Результат интеллектуальной деятельности: Устройство для контактной точечной сварки с охлаждением электрода-колпачка.
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно в электродах-колпачках, применяемых при контактной точечной сварке между собой листовых заготовок, прутков и др.
Известен способ охлаждения электрода-колпачка непрерывным омыванием подводимым хладагентом дна его конической полости с последующим отводом оттуда нагретого хладагента (см. ГОСТ 25444-90, стр. 2).
Его недостаток: неэффективность охлаждения из-за малой площади охлаждения этого электрода, равной площади дна его полости, что отрицательно влияет на его стойкости.
Известен и другой способ охлаждения такого электрода, когда дополнительно охлаждается частичной боковая поверхность его полости, примыкающая к ее дну (см. патент RU 2570253 C1 от 26.05.2014).
Его недостаток: охлаждается только малая часть боковой поверхности полости электрода, чем незначительно повышается его стойкость.
Известно и устройство его реализации (см. данный патент), содержащее держатель с продольным каналом под трубку, установленную в нем с зазором, герметизированным у ее переднего торца; электрод-колпачок с конической полостью, размещенный ее боковой поверхностью на конической поверхности передней части держателя с осевым зазором между его передним торцом и дном этой полости, с окнами держателя, соединяющими этот зазор и его продольный канал.
Его недостатки: небольшая охлаждаемая боковая поверхность полости электрода, примыкающая к ее дну; необходимы точная обработка сопрягаемых конических поверхностей электрода и держателя для герметизации зоны охлаждения электрода и значительное усилие снятия его с держателя.
Задачей предлагаемых решений является повышение эффективности охлаждения электрода-колпачка при повышении технологичности устройства.
Технический результат от них: повышение стойкости электрода, упрощение образования сопрягаемых поверхностей его и держателя с гарантией герметичности зон охлаждения первого и уменьшение усилия снятия его с держателя.
Он достигается тем, что в способе контактной точечной сварки с охлаждением электрода-колпачка путем непрерывного омывания хладагентом дна его полости, новым является то, что хладагентом омывают также и боковую поверхность этой полости, кроме ее задней части.
Омыванием хладагентом и боковой поверхности полости электрода возрастает его охлаждаемая поверхность и поэтому увеличивается отвод поступившего в него при сварке тепла циркулирующим хладагентом; этим самым обеспечивается минимальная или даже начальная температура нагрева его рабочей поверхности к следующему моменту сварки и, таким образом, повышается стойкость электрода.
Это достигается также и тем, что в устройстве для контактной точечной сварки с охлаждением электрода-колпачка, содержащем держатель с продольным каналом под трубку, установленную в нем с зазором, герметизированным у ее переднего торца, электрод-колпачок боковой поверхностью конической полости размещен на конической поверхности передней части держателя с осевым зазором между его передним торцом и дном этой полости; этот зазор соединен окнами держателя с его продольным каналом, новым является то, что на его конической поверхности выполнены канавки с углом наклона ≥0° относительно продольной оси, открытые своими концами в этот зазор и его кольцевую канавку с уплотнительным элементом и поперечными окнами, образованными также и в этих канавках и выходящими в продольный канал держателя.
Выполнением на конической поверхности держателя этих канавок обеспечивается циркуляция хладагента по ним с охлаждением боковой поверхности полости электрода, кроме ее задней части, а затем и дна этой полости или наоборот, чем повышается эффективность его охлаждения.
Образованием кольцевой канавки на конической поверхности держателя под уплотнительный элемент обеспечивается последним герметизация сопрягаемых поверхностей держателя и электрода в его задней части.
Использованием уплотнительного элемента для герметизации сопрягаемых поверхностей держателя и электрода отпадает надобность выполнять их конические поверхности с минимальной шероховатостью и, следовательно, упрощается изготовление этих деталей.
Наличием в кольцевой канавке и боковых канавках держателя поперечных окон, открытых в его продольный канал, осуществляется подвод хладагента из последнего по этим окнам в кольцевую и боковые канавки держателя, далее к дну полости электрода, охлаждая при этом ее боковую поверхность и затем ее дно и через него рабочий торец электрода; после этого нагретый теплом сварки хладагент отводится по полости трубки за пределы держателя.
Уменьшением конической поверхности передней части держателя за счет образованных там боковых под хладагент и кольцевой под уплотнительный элемент канавок снижается усилие съема изношенного электрода с него.
Сравнительный анализ предлагаемых решений с известными сейчас решениями показывает, что они новы, с существенными отличиями, промышленно пригодны и поэтому соответствуют критериям изобретения.
