Результат интеллектуальной деятельности: Устройство для контактной точечной сварки с охлаждением электрода-колпачка
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно для соединения между собой заготовок, деталей и др. контактной точечной сваркой (КТС).
Известно такое устройство, имеющее полый и конический снаружи хвостовик, размещенный в передней внутренней конической части полого держателя, в котором с зазором размещена трубка, соединенная задним концом с колпаком, имеющим переднюю полость, в которой с зазором размещена эта трубка, и присоединенным к задней части держателя; в колпаке имеются окна для подвода хладагента в полость трубки и отвода его нагретым из последнего зазора (см. патент RU 2420378 С2, 02.03.2009).
Его недостаток - неэффективное охлаждение рабочей части электрода из-за малой площади дна его полости.
Известно и другое устройство с электродом-колпачком, имеющим коническую полость, в которой с осевым зазором размещена передняя часть держателя с полостью под трубку, установленную задней частью в полости вышеуказанного колпака, а ее передняя часть не выступает за передний торец держателя (см. ГОСТ 25444-90, стр. 2).
Его недостаток - неэффективное охлаждение периферийной части дна полости электрода и прилегающей к нему боковой поверхности, свободной от держателя, где имеется застойная зона с хладагентом, что приводит к перегреву этой зоны электрода и отрицательно сказывается на его стойкости.
Задачей предлагаемого изобретения является повышение эффективности охлаждения электрода путем устранения у него застойной зоны в зоне циркуляции хладагента - у дна его полости, свободной от передней части держателя.
Она решается тем, что в устройстве для контактной точечной сварки с охлаждаемым электродом-колпачком, содержащим полый держатель, в котором с зазором размещена трубка, отделенная передним концом зазором от дна конической полости электрода, размещенного ее боковой поверхностью на передней части держателя, а задний конец трубки соединен с полым колпаком, взаимодействующим передней частью с полостью держателя, имеющего поперечное окно, открытое в его полость, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО в задней части держателя выполнена меньшая полость под трубку, размещенную задним концом свободно в передней части полого колпака, упирающегося передним торцом в уплотнительное устройство, размещенное в задней части полости держателя и герметизирующее задний конец трубки, контактирующей передним торцом с поперечными проточками на нем в дно полости электрода и имеющей форму этой части, идентичную форме боковой поверхности его электрода, свободной от держателя.
Выполнением в задней части держателя полости под трубку, расположенную в ней с зазором, определяемым допусками на диаметры их поверхностей, обеспечивается базирование трубки в этой части держателя.
Свободным размещением задней части трубки в полости колпака обеспечивается возможность ее перемещения по полости держателя, когда это необходимо; например, при смене изношенного электрода она выдвигается за передний торец держателя на необходимую величину, о чем будет сказано ниже.
Размещением в задней части полости держателя уплотнительного устройства герметизируются зазоры между поверхностями трубки и полостей под нее у колпака и вышеуказанной полости, что необходимо для циркуляции хладагента в предлагаемом устройстве.
Воздействием торца колпака, соединенного с полостью держателя резьбой, на уплотнительное устройство обеспечивается его объемная деформация с выбором выше указанных зазоров для герметизации зон циркуляции хладагента в держателе.
Упором переднего торца трубки с поперечными проточками на нем в дно полости электрода обеспечивается подвод хладагента к застойной зоне этой полости и устранение ее, т.к. хладагент будет циркулировать вдоль нее и затем отводиться в зазор между трубкой и полостью держателя.
Выполнением передней части трубки формой, идентичной форме поверхности полости электрода, свободной от передней части держателя, создаются оптимальные зазоры между поверхностями этих элементов, устраняющие застойные зоны с хладагентом между поверхностями трубки, полости электрода и держателя.
Исполнением колпака полым отпадает надобность образования в нем поперечного окна под хладагент, который будет подводиться по этой полости к заднему концу трубки, чем повышается его технологичность.
Сравнительный анализ предлагаемого решения с известными в настоящее время подобными решениями показывает, что оно ново, существенно отличается от них, промышленно пригодно и поэтому соответствует критерию ИЗОБРЕТЕНИЕ.
