Результат интеллектуальной деятельности: МЕТОДИЧЕСКАЯ ПЕЧЬ
Вид РИД
Изобретение
Изобретение относится к нагревательным устройствам, а именно к методическим печам с боковой выдачей заготовок.
Известна методическая печь с боковой выдачей заготовок, в которой в качестве направляющих при выдаче заготовок из печи служит огнеупорная кирпичная кладка пода [Иванова Н.И., Перимов А.А., Тымчак В.М. Механизмы печей прокатного производства. - М.: Машиностроение, 1972, с. 18-19].
Недостатком такой конструкции методической печи является неопределенное положение заготовки относительно окна выдачи, что требует совмещения штанги выталкивателя с выдаваемой заготовкой. Для этого необходимо применение конструкции выталкивателя с возможностью его перемещения вдоль оси печи. Это усложняет как конструкцию выталкивателя, так и условия его работы.
Другим недостатком такой конструкции методической печи является перемещение заготовки при ее выдаче из печи по огнеупорной кирпичной кладке пода, приводящее к быстрому ее износу, а также к увеличению усилия выталкивания.
Наиболее близкой по технической сущности и достигаемому эффекту является методическая печь с боковой выдачей заготовок, принятая в качестве прототипа, в которой в качестве направляющих при выдаче заготовок из печи служит монолитный направляющий желоб с опорной и боковыми направляющими поверхностями, выполняемый из жаропрочной стали Х28 [Справочник конструктора печей прокатного производства, т. 2./ Под ред. В.М. Тымчака. – М.: Металлургия, 1970, с. 820, 822].
В данной конструкции монолитный направляющий желоб зафиксирован от перемещения вдоль направления выдачи заготовки в кладке и боковых стенах каркаса печи. При изменении температуры методической печи монолитный направляющий желоб также изменяет свою температуру. Изменение температуры монолитного направляющего желоба в связи с известным эффектом линейного и объемного теплового расширения материалов [Б.М. Яворский, А.А. Детлаф. Справочник по физике. - М.: Наука, издание четвертое, переработанное. 1968. с. 270] приводит к изменению его длины и поперечного сечения. При изменении длины и поперечного сечения монолитного направляющего желоба в местах его фиксации в боковых стенах кладки и каркаса печи осуществляется силовое воздействие на кладку и боковые стены каркаса печи. Это приводит или к разрушению кладки печи, деформации боковых стен каркаса печи или к искривлению монолитного направляющего желоба, что нарушает нормальные условия работы методической печи (разрушает кладку печи, искривляет боковые стены ее каркаса, нарушает герметичность печи, изменяет положение заготовки при ее выдаче из методической печи). В связи с этим требуется проведение частых ее ремонтов, приводящих к остановке технологической линии, использующей нагретые в методической печи заготовки.
Комплекс указанных недостатков методической печи, принятой в качестве прототипа, можно отнести к малой надежности ее работы.
Кроме того, на направляющий желоб постоянно падают заготовки большой массы, передающиеся с кладки печи с высоты, превышающей половину толщины заготовки [Справочник конструктора печей прокатного производства, т. 2./ Под ред. В.М. Тымчака. –М.: Металлургия, 1970, с. 820]. Это приводит к постоянному действию на направляющий желоб на всей его длине (до 6 м) [там же, с. 820] значительных динамических (ударных) нагрузок. Это требует использования направляющего желоба с поперечным сечением, обеспечивающим высокую прочность от действия ударных нагрузок, а также нагрузок от термических напряжений на достаточно большой длине направляющего желоба. Учитывая, что направляющий желоб согласно прототипу имеет сплошное поперечное сечение, его площадь для обеспечения указанных показателей прочности должна быть значительна. В этом случае направляющий желоб будет иметь значительную массу. Применение направляющего желоба значительной массы из жаропрочной стали при необходимости частой его замены из-за термических деформаций приводит к большому расходу дорогостоящей жаропрочной стали, что повышает эксплуатационные затраты на содержание методической печи.
Таким образом, основным недостатком данной конструкции методической печи с боковой выдачей заготовок является малая надежность ее работы и высокие эксплуатационные затраты.
Задачей изобретения является повышение надежности работы методической печи и снижение эксплуатационных затрат.
