременно двумя электродами инструментами, вследствие чего снижается производительность; во-вторых, смена электродов инструментов и поворот заготовки увеличивает трудоемкость, снижает коэффициент использования оборудования и точность формообразования; в третьих, использование сложной оснастки ведет к дополнительным затратам, что отрицательно сказывается на себестоимости изделия; в четвертых, изготовление отверстий в заготовке для базирования в оснастке также требует дополнительных затрат.
Технический результат, на достижение которого направлен предлагаемый способ электрохимической обработки, заключается в повышении точности и снижении трудоемкости изготовления лопатки, повышении производительности процесса обработки путем одновременной обработки спинки и корыта двумя электродами-инструментами, исключении из технологического процесса сложной оснастки для крепления заготовки, что упростит установку и съем детали.
Технический результат достигается тем, что в способе электрохимической обработки лопаток газотурбинного двигателя, при котором заготовку, выполненную в форме параллелепипеда, обрабатывают с подачей технологического напряжения двумя электродами со стороны спинки и корыта лопатки поступательным движением с прокачкой электролита в межэлектродном зазоре, новым является то, что заготовку устанавливают непосредственно в камере станка, формообразование ведут одновременно двумя электродами-инструментами, которые двигаются навстречу друг другу, с автоматическим замером зазора между электродом-инструментом и заготовкой, производят съем металла до получения спинки и корыта профиля пера лопатки с припуском под чистовую обработку, для получения входных и выходных кромок лопатки эквидистантно вдоль кромок вырезают часть заготовки с припуском на чистовую обработку, тем самым открывают доступ электролита к входным и выходным кромкам для последующей их чистовой обработки, производят чистовую обработку теми же электродами-инструментами до формирования требуемого профиля спинки и корыта, радиусов сопряжения пера и полки, входных и выходных кромок.
Вырезают часть заготовки с припуском на чистовую обработку, для открытия доступа электролита на электроэрозионном или металлообрабатывающем станке.
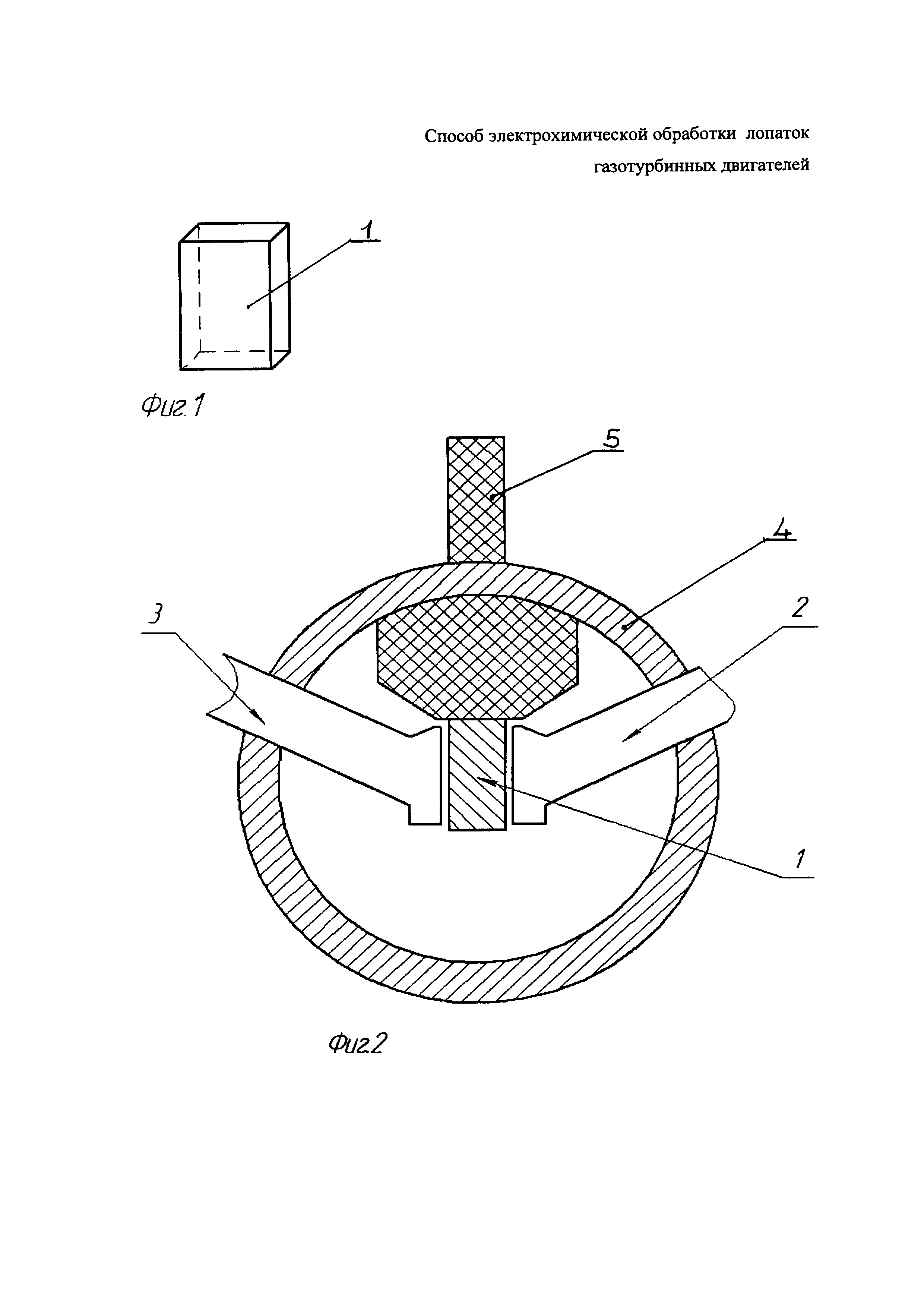
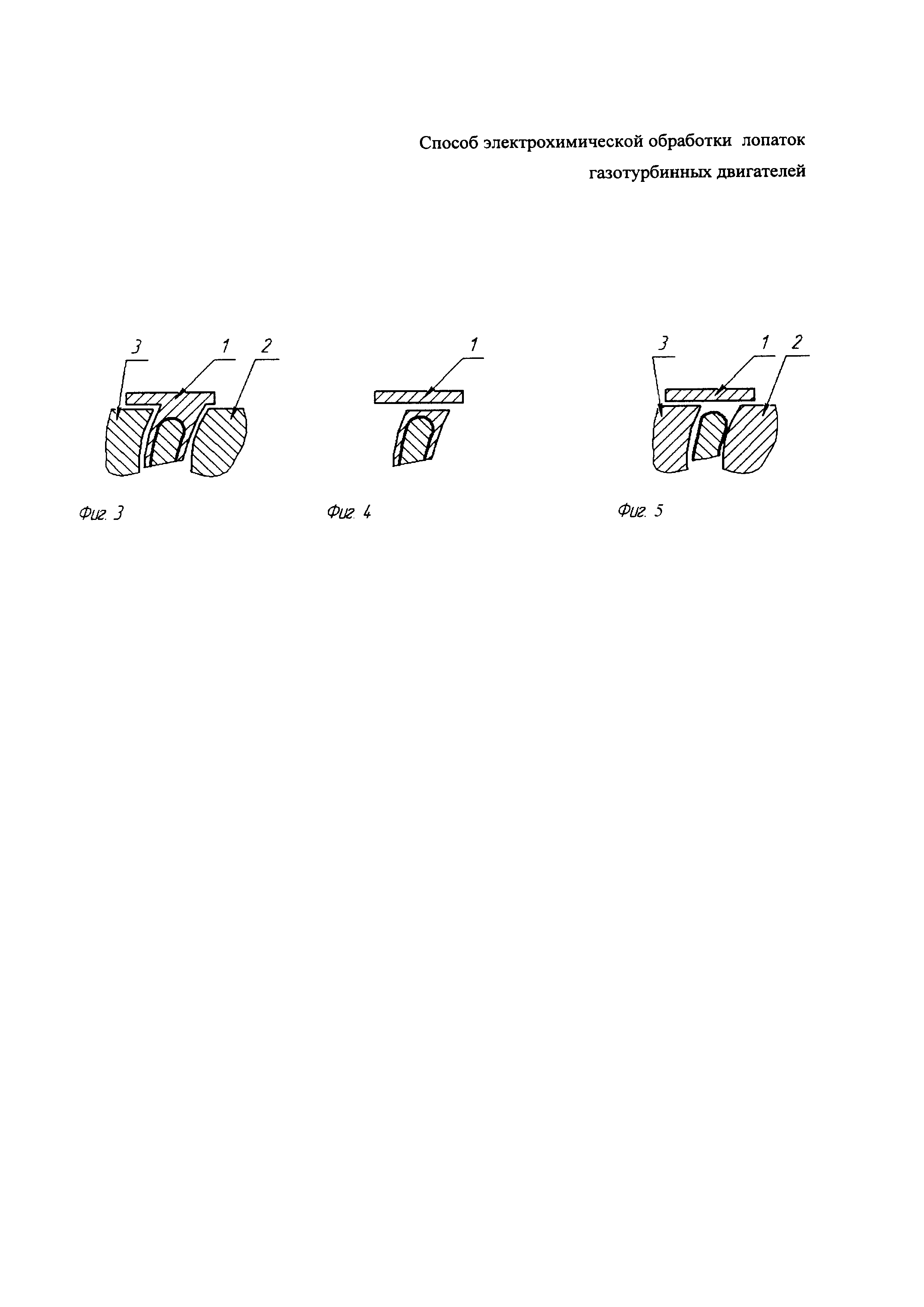
На чертежах изображено: фиг. 1 - заготовка; фиг. 2 - общий вид станка; фиг. 3 - черновая обработка; фиг. 4 - деталь после вырезки; фиг. 5 - деталь в процессе чистовой обработки.
Где: 1 - заготовка; 2 - электролит-инструмент для обработки корыта лопатки: 3 - электролит-инструмент для обработки спинки лопатки; 4 - камера станка; 5 - система подачи электролита.
Сущность способа заключается в следующем. Заготовка 1, выполненная в форме параллелепипеда (фиг. 1), устанавливается непосредственно в камере станка 4 (фиг. 2) за боковые грани. Формообразование осуществляется одновременно двумя электродами инструментами 2 (корыта) и 3 (спинка), которые двигаются навстречу друг другу, с автоматическим замером зазора между заготовкой 1 и соответственно электродами-инструментами 2 и 3, устанавливается рабочий зазор, осуществляется прокачка электролита из системы подачи электролита 5, включается рабочий ток на заданный промежуток времени. В это время происходит формообразование профиля пера. После выключения тока электроды отходят на промывку межэлектродного канала. Этот цикл повторяется многократно до формирования профиля пера лопатки с припуском под чистовую обработку (фиг. 3). Затем производится вырезка эквидистантно вдоль кромок часть заготовки 1 с припуском на чистовую обработку на электроэрозионном или металлообрабатывающем станке, при этом открывается доступ электролита к входным и выходным кромкам для последующей их чистовой обработки (фиг. 4).
Чистовую обработку осуществляют теми же электродами-инструментами 2 и 3, формируя профиль пера, кромок и радиуса перехода пера и полки (фиг. 5). На линии сопряжения поверхностей спинки и корыта с поверхностью с припуском от кромки лопатки в процессе обработки создается повышенная в несколько раз напряженность электрического поля, что обеспечивает значительное увеличение электрического тока съема металла и приводит к скруглению кромок пера лопатки.
Таким образом, предлагаемый способ электрохимической обработки позволяет повысить точность и снизить трудоемкость изготовления лопатки, повысить производительность процесса обработки, за счет одновременной обработки спинки и корыта двумя электродами-инструментами, исключения из технологического процесса сложной оснастки для крепления заготовки, что упростит установку и съем детали.
Способ обработки ofdm сигналов и устройство для его реализации
Злаковый батончик для питания работающих с хромом и хромосодержащими соединениями
Интраоперационный торакальный анализатор кровотока
Теплообменная поверхность
Злаковый батончик для питания работающих с соединениями фтора, щелочными металлами и хлором
Способ получения интерметаллидных композиционных материалов на основе порошковых систем fe-a1
Способ регазификации жидкости и установка для регазификации жидкости
Устройство для изготовления структурно-градиентных порошковых материалов (варианты)
Адаптивный гаситель крутильных колебаний
Способ изготовления структурно-градиентных порошковых материалов (варианты)
Способ лазерного упрочнения полой металлической заготовки
Способ отверждения термореактивных полимерных порошковых покрытий
Сферический тренажер вестибулярного аппарата
Устройство для сжигания дробленых древесных отходов
Лазерная оптическая головка
Способ нанесения покрытия на образец (варианты) и устройство для его осуществления (варианты)
Тренажер для развития мышц верхних конечностей
Способ локальной защиты изделия из жаропрочного сплава от газового алитирования
Универсальная лазерная оптическая головка