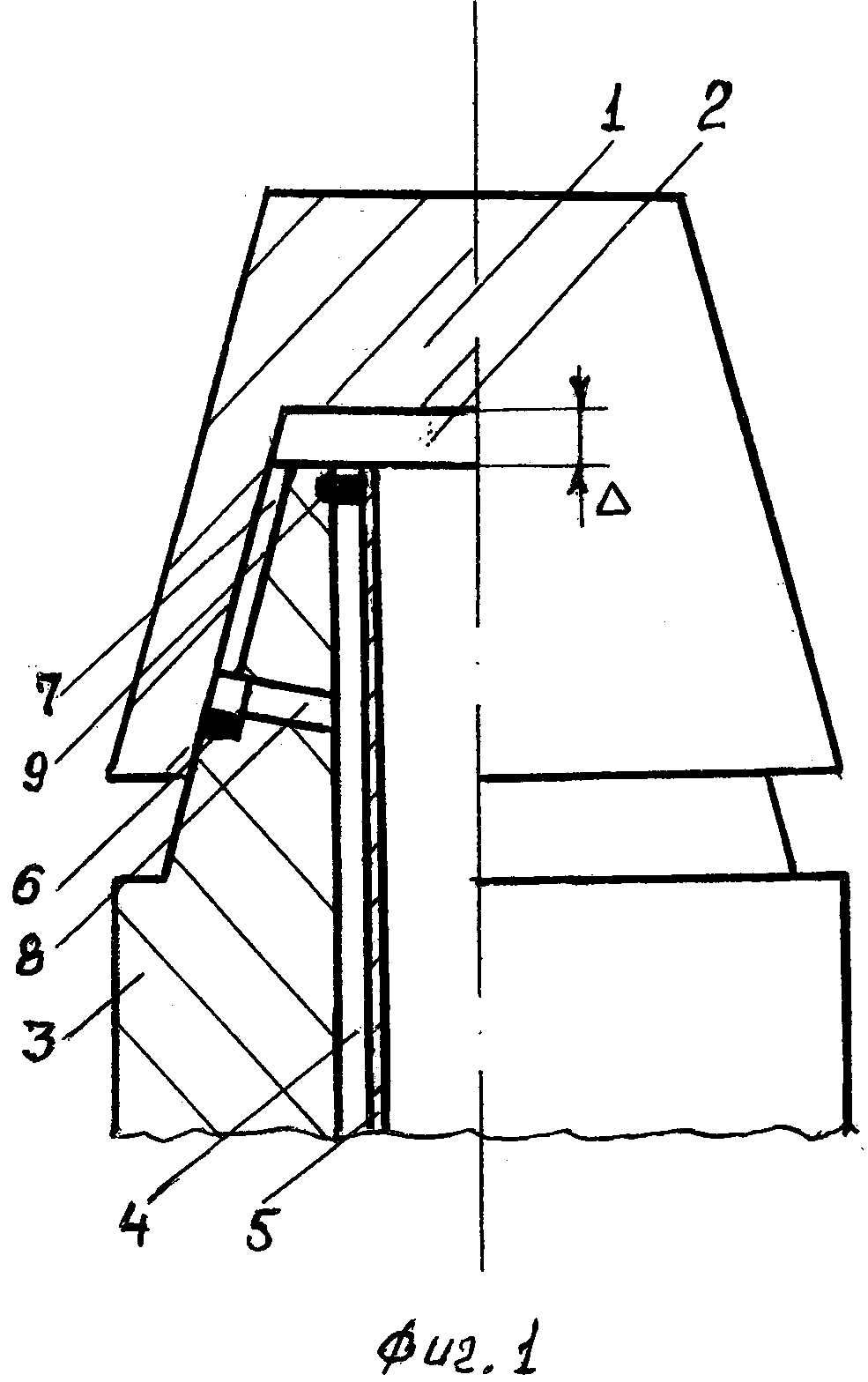
Эти решения представлены на фиг. 1 и в пп. 1 и 2 формулы изобретения, реализованных для нижнего неподвижного электрода-колпачка 1, с заднего торца которого образована коническая полость 2; ее боковой поверхностью электрод 1 размещается на конической передней части держателя 3 с продольным каналом 4; в последнем с зазором размещена трубка 5, не выступающая за его передний торец; между этим торцом и дном полости 2 электрода 1 имеется осевой зазор Δ.
При этом коническое соединение держателя 3 и электрода 1 в задней части полости последнего герметизировано уплотнительным элементом 6, размещенным в кольцевой канавке первого.
На конической части держателя 3 образованы канавки 7, которые могут быть разной формы, с углом наклона ≥0°, открытые концами в зазор Δ и в его кольцевую канавку с уплотнительным элементом 6 и поперечными окнами 8; часть их может выполняться и в канавках 7 для обеспечения прочности поперечного сечения держателя по этой канавке (в зависимости от его поперечного размера).
При этом у его переднего торца зазор между продольным каналом 4 и трубкой 5 закрыт, например, уплотнительным элементом 9, расположенным во внутренней канавке держателя, или иным способом.
У дна полости 2 электрода 1 ее боковая поверхность может быть конической или цилиндрической согласно выше указанного патента.
Количество канавок 7, их параметры и угол наклона относительно продольной оси держателя 3 зависят от размеров его передней конической части, определяемых параметрами конической полости 2 электрода 1, выбираемыми из условий его эксплуатации.
Электрод 1 охлаждается так: хладагент из продольного канала 4 держателя 3 через его поперечные окна 8 и кольцевую канавку поступает в канавки 7, охлаждая при этом уплотнительный элемент 6 с обеспечением его стойкости и боковую коническую поверхность полости 2 электрода 1, нагреваемого теплом сварки. Далее хладагент из этих канавок поступает в осевой зазор Δ и охлаждает дно полости 2 электрода 1 и через него его передний торец. Эффективность его охлаждения определяется толщиной стенок между этими поверхностями, количеством тепла, поступающего в электрод, продолжительностью цикла сварки, расходом хладагента и скоростью его циркуляции вдоль охлаждаемых поверхностей электрода.
При максимальной охлаждаемой площади электрода обеспечивается наибольший эффект его охлаждения - минимальную температуру нагрева электрода к моменту следующей сварки очередных заготовок между собой. Эта температура может быть равна и начальной, обеспечивающей максимальную стойкость электрода с минимальным электрическим сопротивлением в электрической цепи, образованной держателями, электродами и свариваемыми между собой заготовками.
Эту площадь определим для электрода-колпачка длиной 30 мм, диаметром 16 мм у заднего торца, длиной его полости 15 мм при диаметре ее основания 13 мм и с конусностью 1:20; осевой зазор между дном его полости и передним торцом держателя равен 2 мм; длина боковой поверхности этой полости, расположенной сзади уплотнительного элемента 6 держателя 3 на последнем, равна 3 мм; диаметр держателя на переднем торце равен 12,4 мм, его продольного канала 9,5 мм, трубки 7,5 мм и ее полости 6 мм.
На передней конической части держателя выполняется 8 продольных с радиусами к периферии канавок шириной 4 мм, глубиной 0,9 мм и длиной 9 мм при диаметре уплотнительного элемента 1 мм. Тогда площадь боковой охлаждаемой поверхности полости электрода равна 8⋅9⋅4=288 мм2; к ней добавляется площадь этой поверхности у дна полости 3,14⋅12,5⋅2=78,5 мм2; при этом площадь ее дна 0,785⋅12,5⋅12,5=122,6 мм2.
Следовательно, охлаждаемая боковая поверхность полости электрода в 3 раза больше ее донной поверхности, что свидетельствует об эффективности предлагаемого способа охлаждения электрода-колпачка, обеспечивающего отвод тепла и от боковой поверхности электрода.
Меньшей боковой конической поверхностью держателя из-за канавок на ней уменьшается усилие съема изношенного колпачка с него, а герметичность соединения его с электродом обеспечивается уплотнительным элементом кольцевой канавки держателя.
Благодаря этому элементу, герметизирующему данное соединение, отпадает надобность в минимальной шероховатости сопрягаемых поверхностей держателя и электрода; поэтому она может быть как минимум на квалитет выше используемой в настоящее время, что упрощает их изготовление.
Для данных размеров электрода и держателя под циркулирующий хладагент необходимо выполнить в последнем смещенные в осевом и угловом направлениях поперечные окна диаметром 2,5 мм: 2 в кольцевой канавке и 4 в канавках конической части.
Таким образом, предлагаемыми решениями повышается эффективность охлаждения электрода и его стойкость, гарантируется герметичность соединения его с держателем, упрощается изготовление поверхностей этих элементов и облегчается съем электрода с держателя с боковыми канавками.