Решение поставленной задачи достигается тем, что в заявляемой методической печи с боковой выдачей заготовок, включающей направляющий желоб с опорной и боковыми направляющими поверхностями, установленный вдоль направления выдачи заготовок, каркас печи с боковыми стенами и кирпичную кладку боковых стен, согласно изобретению направляющий желоб выполнен из нескольких полых элементов, заполненных сыпучим огнестойким материалом, полые элементы с их торцов закрыты пробками, полые элементы с пробками соединены подвижно с боковыми стенами каркаса печи и кирпичной кладкой боковых стен, их соединение выполнено в виде входящих друг в друга охватывающей и охватываемой поверхностей.
Выполнение направляющего желоба из нескольких полых элементов позволяет, во-первых, снизить трудоемкость его изготовления. Для изготовления полых элементов применяются стандартные трубы. Во-вторых, существенно снижается масса направляющего желоба при сохранении его прочностных характеристик на изгиб.
Это уменьшает эксплуатационные затраты на содержание методической печи.
При нагреве направляющего желоба до температуры 1000°С и более полые элементы становятся пластичными с легко изменяемой формой поперечного сечения, поэтому заполнение полостей полых элементов сыпучим огнестойким материалом решает задачу устранения сплющивания полых элементов при действии них динамических усилий от падающих горячих заготовок. Объем сыпучего огнестойкого материала больше объема полости полых элементов, поэтому температурное объемное расширение сыпучего огнестойкого материала превышает температурное объемное расширение полости полых элементов. Благодаря этому сыпучий огнестойкий материал воздействует на внутреннюю поверхность полых элементов, создавая предварительное растягивающее напряжение, которое противодействует сжимающему напряжению, возникающему при падении заготовок на наружную поверхность полых элементов. При этом сыпучий огнестойкий материал, находящийся в полых элементах, выполняет функцию демпфирующего материала, перетекающего из частей, в которых происходит искажение формы поперечного сечения полого элемента под действием усилия падающей заготовки, в части с отсутствием этого усилия, где форма поперечного сечения полого элемента восстанавливается. Положения указанных частей полых элементов в течение времени работы методической печи чередуются.
Это позволяет повысить срок службы направляющего желоба.
Закрытие полых элементов с их торцов пробками необходимо для герметизации полых элементов с находящимся в них сыпучим огнестойким материалом.
Подвижное соединение полых элементов направляющего желоба с боковыми стенами каркаса печи и кирпичной кладкой боковых стен обеспечивает при линейном и объемном тепловом расширении полых элементов направляющего желоба за счет изменения их температуры возможность свободного перемещения полых элементов направляющего желоба с пробками относительно боковых стен каркаса печи и кирпичной кладки боковых стен, устраняя силовое воздействие на эти части конструкции печи. Благодаря этому предотвращается разрушение кирпичной кладки боковых стен, устраняются деформация боковых стен каркаса печи и искривление полых элементов желоба.
Это ведет к повышению срока службы методической печи и, как следствие, к снижению эксплуатационных затрат.
Выполнение соединения полых элементов с пробками и боковых стен каркаса печи, кирпичной кладки боковых стен в виде входящих друг в друга охватывающей и охватываемой поверхностей решает три задачи.
Во-первых, обеспечивается возможность свободной установки полых элементов с пробками в рабочее пространство методической печи и их демонтаж в холодном состоянии методической печи. Это повышает ремонтопригодность методической печи, снижая эксплуатационные затраты.
Во-вторых, обеспечивается свободное перемещение охватываемых поверхностей удлиняющихся при нагревании полых элементов с пробками относительно охватывающих поверхностей боковых стен каркаса печи и кирпичной кладки боковых стен.
В-третьих, концы полых элементы с пробками фиксируются в боковых стенах каркаса печи и кирпичной кладке боковых стен от перемещения в вертикальной плоскости.
Конечный эффект от решения двух последних задач можно отнести к повышению надежности работы методической печи.
Таким образом, применение предлагаемой конструкции методической печи с боковой выдачей заготовок повышает надежность ее работы и снижает эксплуатационные затраты.
Изобретение поясняется чертежами.