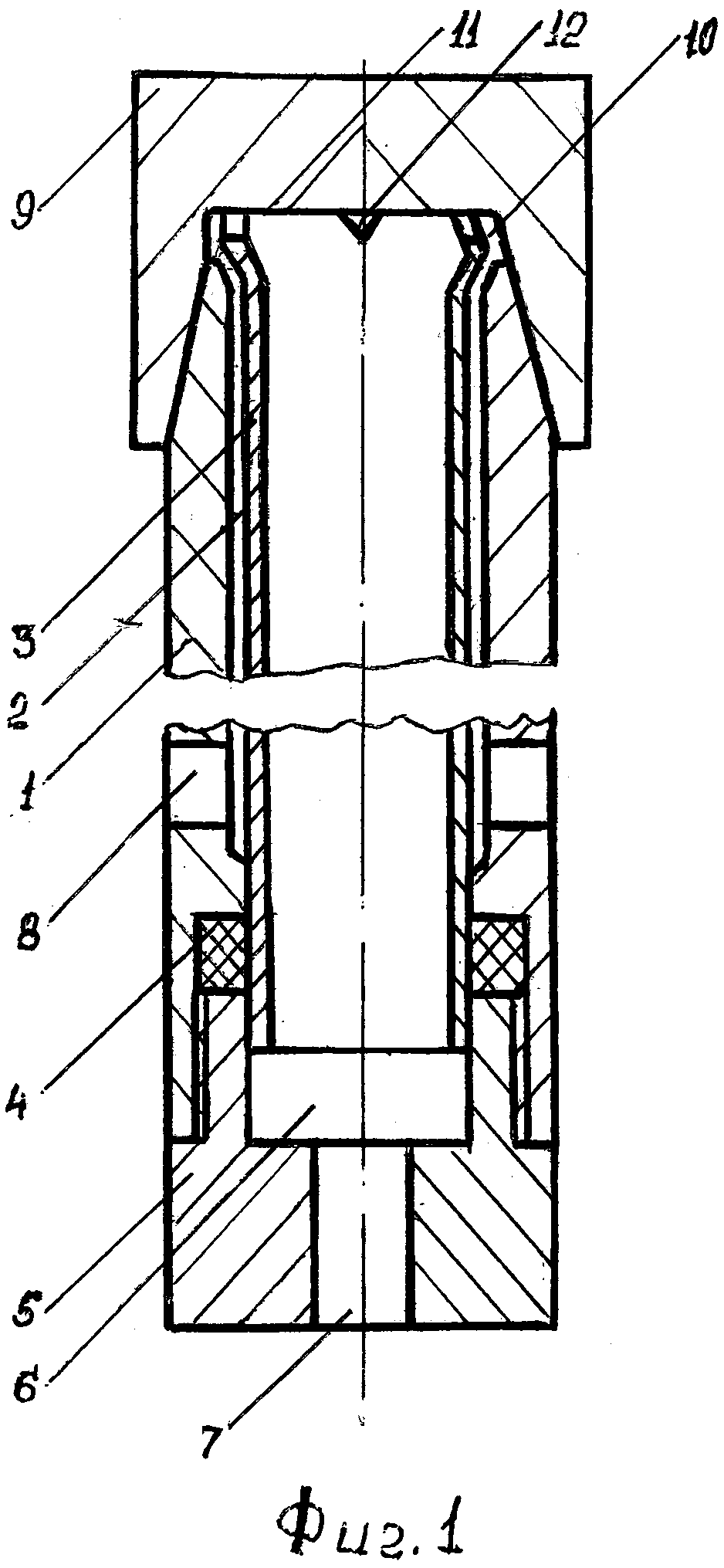
Предлагаемое изобретение представлено чертежом, где на фиг. 1 показано устройство с разновидностями полостей электрода-колпачка и соответствующих передних частей трубок под последние: в левой части у дна полости имеется цилиндрический участок, необходимый при лезвийном образовании его полости, а в правой части - конический участок ее, получаемый, например, штамповкой, экструзией и т.д.
Устройство содержит держатель 1 с выполненной с его переднего торца полостью 2, в которой с зазором размещена трубка 3; она в задней части переходит в меньшую полость диаметром, равным номинальному диаметру трубки 3, открытую в заднюю полость большего диаметра под уплотнительный элемент 4 и переднюю часть колпака 5, действующую передним торцом на этот элемент, герметизирующий трубку по наружной боковой поверхности ее задней части и резьбовое соединение держатель-колпак.
