Результат интеллектуальной деятельности: ВОЗДУШНАЯ ФУРМА ДОМЕННОЙ ПЕЧИ
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при подготовке к работе воздушных фурм доменных печей.
Известно, что на воздушные фурмы приходится около 30% всех тепловых потерь в доменной печи. При этом в обычных условиях работы доменной печи, через рыльную часть, наружный и внутренний стаканы фурмы уходит соответственно порядка 18, 36 и 46% тепла, уносимого водой, охлаждающей фурму. Одним из путей снижения данных тепловых потерь является установка теплоизолирующей вставки с низкой теплопроводностью во внутреннем стакане. Трудности эксплуатации фурм с такой вставкой объясняются хрупкостью вставки и большим различием температурных коэффициентов линейного расширения материалов вставки и меди, из которой изготовлена фурма.
Известна воздушная фурма доменной печи, содержащая теплоизолирующую вставку в дутьевом канале, установленную с воздушным зазором по отношению к поверхности дутьевого канала (Патент Японии №2240207, МПК C21B 7/16, 1990).
Недостатками данного технического решения являются то, что не регламентируются толщина керамической вставки и величина воздушного зазора от поверхности дутьевого канала до керамической вставки. Это может приводить к разрушению теплоизолирующей вставки во время ее установки и эксплуатации, а также к повышению тепловых потерь через дутьевой канал фурмы.
Наиболее близкой по своей технической сущности к предлагаемой полезной модели является воздушная фурма доменной печи, содержащая керамическую вставку толщиной не менее 8,0 мм в дутьевом канале, установленную с воздушным зазором по отношению к внутреннему стакану (Патент РФ №144987, МПК C21B 7/16, 2014).
Недостатком данного технического решения является то, что величина воздушного зазора 0,5-0,7 мм между теплоизолирующей вставкой и внутренним стаканом определяется в «холодном состоянии», то есть при установке теплоизолирующей вставки в дутьевой канал.
В процессе эксплуатации фурмы тепловое расширение вставки может превысить тепловое расширение внутреннего стакана на величину более установленного зазора между ними, что приведет к появлению трещин на вставке и преждевременному ее разрушению.
Техническим результатом предлагаемого изобретения является повышение стойкости теплоизолирующей вставки в процессе эксплуатации фурмы доменной печи.
Технический результат достигается тем, что в воздушной фурме доменной печи, содержащей теплоизолирующую вставку в дутьевом канале, установленную с воздушным зазором по отношению к внутреннему стакану, согласно изобретению наружный радиус вставки определяют с учетом теплового расширения ее и внутреннего стакана по формуле

где r1 - наружный радиус теплоизолирующей вставки «в холодном состоянии», мм;
r2 - радиус внутреннего стакана со стороны дутьевого канала в «холодном состоянии», мм;
α1 - температурный коэффициент линейного расширения материала теплоизолирующей вставки, °C-1;
α2 - температурный коэффициент линейного расширения материала внутреннего стакана, °C-1;
Δt1 - изменение температуры теплоизолирующей вставки при нагреве, °C;
Δt2 - изменение температуры внутреннего стакана при нагреве, °C;
b=0,5÷0,7 - требуемый воздушный зазор между теплоизолирующей вставкой и внутренним стаканом в рабочем состоянии, мм.
Расчет наружного радиуса теплоизолирующей вставки «в холодном состоянии» по формуле (1) позволяет установить теплоизолирующую вставку по отношению к внутреннему стакану с зазором, учитывающим последующее тепловое расширение теплоизолирующей вставки и внутреннего стакана в процессе работы (нагрева) фурмы. Кроме того, расчет наружного радиуса теплоизолирующей вставки «в холодном состоянии» по формуле (1) предотвращает динамические нагрузки на вставку при установке фурмы в печь и в процессе эксплуатации, а также способствует снижению тепловых потерь через внутренний стакан.