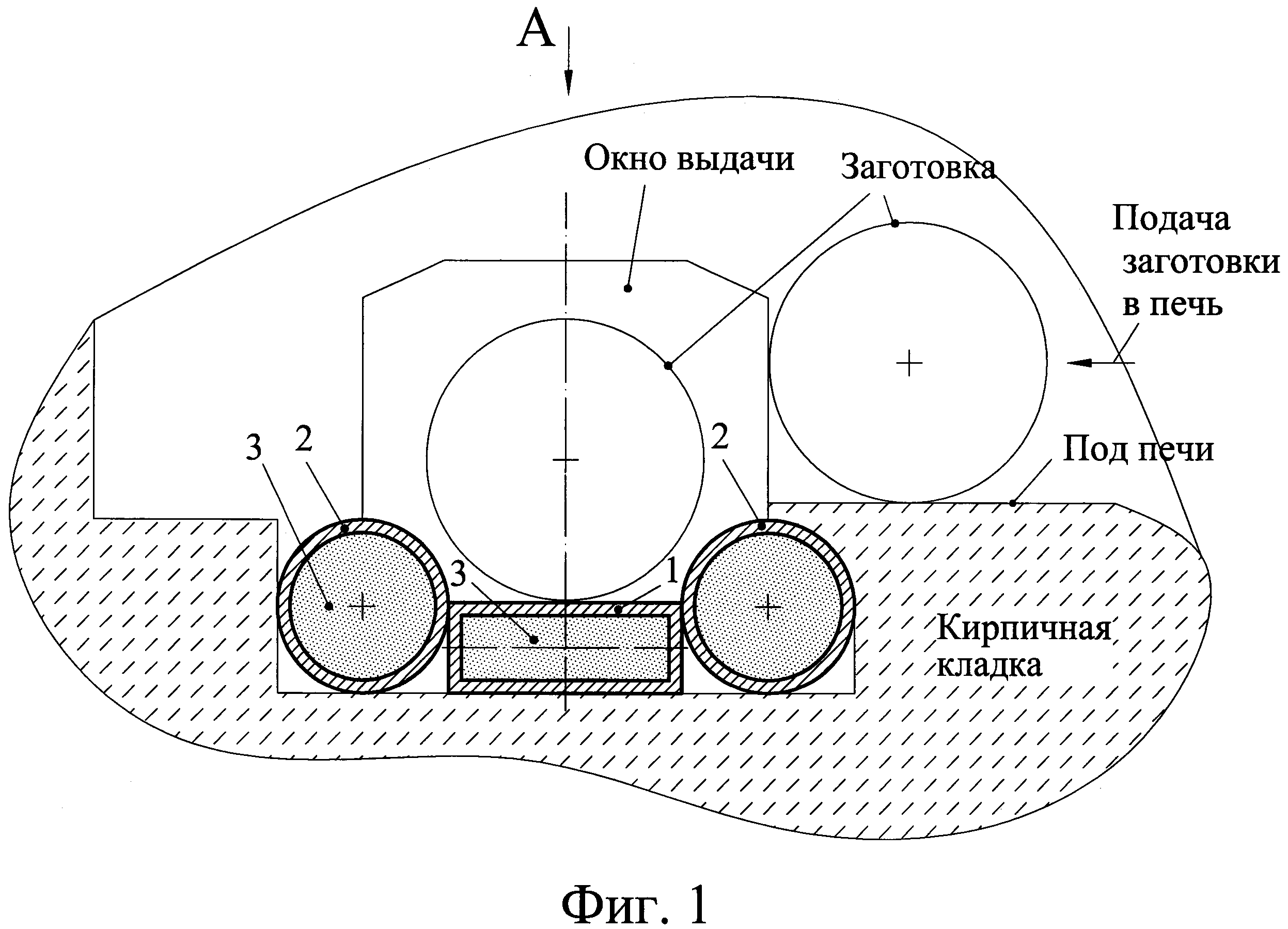
На фиг. 1 показано поперечное сечение направляющего желоба, выполненного из полых элементов в виде круглых профилей и прямоугольного профиля, заполненных сыпучим огнестойким материалом.