Устройство для контактной точечной сварки, содержащее держатель с осевым продольным каналом, электрод-колпачок, боковая поверхность полости которого имеет коническую форму, размещенный на конической поверхности передней части держателя с образованием осевого зазора между дном полости электрода-колпачка и передним торцом держателя, и трубку для подвода хладагента, открытую в осевой зазор и установленную с боковым зазором в продольном канале держателя, загерметизированном у ее переднего конца, отличающееся тем, что на конической поверхности держателя выполнены продольные канавки, открытые с одной стороны в упомянутый осевой зазор, и кольцевая канавка с установленным в ней уплотнительным элементом для герметизации сопрягаемых поверхностей держателя и электрода-колпачка, в которую открыты продольные канавки держателя с другой их стороны, причем осевой продольный канал держателя соединен поперечными окнами, выполненными в стенке держателя, с его продольными и кольцевой канавками.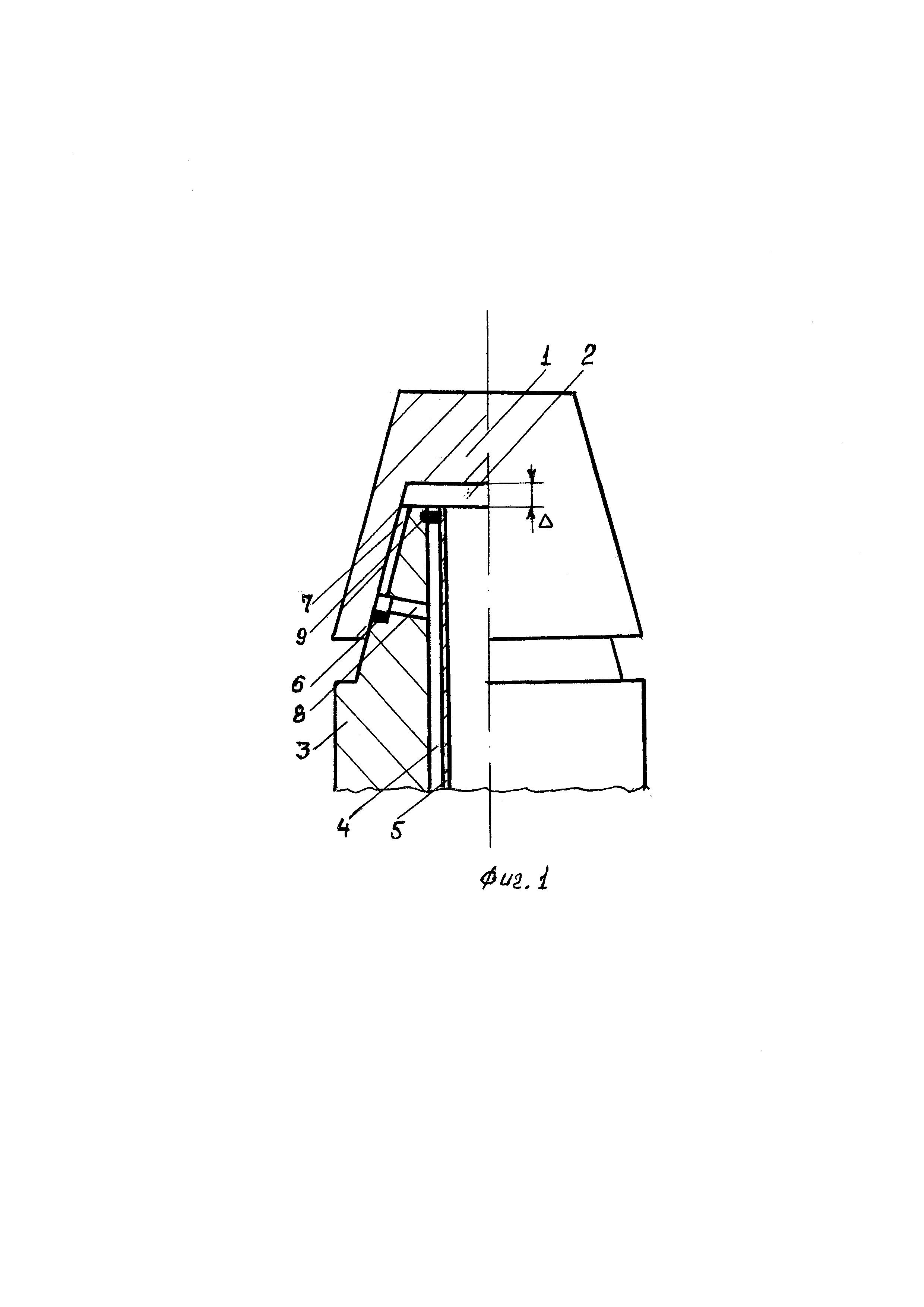
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Поршневой узел машины литья под давлением
Охлаждаемая матрица штампа под заготовку-диск
Устройство для стыковой контактной сварки прутков
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце