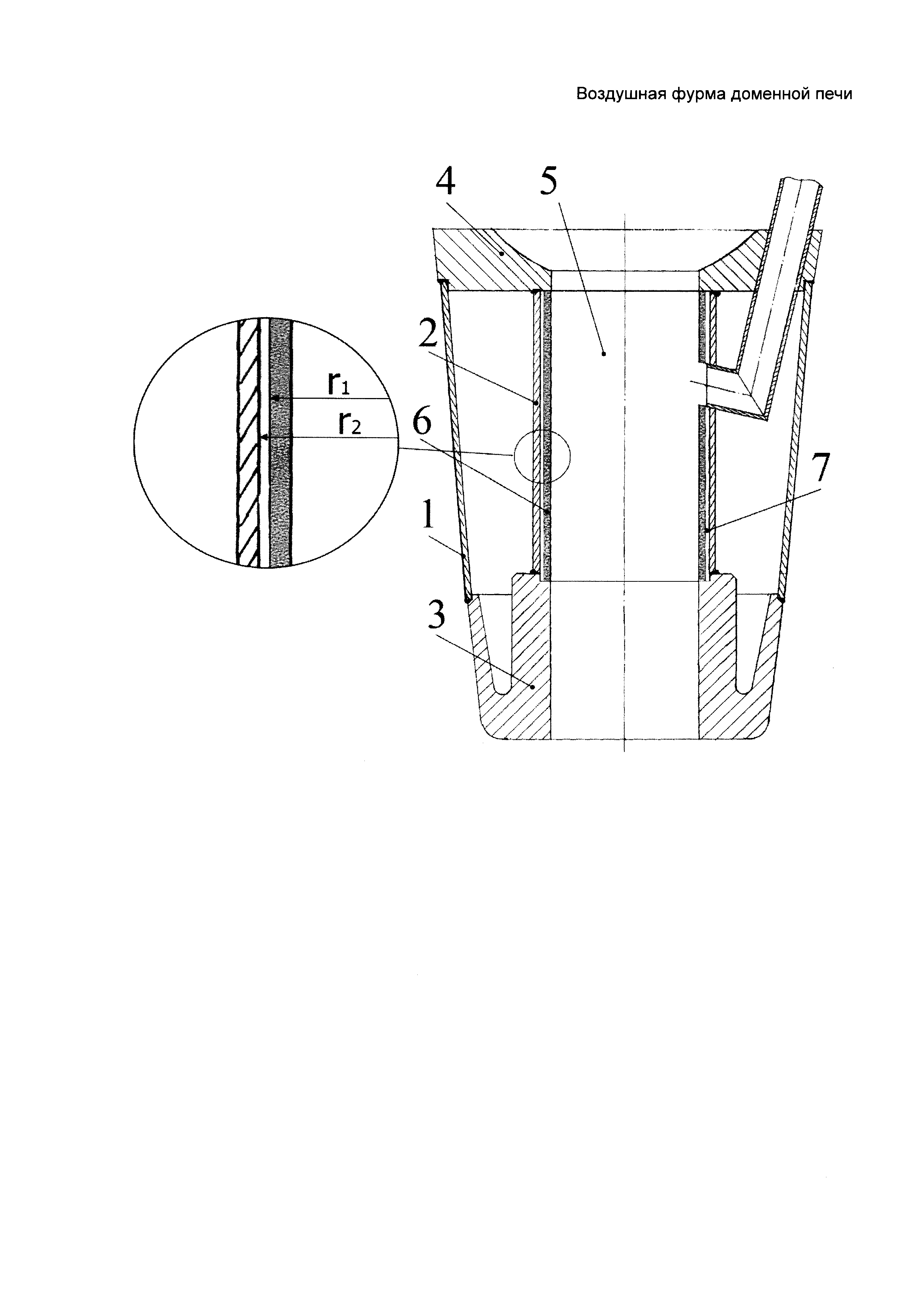
Изобретение справедливо как для цилиндрического, так и для конического дутьевого канала. Изобретение для цилиндрического дутьевого канала поясняется чертежом, на котором изображено сечение воздушной фурмы доменной печи.
Фурма состоит из наружного (1) и внутреннего (2) стаканов, сваренных по краям с рыльной частью (3) и фланцем (4). В дутьевой канал (5) устанавливают теплоизолирующую вставку (6) с образованием воздушного зазора (7) между внутренним стаканом (2) и теплоизолирующей вставкой (6).
Для конического дутьевого канала необходимо по формуле (1) рассчитать величину наружного радиуса вставки у рыльной части и у фланца фурмы.
При недостаточном наружном радиусе теплоизолирующей вставки (менее чем рассчитанным по формуле (1)) величина воздушного зазора между ней и внутренним стаканом велика, что приводит к преждевременному разрушению вставки, так как возрастают динамические нагрузки на вставку при установке фурмы в печь и в процессе эксплуатации.
Превышение необходимого наружного радиуса теплоизолирующей вставки (более чем рассчитанного по формуле (1)) недопустимо сокращает величину воздушного зазора между ней и внутренним стаканом, что приводит к значительному увеличению тепловых потерь через внутренний стакан и преждевременному разрушению вставки, так как вставка упирается во внутренний стакан из-за разницы их теплового расширения.
Пример 1.
В цилиндрический дутьевой канал воздушной фурмы требовалось установить корундовую теплоизолирующую вставку толщиной 8,0 мм с воздушным зазором по отношению к медному внутреннему стакану.
Радиус внутреннего стакана со стороны дутьевого канала (r2) составил 81,5 мм. Температурные коэффициенты линейного расширения корунда и меди составили α1=6,5⋅10-6 °С-1 и α2=16,6⋅10-6 °C-1 соответственно. Средние температуры теплоизолирующей вставки и внутреннего стакана фурмы, в рабочем состоянии, приняли 1010°C и 85°C соответственно (определены на основании работы предыдущей фурмы до ее замены). Начальные температуры теплоизолирующей вставки и внутреннего стакана составили 30°C. Следовательно, Δt1=980°C, a Δt2=55°C. Величину требуемого воздушного зазора между теплоизолирующей вставкой и внутренним стаканом в рабочем состоянии приняли b=0,5 мм.
Наружный радиус теплоизолирующей вставки определили по формуле (1)
r1=(81,5⋅(1+16,6⋅10-6⋅55)-0,5)/(1+6,5⋅10-6⋅980)≈80,6 мм.
Теплоизолирующую вставку толщиной 8,0 мм изготовили с наружным радиусом 80,6 мм. Зазор между теплоизолирующей вставкой и внутренним стаканом выставили с помощью металлических прокладок толщиной 0,9 мм.
Фурму с теплоизолирующей вставкой установили в печь. Срок службы фурмы составил 163 дня (до использования указанного технического решения срок службы теплоизолирующей вставки не превышал 132 суток). Причина замены фурмы - прогар рыльной части. Вставка после замены фурмы осталась целой.
Пример 2.
В конический дутьевой канал воздушной фурмы требовалось установить корундовую теплоизолирующую вставку толщиной 8,0 мм с воздушным зазором по отношению к медному внутреннему стакану.
Радиус внутреннего стакана со стороны дутьевого канала у рыльной части (г2р) составил 90,0 мм, у фланца (r2Ф) составил 115,0 мм. Температурные коэффициенты линейного расширения корунда и меди составили α1=6,5⋅10-6 °C-1 и α2=16,6⋅10-6 °C-1 соответственно.
Средние температуры теплоизолирующей вставки и внутреннего стакана фурмы, в рабочем состоянии, приняли 1030°C и 90°C соответственно (определены на основании работы предыдущей фурмы до ее замены).
Начальные температуры вставки и внутреннего стакана составили 30°C. Следовательно, Δt1=1000°C, a Δt2=60°C. Величину требуемого воздушного зазора между теплоизолирующей вставкой и внутренним стаканом в рабочем состоянии приняли b=0,7 мм.
Наружный радиус вставки определяли по формуле (1)
у рыльной части
r1Р=(90⋅(1+16,6⋅10-6⋅60)-0,7)/(1+6,5⋅10-6⋅1000)≈88,8 мм;
у фланца
r1Ф=(115⋅(1+16,6⋅10-6⋅60)-0,7)/(1+6,5⋅10-6⋅1000)≈113,7 мм.
Теплоизолирующую вставку толщиной 8,0 мм изготовили с наружными радиусами 88,8 мм у рыльной части и 113,7 мм у фланца. Зазор между теплоизолирующей вставкой и внутренним стаканом выставили с помощью металлических прокладок толщиной 1,2 мм у рыльной части и толщиной 1,3 мм у фланца.
Фурму с теплоизолирующей вставкой установили в печь. Срок службы фурмы составил 177 сут (до использования указанного технического решения срок службы теплоизолирующей вставки не превышал 132 сут). Причина замены фурмы - прогар рыльной части. Вставка после замены фурмы осталась целой.
Таким образом, предложенное изобретение позволяет повысить срок службы теплоизолирующей вставки в процессе эксплуатации фурмы доменной печи.
Способ производства особонизкоуглеродистой стали
Способ производства трубной стали
Способ производства низколегированного хладостойкого свариваемого листового проката повышенной коррозионной стойкости
Способ производства ниобийсодержащей стали
Способ производства горячеоцинкованного проката повышенной прочности
Способ прокатки низколегированного штрипса для магистральных труб на толстолистовом реверсивном стане
Способ горячей прокатки полос из низколегированной стали
Способ защиты стальных заготовок от окисления при нагреве перед обработкой давлением
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ производства особонизкоуглеродистой стали
Способ производства трубной стали
Способ производства низколегированного хладостойкого свариваемого листового проката повышенной коррозионной стойкости
Способ производства ниобийсодержащей стали
Способ производства горячеоцинкованного проката повышенной прочности
Способ прокатки низколегированного штрипса для магистральных труб на толстолистовом реверсивном стане
Способ горячей прокатки полос из низколегированной стали
Способ защиты стальных заготовок от окисления при нагреве перед обработкой давлением
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная