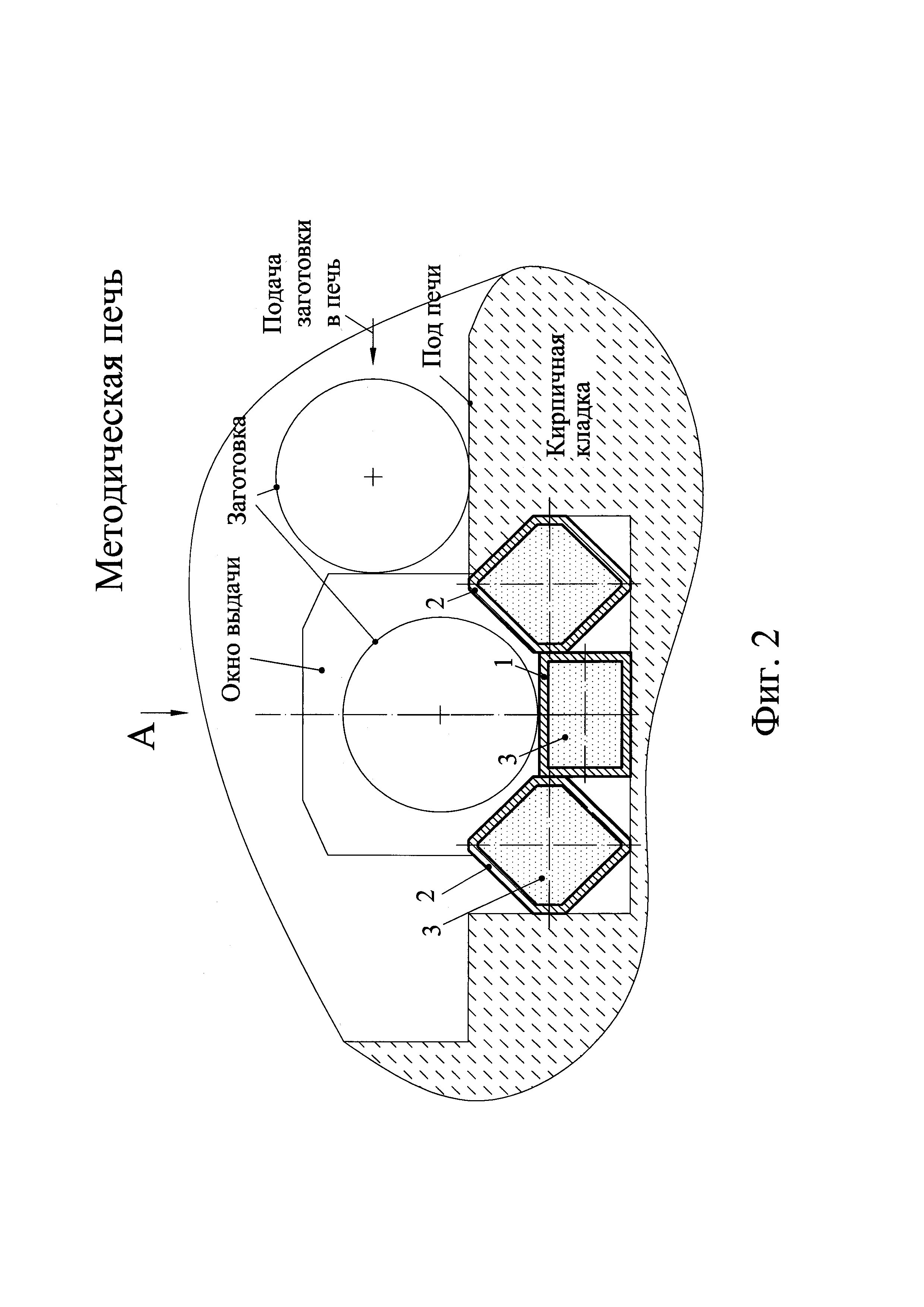
На фиг. 2 показано поперечное сечение направляющего желоба, выполненного из полых элементов в виде неправильных шестигранных профилей и прямоугольного профиля, заполненных сыпучим огнестойким материалом.
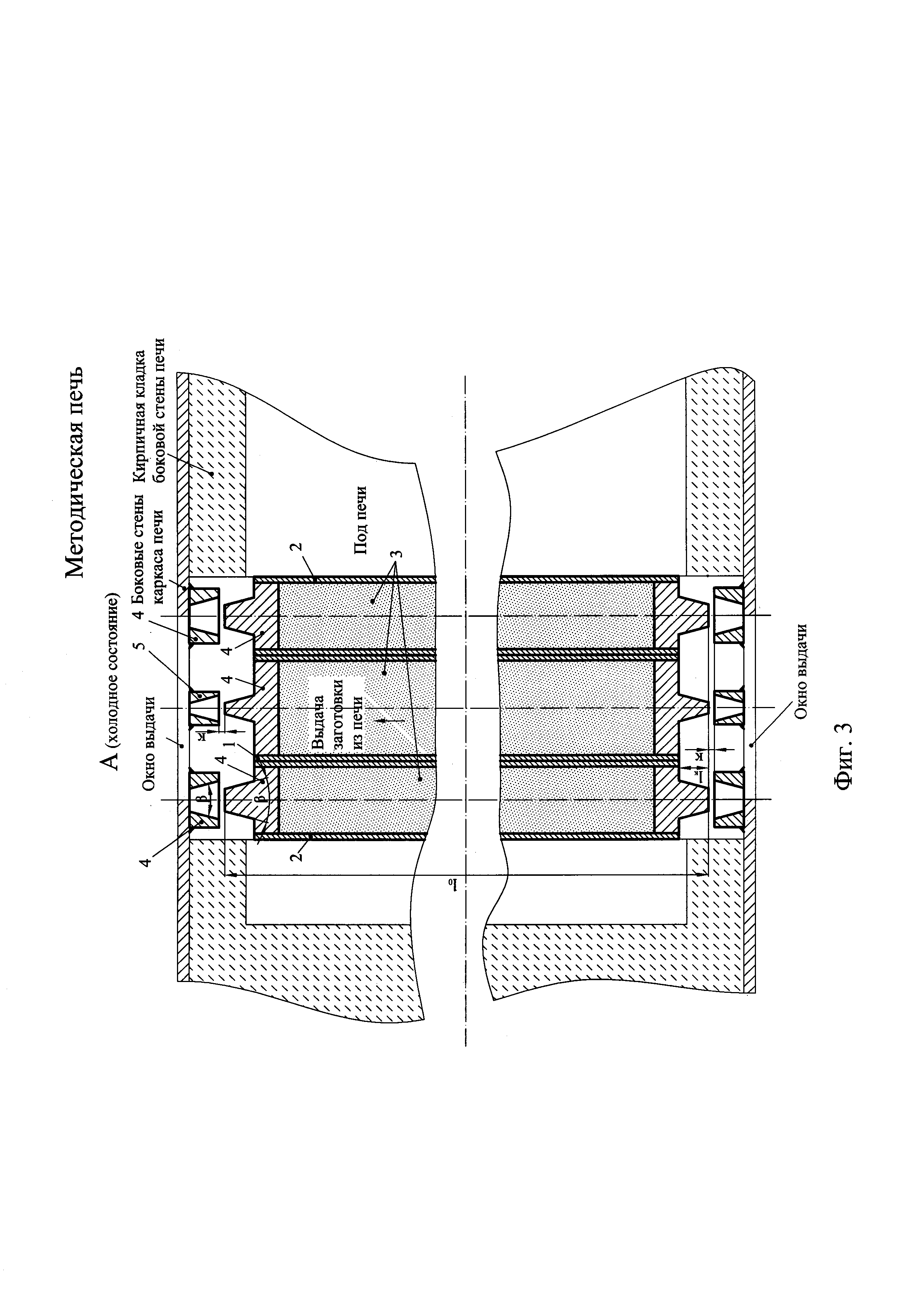
На фиг. 3 показан вид А сверху с разрезом по продольному сечению направляющего желоба в виде нескольких полых элементов, заполненных сыпучим огнестойким материалом и закрытых пробками, при холодном состоянии рабочего пространства методической печи и ее направляющего желоба.
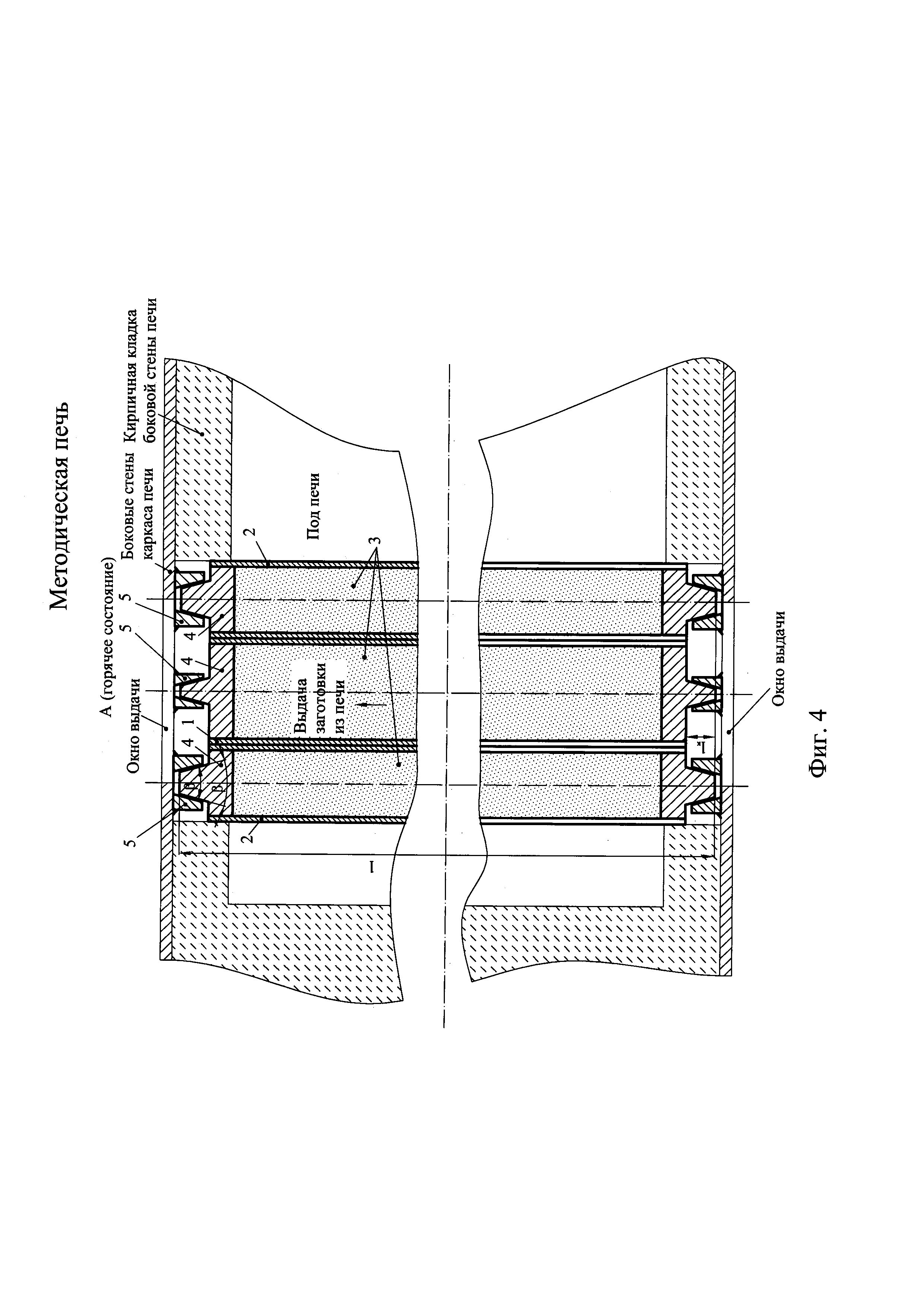
На фиг. 4 показан вид А сверху с разрезом по продольному сечению направляющего желоба в виде нескольких полых элементов, заполненных сыпучим огнестойким материалом и закрытых пробками, при горячем состоянии рабочего пространства методической печи и ее направляющего желоба.
Методическая печь с боковой выдачей заготовок (фиг. 1-4) содержит каркас печи с боковыми стенами, кирпичную кладку боковых стен, под печи и окна выдачи заготовок. В углублении пода печи установлен направляющий желоб, выполненный из трех полых элементов, одного опорного 1 прямоугольного поперечного сечения и двух боковых 2 круглого (фиг. 1) или неправильного шестигранного поперечного сечения (фиг. 2). Полые элементы заполнены сыпучим огнестойким материалом 3 (фиг. 1-4). Полые элементы 1, 2 с обеих сторон закрыты пробками 4. На наружных поверхностях пробок 4 в рассматриваемом примере выполнены конические охватываемые поверхности. На боковых стенах каркаса печи напротив охватываемых конических поверхностей выполнены приливы 5 с охватывающими коническими поверхностями. В общем случае охватываемые и охватывающие поверхности могут быть цилиндрическими, пирамидальными, в виде усеченной пирамиды, обелиска и т.п.
Работа методической печи осуществляется следующим образом.
В холодном состоянии рабочего пространства методической печи напротив ее окон выдачи заготовок устанавливается направляющий желоб в виде трех полых элементов 1 и 2, заполненных сыпучим огнестойким материалом 3 и закрытых пробками 4, имеющими охватываемые конические поверхности. Между торцами охватываемых конических поверхностей пробок 4 и приливами 5 боковых стенах каркаса печи с охватывающими коническими поверхностями имеется минимально достаточный для монтажа и демонтажа направляющего желоба в виде трех полых элементов 1 и 2 зазор k (фиг. 3).
При повышении температуры рабочего пространства методической печи ее направляющий желоб в виде трех полых элементов 1 и 2, заполненных сыпучим огнестойким материалом 3 и закрытых пробками 4, имеющими на концах охватываемые конические поверхности, за счет теплового линейного расширения постепенно удлиняется и охватываемые конические поверхности пробок 4 свободно входят между охватывающими коническими поверхностями приливов 5 боковых стен каркаса печи (фиг. 4).
Благодаря этому полые элементы с пробками фиксируются в приливах боковых стен каркаса печи от их перемещения в вертикальной плоскости. При этом отсутствует силовое воздействие на направляющий желоб в виде трех полых элементов 1 и 2 с пробками на боковые стены каркаса печи, кирпичную кладку боковых стен, предотвращая искривление полых элементов направляющего желоба, разрушение кирпичной кладки боковых стен печи, деформацию боковых стен каркаса печи.
Длину направляющего желоба в виде трех полых элементов 1, 2 с пробками после теплового линейного расширения можно определить по формуле [Б.М. Яворский, А.А. Детлаф. Справочник по физике. - М.: Наука, издание четвертое, переработанное. 1968. с. 270].

где l - длина нагретого направляющего желоба в виде трех полых элементов 1, 2 с пробками 4 (фиг. 4);
l0 - первоначальная длина холодного направляющего желоба в виде трех полых элементов 1, 2 с пробками 4 (фиг. 3);
αl - средний коэффициент линейного теплового расширения материала направляющего желоба в виде трех полых элементов 1, 2 с пробками 4 в данном интервале температур;
Δt - изменение температуры направляющего желоба в виде трех полых элементов 1, 2 с пробками 4.
Коэффициенты линейного расширения сталей различного класса и сплавов на основе никеля приведены, например, в таблице [Стали и сплавы для высоких температур: Справ. изд. В 2-х кн. Кн. 1. / Масленников С.Б., Масленникова Е.А. - М.: Металлургия, 1991. с. 44].
Длины lк (фиг. 3 и 4) охватываемых конических поверхностей пробок 4 и охватывающих конических поверхностей приливов 5 боковых стен каркаса печи можно определить из соотношения

Угол β (фиг. 3 и 4) можно принять 90-150° с учетом возможного нарушения соосности охватываемых конических поверхностей пробок 4 и охватывающих конических поверхностей приливов 5 боковых стен каркаса в процессе нагрева и охлаждения направляющего желоба в виде трех полых элементов 1, 2 с пробками 4.
Таким образом, применение предлагаемой конструкции методической печи с боковой выдачей заготовок повышает надежность ее работы за счет устранения изгиба полых элементов направляющего желоба. Это достигается благодаря свободному перемещению охватываемых поверхностей удлиняющихся при нагревании полых элементов с пробками относительно охватывающих поверхностей приливов боковых стен каркаса печи и фиксации полых элементов с пробками в приливах боковых стенах каркаса печи от их перемещения в вертикальной плоскости. Кроме того, снижаются эксплуатационные затраты за счет обеспечения возможности свободной установки полых элементов с пробками в рабочее пространство методической печи, их демонтажа в холодном состоянии методической печи, предотвращения разрушения боковых стен кладки печи, деформации боковых стен каркаса печи и искривления полых элементов направляющего желоба при нагревании методической печи.
В настоящее время разработан проект реконструкции методической печи с установкой в нее направляющего желоба, состоящего из трех полых элементов со следующими размерами поперечного сечения. Опорный полый элемент имеет прямоугольное поперечное сечение 36×92 мм, два боковых имеют круглое поперечное сечение ∅67 мм, толщина стенок полых элементов ~5 мм. В полости полых элементов помещен сыпучий огнестойкий материал. Торцы полых элементов закрыты пробками с предварительно выточенными на них охватываемыми коническими поверхностями. Пробки привариваются к полым элементам. Угол β охватываемых конических поверхностей принят равным 150°. Длины lк охватываемых конических поверхностей рассчитаны по формуле (2) с использованием зависимости (1). Первоначальная длина l0 каждого полого элемента с пробками, исходя из конструктивных параметров реконструируемой методической печи, принята равной 2450 мм.
Средний коэффициент линейного теплового расширения материала полых элементов в интервале температур 20-900°С принят равным αl×106=17,7. Тогда при подстановке параметров в зависимость (1) получим

По зависимости (2) определим

Монтажный зазор к принят равным 3 мм.
К боковым стенам каркаса печи соосно охватываемым коническим поверхностям пробок привариваются приливы с охватывающими коническими поверхностями. Параметры охватывающих конических поверхностей приливов боковых стен каркаса печи аналогичны параметрам охватываемых конических поверхностей пробок.
Направляющий желоб для методической печи с боковой выдачей заготовок, содержащий опорные и боковые направляющие поверхности и выполненный с возможностью установки вдоль направления выдачи заготовок из печи, отличающийся тем, что опорная и боковые направляющие поверхности желоба выполнены из полых элементов, заполненных сыпучим демпфирующим огнестойким материалом с возможностью перетекания из части полого элемента с искаженной формой его поперечного сечения от действия усилия падающей заготовки в часть полого элемента, в которой отсутствует действие упомянутого усилия, и восстановления искаженной формы поперечного сечения части полого элемента, причем полые элементы с их торцов закрыты пробками, которые выполнены с возможностью установки и подвижного соединения их охватываемых конических поверхностей с охватываемыми коническими поверхностями боковых стенок каркаса печи и кирпичной кладки боковых стен печи.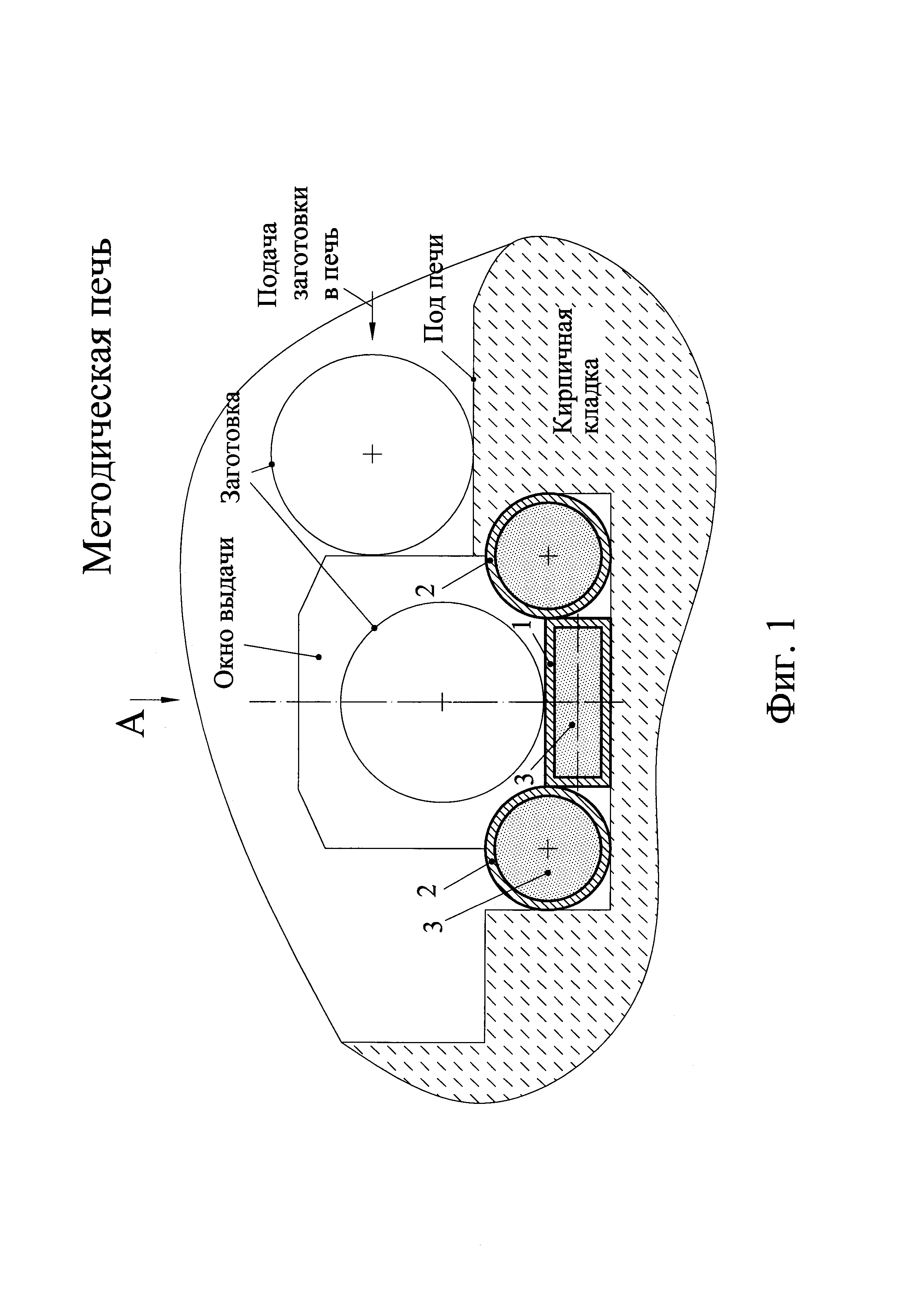
Устройство для получения минеральной ваты
Способ производства минераловатных изделий
Способ производства минераловатных изделий
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Роликовый центрователь
Способ радиальной ковки шестигранных полых профилей
Способ радиальной ковки полосовых профилей