Трубка 3 задним концом находится в полости 6 колпака 5, имеющего продольное окно 7 под подводимый хладагент, а под отводимый нагретый хладагент в держателе 1 выполнено поперечное окно 8.
Электрод-колпачок 9 боковой поверхностью конической полости 10 размещен на передней боковой конической поверхности держателя 1, отстоящего передним торцом от дна 11 этой полости, в которое упирается передним концом трубка 3 с поперечными проточками 12 на нем.
С переднего торца держателя 1 образована внутренняя технологическая фаска для улучшения циркуляции хладагента, а передняя часть трубки имеет форму, идентичную форме полости электрода 9, свободной от передней части держателя с учетом его вышеупомянутой фаски.
Таким решением устраняется застойная зона с хладагентом в передней части полости электрода 9, чем повышается его стойкость левой и правой частями фиг. 1.
Положение трубки 3 в держателе 1 фиксируется силой трения со стороны уплотнительного элемента 4, действующего на ее боковую поверхность при воздействии на него торца передней части колпака 5. К этой силе добавляется и сила давления хладагента, действующего и на задний торец трубки 3.
Перед установкой электрода 9 на держатель 1 частично выворачивается колпак 5 из последнего и выдвигается на несколько мм относительно номинального положения передний торец трубки 3; затем размещается электрод 9 на держатель 1 и действуют сварочным усилием, которым электрод 9 перемещается в рабочее положение относительно держателя; при этом он дном 11 полости 10 действует на передний торец трубки 3 с перемещением ее в рабочее положение; далее вворачивается передняя часть колпака 5 в заднюю полость держателя 1 и торец предыдущего действует на уплотнительный элемент 4, например, жгутовой асбест, фиксирующий трубку 4 в этом положении.
Электрод 9 охлаждается так: хладагент по продольному окну 7 поступает в полость 6 колпака 5 и далее по полости трубки 3 подводится к дну 11 полости 10 электрода 9, охлаждая его, и через поперечные проточки 12 он поступает в боковой зазор между передней частью трубки 3 и поверхностями полостей электрода 9 и передней части держателя 1, устремляясь далее по зазору 3 к поперечному окну 8 держателя 1, и нагретым отводится за его пределы.
Устранением застойной зоны с хладагентом у дна 11 полости 10 электрода 9 обеспечивается интенсивное охлаждение не только всего дна, но и прилегающей к нему боковой поверхности этой полости, свободной от передней части держателя 1, предлагаемым устройством с соответствующей передней частью трубки 3, упертой ее торцом в дно 11.
Таким решением увеличивается в несколько раз охлаждаемая поверхность электрода по сравнению с прототипом, чем обеспечивается минимальная температура нагрева нагреваемой и охлаждаемой поверхностей электрода к началу следующей сварки и, следовательно, максимальная стойкость его.
Таким образом, предлагаемым устройством устраняется застойная зона с хладагентом в полости электрода, чем увеличивается как минимум в 3 раза охлаждаемая поверхность его и обеспечиваются минимальные температуры нагрева охлаждаемой и нагреваемой поверхностей электрода с повышением его стойкости.
Устройство для контактной точечной сварки с охлаждаемым электродом-колпачком, содержащее держатель, имеющий полость, в которой с зазором размещена трубка для подачи хладагента, и соединенное с этой полостью поперечное окно для отвода хладагента, электрод-колпачок, установленный на передней части держателя с зазором относительно его торца, колпак, установленный на задней части держателя, при этом задний конец упомянутой трубки закреплен в полости колпака, имеющей диаметр, равный номинальному диаметру трубки, отличающееся тем, что упомянутая полость держателя под трубку в задней ее части выполнена с меньшим диаметром для базирования трубки, при этом полый колпак имеет продольное окно для подвода хладагента и установлен в полости задней части держателя через уплотнительные элементы, герметизирующие зазор между поверхностями трубки и колпака, причем на переднем торце держателя выполнена внутренняя фаска, а торец трубки имеет форму, соответствующую форме упомянутой фаски и полости электрода-колпачка в зоне его зазора относительно торца держателя, причем трубка установлена в контакте с дном полости электрода-колпачка, а на торце ее передней части выполнены поперечные проточки.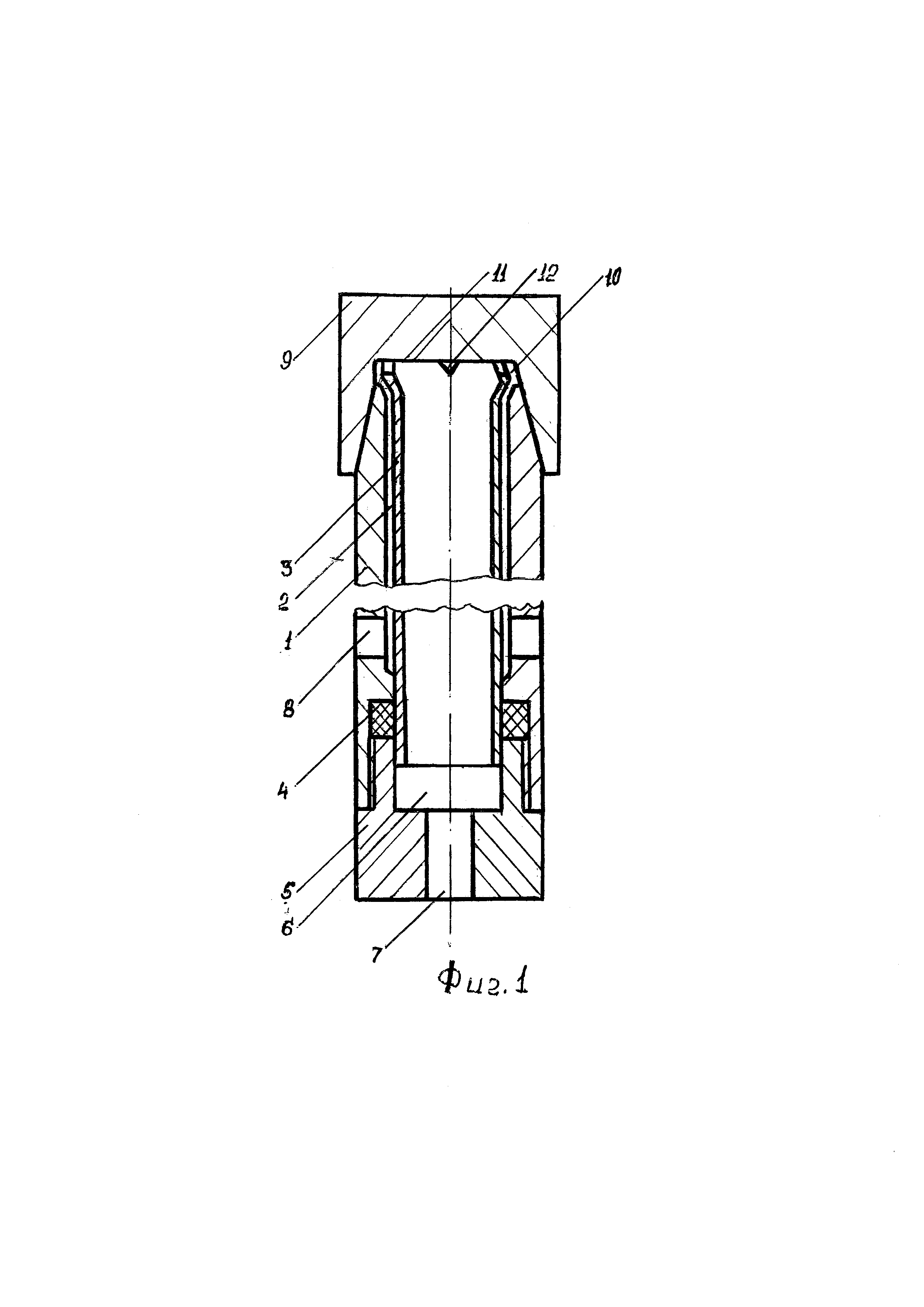
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Поршневой узел машины литья под давлением
Охлаждаемая матрица штампа под заготовку-диск
Устройство для стыковой контактной сварки прутков
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце

