Результат интеллектуальной деятельности: Способ получения листовых композиционных материалов с дисперсно-армированными частицами
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано для производства металлических листовых композиционных материалов с дисперсно-армированными частицами с помощью многоцикловой прокатки.
Известен способ получения композиционных материалов, состоящих из армирующего и матричного компонентов, напылением, включающий получение матричного компонента одновременно с введением в матричный компонент и распределением в нем дисперсного армирующего компонента, производимое напылением на подготовленную поверхность чередующимися потоками частиц матричного и армирующего компонентов, обладающих энергией, достаточной при рекомбинации для формирования кристаллической решетки матричного и армирующего компонентов, изменение соотношения количества компонентов осуществляют изменением соотношения потоков распыленных матричного и армирующего компонентов, а полученный в виде пленки композиционный материал отделяют от поверхности (патент РФ №2213158, C23C 14/34, C22C 47/16, опубл. 27.09.2003). Недостатком данного способа является невозможность его применения при получении листовых композиционных материалов с дисперсно-армированными частицами промышленной толщины и габаритов, а также его значительная трудоемкость и необходимость использования специализированного дорогостоящего оборудования при проведении процесса напыления.
Существует наиболее близкий по технической сущности, принятый за прототип, способ получения листов из дисперсно-упрочненных сплавов, включающий экструзию спеченной заготовки, поперечную горячую прокатку и рекристаллизационный отжиг, в котором с целью повышения жаропрочности и снижения анизотропии механических свойств поперечную горячую прокатку проводят со степенью деформации 0,95-1,1 от степени деформации при экструзии заготовки (АС №449958, C22c 1/04, B22f 3/24, опубл. 15.11.1974). Недостатком такого способа является существенная трудоемкость при получении листов больших габаритов, связанная со сложностями при спекании и последующей экструзии спеченной заготовки, а также применением для ее деформирования специализированного оборудования и оснастки. Кроме того, при получении листов больших габаритов предполагается использование спеченных заготовок значительных размеров, что, в свою очередь, приведет к возрастанию потребного усилия при экструзии, вследствие применения более мощных прессовых установок.
В основу изобретения поставлена задача усовершенствования известного способа для возможности получения листовых композиционных материалов с дисперсно-армированными частицами.
Поставленная задача решается тем, что в способе получения листовых композиционных материалов с дисперсно-армированными частицами, включающем горячую прокатку и рекристаллизационный отжиг, композиционный материал получают путем многоцикловой прокатки слоистых сборных заготовок, собранных из предварительно нарезанных и очищенных от загрязнений и оксидных пленок листов разнородных металлов или сплавов со значительно различающимися температурными интервалами горячего деформирования и толщинами, способными воспринимать значительные пластические деформации при прокатке, при этом сборная заготовка на первом цикле прокатки должна содержать нечетное количество слоев, но не менее трех, которые располагают таким образом, что слой из наиболее тугоплавкого металла или сплава, являющийся армирующим компонентом, находится между двумя слоями менее тугоплавкого металла или сплава, являющегося матричным компонентом, при этом армирующие и матричные слои чередуются друг с другом, затем сборную заготовку нагревают до температуры горячего деформирования матричного компонента и прокатывают по схеме обжатий, обеспечивающей формирование прочного соединения ее компонентов и сохранение их сплошности, после завершения цикла прокатки полученный слоистый материал подвергают отжигу при температуре, обеспечивающей прохождение процессов рекристаллизации и восстановление пластичности только в матричном компоненте, после чего, на последующих циклах прокатки, число которых зависит от требуемого размера армирующих частиц в материале, заготовку, собранную из слоев, нарезанных из прокатанной полосы, полученной на предыдущем цикле, катают с обжатиями, обеспечивающими формирование прочного соединения компонентов и сохранение сплошности только в матричных слоях.
Поскольку композиционный материал получают путем многоцикловой прокатки слоистых сборных заготовок, собранных из предварительно нарезанных и очищенных от загрязнений и оксидных пленок листов разнородных металлов или сплавов со значительно различающимися температурными интервалами горячего деформирования и толщинами, способными воспринимать значительные пластические деформации при прокатке, сборная заготовка на первом цикле прокатки должна содержать нечетное количество слоев, но не менее трех, которые располагают таким образом, что слой из наиболее тугоплавкого металла или сплава, являющийся армирующим компонентом, находится между двумя слоями менее тугоплавкого металла или сплава, являющегося матричным компонентом, при этом армирующие и матричные слои чередуются друг с другом, затем сборную заготовку нагревают до температуры горячего деформирования матричного компонента и прокатывают по схеме обжатий, обеспечивающей формирование прочного соединения ее компонентов и сохранение их сплошности, после завершения цикла прокатки полученный слоистый материал подвергают отжигу при температуре, обеспечивающей прохождение процессов рекристаллизации и восстановление пластичности только в матричном компоненте, после чего, на последующих циклах прокатки, число которых зависит от требуемого размера армирующих частиц в материале, заготовку, собранную из слоев, нарезанных из прокатанной полосы, полученной на предыдущем цикле, катают с обжатиями, обеспечивающими формирование прочного соединения компонентов и сохранение сплошности только в матричных слоях.
Способ получения листовых композиционных материалов с дисперсно-армированными частицами проводят следующим образом.
На начальном этапе получают листовую слоистую композицию. В процессе ее получения из листов матричного и армирующего компонента вырезают исходные заготовки с одинаковыми размерами в плане. Затем проводят обработку поверхности заготовок с целью удаления остатков технологической смазки, поверхностных загрязнений, оксидных пленок, используя как механические, химические способы, так и их комбинацию. После обработки поверхности вырезанных заготовок осуществляют их сборку в пакет таким образом, чтобы сборная заготовка содержала нечетное количество слоев, но не менее трех, которые располагают таким образом, что слой из наиболее тугоплавкого металла или сплава, являющийся армирующим компонентом, находится между двумя слоями менее тугоплавкого металла или сплава, являющегося матричным компонентом, при этом армирующие и матричные слои чередуют друг с другом. В пакете заготовки скрепляют с помощью заклепок.
После сборки пакета его нагревают в печи до температуры горячего деформирования матричного компонента. Затем, нагретый пакет подвергают пластической деформации в валках прокатного стана и прокатывают по схеме обжатий, обеспечивающей формирование прочного соединения его компонентов и сохранение их сплошности.
После завершения цикла прокатки полученный слоистый материал подвергают отжигу при температуре, обеспечивающей прохождение процессов рекристаллизации и восстановление пластичности только в матричном компоненте. Затем, отожженную композицию режут на мерные части с удалением боковых кромок и очищают от окислов. Вновь сформированный пакет, состоящий из полученных на первом цикле листовых заготовок, подвергают вышеописанному циклу обработки. Слоистую заготовку после первого цикла прокатки продолжают деформировать за такое количество циклов, пока обеспечивается запас технологической пластичности в матричном компоненте, при этом в армирующем компоненте значительно раньше исчерпывается запас технологической пластичности, что приведет к его разрушению и образованию армирующих частиц.
В результате многократного повторения циклов прокатки формируется листовой композиционный материал заданных габаритных размеров и толщины, в структуре которого преобладает распределение частиц армирующего компонента по всему объему матричного компонента, представляющего собой результат топохимического взаимодействия матричных слоев с образованием металлических связей между ними. Путем увеличения количества циклов прокатки можно управлять размером формирующихся частиц армирующего компонента, тем самым создавать композиционные материалы с дисперсно-армированными частицами с требуемыми характеристиками.
Представленный способ получения листовых композиционных материалов с дисперсно-армированными частицами не требует применения специального оборудования и оснастки. Для его осуществления достаточно наличие стандартного прокатного оборудования и нагревательной печи. По сравнению с методами напыления данный способ позволяет получать листовые композиционные материалы преимущественно промышленной толщины и габаритов, кроме того, он имеет относительно низкую себестоимость, а за счет увеличения количества циклов прокатки появляется возможность достичь требуемого размера частиц армирующего компонента, тем самым создавать листовой композиционный материал с необходимыми рабочими характеристиками.
Пример осуществления способа. Для изготовления листового композиционного материала с дисперсно-армированными частицами толщиной 2 мм в качестве исходных заготовок используются карточки, вырезанные из листа технически чистой меди М1 толщиной 0,5 мм и листа технически чистого алюминия АД1 толщиной 2 мм. Карточки в количестве 3 шт., две из которых из АД1, после очистки и промывки укладывают в пакет таким образом, чтобы более тугоплавкий из компонентов (М1) располагался между компонентами с более низкой температурой плавления (АД1). Карточки соединяют в пакет при помощи заклепок. Затем, пакет нагревают до температуры 450°C. Нагретый пакет прокатывают на листовом прокатном стане с обжатием за первый проход 50%, т.к. эта степень деформации обеспечивает образование качественного и бездефектного соединения компонентов между собой (подтверждено экспериментально). Прокатанную слоистую заготовку отжигают при температуре 450°C с выдержкой в печи в течение часа и разрезают на карточки одинаковых размеров, которые затем очищают, промывают и укладывают в новый пакет простым наложением друг на друга. Аналогичным образом собранный пакет нагревают и деформируют с обжатием 50%.
Дробление медного слоя с образованием армирующих частиц происходит уже после завершения третьего цикла прокатки. При этом средний размер армирующих частиц в поперечном сечении образца относительно направления его прокатки составил порядка 12 мкм (фиг. 1). Учитывая результаты, полученные при измерении размеров армирующих частиц с помощью методов инструментальной микроскопии, установлено, что после 6 цикла размер армирующих частиц в поперечном сечении образца относительно направления его прокатки не превышал 1 мкм (фиг. 2), что дало основание утверждать о получении материала с дисперсно-армированными частицами.
Таким образом, в предложенном способе листовой композиционный материал с дисперсно-армированными частицами создается путем многоцикловой прокатки слоистой сборной заготовки, собранной из нечетного количества слоев, но не менее трех, которые располагаются в ней таким образом, что слой из наиболее тугоплавкого металла или сплава, таким образом, являющийся армирующим компонентом, находится между двумя слоями менее тугоплавкого металла или сплава, являющегося матричным компонентом.
Способ получения листовых композиционных материалов с дисперсно-армирующими частицами, включающий сборку слоистой заготовки из предварительно нарезанных и очищенных от загрязнений и оксидных пленок листов из разнородных металлов или сплавов, имеющих разную температуру плавления, при этом собирают пакет из слоев в нечетном количестве с числом не менее трех, причем слой из более тугоплавкого металла или сплава размещают между двумя слоями из менее тугоплавкого металла или сплава, после чего осуществляют многоцикловую горячую прокатку собранного пакета и рекристаллизационный отжиг, отличающийся тем, что первый цикл многоцикловой горячей прокатки проводят с получением слоистого материала путем формирования соединения его компонентов с сохранением их сплошности, при этом осуществляют нагрев собранного пакета до температуры горячего деформирования менее тугоплавкого металла или сплава, который является матричным компонентом слоистого материала, причем слой из более тугоплавкого металла или сплава является армирующим компонентом слоистого материала, а рекристаллизационный отжиг проводят при температуре, обеспечивающей прохождение процессов рекристаллизации и восстановления пластичности только в матричном компоненте, после чего собирают пакет из заготовок, нарезанных из полученного слоистого материала, и осуществляют последующий цикл горячей прокатки, обеспечивающий формирование соединения компонентов с сохранением сплошности только в матричных слоях и получением дисперсных частиц армирующего компонента, причем количество последующих циклов горячей прокатки выбирают из условия получения заданной дисперсности армирующих частиц в листовом композиционном материале.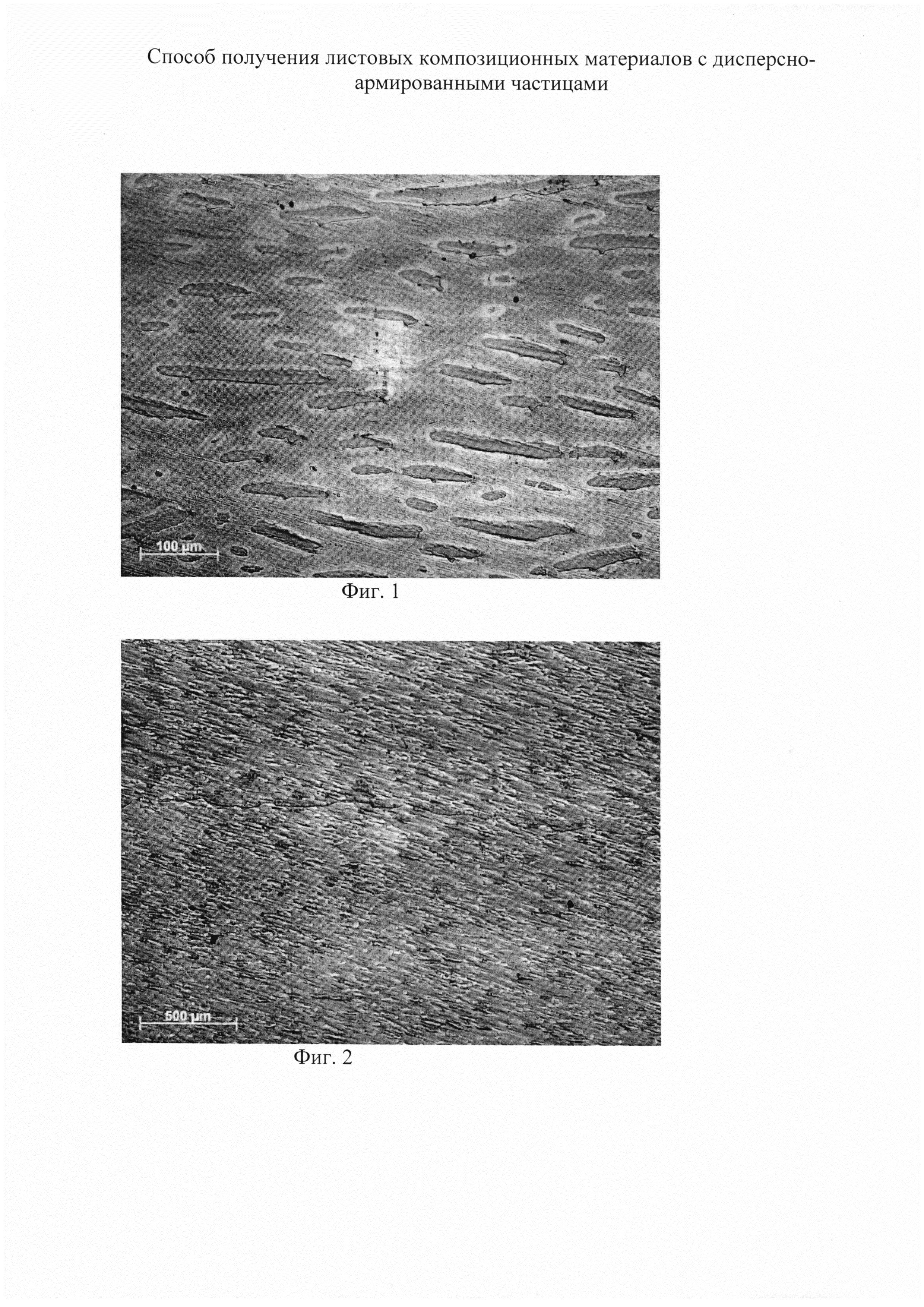
Способ определения прочностных характеристик и величины зерна в металлических материалах и сплавах
Способ получения супермногослойных разнородных материалов с наноразмерной структурой слоев
Способ получения микроструктурных многослойных композиционных материалов из разнородных металлов или сплавов
Способ управления бесплатформенной гировертикалью и устройство для его реализации
Способ формирования выходной информации в блоке гироскопов и трехосный блок демпфирующих гироскопов
Способ компенсации систематических составляющих дрейфа гироскопических датчиков
Трехосный микромеханический блок чувствительных элементов
Способ компенсации дрейфа нулевых сигналов гироскопических датчиков
Способ определения прочностных характеристик и величины зерна в металлических материалах и сплавах
Способ получения супермногослойных разнородных материалов с наноразмерной структурой слоев
Способ получения микроструктурных многослойных композиционных материалов из разнородных металлов или сплавов
Способ управления бесплатформенной гировертикалью и устройство для его реализации
Способ формирования выходной информации в блоке гироскопов и трехосный блок демпфирующих гироскопов
Способ компенсации систематических составляющих дрейфа гироскопических датчиков
Трехосный микромеханический блок чувствительных элементов
Способ компенсации дрейфа нулевых сигналов гироскопических датчиков
Способ цифровой фильтрации шумовой составляющей в инерциальных датчиках
Способ управления бесплатформенной гировертикалью с радиальной коррекцией и бесплатформенная гировертикаль для его реализации

